Литьевая форма для изготовления изделий из вспененных полимеров ( варианты )
Номер патента: U 2581
Опубликовано: 30.04.2006
Авторы: Хатенко Александр Сергеевич, Выдумчик Сергей Васильевич, Ксенофонтов Михаил Александрович
Текст
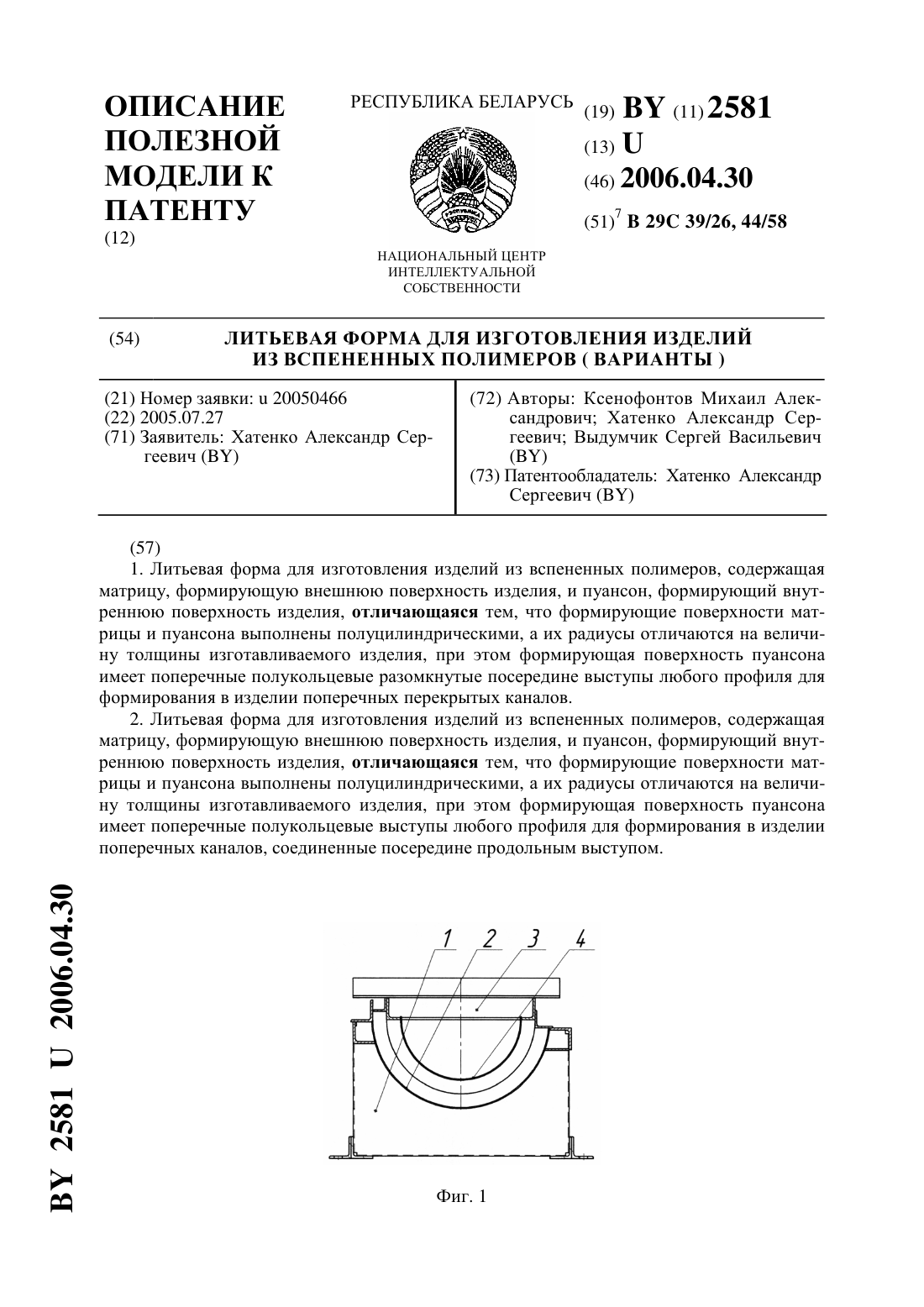
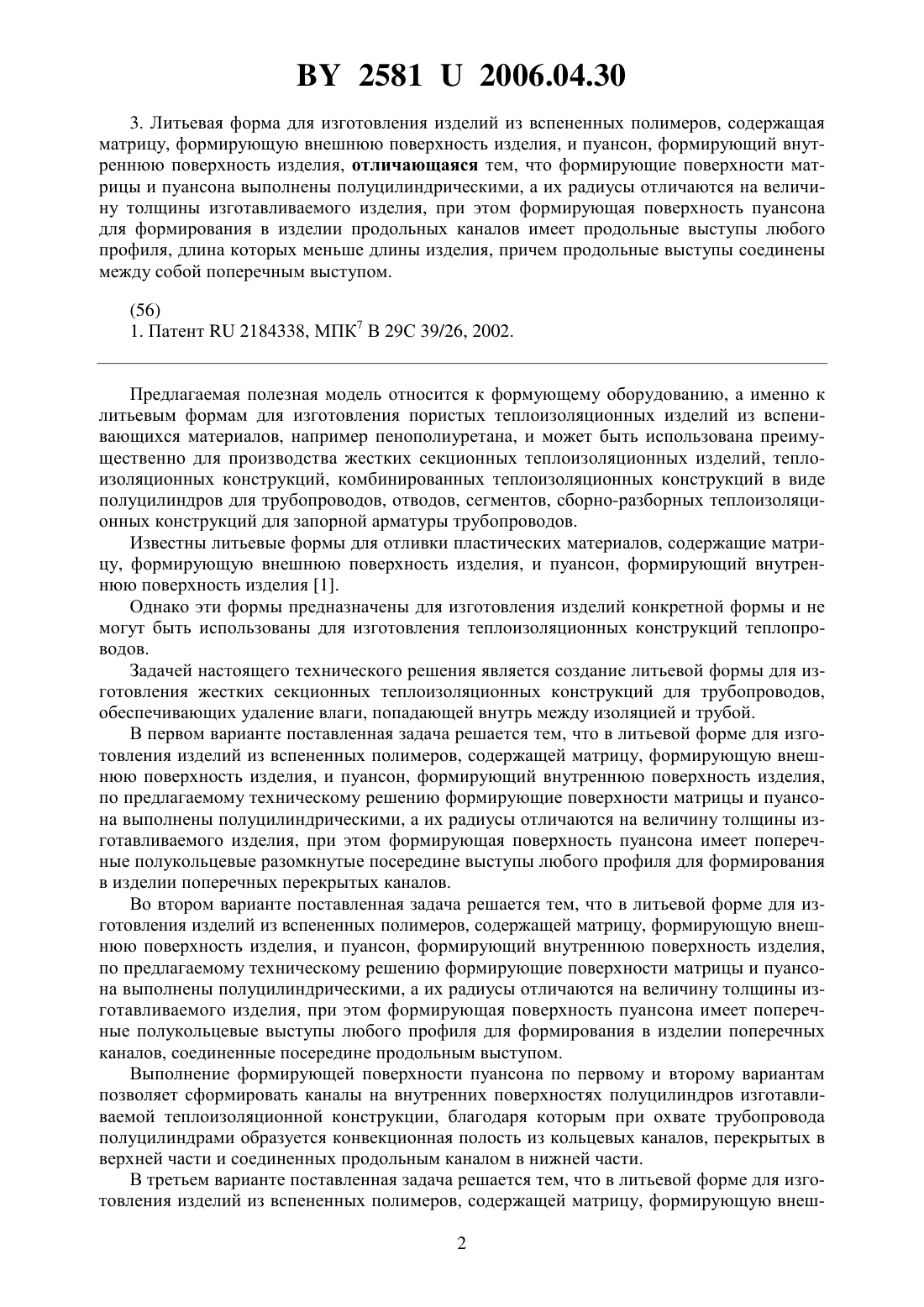
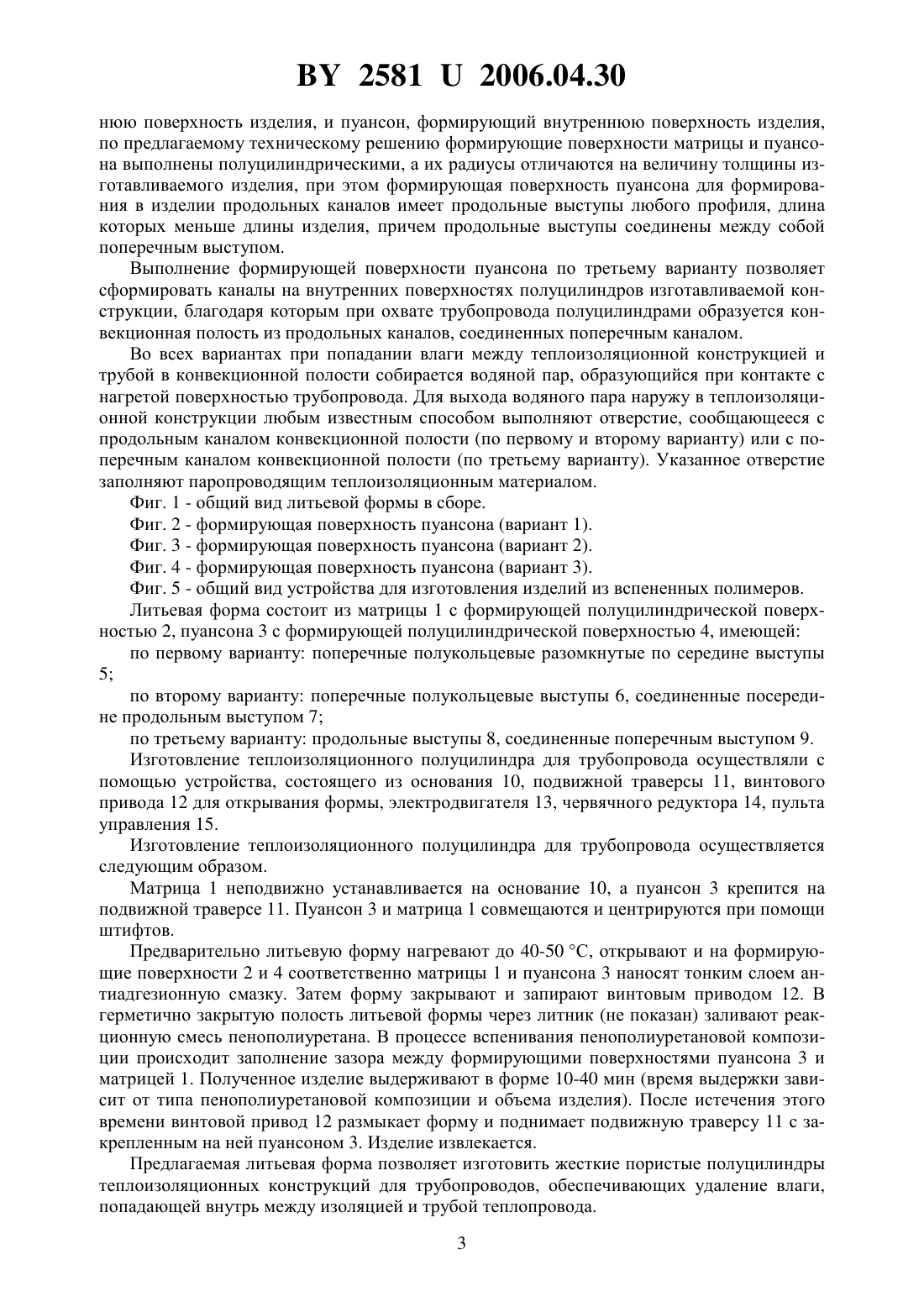
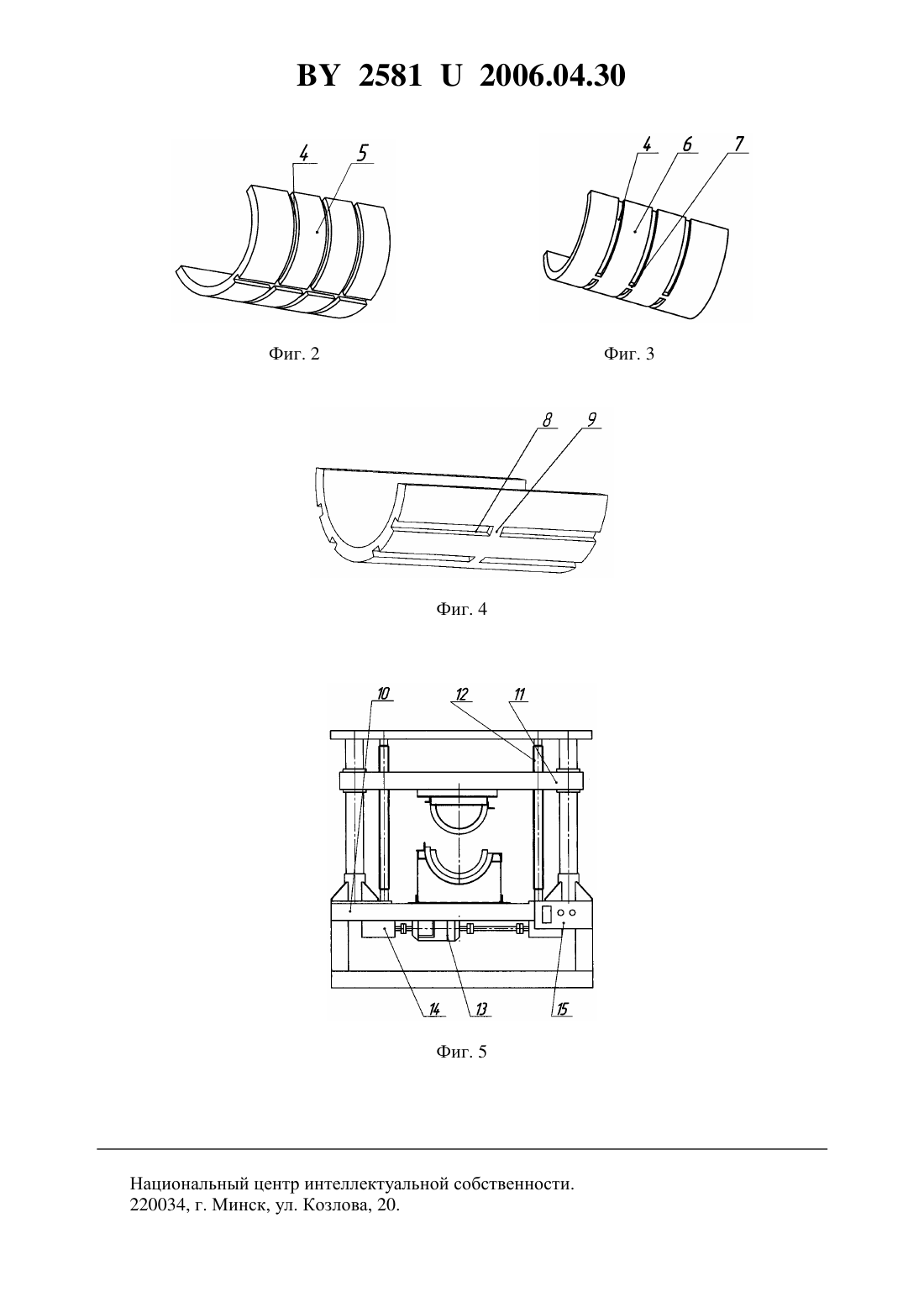
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ВСПЕНЕННЫХ ПОЛИМЕРОВ ( ВАРИАНТЫ )(71) Заявитель Хатенко Александр Сергеевич(72) Авторы Ксенофонтов Михаил Александрович Хатенко Александр Сергеевич Выдумчик Сергей Васильевич(73) Патентообладатель Хатенко Александр Сергеевич(57) 1. Литьевая форма для изготовления изделий из вспененных полимеров, содержащая матрицу, формирующую внешнюю поверхность изделия, и пуансон, формирующий внутреннюю поверхность изделия, отличающаяся тем, что формирующие поверхности матрицы и пуансона выполнены полуцилиндрическими, а их радиусы отличаются на величину толщины изготавливаемого изделия, при этом формирующая поверхность пуансона имеет поперечные полукольцевые разомкнутые посередине выступы любого профиля для формирования в изделии поперечных перекрытых каналов. 2. Литьевая форма для изготовления изделий из вспененных полимеров, содержащая матрицу, формирующую внешнюю поверхность изделия, и пуансон, формирующий внутреннюю поверхность изделия, отличающаяся тем, что формирующие поверхности матрицы и пуансона выполнены полуцилиндрическими, а их радиусы отличаются на величину толщины изготавливаемого изделия, при этом формирующая поверхность пуансона имеет поперечные полукольцевые выступы любого профиля для формирования в изделии поперечных каналов, соединенные посередине продольным выступом. 25812006.04.30 3. Литьевая форма для изготовления изделий из вспененных полимеров, содержащая матрицу, формирующую внешнюю поверхность изделия, и пуансон, формирующий внутреннюю поверхность изделия, отличающаяся тем, что формирующие поверхности матрицы и пуансона выполнены полуцилиндрическими, а их радиусы отличаются на величину толщины изготавливаемого изделия, при этом формирующая поверхность пуансона для формирования в изделии продольных каналов имеет продольные выступы любого профиля, длина которых меньше длины изделия, причем продольные выступы соединены между собой поперечным выступом.(56) 1. Патент 2184338, МПК 7 В 29 С 39/26, 2002. Предлагаемая полезная модель относится к формующему оборудованию, а именно к литьевым формам для изготовления пористых теплоизоляционных изделий из вспенивающихся материалов, например пенополиуретана, и может быть использована преимущественно для производства жестких секционных теплоизоляционных изделий, теплоизоляционных конструкций, комбинированных теплоизоляционных конструкций в виде полуцилиндров для трубопроводов, отводов, сегментов, сборно-разборных теплоизоляционных конструкций для запорной арматуры трубопроводов. Известны литьевые формы для отливки пластических материалов, содержащие матрицу, формирующую внешнюю поверхность изделия, и пуансон, формирующий внутреннюю поверхность изделия 1. Однако эти формы предназначены для изготовления изделий конкретной формы и не могут быть использованы для изготовления теплоизоляционных конструкций теплопроводов. Задачей настоящего технического решения является создание литьевой формы для изготовления жестких секционных теплоизоляционных конструкций для трубопроводов,обеспечивающих удаление влаги, попадающей внутрь между изоляцией и трубой. В первом варианте поставленная задача решается тем, что в литьевой форме для изготовления изделий из вспененных полимеров, содержащей матрицу, формирующую внешнюю поверхность изделия, и пуансон, формирующий внутреннюю поверхность изделия,по предлагаемому техническому решению формирующие поверхности матрицы и пуансона выполнены полуцилиндрическими, а их радиусы отличаются на величину толщины изготавливаемого изделия, при этом формирующая поверхность пуансона имеет поперечные полукольцевые разомкнутые посередине выступы любого профиля для формирования в изделии поперечных перекрытых каналов. Во втором варианте поставленная задача решается тем, что в литьевой форме для изготовления изделий из вспененных полимеров, содержащей матрицу, формирующую внешнюю поверхность изделия, и пуансон, формирующий внутреннюю поверхность изделия,по предлагаемому техническому решению формирующие поверхности матрицы и пуансона выполнены полуцилиндрическими, а их радиусы отличаются на величину толщины изготавливаемого изделия, при этом формирующая поверхность пуансона имеет поперечные полукольцевые выступы любого профиля для формирования в изделии поперечных каналов, соединенные посередине продольным выступом. Выполнение формирующей поверхности пуансона по первому и второму вариантам позволяет сформировать каналы на внутренних поверхностях полуцилиндров изготавливаемой теплоизоляционной конструкции, благодаря которым при охвате трубопровода полуцилиндрами образуется конвекционная полость из кольцевых каналов, перекрытых в верхней части и соединенных продольным каналом в нижней части. В третьем варианте поставленная задача решается тем, что в литьевой форме для изготовления изделий из вспененных полимеров, содержащей матрицу, формирующую внеш 2 25812006.04.30 нюю поверхность изделия, и пуансон, формирующий внутреннюю поверхность изделия,по предлагаемому техническому решению формирующие поверхности матрицы и пуансона выполнены полуцилиндрическими, а их радиусы отличаются на величину толщины изготавливаемого изделия, при этом формирующая поверхность пуансона для формирования в изделии продольных каналов имеет продольные выступы любого профиля, длина которых меньше длины изделия, причем продольные выступы соединены между собой поперечным выступом. Выполнение формирующей поверхности пуансона по третьему варианту позволяет сформировать каналы на внутренних поверхностях полуцилиндров изготавливаемой конструкции, благодаря которым при охвате трубопровода полуцилиндрами образуется конвекционная полость из продольных каналов, соединенных поперечным каналом. Во всех вариантах при попадании влаги между теплоизоляционной конструкцией и трубой в конвекционной полости собирается водяной пар, образующийся при контакте с нагретой поверхностью трубопровода. Для выхода водяного пара наружу в теплоизоляционной конструкции любым известным способом выполняют отверстие, сообщающееся с продольным каналом конвекционной полости (по первому и второму варианту) или с поперечным каналом конвекционной полости (по третьему варианту). Указанное отверстие заполняют паропроводящим теплоизоляционным материалом. Фиг. 1 - общий вид литьевой формы в сборе. Фиг. 2 - формирующая поверхность пуансона (вариант 1). Фиг. 3 - формирующая поверхность пуансона (вариант 2). Фиг. 4 - формирующая поверхность пуансона (вариант 3). Фиг. 5 - общий вид устройства для изготовления изделий из вспененных полимеров. Литьевая форма состоит из матрицы 1 с формирующей полуцилиндрической поверхностью 2, пуансона 3 с формирующей полуцилиндрической поверхностью 4, имеющей по первому варианту поперечные полукольцевые разомкнутые по середине выступы 5 по второму варианту поперечные полукольцевые выступы 6, соединенные посередине продольным выступом 7 по третьему варианту продольные выступы 8, соединенные поперечным выступом 9. Изготовление теплоизоляционного полуцилиндра для трубопровода осуществляли с помощью устройства, состоящего из основания 10, подвижной траверсы 11, винтового привода 12 для открывания формы, электродвигателя 13, червячного редуктора 14, пульта управления 15. Изготовление теплоизоляционного полуцилиндра для трубопровода осуществляется следующим образом. Матрица 1 неподвижно устанавливается на основание 10, а пуансон 3 крепится на подвижной траверсе 11. Пуансон 3 и матрица 1 совмещаются и центрируются при помощи штифтов. Предварительно литьевую форму нагревают до 40-50 С, открывают и на формирующие поверхности 2 и 4 соответственно матрицы 1 и пуансона 3 наносят тонким слоем антиадгезионную смазку. Затем форму закрывают и запирают винтовым приводом 12. В герметично закрытую полость литьевой формы через литник (не показан) заливают реакционную смесь пенополиуретана. В процессе вспенивания пенополиуретановой композиции происходит заполнение зазора между формирующими поверхностями пуансона 3 и матрицей 1. Полученное изделие выдерживают в форме 10-40 мин (время выдержки зависит от типа пенополиуретановой композиции и объема изделия). После истечения этого времени винтовой привод 12 размыкает форму и поднимает подвижную траверсу 11 с закрепленным на ней пуансоном 3. Изделие извлекается. Предлагаемая литьевая форма позволяет изготовить жесткие пористые полуцилиндры теплоизоляционных конструкций для трубопроводов, обеспечивающих удаление влаги,попадающей внутрь между изоляцией и трубой теплопровода. 3 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B29C 39/26, B29C 44/58
Метки: варианты, полимеров, изготовления, форма, вспененных, литьевая, изделий
Код ссылки
<a href="https://by.patents.su/4-u2581-litevaya-forma-dlya-izgotovleniya-izdelijj-iz-vspenennyh-polimerov-varianty.html" rel="bookmark" title="База патентов Беларуси">Литьевая форма для изготовления изделий из вспененных полимеров ( варианты )</a>
Способ получения вспененных частиц полимеров стирола
Номер патента: 6573
Опубликовано: 30.12.2004
Авторы: АНФУЗО, Франческо, ГИДОНИ, Дарио
МПК: C08L 25/04, C08J 9/224
Метки: способ, вспененных, стирола, полимеров, получения, частиц
Текст:
...увеличение температуры, которое происходит на поверхности гранул, даже если можно оценить, что она гораздо выше 100 С. В действительности, то, что измеряется термометром, - это температура в массе непосредственно после окончания обработки.Особенно преимущества в свойствах при превращении видны, когда температура в массе (в массе частиц) составляет между 25 и 55 С.Согласно способу данного изобретения, благодаря специальной обработке и...
Способ изготовления профильных изделий из термопластичных полимеров, однонаправленно армированных непрерывными волокнами
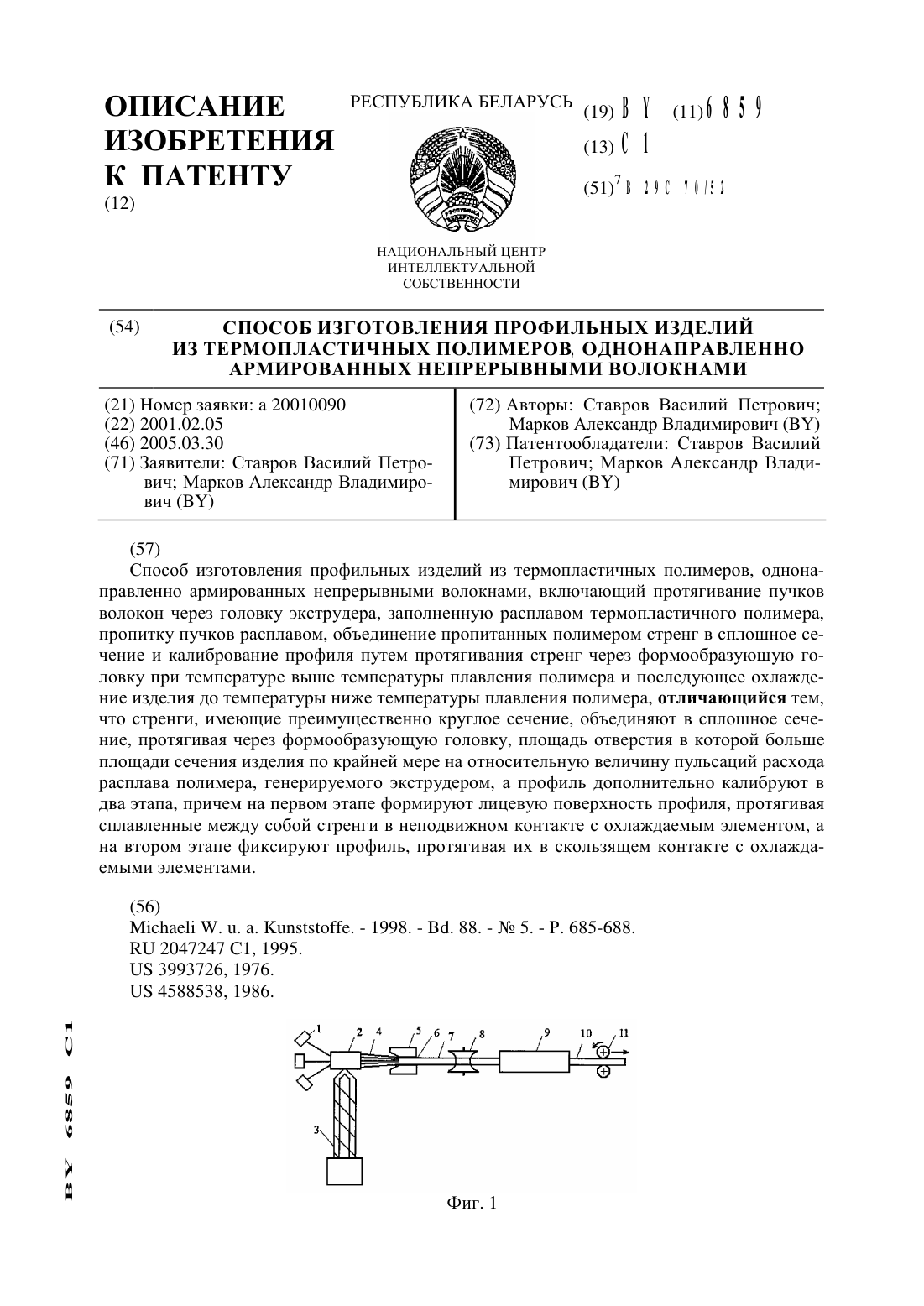
Номер патента: 6859
Опубликовано: 30.03.2005
Авторы: Ставров Василий Петрович, Марков Александр Владимирович
МПК: B29C 70/52
Метки: волокнами, полимеров, армированных, однонаправленно, способ, изделий, изготовления, термопластичных, непрерывными, профильных
Текст:
...при температуре выше температуры плавления полимера, последующее охлаждение изделия до температуры ниже температуры плавления полимера, стренги, имеющие преимущественно круглое сечение объединяют в сплошное сечение при температуре выше температуры плавления полимера, протягивая через матрицу, площадь отверстия в которой больше площади сечения изделия по крайней мере на относительную величину пульсаций расхода полимера, генерируемого...
Устройство для изготовления погонажных изделий

Номер патента: U 2463
Опубликовано: 28.02.2006
Авторы: Терешко Юрий Демьянович, Екименко Николай Александрович, Колдаев Олег Юрьевич, Крюкова Наталья Федоровна, Колдаева Светлана Николаевна, Екименко Алексей Николаевич
МПК: B29N 3/00
Метки: изделий, изготовления, устройство, погонажных
Текст:
...ориентации частиц в процессе прессования, в результате чего прочность изделия в направлении прессования очень низкая. Кроме того, загрузочный механизм в известном устройстве неудобен ввиду своей громоздкости и, кроме того, он не обеспечивает равномерного распределения пресс-массы по всему сечению формующего канала, что ухудшает физикомеханические свойства изделий. Задача полезной модели - улучшение физико-механических свойств изделия....
Форма для изготовления изделий из пенопласта
Номер патента: 876
Опубликовано: 15.08.1995
Авторы: Ризер М. А., Семашко Е. Е., Давыдко В. М.
МПК: B29C 67/20
Метки: форма, изготовления, пенопласта, изделий
Текст:
...устанавливают травер- су 5. поворачивают на шарнирах 4 боковые стенки 2 и 3 до упора в стенки траверсы 5 и запирают ихспомощью, например винтового соединения (не показано). С помощью ограничителя 9 хода штока 7 выполненного в виде соединения винт-гайка, опускают шток 7 с поршнем 8 в полость формы с образованием между люком 6 и поршнем щели для засыпки гранул пенопласта. Фор му прогревают паром. подавая его к трубоп-роводу 10 в...
Литьевая форма с автоматическим удалением литников
Номер патента: 6300
Опубликовано: 30.06.2004
Авторы: Кунин Валерий Григорьевич, Гордеев Александр Петрович
МПК: B29C 45/42
Метки: удалением, литников, форма, автоматическим, литьевая
Текст:
...формы в положении полного раскрытия, когда детали вытолкнуты из матрицы(вертикальный разрез). Литьевая форма состоит из неподвижнойи подвижнойчастей. Неподвижная часть 1 содержит неподвижный фланец 1, литниковую плиту 2, литниковую втулку 5, подпружиненный палец 9, упорный винт 16, упор 17. Подвижная частьлитьевой формы содержит подвижную матрицу 3, отрывную деталь 4, пластину с выступом 6, колонки 7, скобу крепления 8, центральный...
Предыдущий патент: Приспособление для обучения детей азбуке
Следующий патент: Литейная форма для изготовления отливок из стали
Случайный патент: Способ получения биологически активного препарата из торфа