Способ изготовления трубчатых полимерных изделий
Номер патента: 142
Опубликовано: 30.09.1994
Авторы: Ступаков П. А., Стебунов Ю. П., Фадеев С. В., Корюков В. П., Горелик А. Л., Рабкин В. М.
Текст
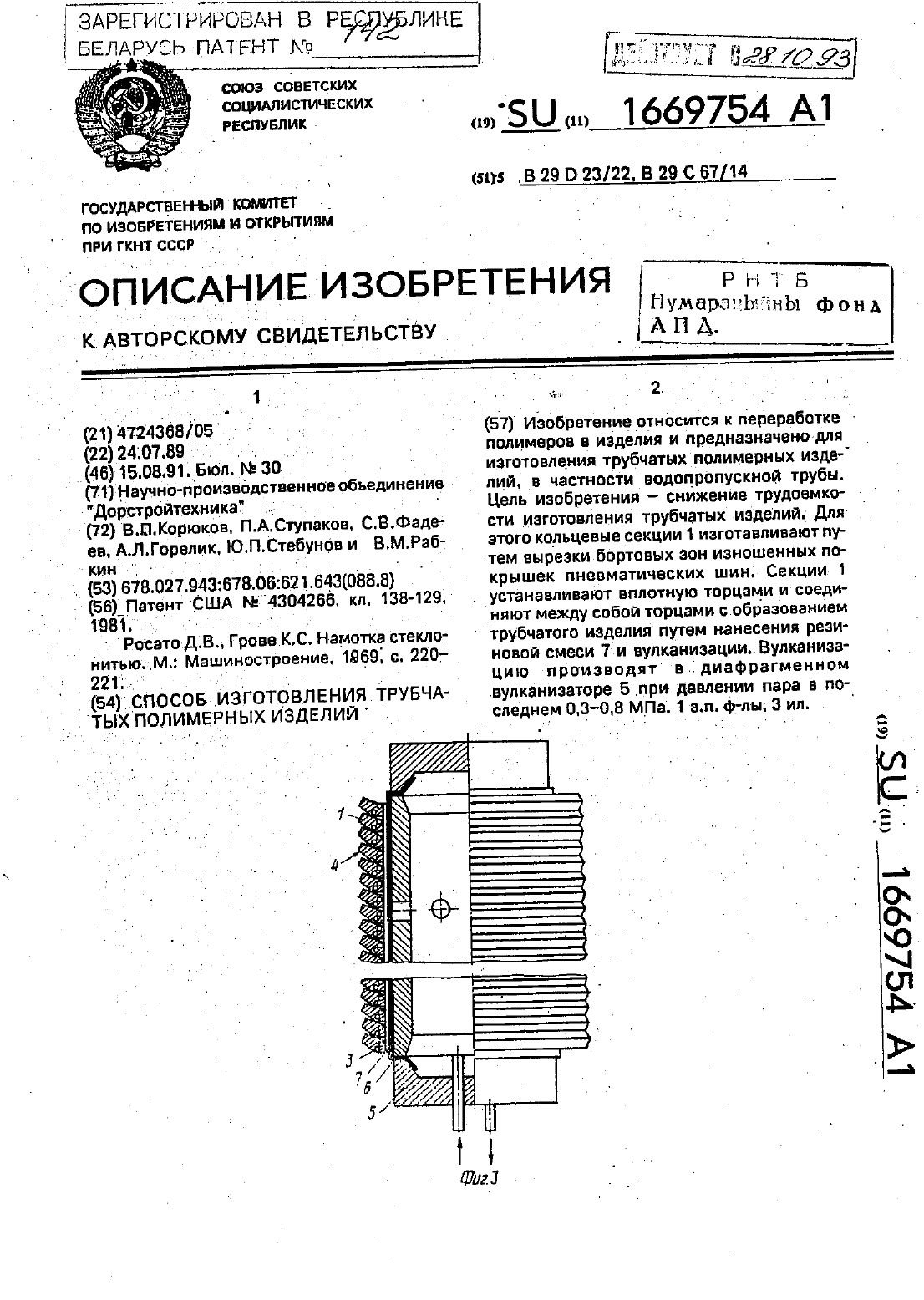
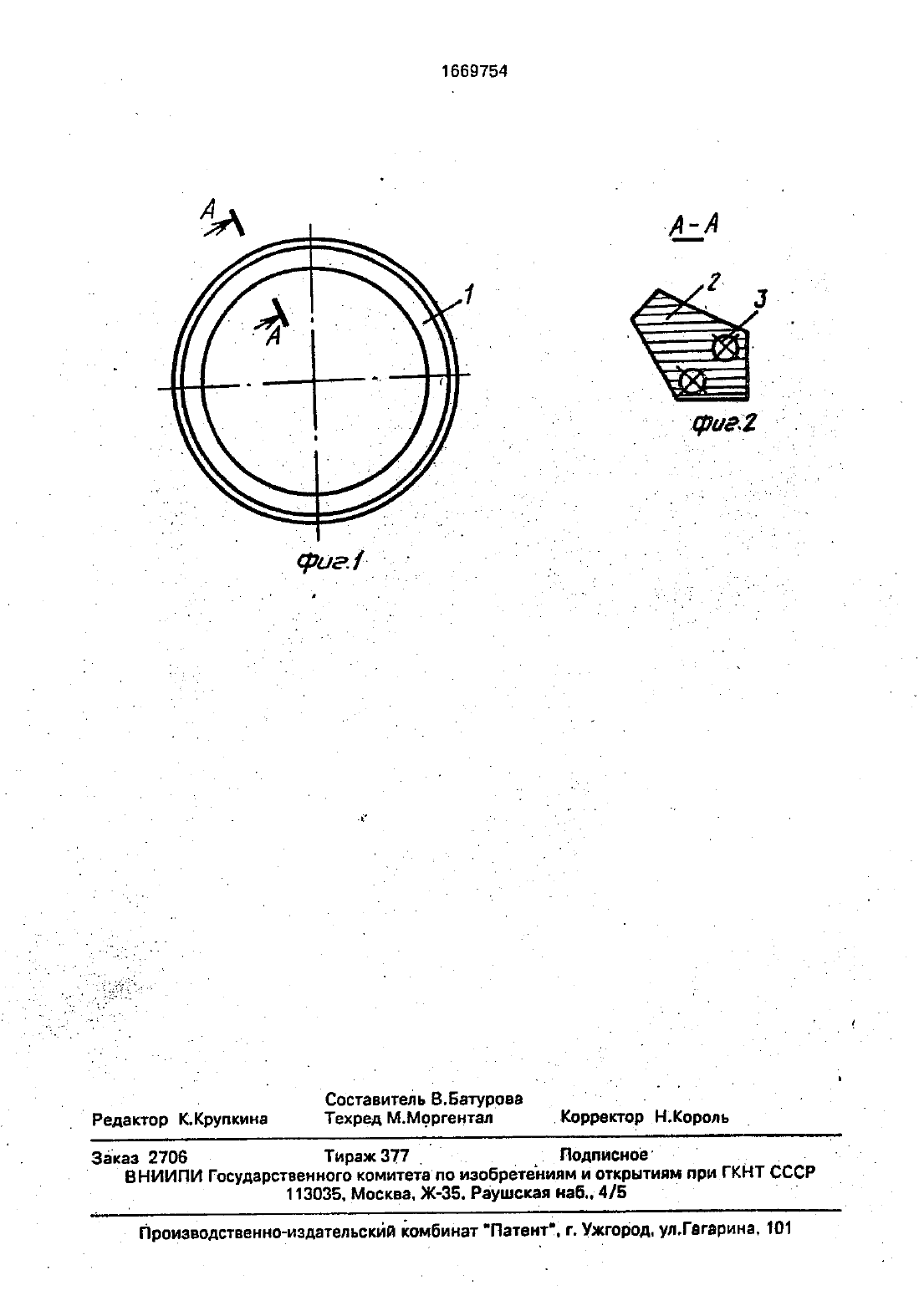
А союз советских социалистических РЕСПУБЛИК.госудлвстввниыи комитет по изовевтаниям и открытиям при гхнт сссв к А иеописАнг/птв ИЗОБРЕТЕНИЯ(71) Научно-производствен ное объединение Дорстроитехника с -(57) Изобретение относится к гтереработке полимеров в изделия и предназначено-для изготовления трубчатых полимерных изде и - пни. в частностиводопропускнои трубы.сти изготовления трубчатых изделий, Для этого кольцевые секции 1 изготавливают пу тем вырезки бортовых зон изношенных покрышек пневматических шин Секции 1. устанавливают вплотную торцами и соединяют между собой торцами с образованиемтрубчатого изделия путем нанесения резиновой смеси Ти вулканизации. Вулканизацию производят вдиафрагменном вулканиэаторе Б при давлении пара в по следнем 03-03 МПа. 1 з.п. ф-льп 3 ил. .Изобретение относится к переработке полимеров в изделия и предназначено для изготовления трубчатыхполимерных изделий. в частности. водопропускной трубы.Цель изобретения снижение тРУдоемкости изготовления трубчатых-изделий.- На фиг.1 изображена кольцевая секция на фиг.2 - сечение А-А на фит на фиг.3 соединение секций между собой. .Способ осуществляют следующим об Предварительно изготавливаютколъцевые секции 1 из полимерного материала 2 и арматуры 3 путем вырезки бортовых зон изношенных покрышек пневматическихшин. При этом бортовые кольца покрышекцевые секции 1 соединяютмежду собой торцами с образованием трубчатотоизделия 4 с помощью полимерного материала. В качестве последнего могут быть использованысекций с помощью резиновой смеси производят вулканизацию в диафрагменном вулканизаторе 5 при давлении водяного пара в его диафрагме 60.308 МПа. - т г П р и м е р. изготавливали водопропускную трубу длиной 2000 мм измзношенных покрышек. На диафрагму 6 вулканизатора 5 наносили слой 7 резиновой смеси толщиной 4 мм и шириной 2000 мм и соединяли егок концы между собой с помощью клея илискоб. Затем на слой 7 концентрично. устанавливали кольцевые секции 4 вплотную одна к другой. Кольцевые секции 4 в. количестве 50 шт. вырезали из изношенных покрышек одного типоразмера бортовых зон диаметром 500 мм. шириной 50 мм и толщиной 40 мм. Бортовыезоны имели ар матуру 3 в виде двух бортовых колец изстальной проволоки диаметром 8 мм. Далеен щениевремени изготовления трубчатых из 35ПРОИЗВОДИЛИ ВУЛКЗНИЗЭЦИЮ ПРИ давлениивоздействием давления и нагрева резино- вая смесь заполняла зазоры между торцамисекций 1 и покрывалаих внутренней повер 45хности. соединяя секции между собой с об-раз-ованием трубучатого изделия водопропускной трубы и осуществлением вулканизации.После окончания вулканизации прекра- ащапи подачу пара в диафрагму 6. удаляли из нее конденсат и снимали готовую трубу.По результатам испытаний полученной трубы в соответствии с ГОСТ 6482-0-79 установлено. что при давлении воды в трубе 0.5 кгс/см 2 в течение 10 мин водонепроницаемость трубы была обеспечена. Прочность на сясатие трубы длиной 1 м составила 4,2 тс/м. что соответствует требованиям ГОСТ. .Аналогично изготавливали водопропу скные трубы. обеспечивая давление водяно го пара в диафрагменном вулканизаторе 0,25 0.5 и 0.8 МПа. Установлено. что при давлении 0.25 МПа не обеспечивалась водонепроницаемость трубы. что обусловленоНЕДОСТЭТОЧНЫМ ПРОНИКЕНИЕМ резиновой смеси между бортовыми кольцами. В ос тельных, случаях герметичностьтруб была . обеспечена. Прочность при сжатии состави ла при давлении 0.5 МПа 0.45 -тс/м. 0.8МПа - 0,46 тс/м. давление. превышающее 0.8 тс/м. несоздавали, так как при этомвозникла бынеобходимость в применении стальной арматуры на паро- и конденсатоп- роводах вместо чуцгнной. что значительнодувеличило бы затраты на оборудование.монтажные. эксплуатационные. расходы и не дало бы технико-экономического эффекта. Время изготовления водопропускной трубы по предлагаемому способу не превы шает 1 ч вместе с подготовительными рабо- 7 тами и временем извлечения трубыиз опалубки. . . - - у Предлагаемый способ обеспечивает экономию дефицитных материалов и сокра делий и повышение производительности работ. у1. Способ изготовления трубчатых пол- имерных изделий. при котором предвари-.ТВЛЬНО ИЗГОТВВЛИВЭЮТ КОЛЬЦЕВЫЗ СЭКЦИИ ИЗполимерного-материала и арматуры, а затем соединяют секции между собой торцами с образованием трубчатого изделия. о тл и бч а ю щ и й с я тем. чторс целью снижениятрудоемкости изготовления трубчатых изде лий. кольцевые секции изготавливают путем а вырезки бортовыхеонизношенных покрышек пневматических ш-ин. а секции соединя- ют между собой. с помощью полимерного материала. с с2. Способпопщотлича ющийся тем. что в- качестве полимерного материала используют резиновую смесь. а после соединения секций производят вулканизацию в диафрагменном вулканизаторе при давле нии водяного паравпоспеднем 0.3-О.8 вМПа .р о Составитель В.Батурова - о Редактор Кмрупкина Техред Мморгентал Корректор Нлсорользаказ 2706 Тираж 317 г о Подписное . ВНИИПИ Государственного комитетапо изобретениям и открытиям при ГКНТ ССС 113035. Москоа. Ж-ЗБ. Раушская наб 4/5 . Проиаводственнодиздатепьскйй йомбинат Патентд г. Ужгород. ул.Гвгарина. 101
МПК / Метки
МПК: B29C 67/14, B29D 23/22
Метки: изготовления, трубчатых, способ, полимерных, изделий
Код ссылки
<a href="https://by.patents.su/3-142-sposob-izgotovleniya-trubchatyh-polimernyh-izdelijj.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления трубчатых полимерных изделий</a>
Штамп для изготовления фасонных изделий
Номер патента: 123
Опубликовано: 30.09.1994
Автор: Павлов Лев Григорьевич
МПК: B21K 1/12, B21J 13/02
Метки: фасонных, изделий, изготовления, штамп
Текст:
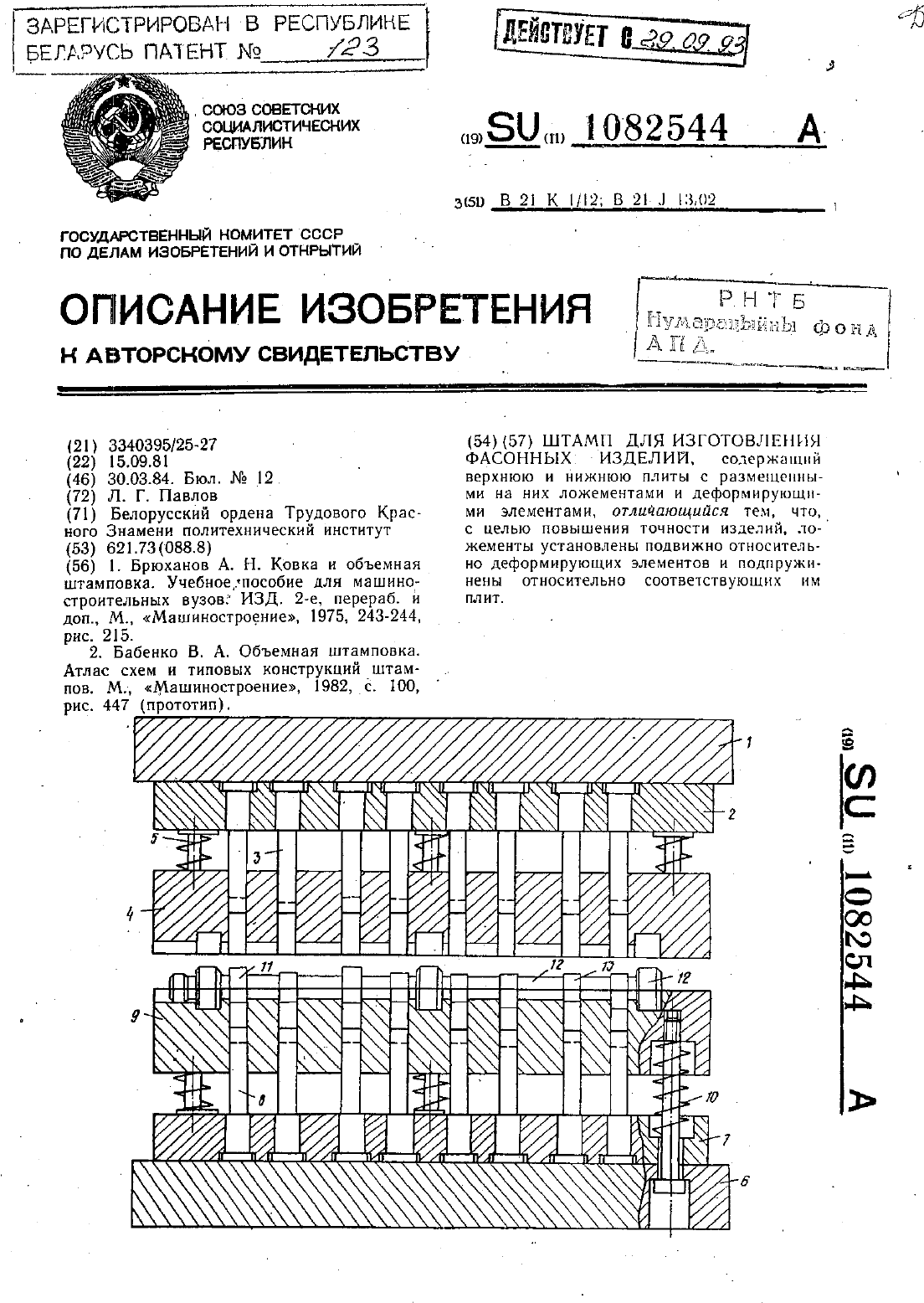
...точность изделий и повышенный расход металла. Цель изобретения - повышение точности изделий и снижение расхода металла.УКЗЗЗННЗЯ ЦЕЛЬ ДОСТИГЗЕТСЯ ТЕМ, ЧТО В штампе для изготовления фасонных изделий, содержащем верхнюю и нижнюю плиТЫ С размещенными на НИХ ложементами и деформирующими элементами, ложементы установлены подвижно относительно деформирующих элементов и подпружннены относительно соответствующих им плит.На чертеже показан...
Сырьевая смесь для изготовления теплоизоляционных изделий А. Д. Маслакова
Номер патента: 41
Опубликовано: 30.05.1994
Автор: Маслаков Аркадий Дмитриевич
МПК: C04B 26/26, C04B 18/26
Метки: сырьевая, изделий, маслакова, изготовления, смесь, теплоизоляционных
Текст:
...на .Ьчение 3-5 мин до получения однородной суспензии, при этом за счет га ШЕННН ИЗВЕСТИ БЫДЕЛЛЕЗТСЯ ТЕЛО, НЗсуспензию. Затем в полученную суспензию при постоянном перемешивани(7 О 9 О об./мин) в течение 10-25 ми лорционио за 4-6 рез вводят обезвоженный битум, нагретый до 110170 С,и оставшуюся от необходимого на замес количества водУ. В полученнуюбитумную энульсионную мастику вводятотдозированное количество жидкого Э натриевого стекла Уд....
Установка Хибника для изготовления многоцветных изделий из пластмасс ротационным формованием
Номер патента: 23
Опубликовано: 30.05.1994
Автор: Хибник Иосиф Наумович
МПК: B29C 41/04
Метки: ротационным, многоцветных, формованием, пластмасс, изделий, изготовления, хибника, установка
Текст:
...колодках 48 вместе с ротором 8 вращается механизм периодического поворота и. следовательно. формы 9 не вращаются вокруг собственной оси.Заливаемый в лотки 13 расплав, попадая в диски 12, под действием центробежной силы растекается по периферии дисков. через окна попадает в насадки 11 и затем в формы 9, образуя сегмент. После застывания определенной порции расплава. поворачивая рукояткой 42 Эксцентрик 39. сообщают через вилку 33...
Шихта для изготовления сегнетокерамического конденсаторного материала
Номер патента: 20
Опубликовано: 30.05.1994
Авторы: Самойлов В. В., Егоров Л. И., Ротенберг Б. А., Алексеева Ф. К., Мамчиц Э. И., Дорохова М. П., Питушко Е. В., Балакишева Т. А., Трояновская С. М., Бертош И. Г.
МПК: C04B 35/46, H01G 4/12
Метки: материала, конденсаторного, сегнетокерамического, изготовления, шихта
Текст:
...03 0,1-0,3 глина 0,2-0,7 Полученны по-обычной керамической технологии при 1280-1 ЗбОСв течение 2 ч материал имеет следующие.характеристики 5 при 125 с 104-10 к АС/Сдол(1314) количество.потерьД по трещинам после пайки 718.смесь измельчают до удельной поверхч ностн 50007000 см/г. Полученную таким образом шихту используют для получения конденсаторного диэлектрика, из которого известным образом формуют заготовки конденсаторов и...
Устройство для изготовления литейных форм
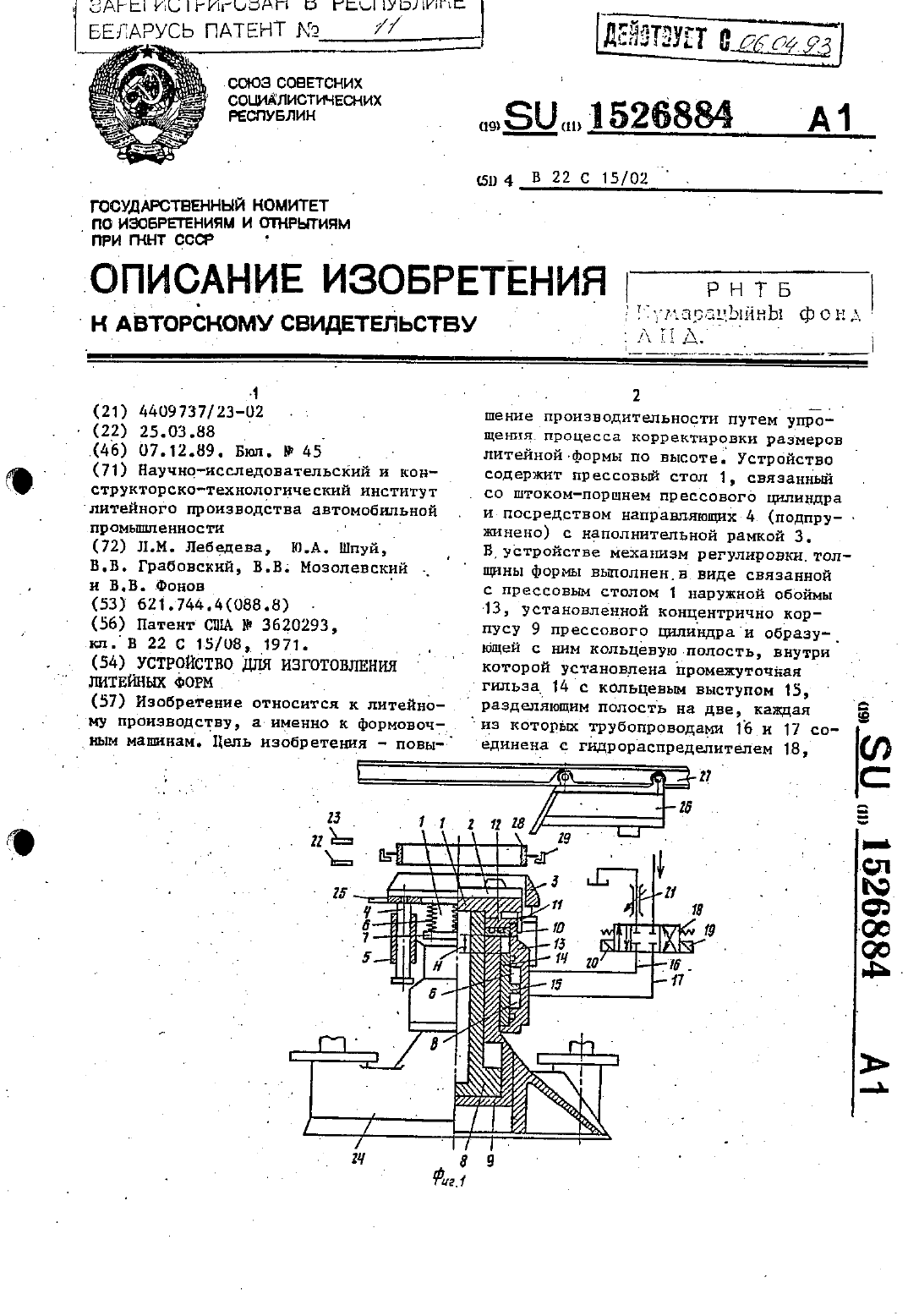
Номер патента: 11
Опубликовано: 30.05.1994
Авторы: Грабовский В. В., Фонов В. В., Шпуй Ю. А., Лебедева Л. М., Мозолевский В. В.
МПК: B22C 15/02
Метки: форм, устройство, изготовления, литейных
Текст:
...сжимая пружины 6. После снятия уплотняющего усилия - сброса давления из полости Д - прессовый стол 1 под действием давления, подаваемого в полость Г, начинает медленное двгокение вниз, а наполнительная рамка 3 подвоздействием разжимаюЩе го усилил пружин 6 поджимает какоето время-опоку 28 к модельной плите накатнойлрессовой головки 26, осуществляя протяжку модельной плиты 2 с моделями. При дальнейшем перемещении вниз прессового стола 1 с...
Предыдущий патент: Способ приготовления вязкоупругого состава
Следующий патент: Способ сдвоенной прокатки на непрерывном мелкосортном стане
Случайный патент: Способ производства масла сливочного