Инструмент для заварки кругового стыка соединяемых деталей
Номер патента: 10994
Опубликовано: 30.08.2008
Авторы: Масюк Константин Федорович, Кореньков Виктор Петрович, Сазонова Людмила Ивановна
Текст
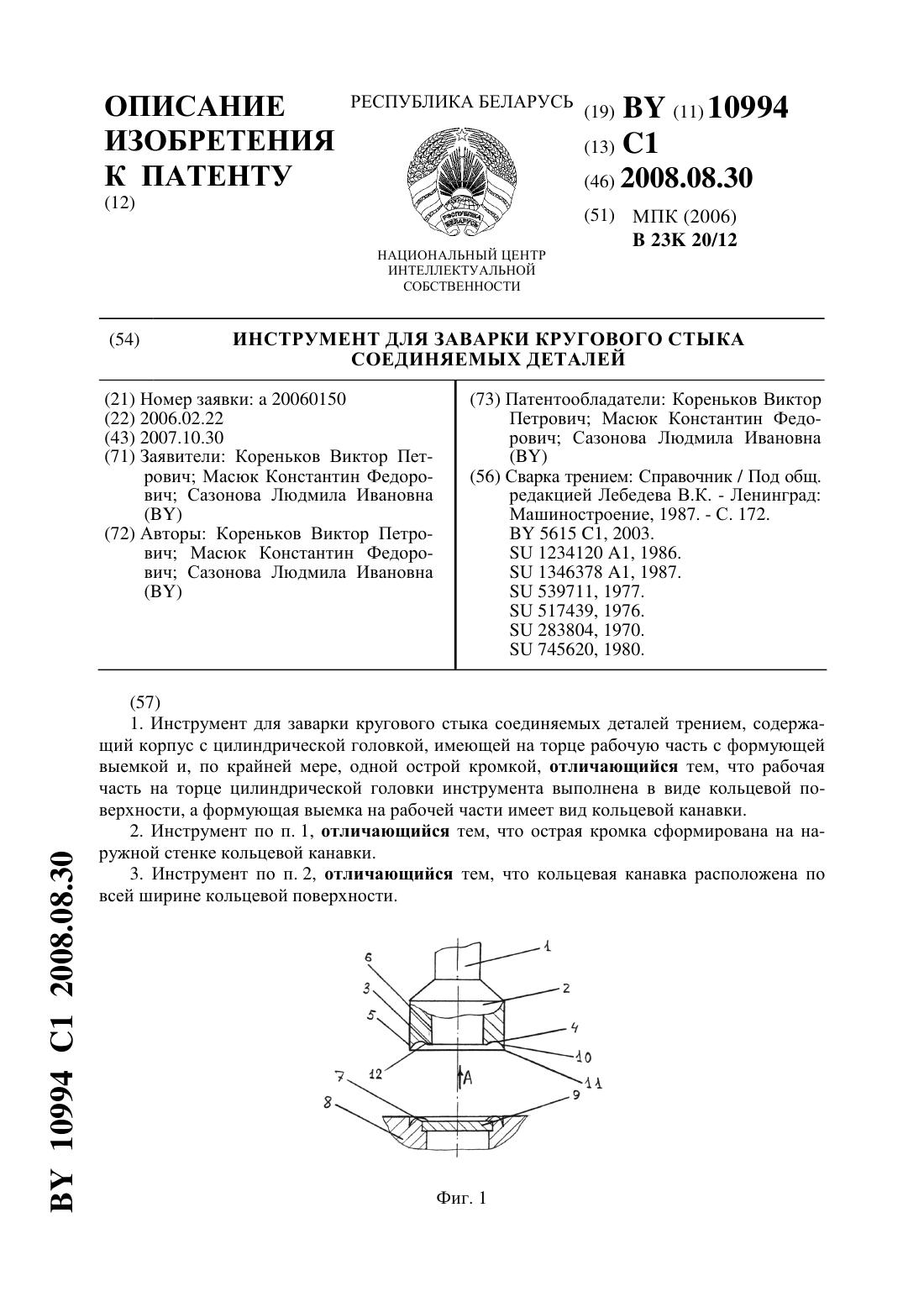
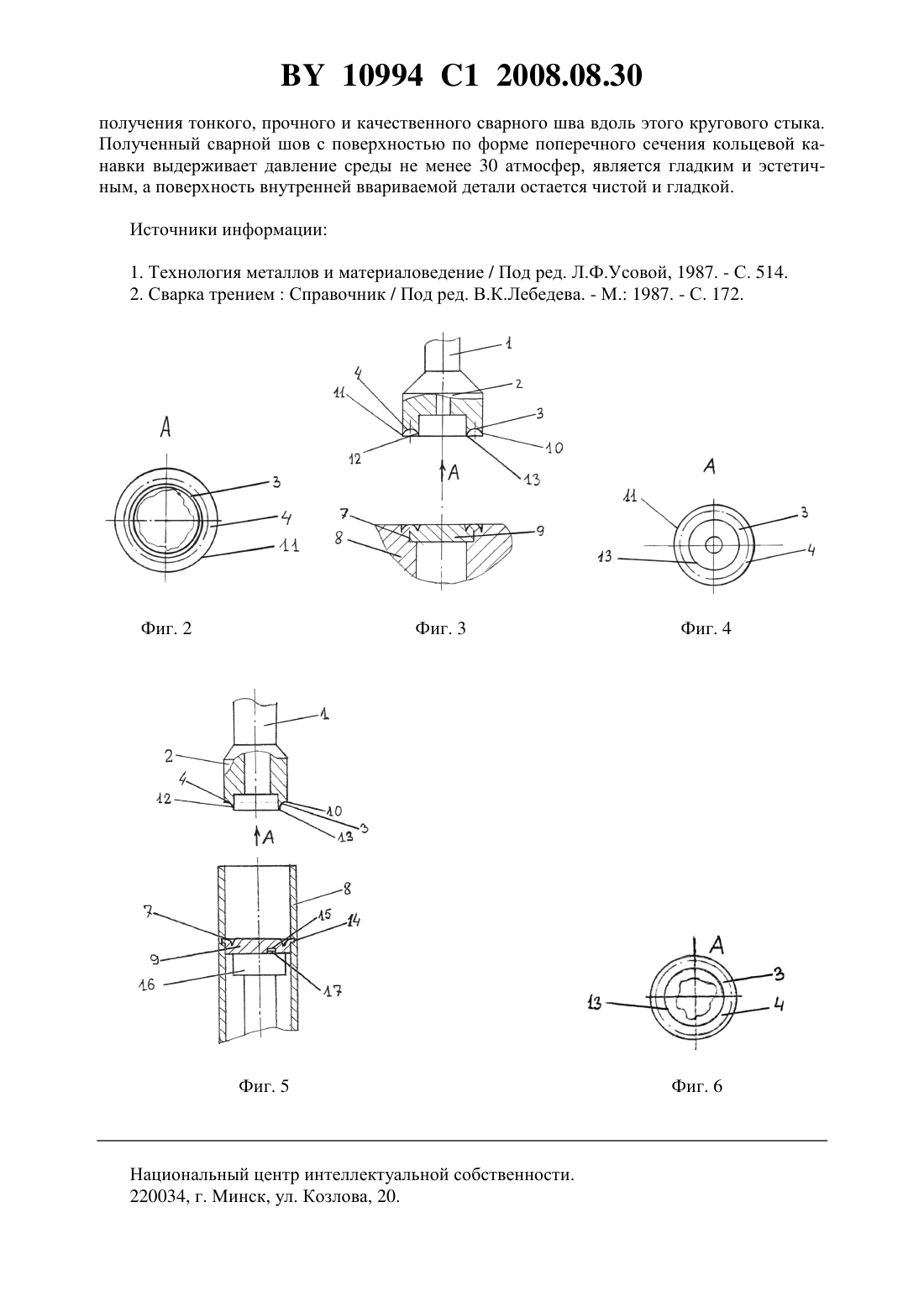
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ИНСТРУМЕНТ ДЛЯ ЗАВАРКИ КРУГОВОГО СТЫКА СОЕДИНЯЕМЫХ ДЕТАЛЕЙ(71) Заявители Кореньков Виктор Петрович Масюк Константин Федорович Сазонова Людмила Ивановна(72) Авторы Кореньков Виктор Петрович Масюк Константин Федорович Сазонова Людмила Ивановна(73) Патентообладатели Кореньков Виктор Петрович Масюк Константин Федорович Сазонова Людмила Ивановна(56) Сварка трением Справочник / Под общ. редакцией Лебедева В.К. - Ленинград Машиностроение, 1987. - С. 172.5615 1, 2003.1234120 1, 1986.1346378 1, 1987.539711, 1977.517439, 1976.283804, 1970.745620, 1980.(57) 1. Инструмент для заварки кругового стыка соединяемых деталей трением, содержащий корпус с цилиндрической головкой, имеющей на торце рабочую часть с формующей выемкой и, по крайней мере, одной острой кромкой, отличающийся тем, что рабочая часть на торце цилиндрической головки инструмента выполнена в виде кольцевой поверхности, а формующая выемка на рабочей части имеет вид кольцевой канавки. 2. Инструмент по п. 1, отличающийся тем, что острая кромка сформирована на наружной стенке кольцевой канавки. 3. Инструмент по п. 2, отличающийся тем, что кольцевая канавка расположена по всей ширине кольцевой поверхности. 10994 1 2008.08.30 4. Инструмент по п. 2, отличающийся тем, что кольцевая канавка расположена на наружной части кольцевой поверхности. 5. Инструмент по любому из пп. 2-4, отличающийся тем, что наружная стенка кольцевой канавки выполнена длиннее ее внутренней стенки в 1,5-4 раза. 6. Инструмент по п. 3, отличающийся тем, что на внутренней стенке кольцевой канавки сформирована дополнительная острая кромка. 7. Инструмент по п. 1, отличающийся тем, что острая кромка сформирована на внутренней стенке кольцевой канавки. 8. Инструмент по п. 7, отличающийся тем, что внутренняя стенка кольцевой канавки выполнена длиннее ее наружной стенки в 1,5-4 раза, а кольцевая канавка расположена по всей ширине кольцевой поверхности рабочей части цилиндрической головки. Изобретение относится к сварке трением. Настоящее техническое решение может применяться для заварки кругового стыка соединяемых деталей в различных областях машиностроения. Известны различные виды сварочных аппаратов, широко применяемые для заварки кругового стыка соединяемых деталей. Сварочный аппарат состоит из источника питания дуги, с которым электрически соединен электрододержатель с закрепленным в нем плавким электродом. В комплект для работы со сварочным аппаратом входят также щипцы заземления, маска сварщика и защитный щиток 1. Известные сварочные аппараты громоздки, неудобны в эксплуатации и не обеспечивают высокого качества получаемого сварного шва и чистоты поверхности свариваемых деталей, что приводит к снижению качества получаемых готовых изделий, особенно при сваривании деталей небольших размеров. Наиболее близким к заявляемому является инструмент для заваривания трением кругового стыка соединяемых деталей, например при заваривании прокладки в отверстие, содержащий корпус с цилиндрической головкой, имеющей на торце рабочую часть со сферической формующей выемкой и острой кромкой 2. Однако известный инструмент не дает возможности получить качественный тонкий сварной шов вдоль кругового стыка соединяемых деталей, так как сферическая формующая выемка позволяет расплавленному металлу, отделяемому острой кромкой инструмента от стенок внешней детали, растекаться по всей поверхности внутренней детали(прокладки), что во многих случаях нежелательно и значительно снижает качество готовой продукции. Задачей, которую решает предлагаемое изобретение, является повышение качества готовой продукции путем обеспечения возможности получения тонкого качественного сварного шва вдоль кругового стыка соединяемых деталей. Решение указанной задачи достигается тем, что в известном инструменте для заварки кругового стыка соединяемых деталей трением, содержащем корпус с цилиндрической головкой, имеющей на торце рабочую часть с формующей выемкой и острой кромкой, рабочая часть на торце головки инструмента выполнена в виде кольцевой поверхности, а формующая выемка на рабочей части имеет вид кольцевой канавки. Острая кромка может быть сформирована на наружной стенке кольцевой канавки, а кольцевая канавка в этом случае расположена по всей ширине или только на наружной части кольцевой поверхности. Наружная стенка кольцевой канавки выполнена при этом длиннее ее внутренней стенки в 1,5-4 раза. На внутреннем крае кольцевой канавки может быть сформирована дополнительная острая кромка, при этом формующая выемка в виде кольцевой канавки расположена по всей ширине кольцевой поверхности рабочей части. 2 10994 1 2008.08.30 Острая кромка может быть сформирована только на внутренней стенке кольцевой канавки, которая при этом расположена по всей ширине кольцевой поверхности рабочей части, а внутренняя стенка кольцевой канавки выполнена длиннее ее наружной стенки в 1,5-4 раза. Указанные отличия предлагаемого изобретения дают возможность ограничить растекание расплавленного металла, отделенного острой кромкой от детали, стенками кольцевой канавки и сформировать вдоль кругового стыка соединяемых деталей тонкий прочный сварной шов с поверхностью по форме поперечного сечения кольцевой канавки. Сущность предлагаемого изобретения поясняется чертежами, где на фиг. 1 изображены инструмент для заварки кругового стыка соединяемых деталей с острой кромкой на наружной стенке кольцевой канавки (продольный разрез) и готовое изделие на фиг. 2 - тот же инструмент, вид по стрелке А на фиг. 3 изображены инструмент для заварки кругового стыка соединяемых деталей с острыми кромками на наружной и внутренней стенках кольцевой канавки (продольный разрез) и готовое изделие на фиг. 4 - тот же инструмент, вид по стрелке А на фиг. 5 изображены инструмент для заварки кругового стыка соединяемых деталей с острой кромкой на внутренней стенке кольцевой канавки (продольный разрез) и готовое изделие на фиг. 6 - тот же инструмент, вид по стрелке А. Для обработки деталей из алюминия предлагаемый инструмент изготавливается из стали Р 6 М 5 ( 60), а для обработки стальных деталей - из жаростойкого твердого сплава ВК 8. Инструмент содержит корпус 1, в нижней части которого выполнена цилиндрическая головка 2. На торце головки 2 имеется рабочая часть, выполненная в виде кольцевой поверхности 3, на которой расположена формующая выемка в виде кольцевой канавки 4. Головка 2 инструмента имеет наружную стенку 5 и внутреннюю стенку 6. В случае, когда соединяемые детали образуют круговой стык 7 снаружи изделия, например при заваривании круглого отверстия диаметром 30 мм в детали 8 с помощью детали 9 (прокладки), применяется инструмент, в котором цилиндрическая головка 2 имеет диаметр 40 мм, кольцевая поверхность 3 имеет ширину 9 мм, а кольцевая канавка 4 расположена на наружной части кольцевой поверхности 3 и имеет ширину 7 мм. На наружной стенке 10 кольцевой канавки 4 сформирована острая кромка 11, при этом наружная стенка 10 кольцевой канавки 4 выполнена длиннее ее внутренней стенки 12 в 2,5 раза. Стенки 10 и 12 кольцевой канавки 4 и наружная стенка 5 головки 2 инструмента отшлифованы. На внутренней стенке 12 кольцевой канавки 4 может быть сформирована дополнительная острая кромка 13, при этом кольцевая канавка 4 расположена по всей ширине кольцевой поверхности 3, а внутренняя 12 и наружная 10 стенки кольцевой канавки 4 выполнены одинаковой длины. Стенки 10 и 12 кольцевой канавки 4 и наружная стенка 5 головки 2 инструмента также отшлифованы. В случае, когда соединяемые детали образуют круговой стык 7 внутри изделия, например при вваривании детали 9 (прокладки) в круглое отверстие в глубине детали 8 (например трубы диаметром 30 мм), применяется инструмент, в котором корпус 1 выполнен необходимой длины, достаточной для обработки стыка 7 деталей 8 и 9 на необходимой глубине. Диаметр рабочей головки в этом случае составляет 29 мм, а острая кромка 13 сформирована на внутренней стенке 12 кольцевой канавки 4, и при этомвнутренняя стенка 12 кольцевой канавки 4 выполнена длиннее ее наружной стенки 10 в 4 раза. Кольцевая канавка 4 расположена по всей ширине кольцевой поверхности 3. Стенки 10 и 12 канавки 4 и внутренняя стенка 6 головки 2 инструмента отшлифованы. Работает инструмент следующим образом. 3 10994 1 2008.08.30 В случае, когда соединяемые детали образуют наружный круговой стык 7, например при заваривании круглого отверстия в детали 8 с помощью детали (прокладки) 9, в детали 8 предварительно выполняется расточка отверстия с образованием ступенчатого углубления на толщину прокладки 9. На дно ступенчатого углубления свободно укладывается прокладка 9. Инструмент закрепляется в шпинделе станка, например сверлильного. Соединяемые детали 8 и 9, которые имеют диаметр кругового стыка 30 мм, устанавливаются на столе станка, центрируются относительно инструмента и фиксируются. Скорость вращения инструмента выбирается 3200-5000 об./мин. При этом инструменту сообщается также осевое поступательное движение по направлению к обрабатываемым деталям 8 и 9 - вручную или с помощью пневмогидравлического привода давления. Величина осевого усилия выбирается в зависимости от материала обрабатываемых деталей 5070 Н. В работе инструмента основными задачами являются пластифицирование и затем направленная деформация металла. При включенном станке острая кромка 11 вращающегося инструмента, выполненная на более длинной наружной стенке 10 кольцевой канавки 4, внедряется в металл наружной детали 8 (т.к. диаметр головки 2 инструмента больше диаметра стыка 7 соединяемых деталей 8 и 9), при этом металл нагревается трением до температуры плавления. Далее расплавленный металл начинает поступать в область стыка 7 деталей 8 и 9, а поступательно перемещающийся инструмент прижимается кромкой более короткой внутренней стенки 12 кольцевой канавки 4 (и внутренней частью кольцевой поверхности 3) к поверхности внутренней обрабатываемой детали 9 (прокладки), и расплавленный металл заполняет полость кольцевой канавки 4. Таким образом, стенками 10 и 12 кольцевой канавки 4 ограничивается растекание расплавленного металла и при вращательном и поступательном движении инструмента формируется поверхность сварного шва. Время воздействия инструмента на обрабатываемые детали составляет 3-6 с. Если острые кромки 11 и 13 сформированы на обеих стенках 10 и 12 кольцевой канавки 4, то при включенном станке они внедряются в металл соответственно наружной 8 и внутренней 9 соединяемых деталей на заданную глубину, нагревая металл трением до температуры плавления. Расплавленный металл поступает в область стыка 7 деталей 8 и 9. Стенками 10 и 12 кольцевой канавки 4 также ограничивается растекание расплавленного металла и формируется поверхность сварного шва вдоль кругового стыка 7 деталей 8 и 9. Время воздействия инструмента на обрабатываемые детали составляет 3-6 с. В случае, когда соединяемые детали 8 и 9 образуют круговой стык 7 внутри детали 8,например при соединении стенки трубы с внутренней прокладкой в глубине трубы, предварительно внутри детали 8, в данном случае трубы диаметром 30 мм, на необходимой глубине выполняется кольцевая проточка 14, а на внутренней детали 9 выполняется паз 15. Внутри детали 8 на опоре 16 с пальцем 17 устанавливается деталь 9, в данном случае внутренняя прокладка, таким образом, чтобы верхний край детали 9 находился на уровне проточки 14. Деталь 9 фиксируется на опоре 16 с помощью пальца 17 и паза 15. Инструмент вводится в трубу (деталь 8), и при работе станка острая кромка 13 вращающегося инструмента внедряется в металл внутренней детали 9 при одновременном поступательном движении инструмента. Таким образом металл внутренней детали 9 в месте внедрения острой кромки 13 нагревается трением до температуры плавления, при этом расплавленный металл начинает поступать в область стыка 7 деталей 8 и 9 и проточки 14,а поступательно перемещающийся инструмент опускается на заданную глубину. Стенками 10 и 12 кольцевой канавки 4 ограничивается растекание расплавленного металла и формируется поверхность сварного шва. Предлагаемый инструмент для заварки кругового стыка соединяемых деталей позволяет повысить качество готовой свариваемой продукции за счет обеспечения возможности 4 10994 1 2008.08.30 получения тонкого, прочного и качественного сварного шва вдоль этого кругового стыка. Полученный сварной шов с поверхностью по форме поперечного сечения кольцевой канавки выдерживает давление среды не менее 30 атмосфер, является гладким и эстетичным, а поверхность внутренней ввариваемой детали остается чистой и гладкой. Источники информации 1. Технология металлов и материаловедение / Под ред. Л.Ф.Усовой, 1987. - С. 514. 2. Сварка трениемСправочник / Под ред. В.К.Лебедева. - М. 1987. - С. 172. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B23K 20/12
Метки: инструмент, соединяемых, заварки, кругового, деталей, стыка
Код ссылки
<a href="https://by.patents.su/5-10994-instrument-dlya-zavarki-krugovogo-styka-soedinyaemyh-detalejj.html" rel="bookmark" title="База патентов Беларуси">Инструмент для заварки кругового стыка соединяемых деталей</a>
Инструмент для заварки кругового стыка соединяемых деталей
Номер патента: U 2978
Опубликовано: 30.08.2006
Авторы: Масюк Константин Федорович, Кореньков Виктор Петрович, Сазонова Людмила Ивановна
МПК: B23K 9/02, F16B 17/00
Метки: деталей, кругового, соединяемых, заварки, стыка, инструмент
Текст:
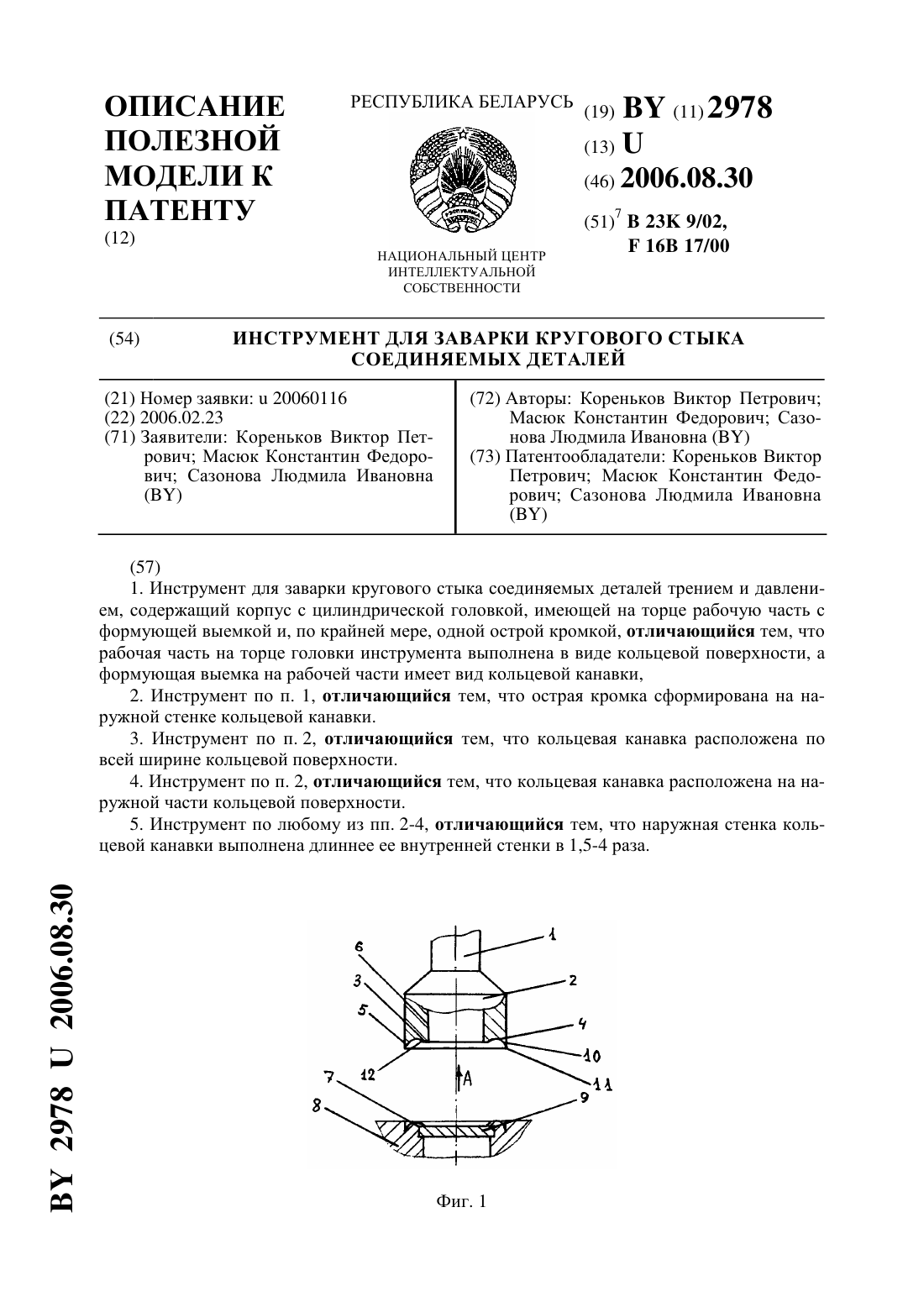
...твердого сплава ВК 8. Инструмент содержит корпус 1, в нижней части которого выполнена цилиндрическая головка 2. На торце головки 2 имеется рабочая часть, выполненная в виде кольцевой поверхности 3, на которой расположена формующая выемка в виде кольцевой канавки 4. Головка 2 инструмента имеет наружную стенку 5 и внутреннюю стенку 6. В случае, когда соединяемые детали образуют круговой стык 7 снаружи изделия, например при заваривании...
Инструмент для обработки пазов на торцах деталей
Номер патента: U 553
Опубликовано: 30.06.2002
Авторы: Киселев Руслан Анатольевич, Данилов Виктор Алексеевич
МПК: B23C 3/28
Метки: обработки, деталей, инструмент, торцах, пазов
Текст:
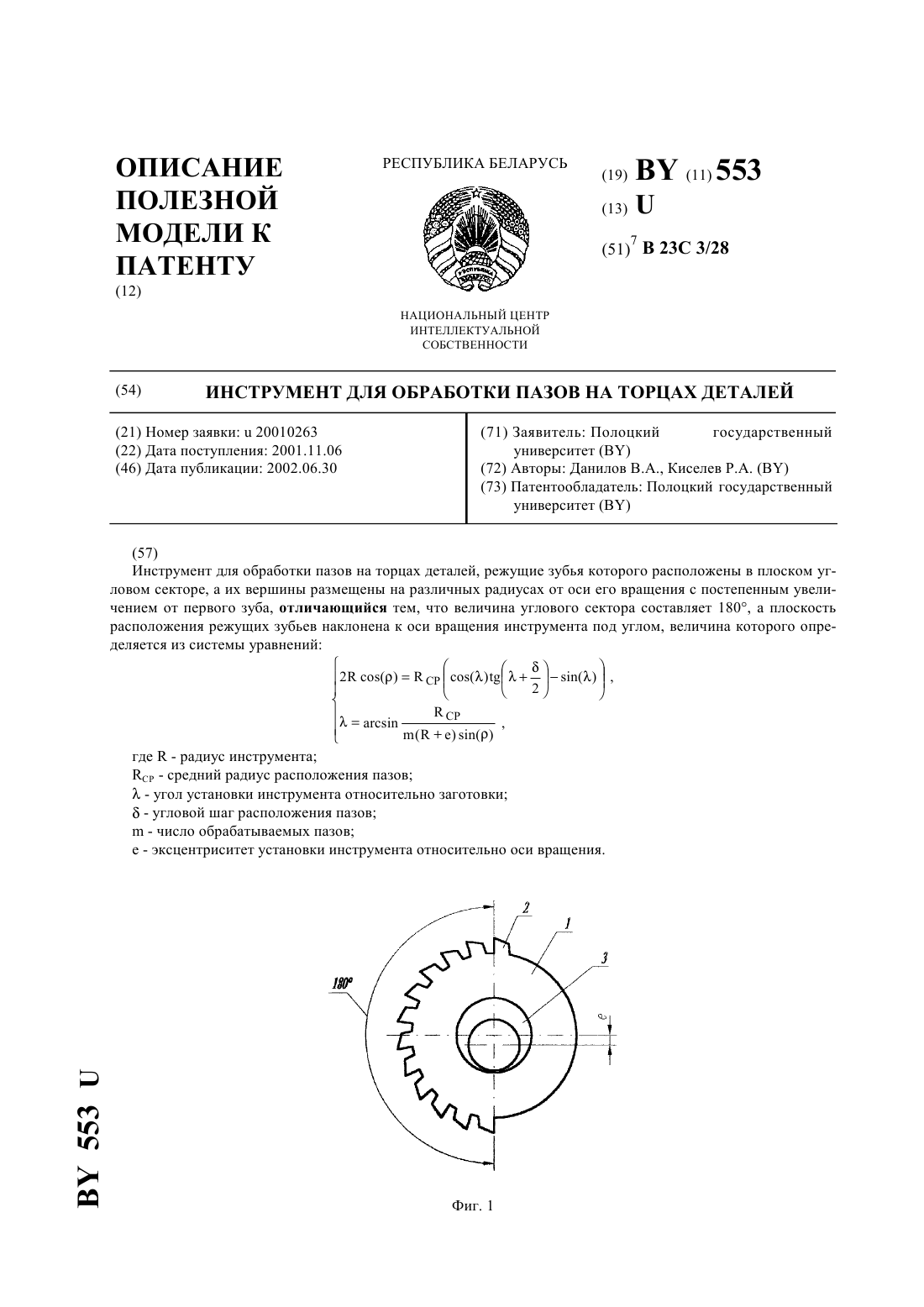
...а именно тем, что величина углового сектора, в котором находятся режущие элементы, составляет 180 взаиморасположением элементов, а именно тем, что плоскость расположения режущих элементов установлена под углом к оси вращения инструмента. Отличительные признаки полезной модели обеспечивают получение технического результата в виде повышенной производительности и упрощения реализации. Указанный эффект достигается за счет того, что конструкция...
Инструмент для обработки пазов на торцах деталей
Номер патента: U 1550
Опубликовано: 30.09.2004
Авторы: Киселев Руслан Анатольевич, Данилов Виктор Алексеевич
МПК: B23C 3/28
Метки: торцах, обработки, деталей, инструмент, пазов
Текст:
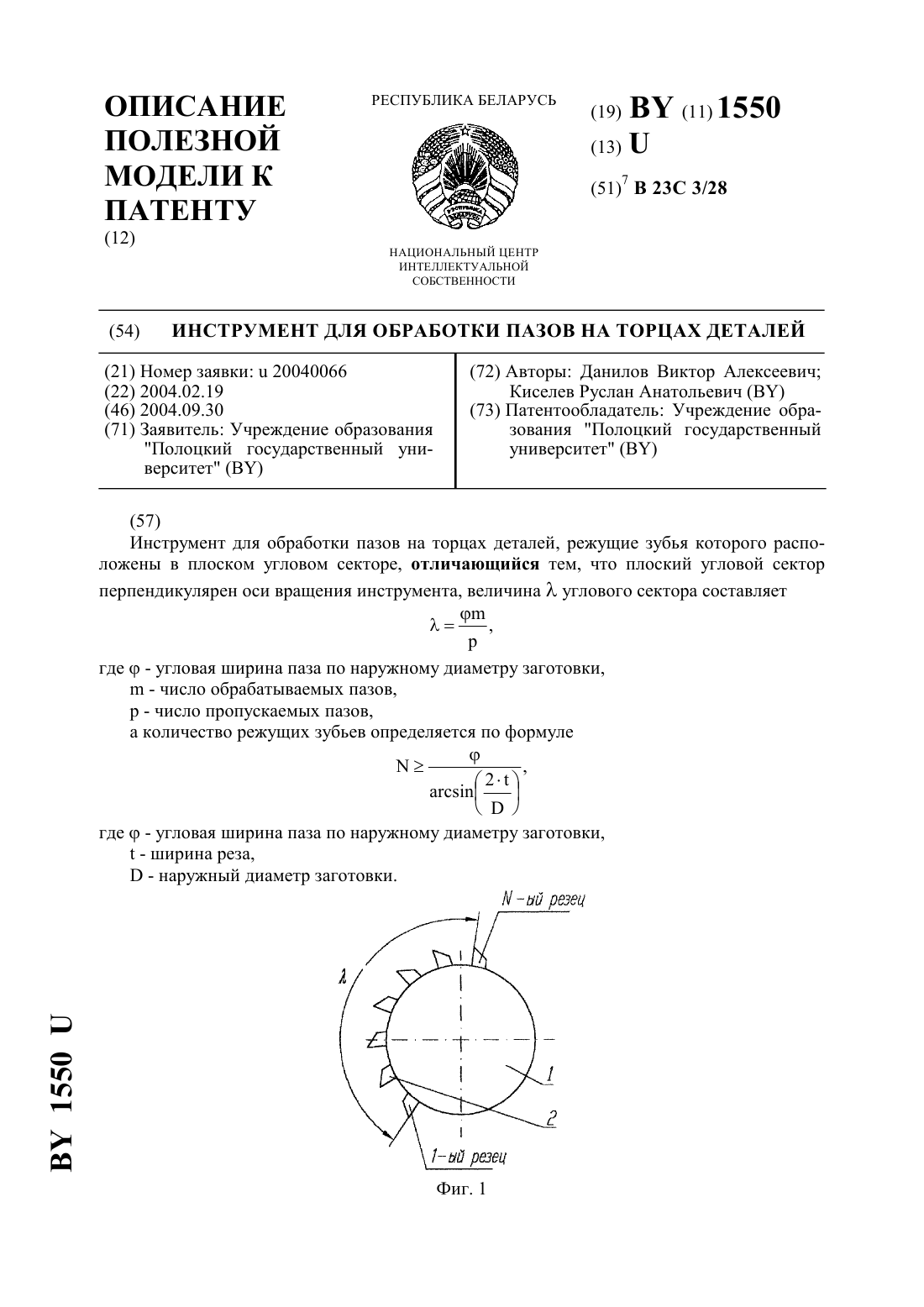
...по наружному диаметру заготовки,2 1550- ширина реза, - наружный диаметр заготовки. Заявляемая полезная модель отличается конструктивным исполнением инструмента, а именно иным расположением режущих зубьев в угловом секторе и углового сектора относительно оси вращения инструмента, зависимостью количества режущих зубьев от геометрии обрабатываемой детали. Отличительные признаки полезной модели обеспечивают получение технического результата в...
Способ групповой обработки деталей с выпуклыми сферическими поверхностями
Номер патента: 8031
Опубликовано: 30.04.2006
Авторы: Василенок Константин Константинович, Козерук Альбин Степанович, Филонов Игорь Павлович
МПК: B24B 13/00
Метки: поверхностями, обработки, групповой, сферическими, способ, выпуклыми, деталей
Текст:
...правки инструмента и изменения наладочных параметров станка. Задача, на решение которой направлен заявляемый способ, - повысить производительность процесса обработки деталей с выпуклыми сферическими поверхностями. Задача решается тем, что в способе групповой обработки деталей с выпуклыми сферическими поверхностями, при котором детали закрепляют на приспособлении, устанавливают на него инструмент, придают рабочее усилие инструменту, а затем...
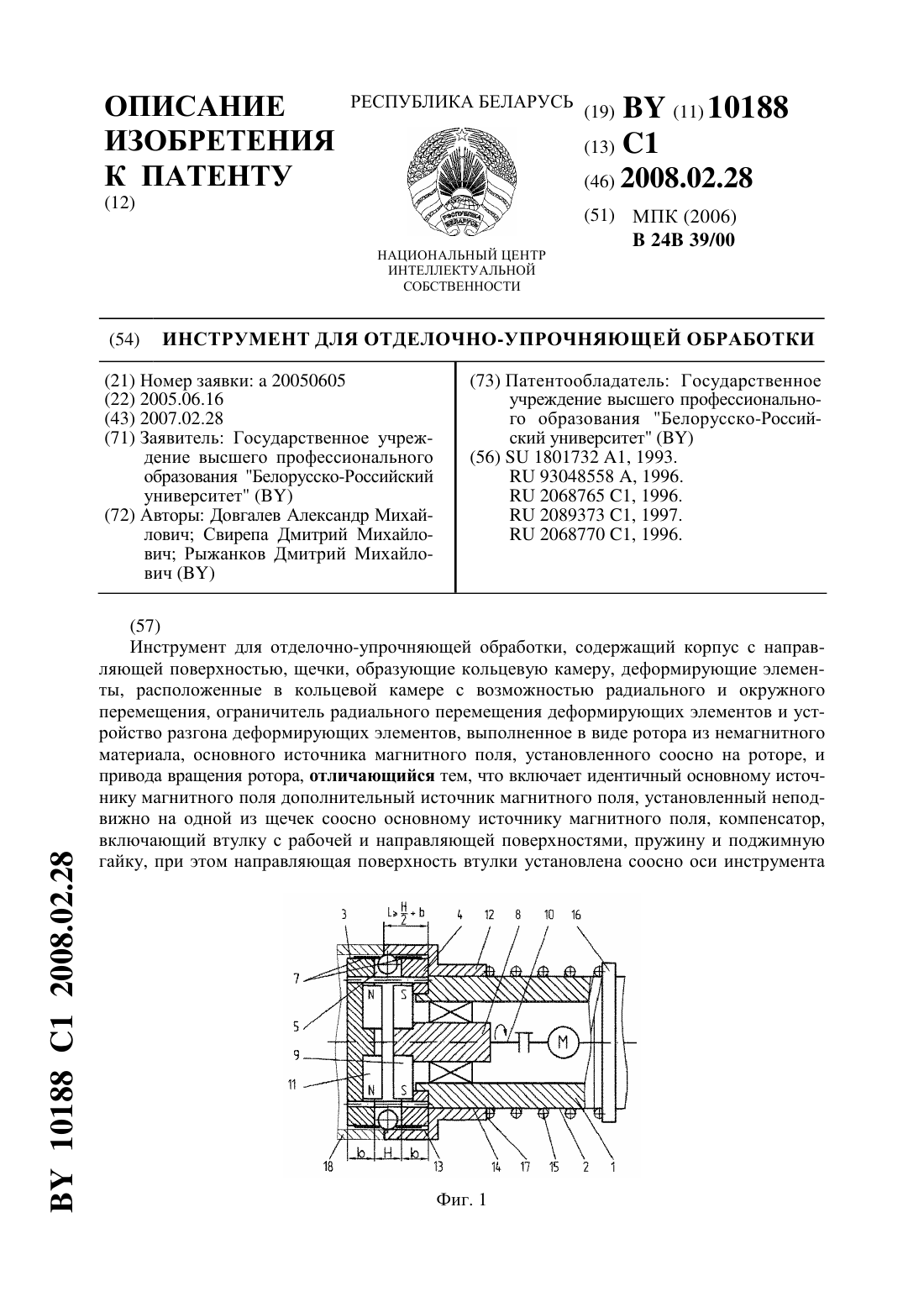
Инструмент для отделочно-упрочняющей обработки
Номер патента: 10188
Опубликовано: 28.02.2008
Авторы: Свирепа Дмитрий Михайлович, Рыжанков Дмитрий Михайлович, Довгалев Александр Михайлович
МПК: B24B 39/00
Метки: инструмент, отделочно-упрочняющей, обработки
Текст:
...основному источнику магнитного поля, компенсатор, включающий втулку с рабочей и направляющей поверхностями,пружину и поджимную гайку, при этом направляющая поверхность втулки установлена соосно оси инструмента с возможностью сопряжения с направляющей поверхностью корпуса, взаимодействуя торцом с пружиной, охватывающей направляющую поверхность корпуса, и осевого перемещения, рабочая поверхность втулки выполнена из магнитопроводящего...
Предыдущий патент: Стан поперечно-клиновой прокатки нагретых заготовок
Следующий патент: Установка для распиливания кристалла алмаза
Случайный патент: Способ ускорения созревания семян льна