Устройство для ударной штамповки эластичной средой
Номер патента: U 7679
Опубликовано: 30.10.2011
Авторы: Петраковский Владимир Степанович, Журавский Александр Юльянович
Текст
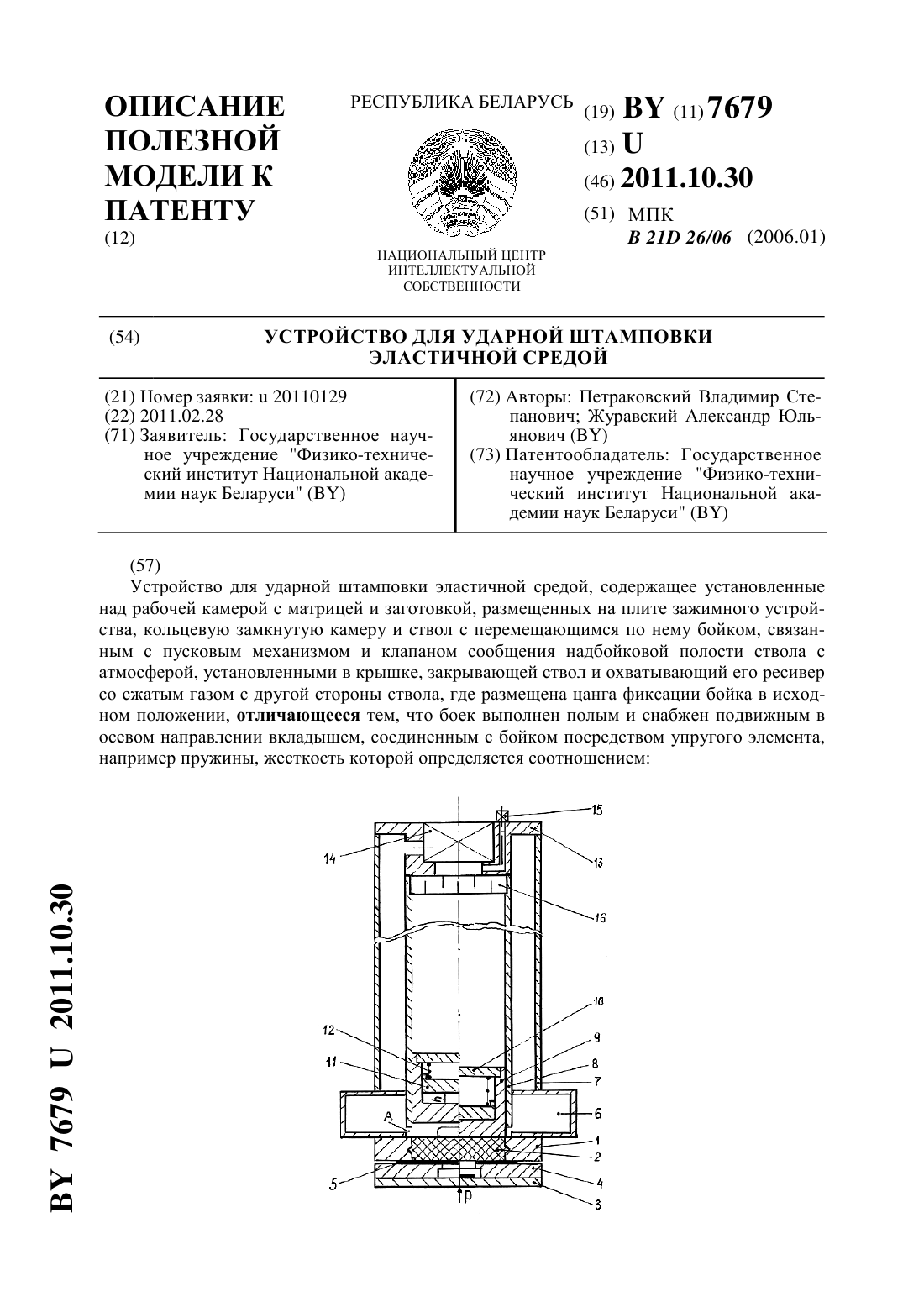
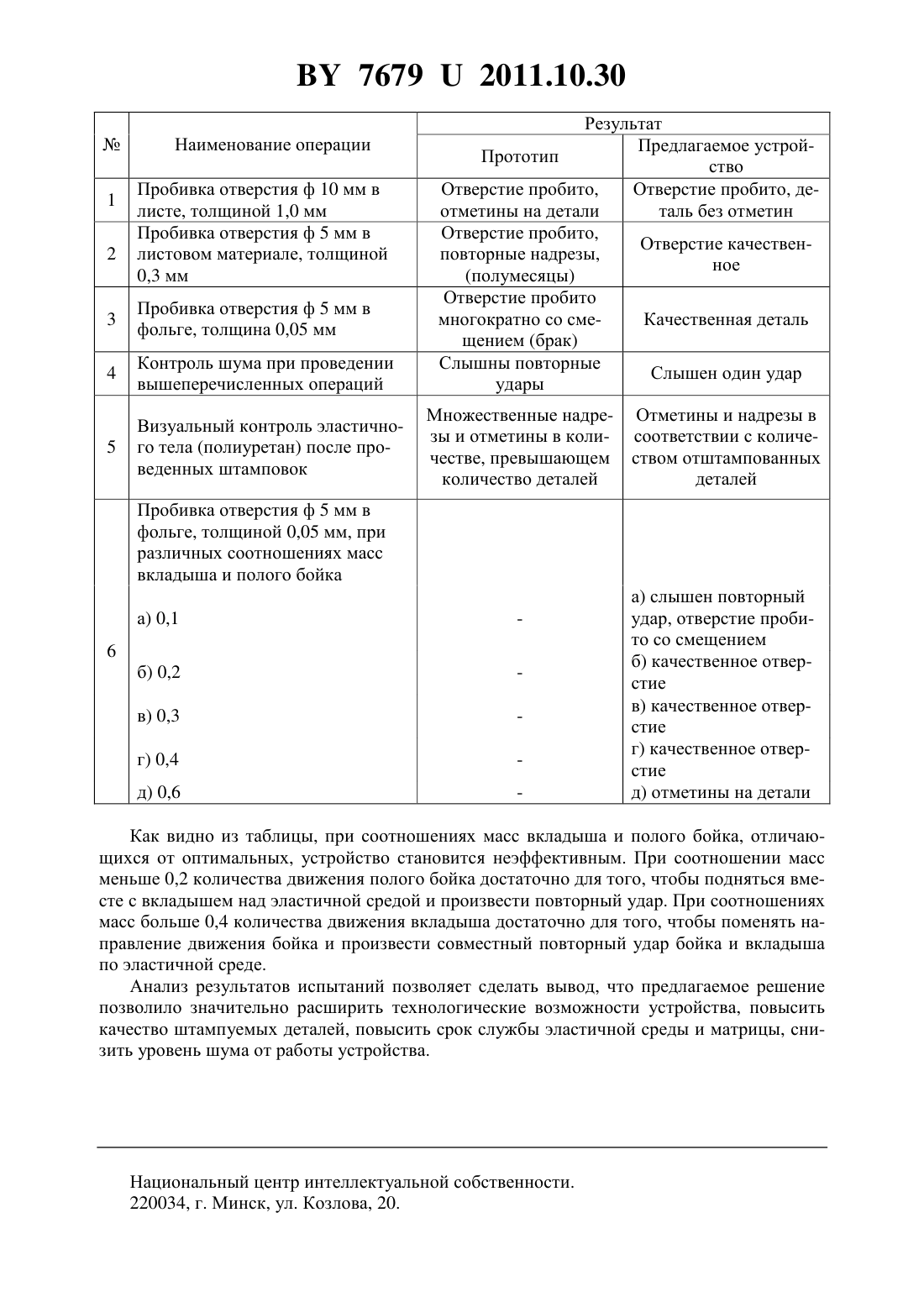
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ УДАРНОЙ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Петраковский Владимир Степанович Журавский Александр Юльянович(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Устройство для ударной штамповки эластичной средой, содержащее установленные над рабочей камерой с матрицей и заготовкой, размещенных на плите зажимного устройства, кольцевую замкнутую камеру и ствол с перемещающимся по нему бойком, связанным с пусковым механизмом и клапаном сообщения надбойковой полости ствола с атмосферой, установленными в крышке, закрывающей ствол и охватывающий его ресивер со сжатым газом с другой стороны ствола, где размещена цанга фиксации бойка в исходном положении, отличающееся тем, что боек выполнен полым и снабжен подвижным в осевом направлении вкладышем, соединенным с бойком посредством упругого элемента,например пружины, жесткость которой определяется соотношением где- масса вкладыша, кг- максимальная скорость бойка, м/с- полный ход бойка в стволе, м- максимальный ход вкладыша в бойке, м,причем соотношение масс вкладыша и полого бойка составляет 0,2-0,4.(56) 1. Мовшович И.Я., Кузнецова Л.Г., Фролов Е.А., Манаенков И.В. Обеспечение точностных параметров высокоточных деталей, получаемых вытяжкой из листа методом пневмоударной штамповки. Кузнечно-штамповочное производство. - 2009. -12. - С. 13,рис. 1 Б. 2. А.с. СССР 904840, МПК 21 26/06, 1982 (прототип). Заявляемая полезная модель относится к устройствам для импульсной обработки металлов давлением и может найти применение в листоштамповочном производстве, например, при пробивке, вырубке, формовке тонколистовых заготовок. Известно устройство для пневмоударной листовой штамповки эластичной средой, содержащее ресивер, ствол, рабочую камеру, заполненную эластичной средой, в которой с помощью быстролетящего бойка создается импульс давления, деформирующий заготовку по матрице 1. В этом устройстве при ударе бойка об эластичную среду она сжимается в процессе удара, а затем расправляется, отбрасывая боек вверх, а так как над бойком находится сжатый газ, то боек опять ударяет по эластичному телу, создавая повторный удар (или многократные удары) по заготовке. Это приводит к повторным отметинам инструмента на готовой детали, т.к. заготовка всегда имеет возможность сместиться с первоначального положения перед последующим ударом, т.е. приводит в негодность качественную после первого удара деталь, т.е. к браку. И если для толстых заготовок это заканчивается только потерей внешнего вида, т.е. снижению качества изделия, то тонколистовые материалы,особенно фольги, на этом устройстве обрабатывать невозможно. Наиболее близким к предлагаемому по технической сущности является устройство для ударной листовой штамповки, содержащее установленные над рабочей камерой с эластичной средой ресивер, кольцевую замкнутую камеру и ствол с перемещающимся по нему поршнем (бойком), соединенным с пусковым механизмом и клапаном сообщения надпоршневой полости ствола с атмосферой, установленными в крышке, закрывающей ствол и ресивер с другой стороны ствола, где размещена цанга, удерживающая боек в исходном положении, а к выходному сечению рабочей камеры прижата матрица с заготовкой 2. В этом устройстве боек выполнен цельным, поэтому при ударе бойка об эластичную среду она после упругого сжатия отбрасывает боек обратно, а сжатый газ, действующий на боек сверху, опять перемещает его вниз с ударом по эластичной среде. Таким образом возникает затухающий колебательный процесс бойка в нижней части ствола. Это обстоятельство приводит к тому, что продеформированная после первого удара деталь под воздействием сил трения распрямляющегося эластичного тела смещается от первоначального положения, а повторный удар бойка деформирует ее опять, оставляя новые следы инструмента на детали, что снижает качество изделия. И если при выполнении таких листоштамповочных операций как вытяжка, рельефная формовка, это обстоятельство почти не сказывается на качестве деталей, так как изделие фиксируется в матрице своим рельефом,2 76792011.10.30 предотвращая смещение, то при производстве разделительных операций (пробивка, вырубка) на плоских заготовках повторные удары бойка наносят непоправимый вред готовой детали. И во многих случаях делают невозможным осуществление таких процессов на этом устройстве из-за массового брака. И чем тоньше заготовка, тем четче проявляется этот недостаток (пробиваются полностью или намечаются смещенные отверстия, или образуется смещенный новый контур изделия). Кроме того, многократные удары по эластичной среде и матрице снижают срок их службы и повышают общий уровень шума от работы пресса. Задачей предлагаемой полезной модели является расширение технологических возможностей устройства и повышение качества штампуемых деталей, а также повышение срока службы эластичной среды и матрицы, снижение уровня шума от работы устройства. Поставленная задача решается за счет того, что в устройстве для ударной штамповки эластичной средой, содержащем установленные над рабочей камерой с матрицей и заготовкой, размещенных на плите зажимного устройства, кольцевую замкнутую камеру и ствол с перемещающимся по нему бойком, связанным с пусковым механизмом и клапаном сообщения надбойковой полости ствола с атмосферой, установленными в крышке,закрывающей ствол и охватывающий его ресивер со сжатым газом с другой стороны ствола, где размещена цанга фиксации бойка в исходном положении, боек выполнен полым и снабжен подвижным в осевом направлении вкладышем, соединенным с бойком посредством упругого элемента, например пружины, жесткость которой определяется соотношением 2,2 где- масса вкладыша, кг- максимальная скорость бойка, м/с- полный ход бойка в стволе, м- максимальный ход вкладыша в бойке, м,причем соотношение масс вкладыша и полого бойка составляет 0,2-0,4. В предлагаемой конструкции при сталкивании бойка цанги с пусковым устройством,газ из ресивера, расширяясь, заставляет боек двигаться равноускоренно до удара об эластичную среду. Под действием силы инерции , равной произведению массы вкладышана ускорение а , пружина сжимается, создавая зазормежду дном пустотелого бойка и нижним торцом вкладыша. Этот зазор будет тем больше, чем больше ускорение,которое пропорционально зависит от давления газа в ресивере, что в итоге пропорционально энергии удара пресса, которая является основным показателем при ударной штамповке. При ударе бойка об эластичную среду кинетическая энергия бойка превращается в упругое сжатие эластичного тела и деформацию заготовки, а скорость бойка достигает 0,после чего под действием упругих сил боек начинает двигаться вверх, достигая скорости,равной 0,2-0,4 от скорости удара . А в это время вкладыш, выбирая зазор , двигается со скоростьюдо соприкосновения с дном бойка. Возникает встречный удар бойка и вкладыша, и скорость бойка в сборе становится равной 0, т.е. боек не поднимается вверх,а сжатый газ не разгоняет его опять до удара об эластичную среду. В итоге отсутствует повторный удар по эластичному телу и по заготовке. А значит, нет и повторной деформации детали и отсутствует потеря внешнего вида или брак. Важную роль в описанном функционировании устройства играет жесткость пружины , которая должна обеспечивать необходимый ход вкладыша (сжатие пружины) в зависимости от условий разгона бойка, т.е. от силы. Для того, чтобы пружина обеспечивала необходимый ход вкладыша , ее жесткость должна быть равной/. Силуопределяем, решив систему уравнений для равноускоренного движения- соответственно путь и максимальная скорость при равноускоренном дви 2 жении,где- полный ход бойка в стволе, - максимальная скорость бойка, - время разгона. Определив из уравнения максимальной скорости время разгона/ и подставив его значение в уравнение пути, получим 2 2. 22 После преобразований,2/2,2. 2 Подставив значениев уравнение жесткости пружины, получим значение необходимой жесткости пружины в зависимости от конструктивных характеристик устройства ( , ) 2. 2 Отклонение жесткости упругого элемента от расчетного, как в одну, так и в другую сторону, приведет к снижению эффективности предлагаемого решения. Так, если жесткость пружины будет чрезмерной, то боек будет работать как единое целое, т.е. как прототип со всеми описанными выше недостатками, а при очень малой жесткости пружины ход вкладыша всегда будет максимальным, в результате чего до встречи с вкладышем боек успеет подняться на достаточную высоту от эластичного тела и под действием сжатого газа произойдет повторный удар со всеми указанными недостатками. Кроме того, оптимальная жесткость пружины позволяет автоматически регулировать величину хода вкладыша в зависимости от энергии удара, или что равнозначно от максимальной скорости бойка, (от скорости бойка в прямой зависимости находится и время взаимодействия бойка и эластичной среды, а также скорость отскока бойка), т.е. автоматически обеспечивать сохранение оптимального по времени момента соударения вкладыша с бойком. Это как раз и позволяет устранить отскок бойка и нанесение повторных ударов. Но, помимо определенного времени соударения вкладыша и полого бойка, для достижения результата важно и соотношение их масс, которое должно составлять 0,2-0,4, что вытекает из скорости отскока бойка, которая колеблется в пределах 0,2-0,4 . Очевидно, что для предотвращения повторных ударов бойка необходимо, чтобы количество движениявкладыша и бойка в момент соударения были примерно равны, а так как скорость вкладыша равна, то масса вкладыша должна быть примерно 0,2-0,4 массы полого бойка, потому что скорость его отскока составляет 0,2-0,4 . Сущность технического решения поясняется чертежом, на котором приведен общий вид предлагаемого устройства слева - перед соударением бойка с эластичной средой,справа - в момент окончания деформации заготовки. Устройство для ударной штамповки эластичной средой содержит рабочую камеру 1 с эластичной средой 2, к нижнему торцу которой посредством плиты зажимного устройства 3 прижата матрица 4 с заготовкой 5, а над рабочей камерой установлена кольцевая замкнутая камера 6, ресивер 7 со сжатым газом и ствол 8 с перемещающимся по нему полым бойком 9 с заглушкой 10, внутри которого размещен подвижный в осевом направлении вкладыш 11, между ним и заглушкой 10 установлена пружина 12. В крышке 13, закрывающей ствол 8 с ресивером 7 с верхней стороны, установлены пусковой механизм 14 и 76792011.10.30 клапан 15 сообщения надпоршневой полости ствола с атмосферой. В исходном положении боек фиксируется цангой 16, размешенной в верхней части ствола. Устройство работает следующим образом на подвижной плите зажимного устройства 3 устанавливают матрицу 4 с заготовкой 5 и посредством подвижной плиты зажимного устройства 3 прижимают к нижнему торцу рабочей камеры 1 с эластичной средой 2. Затем с помощью пускового механизма 14 сталкивают боек 9 в сборе с цанги 16 и сжатый газ из ресивера 7 разгоняет боек по стволу 8 до удара об эластичную среду. Под действием сил инерции подвижный вкладыш 11, сжимая пружину 12 между вкладышем и заглушкой 10,создает зазормежду вкладышем 11 и дном полого бойка 9. Причем чем выше энергия удара (максимальная скорость бойка ), тем большее усилие действует на пружину 12 и тем больший зазорвозникает в процессе разгона бойка. В это же время боек, двигаясь вниз, через каналы А выталкивает воздух из подбойковой полости ствола в кольцевую замкнутую камеру 6, создавая в ней избыточное давление. Боек 9, достигнув эластичного тела, сжимает его, создавая импульс давления, который деформирует заготовку 5 по матрице 4. Скорость бойка снижается до нуля и под действием упругости эластичной среды начинает движение вверх, достигая скорости 0,2-0,4 . За это время подвижный вкладыш 11, преодолев зазорсо скоростью , достигает дна полого бойка 9, движущегося ему навстречу. В результате встречного удара скорость бойка в сборе становится близкой к 0, так как количество движения подвижного вкладыша и полого бойка примерно равны. Боек, таким образом, не производит повторного удара по эластичной среде, и сместившаяся (под действием сил трения между эластичной средой и деталью) готовая деталь не подвергается повторной деформации. После того, как боек 9 в сборе остановился, пусковой механизм 14 перекрывает доступ сжатого газа из ресивера 7 в ствол 8, а размещенный в крышке 13 клапан 15 соединяет надбойковую полость с атмосферой. Тогда под действием сжатого воздуха из кольцевой замкнутой камеры 6 боек в сборе поднимается вверх и фиксируется цангой 16. Затем отводится плита зажимного устройства и извлекается продеформированная заготовка (деталь). После этого устройство готово к новому циклу. Использование предлагаемой конструкции устройства позволяет расширить технологические возможности устройства, т.к. устройство позволяет осуществлять операции пробивки-вырубки тонких и особотонких материалов, которые невозможно осуществить на известных устройствах. Кроме того, устройство позволяет повысить качество штампуемых изделий, т.к. на них отсутствуют дополнительные отметины от инструмента вследствие повторных ударов при их изготовлении на известных устройствах. А так как отсутствуют повторные (многократные) удары, то эластичная среда и матрица нагружаются одним циклом нагрузкаразгрузка, а не несколькими как на известных устройствах, то срок их службы увеличивается в разы. Вследствие этого также снижается уровень интегрального шума от работы устройства. Для определения эффективности предлагаемой конструкции были проведены сравнительные испытания предлагаемого устройства и прототипа, а также испытания предлагаемого устройства при различных соотношениях масс вкладыша и полого бойка. Результаты испытаний приведены в таблице. Наименование операции Пробивка отверстия ф 10 мм в листе, толщиной 1,0 мм Пробивка отверстия ф 5 мм в листовом материале, толщиной 0,3 мм Контроль шума при проведении вышеперечисленных операций Визуальный контроль эластичного тела (полиуретан) после проведенных штамповок Результат Предлагаемое устройПрототип ство Отверстие пробито,Отверстие пробито, деотметины на детали таль без отметин Отверстие пробито,Отверстие качественповторные надрезы,ное(полумесяцы) Отверстие пробито многократно со смеКачественная деталь щением (брак) Слышны повторные Слышен один удар удары Множественные надре- Отметины и надрезы в зы и отметины в коли- соответствии с количечестве, превышающем ством отштампованных количество деталей деталей Пробивка отверстия ф 5 мм в фольге, толщиной 0,05 мм, при различных соотношениях масс вкладыша и полого бойка а) 0,1 а) слышен повторный удар, отверстие пробито со смещением б) качественное отверстие в) качественное отверстие г) качественное отверстие д) отметины на детали Как видно из таблицы, при соотношениях масс вкладыша и полого бойка, отличающихся от оптимальных, устройство становится неэффективным. При соотношении масс меньше 0,2 количества движения полого бойка достаточно для того, чтобы подняться вместе с вкладышем над эластичной средой и произвести повторный удар. При соотношениях масс больше 0,4 количества движения вкладыша достаточно для того, чтобы поменять направление движения бойка и произвести совместный повторный удар бойка и вкладыша по эластичной среде. Анализ результатов испытаний позволяет сделать вывод, что предлагаемое решение позволило значительно расширить технологические возможности устройства, повысить качество штампуемых деталей, повысить срок службы эластичной среды и матрицы, снизить уровень шума от работы устройства. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: B21D 26/06
Метки: эластичной, устройство, ударной, штамповки, средой
Код ссылки
<a href="https://by.patents.su/6-u7679-ustrojjstvo-dlya-udarnojj-shtampovki-elastichnojj-sredojj.html" rel="bookmark" title="База патентов Беларуси">Устройство для ударной штамповки эластичной средой</a>
Устройство для ударной штамповки тонколистовых материалов
Номер патента: U 7150
Опубликовано: 30.04.2011
Авторы: Журавский Александр Юльянович, Батурицкий Михаил Антонович, Петраковский Владимир Степанович, Здор Геннадий Николаевич
МПК: B21D 22/00
Метки: устройство, штамповки, ударной, материалов, тонколистовых
Текст:
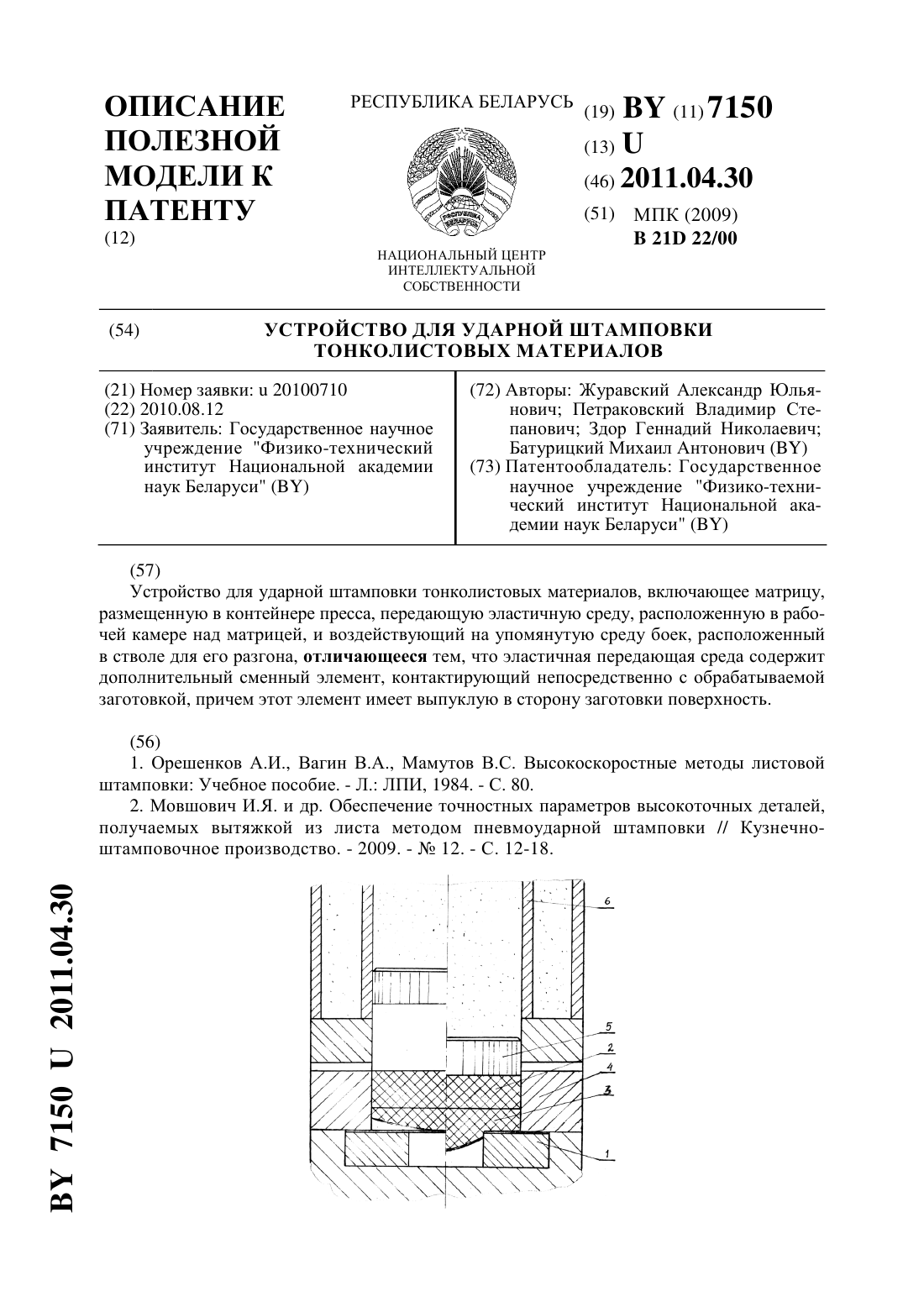
...штамповки. Поставленная задача решается тем, что в устройстве для ударной штамповки тонколистовых материалов, включающее матрицу, размещенную в контейнере пресса, передающую эластичную среду, расположенную в рабочей камере и воздействующий на упомянутую среду боек, расположенный в стволе для его разгона, эластичная среда содержит дополнительный сменный элемент, контактирующий непосредственно с обрабатываемой заготовкой, причем этот элемент...
Наконечник эластичной тары
Номер патента: U 339
Опубликовано: 30.09.2001
Автор: Вашук Валерий Иосифович
МПК: B65D 35/12
Метки: тары, эластичной, наконечник
Текст:
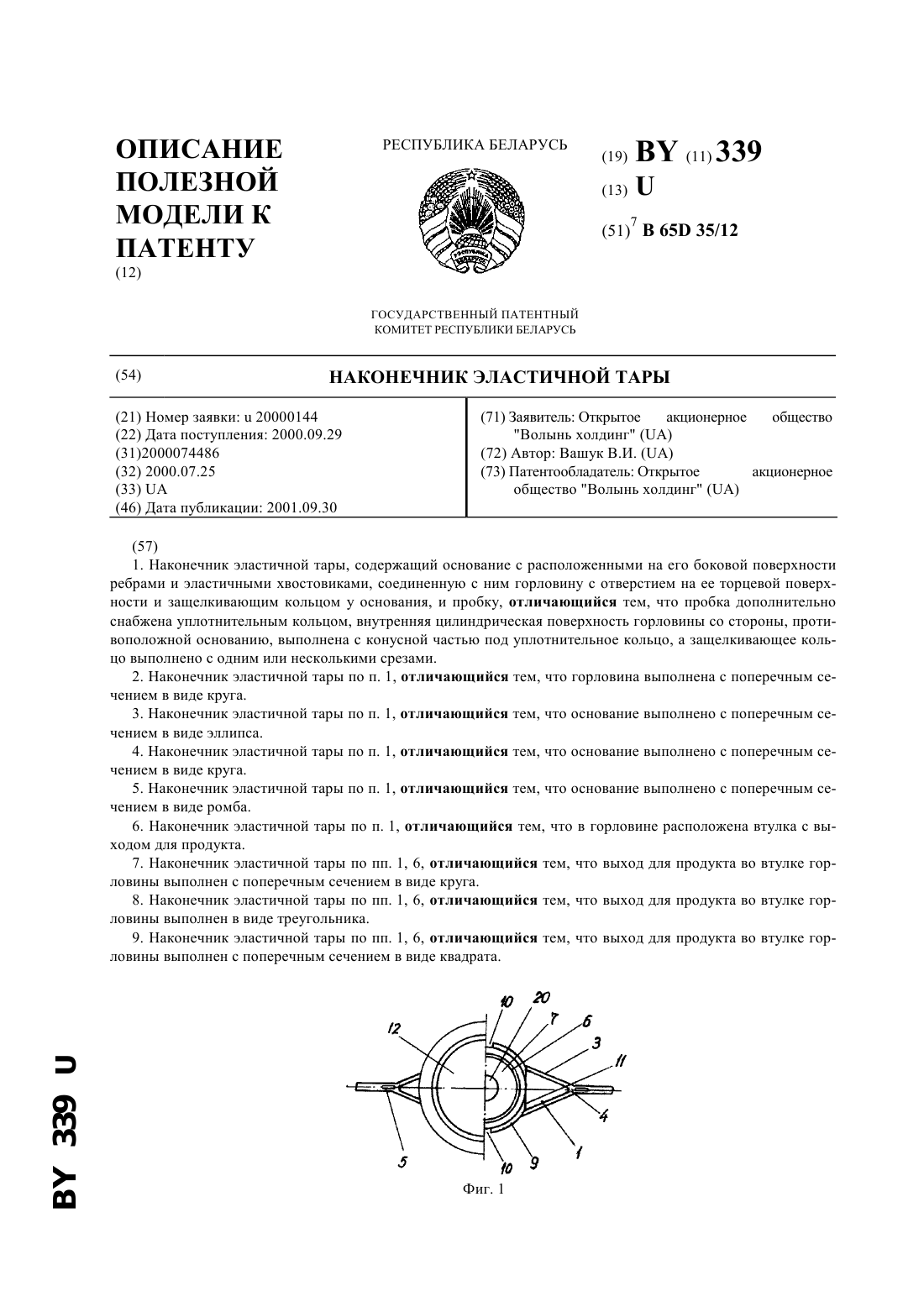
...с поперечным сечением различной формы, например в виде эллипса, круга или ромба. В поперечном сечении горловины может быть расположена втулка с выходом для продукта. Выход для продукта может быть выполнен с поперечным сечением различной формы, например в виде круга, треугольника,квадрата, звезды или в виде многоугольника. Конструкция наконечника эластичной тары, выполненная с пробкой, уплотнительным кольцом в совокупности с конусной...
Огнестрельное оружие
Номер патента: 5753
Опубликовано: 30.12.2003
Авторы: Тамков Николай Леонтьевич, Тамков Евгений Николаевич
МПК: F41C 3/00
Метки: огнестрельное, оружие
Текст:
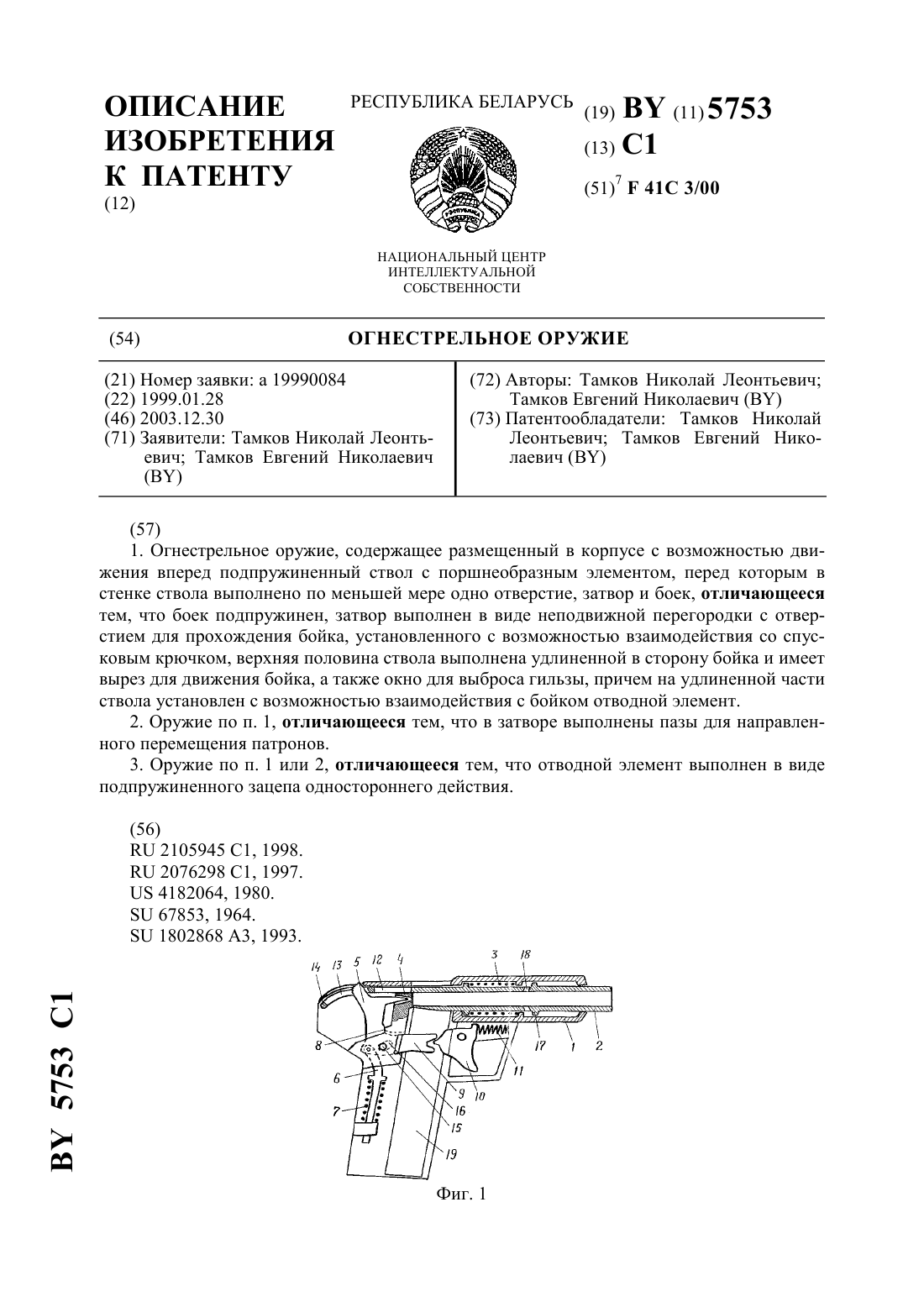
...со спусковым крючком, верхняя половина ствола выполнена удлиненной в сторону бойка и имеет вырез для движения бойка, а также окно для выброса гильзы, причем на удлиненной части ствола установлен с возможностью взаимодействия с бойком отводной элемент, выполненный в виде подпружиненного зацепа одностороннего действия. В затворе выполнены пазы для направленного перемещения патронов. Использование заявленного технического решения позволит...
Устройство для компенсации переменного напряжения, возникающего между средой и металлическим трубопроводом, находящимся в этой среде
Номер патента: 3247
Опубликовано: 30.03.2000
Авторы: Уно ДЖОНСОН, Дэн КАРЛСОН
МПК: C23F 13/04
Метки: трубопроводом, находящимся, компенсации, возникающего, среде, средой, этой, устройство, металлическим, напряжения, между, переменного
Текст:
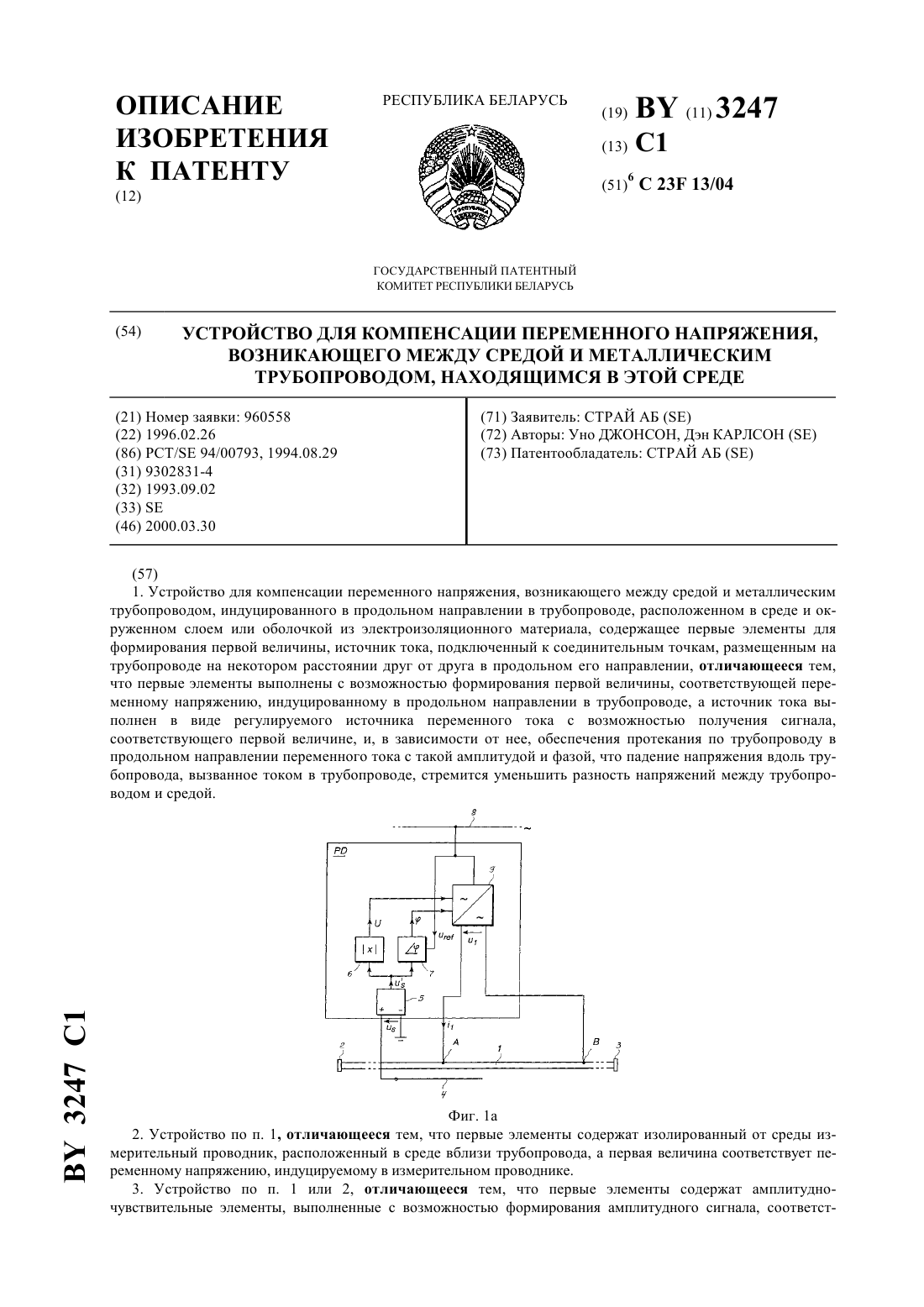
...сопротивление мало по сравнению с индуктивным. Источник 9 переменного тока (фиг. 1 а) может содержать преобразователь переменного напряжения, например промежуточный соединительный преобразователь с регулируемым выпрямителем, подключенный к сети 8, промежуточное звено постоянного напряжения и автоматический инвертор, дающий на выходе переменное напряжение с регулируемой частотой и, следовательно, с регулируемой фазой. В таком исполнении...
Технологическая печь с контролируемой рабочей средой
Номер патента: U 1024
Опубликовано: 30.09.2003
Автор: Рожновский Игорь Антонович
МПК: C08J 11/04, F27B 9/00
Метки: рабочей, средой, печь, контролируемой, технологическая
Текст:
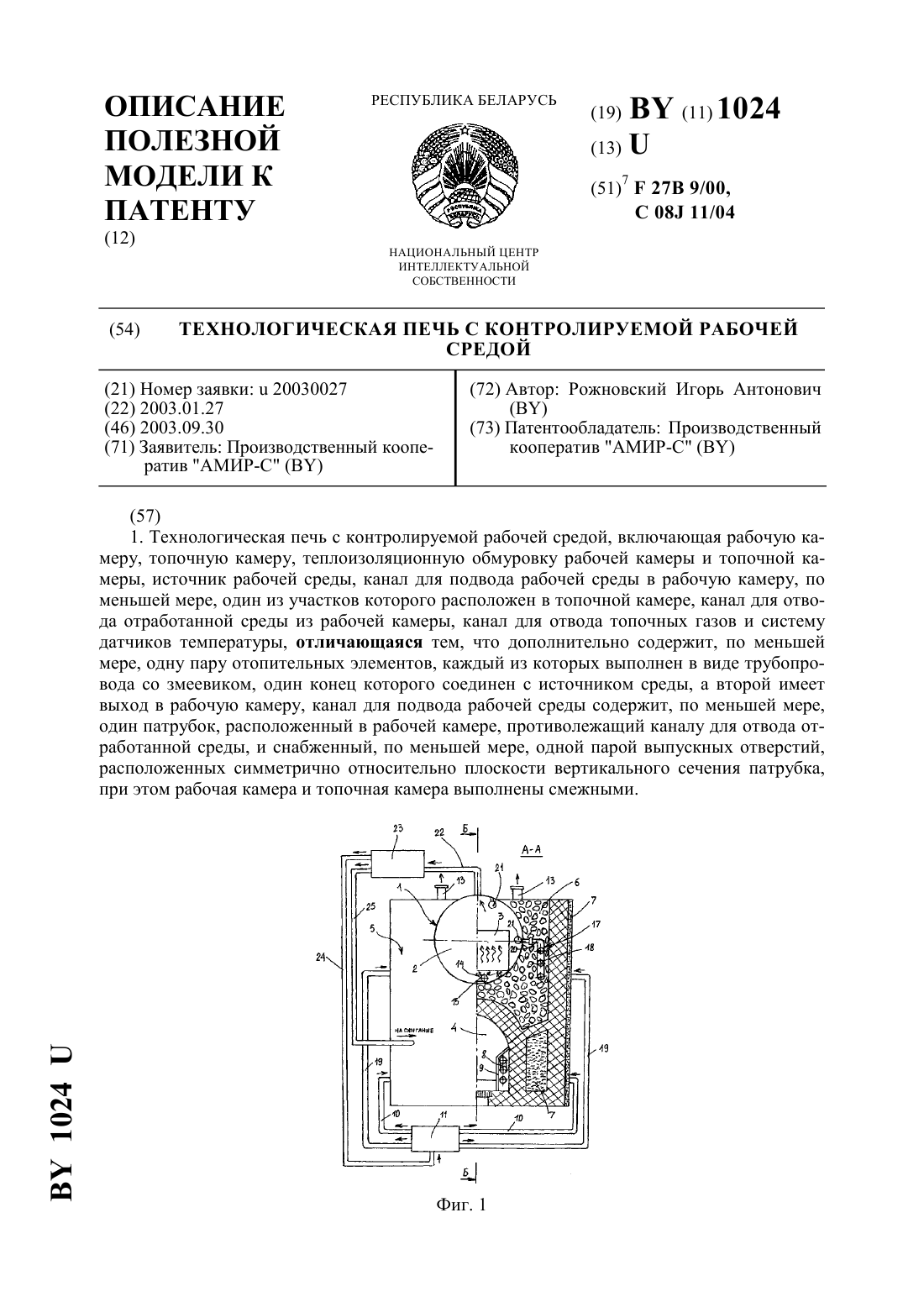
...реализации может быть использована рабочая камера 2 технологической печи 1 любой подходящей широко известной конструкции. Рабочая камера 2 и топочная камера 4 расположены в теплоизоляционной обмуровке 5 с теплопроводящими зонами 6 и теплоизолирующими зонами 7. В топочной камере 4 размещен змеевик 8, который изолирован от прямого контакта с открытым пламенем посредством защитного экрана 9. Змеевик 8 представляет собой участок канала 10...
Предыдущий патент: Свая в тиксотропной рубашке
Следующий патент: Устройство автоматического регулирования температуры в газопламенной камерной печи
Случайный патент: Пластика пупка у детей с экстрофией мочевого пузыря