Устройство для непрерывного литья полос
Номер патента: U 3292
Опубликовано: 28.02.2007
Авторы: Марукович Евгений Игнатьевич, Ильюшенко Валерий Михайлович, Пумпур Владимир Анатольевич, Петруня Юрий Васильевич
Текст
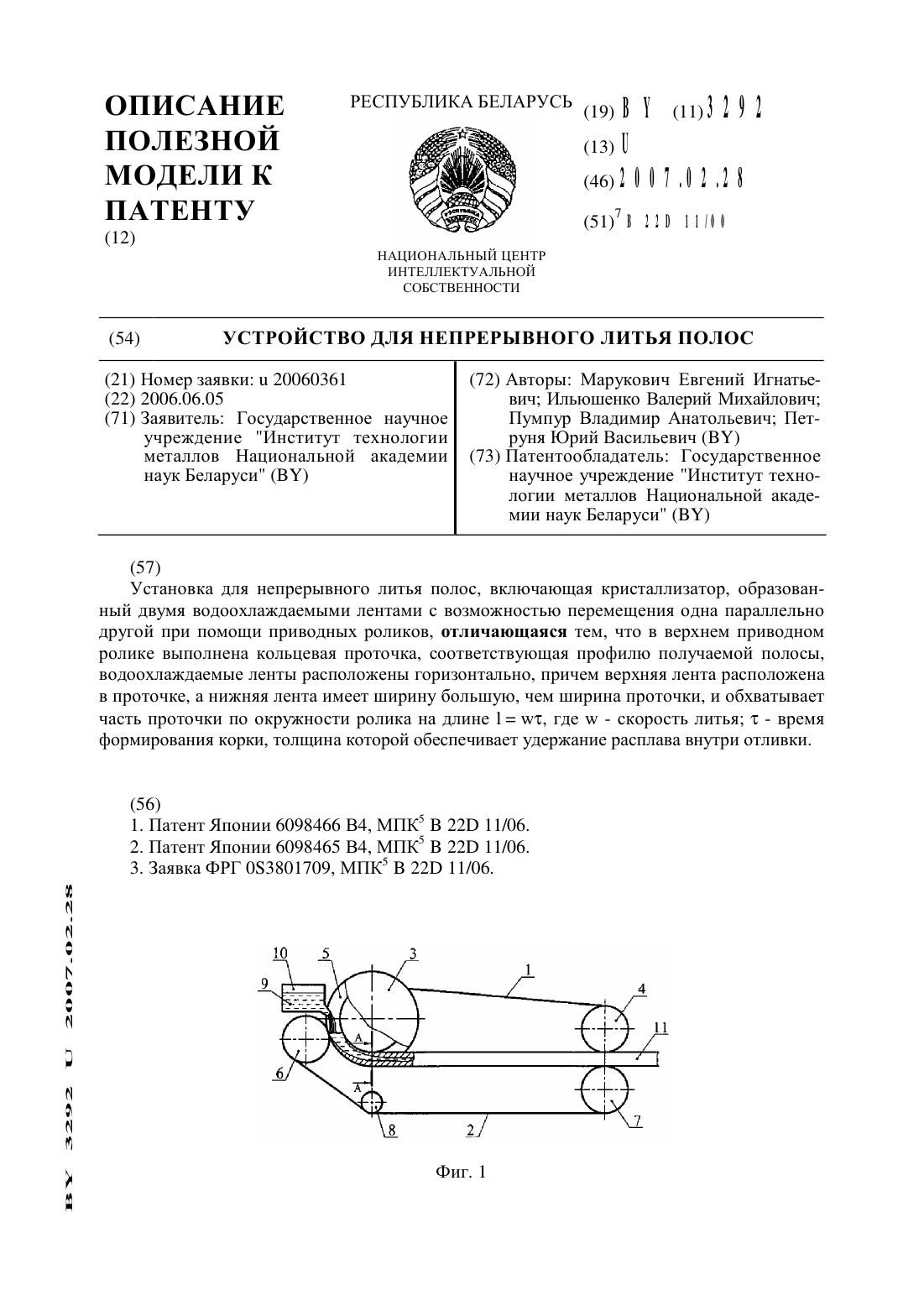
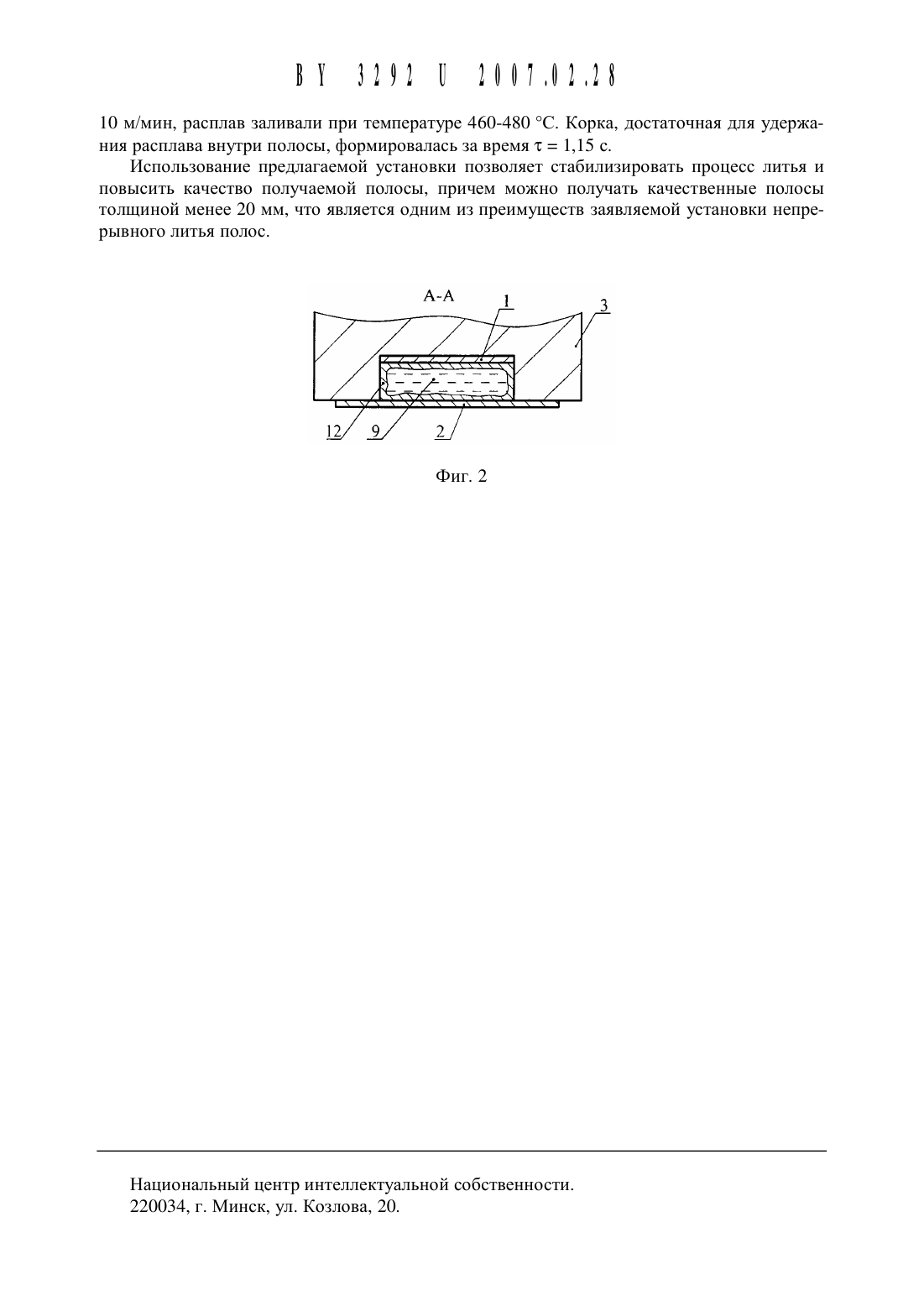
ОПИСАНИЕ ПОЛЕЗНОЙ МОДЕЛИ к ПАТЕНТУ(54) УСТРОИСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛОС(71) Заявитель Государственное научное учреждение Институт технологии металлов Национальной академии наук Беларуси (ВУ)(72) Авторы Марукович Евгений Игнатьевич Ильюшенко Валерий Михайлович Пумпур Владимир Анатольевич Петруня Юрий Васильевич (ВУ)(73) Патентообладатель Государственное научное учреждение Институт технологии металлов Национальной академии наук Беларуси (ВУ)Установка для непрерывного литья полос, включающая кристаллизатор, образованный двумя водоохлаждаемыми лентами с возможностью перемещения одна параллельно другой при помощи приводных роликов, отличающаяся тем, что в верхнем приводном ролике выполнена кольцевая проточка, соответствующая профилю получаемой полосы,водоохлаждаемые ленты расположены горизонтально, причем верхняя лента расположена в проточке, а нижняя лента имеет ширину большую, чем ширина проточки, и обхватывает часть проточки по окружности ролика на длине 1 шт, где ш - скорость литья т - время формирования корки, толЩина которой обеспечивает удержание расплава внутри отливки.Полезная модель относится К области металлургии, в частности К области литейного производства, И предназначена для непрерывного литья полос.Известны двухленточнь 1 е Машины непрерывного литья, содержащие кристаллизатор,широкие грани которого образованы парными охлаждающими лентами, натянутыми на роликах, а узкие - парными охлаждающими блоками. По направлению вытягивания слитка расположены одна или более пар поперечных роликов для обжатия слитка 1 2.Однако указанные машины непрерывного литья не позволяют получать ленты и полосы толщиной менее 20 мм.Ближайшим техническим решением к предлагаемому является ленточная установка непрерывного литья, состоящая из двух перемещающихся одна параллельно другой лент,приводимых в движение вращающимися в противоположные стороны роликами З. По торцам лент имеются боковые перемычки, перемещающиеся синхронно с обеими лентами, которые перекрывают зазор между водоохлаждаемыми лентами таким образом, что каждая перемычка формирует определенный участок боковой грани слитка.Однако эта установка обладает таким существенным недостатком, как техническая сложность обеспечения перекрывания зазора по торцам лент перемычками, которые должны синхронно перемещаться с обеими лентами и препятствовать вытеканию расплава, находящегося между лентами.Технической задачей, на решение которой направлена настоящая полезная модель,является упрощение работы установки и повышение стабильности процесса литья и качества получаемой отливки.Задача решается следующим образом.В установке непрерывного литья полос, включающей кристаллизатор, образованный двумя водоохлаждаемыми лентами с возможностью перемещения одна параллельно другой при помощи приводных роликов, в верхнем приводном ролике выполнена кольцевая проточка, соответствующая профилю получаемой полосы, водоохлаждаемые ленты расположены горизонтально, причем верхняя лента расположена в проточке, а нижняя лента имеет ширину большую, чем ширина проточки, и обхватывает часть проточки по окружности ролика на длине 1 шт, где ш - скорость литья т - время формирования корки, толщина которой обеспечивает удержание расплава внутри отливки.Сущность полезной модели поясняется чертежом, где на фиг. 1 показан общий вид предлагаемой установки, на фиг. 2 - разрез по А-А.Установка непрерывного литья полос состоит из двух горизонтальных подвижных бесконечных лент 1 и 2. Верхняя лента 1 натянута на приводном ролике 3 и натяжном ролике 4. В приводном ролике 3 выполнена кольцевая проточка 5 глубиной, равной толщине получаемой полосы с учетом толщины ленты 1. Лента 1 обхватывает дно кольцевой проточки 5, нижняя лента 2 натянута на роликах 6, 7, 8. Лента 2 обхватывает часть проточки по окружности ролика 3.Установка работает следующим образом. Расплав 9 из разливочного устройства 10 подают в кристаллизатор установки, широкие грани которого образованы движущимися лентами 1 и 2, а узкие грани - вертикальными стенками проточки 5 приводного ролика 3,где расплав кристаллизуется в виде полосы 11. При выходе из проточки толщина намерзших корок 12 достаточна для удержания расплава внутри полосы. Дальнейшая кристаллизация и охлаждение отливки происходит между охлаждаемыми лентами 1 и 2.Пример конкретной реализации. Изготовлена установка непрерывного литья полосы из цинка сечением 17 х 38 мм. Верхняя лента 1 изготовлена из стали толщиной 1,2 мм,имеет длину 4,5 м и ширину 38 мм. В верхнем приводном ролике 3 диаметром 540 мм вь 1 полнена проточка 5 глубиной 18,2 мм и шириной 38 мм. Нижняя лента 2 изготовлена из стали толщиной 1,2 мм, имеет длину 4,5 м и ширину 100 мм. Нижний приводной ролик 6 имеет диаметр 200 мм. Нижняя лента обхватывает часть проточки в верхнем ролике по окружности ролика на длине 200 мм. Цинковую полосу получали при скорости литья10 м/мин, расплав заливали при температуре 460-480 С. Корка, Достаточная ДЛЯ удержания расплава внутри полосы, формировалась за время т 1,15 с.Использование предлагаемой установки позволяет стабилизировать процесс литья и повысить Качество получаемой полосы, причем можно получать Качественные полосыТОЛЩИНОЙ МСНССММ, ЧТО ЯВЛЯЕТСЯ ОДНИМ ИЗ ПРЕИМУЩЕСТВ ЗЗЯВЛЯСМОЙ установки непрерЫВНОГО ЛИТЬЯ ПОЛОС.Национальный Центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B22D 11/00
Метки: полос, непрерывного, устройство, литья
Код ссылки
<a href="https://by.patents.su/3-u3292-ustrojjstvo-dlya-nepreryvnogo-litya-polos.html" rel="bookmark" title="База патентов Беларуси">Устройство для непрерывного литья полос</a>
Установка непрерывного литья проволоки

Номер патента: U 2336
Опубликовано: 30.12.2005
Авторы: Харьков Виталий Александрович, Марукович Евгений Игнатьевич
МПК: B22D 11/00
Метки: установка, литья, проволоки, непрерывного
Текст:
...Поставленная задача достигается тем, что в заявляемой установке непрерывного литья проволоки из цветных и драгоценных металлов, содержащей плавильный узел, состоящий из индуктора и тигля, в донной части которого выполнен канал, стакана из огнеупорного малотеплопроводного материала, расположенного между тиглем и индуктором, фильеру с системой охлаждения и тянущее устройство в виде двухвалковой клети, толщина донной части тигля составляет...
Машина непрерывного литья заготовок
Номер патента: U 2356
Опубликовано: 30.12.2005
Авторы: Андрианов Дмитрий Николаевич, Пишикин Вадим Серафимович, Гуненков Валентин Юрьевич, Маточкин Виктор Аркадьевич, Андрианов Николай Викторович
МПК: B22D 11/00
Метки: непрерывного, литья, машина, заготовок
Текст:
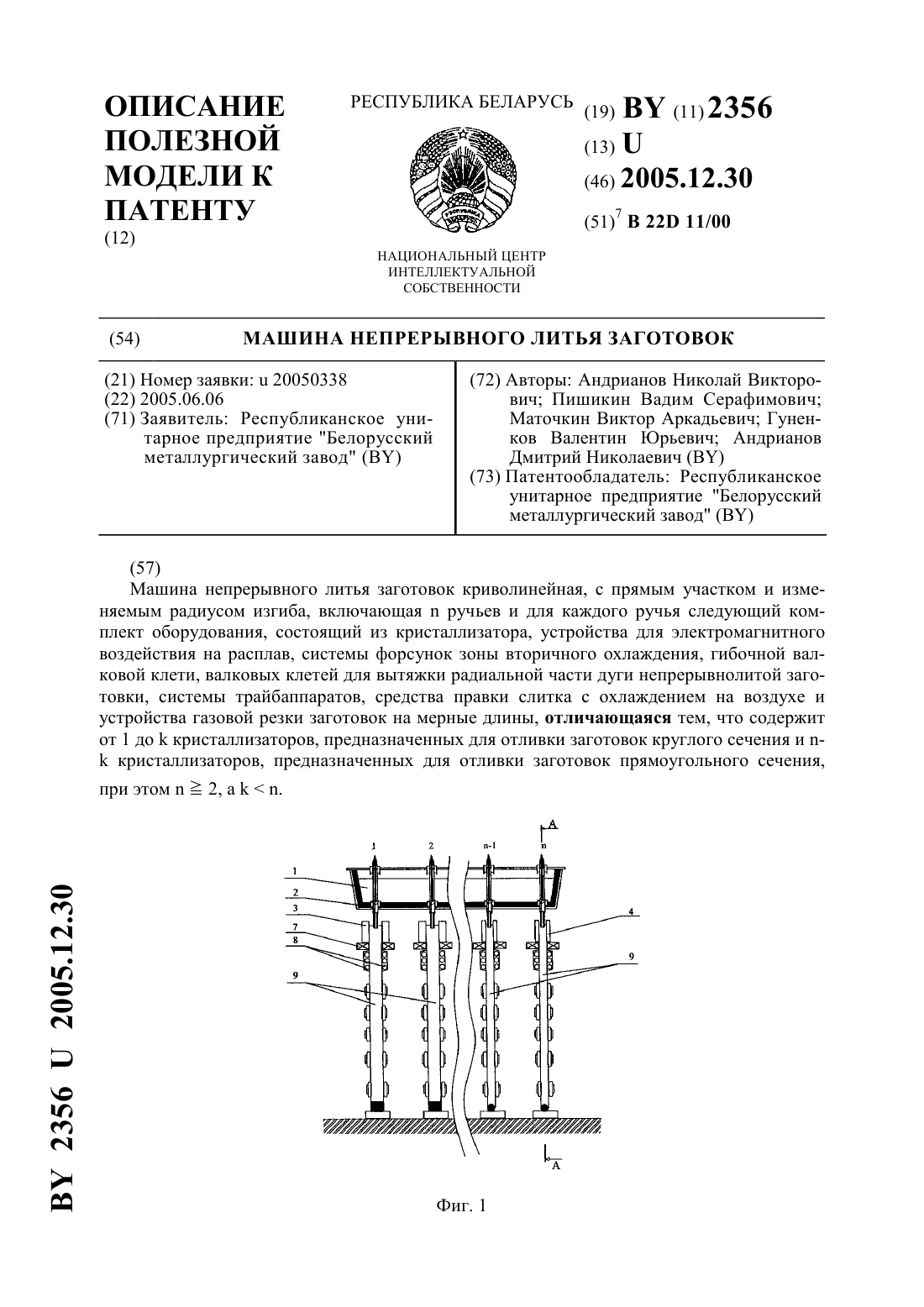
...производства непрерывнолитой круглой заготовки диаметром от 140 мм до 280 мм, с одновременной разливкой непрерывнолитых заготовок прямоугольного (блюмового) сечения 250300 мм или 300400 мм. Решение поставленной задачи обеспечивается тем, что машина непрерывного литья заготовок криволинейная, с коротким прямым участком длиной около 4,1 м, с изменяемым радиусом изгиба включаетручьев и для каждого ручья следующий комплект оборудования,...
Правильное устройство машины непрерывного литья заготовок
Номер патента: U 1317
Опубликовано: 30.03.2004
Авторы: Козак Наталья Владимировна, Абитоцкий Владимир Григорьевич, Маточкин Виктор Аркадьевич, Томшин Михаил Александрович, Пишикин Вадим Серафимович
МПК: B22D 11/44
Метки: заготовок, литья, непрерывного, правильное, машины, устройство
Текст:
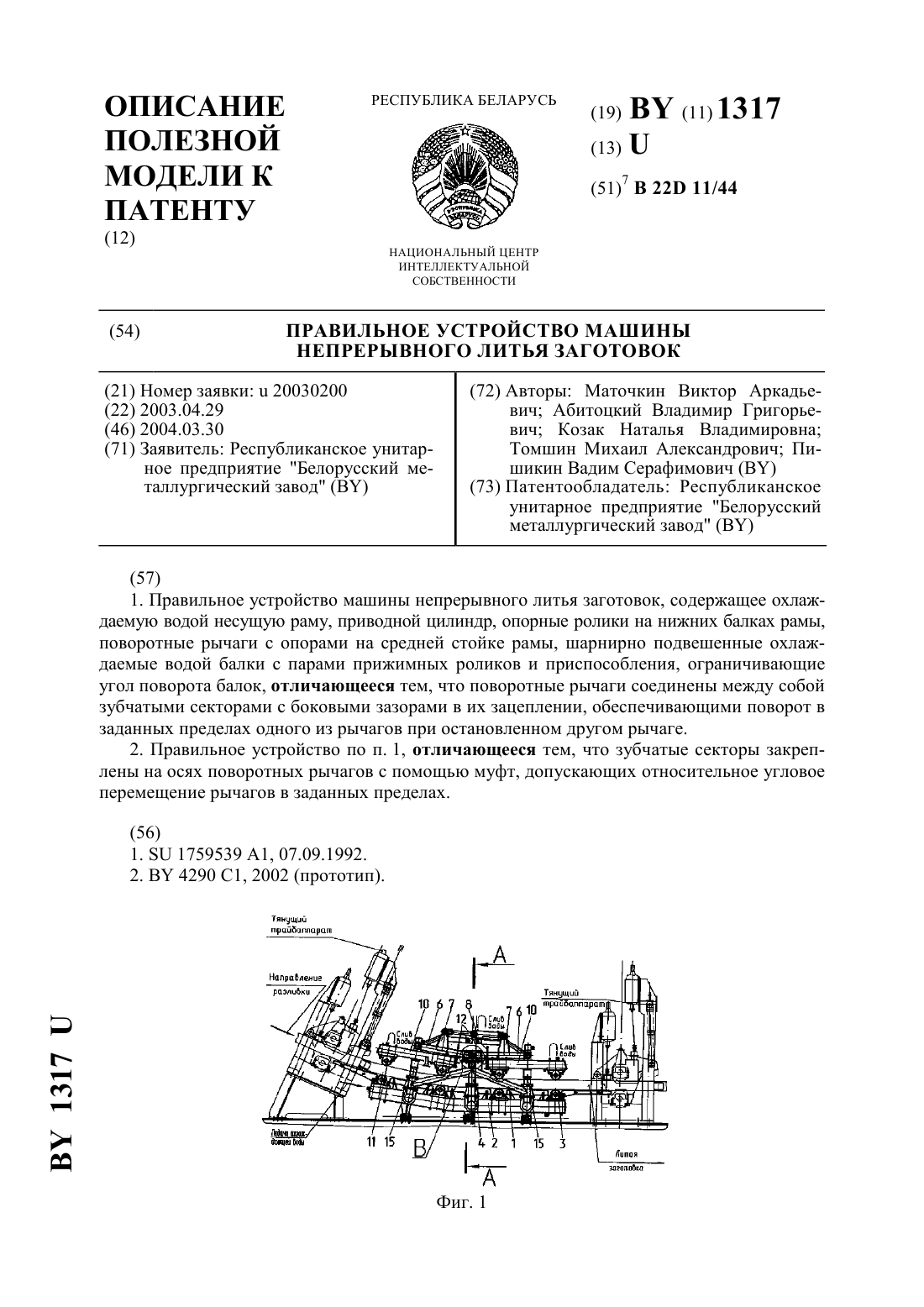
...зазорами в их зацеплении, обеспечивающими поворот в заданных пределах одного из рычагов при остановленном другом рычаге. Зубчатые секторы правильного устройства могут быть закреплены на осях поворотных рычагов с помощью муфт, допускающих относительное угловое перемещение рычагов в заданных пределах. 2 1317 Отличие заявленного решения от прототипа в том, что поворотные рычаги соединены между собой зубчатыми секторами, имеющими увеличенные...
Правильное устройство машины непрерывного литья заготовок
Номер патента: 4290
Опубликовано: 30.03.2002
Авторы: Волгина Евгения Васильевна, Абитоцкий Владимир Григорьевич, Маточкин Виктор Аркадьевич, Гуляев Михаил Павлович, Калинин Геннадий Петрович, Хесин Борис Яковлевич
МПК: B22D 11/14
Метки: правильное, устройство, непрерывного, заготовок, литья, машины
Текст:
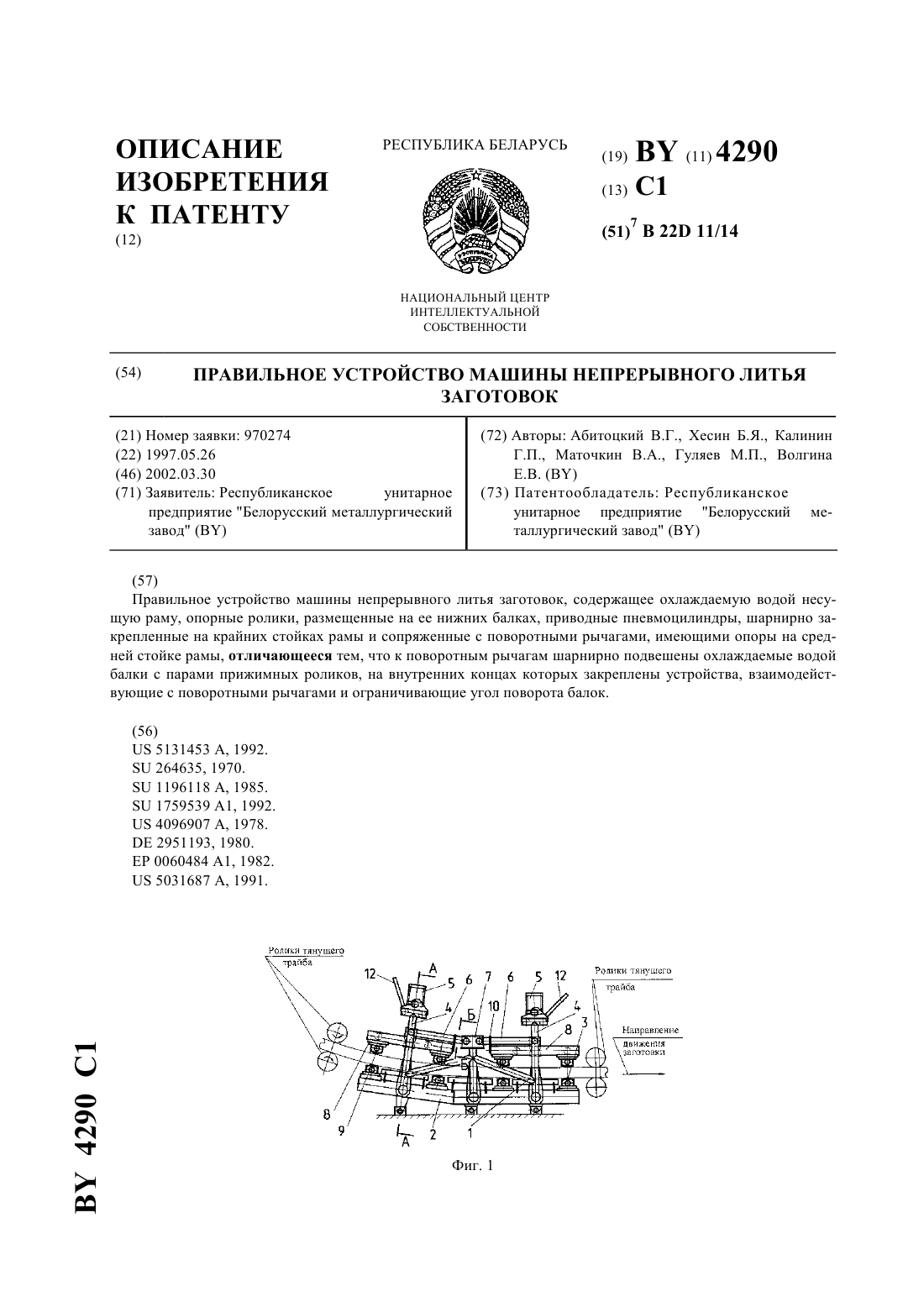
...изогнутой хвостовой части заготовки соответственно первым, вторым, третьим и четвертым прижимными роликами. Правильное устройство содержит несущую раму 1 трубчатого сечения, состоящую из нижних балок 2, на которых установлены опорные ролики 3 (неприводные в правильном устройстве и приводные в правильно тянущем устройстве) две крайние стойки 4 с закрепленными на них шарнирно пневмоцилиндрами 5, сочлененными с поворотными рычагами 6,...
Правильное устройство машины непрерывного литья заготовок
Номер патента: 7816
Опубликовано: 28.02.2006
Авторы: Козак Наталья Владимировна, Стеблов Анвер Борисович, Пишикин Вадим Серафимович, Тимошпольский Владимир Исаакович, Маточкин Виктор Аркадьевич, Веревкин Андрей Васильевич, Гуляев Михаил Павлович, Филиппов Вадим Владимирович
МПК: B22D 11/14
Метки: заготовок, литья, непрерывного, правильное, устройство, машины
Текст:
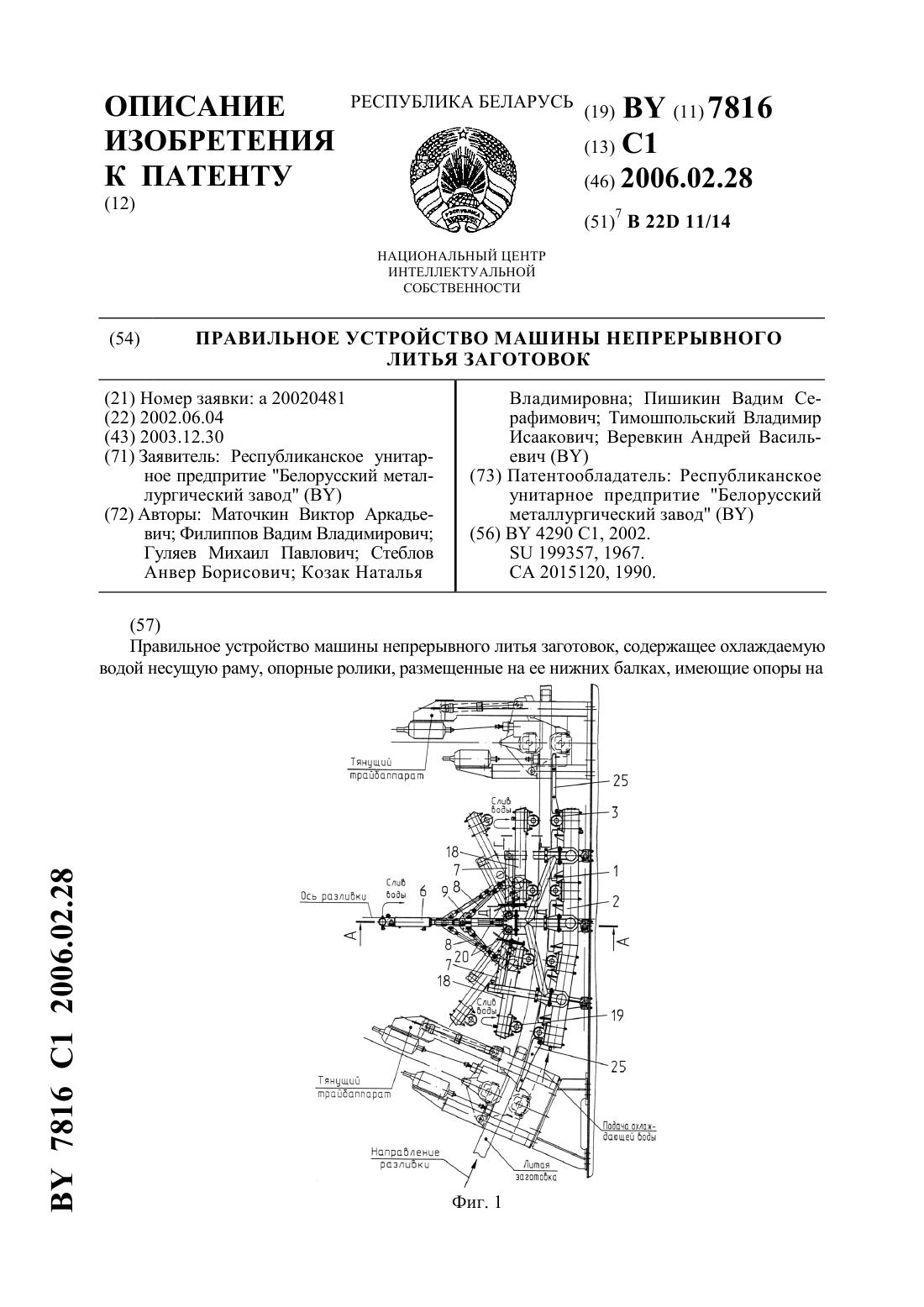
...рамы выполнены с пазами для беспрепятственного удлинения тяг при нагреве их теплом литой заготовки. Изобретение поясняется чертежами, где на фиг. 1 изображен вид ПУ сбоку, на фиг. 2 разрез по Б-Б (см. фиг. 3) на фиг. 3 - разрез ПУ по А-А (см. фиг. 1) на фиг. 4 - выносной элемент В (см. фиг. 3) на фиг. 5 - разрез по Г-Г (см. фиг. 1) на фиг. 6 - сечение Д-Д (см. фиг. 1). Правильное устройство содержит охлаждаемую водой раму 1 трубчатого...
Предыдущий патент: Тягово-транспортное средство
Следующий патент: Облицовочная пластина пресс-форм
Случайный патент: Ленточнопильный станок для продольной распиловки лесоматериалов