Профилегибочный стан
Номер патента: 439
Опубликовано: 30.03.1995
Авторы: Овчинникова Т. А., Лютов В. Д., Берман Г. З., Гулько А. И., Светличный В. Ф., Кузьмин В. М.
Текст
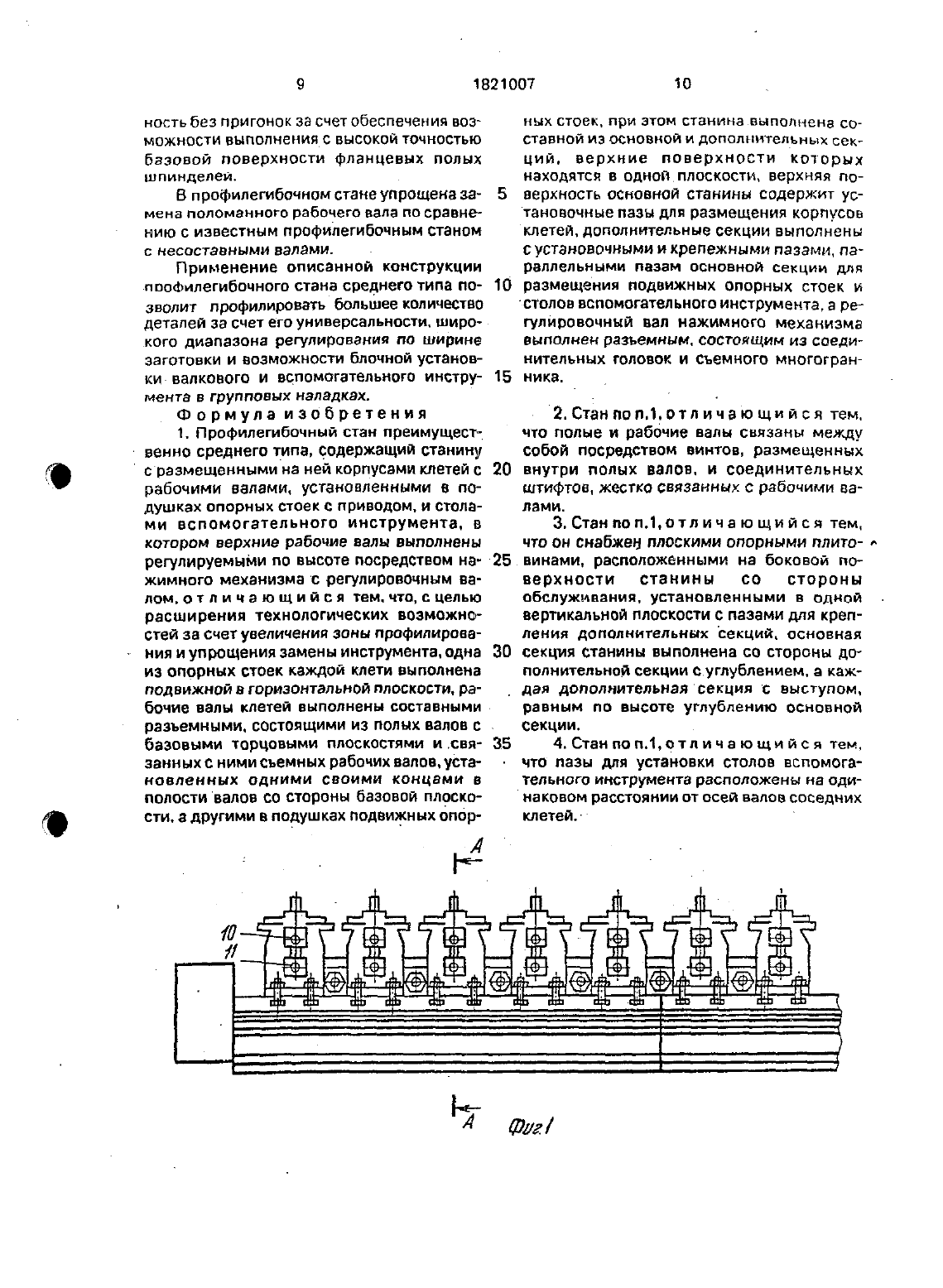
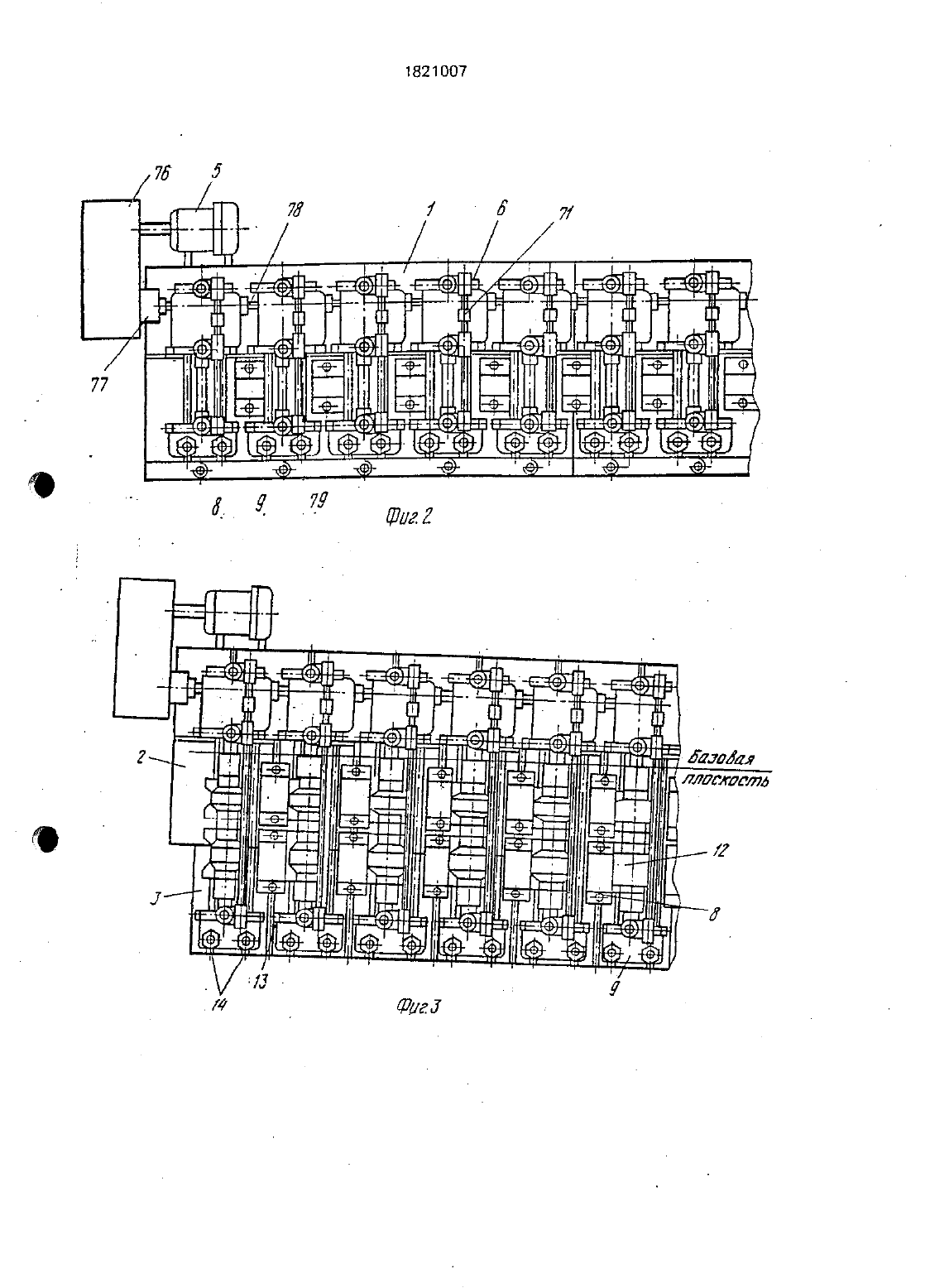
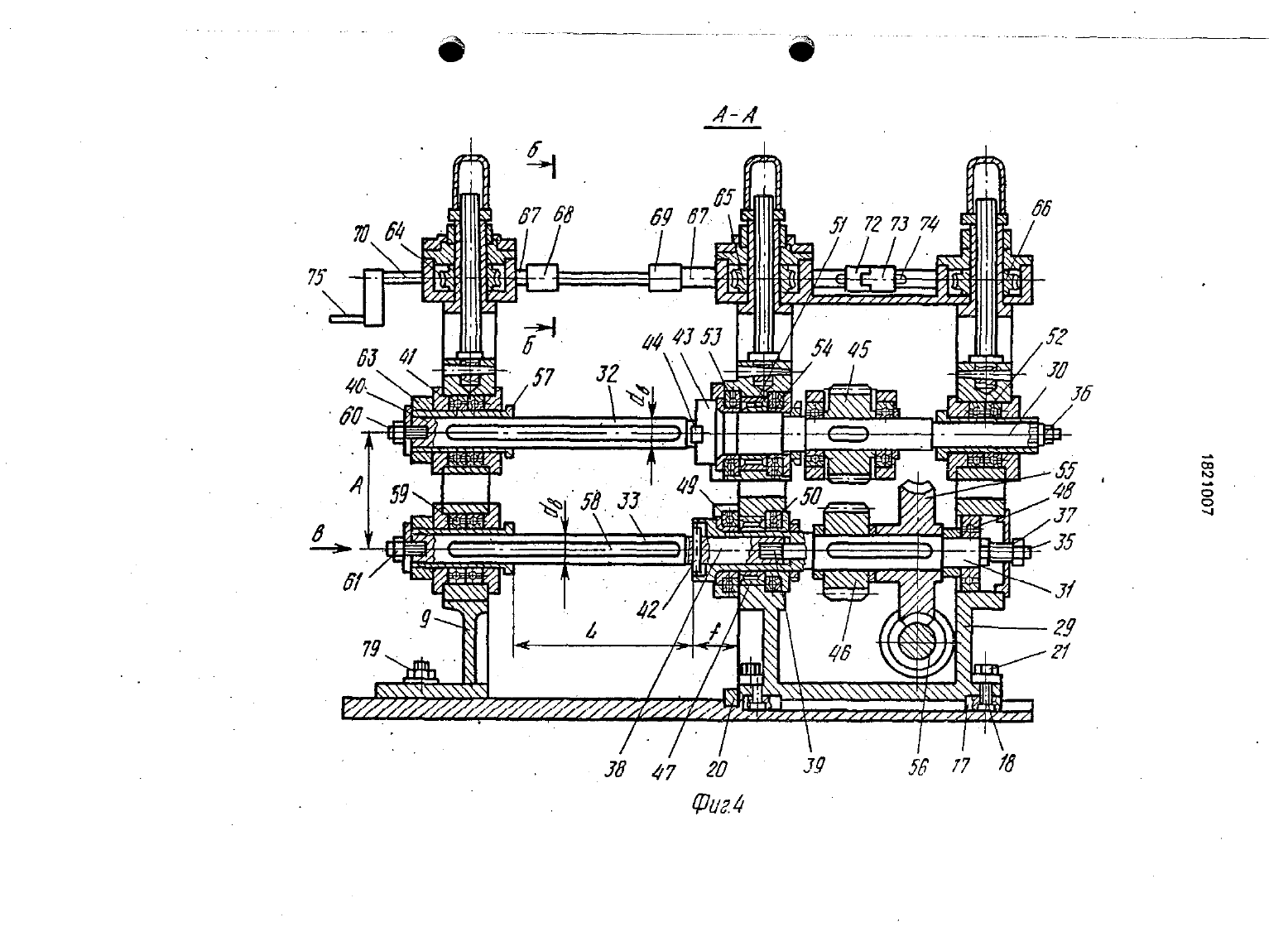
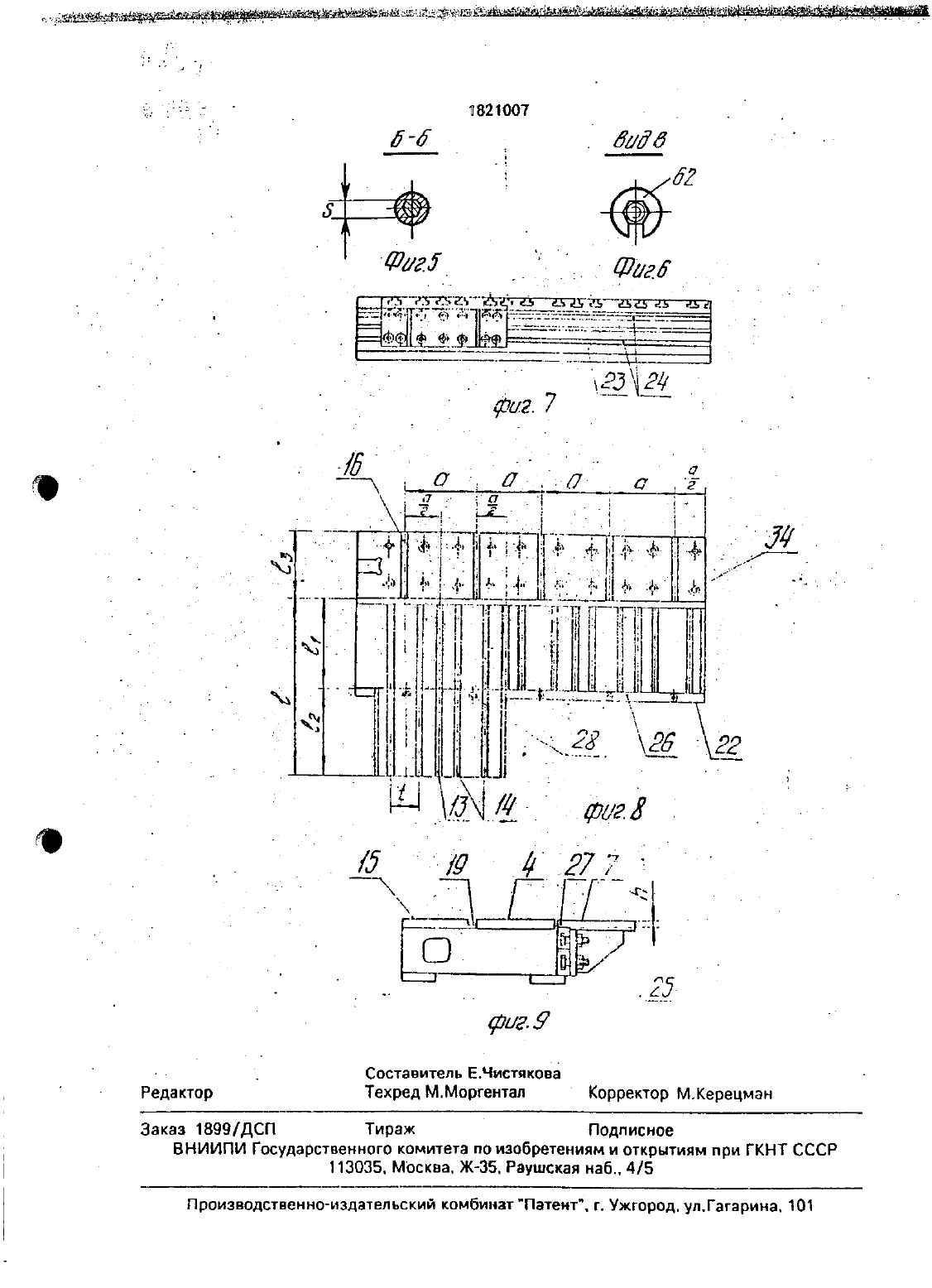
на фиг.8 - то же. вид сверху на фиг.9 станина с приставками. видсбоку.Профилегибочный стан разработан на основе типового профилеплбочного стана среднего типа для машиностроительных звводов и содержит сборнуюетанину 1. состоящую из секций основной станины 2 и приставок 3.На верхней плите 4 основной Многосекцирнной станины 2 с базовой стороны устапривод 5 и закреплены профилегибочные клети 6. СдПУгой стороны основная станина 2 образует с дополнительными секциями 3 по верхней плите 4 совместно с плитой 7 приставок 3. обработанных в одну плоскость. рабочую зону профилирования. в которой размещены столы вспомогательного инструмента 8. подвижные в горизонтальной плоскости опорные стойки 9 клетей 6. рабочие валые- верхний 10 и нижний 11 для установки валков 12. На верхних плитах 4 и 7 выполнены установочные пазы 13. расположенные посередине между осями рабочих валов 10 и 11 соседних клетей и пазы 14 для крепления подвижных опорных стоек 9 и столов вспомогательного инструмента 8. расположенные симметрично относительно осей валов 10 и 11. На базовой стороне 15 верхней плиты 4 основной станины 2 выполнены установочные пазы 16 для фиксирования корпусом клетей б посредством направляющих шпонок 17. закрепленных винтами 18 к корпусу клети б соосно осям валов 10 и 11. Базовым элементом для установки корпусов клетей 6 относительно базовой торцовой4 вдоль всей основной станины 2 служит продольный паз 19, в котором размещен продольный улор 20 закрепленный на станине 2. Унифицированные корпуса клетей б относительно продольного упора 20 и уста НОВОЧНЫХ ПЭЗОВ ВЫСТВВЛВНЫ С ВЫСОКОЙ ТОЧностью и закреплены болтовым креплением 21, 1 д Установочные пазы 16 расположены на расстоянии а друг от дРУгадочность выполнения которого определяет точность межкл етьевого расстояния. унификацию иПрофилегибочные клетнб истолы 8 установлены в установочных пазах 13 и 16 ПОСОЕДСТБОМ направляющих ШПОНОК ПО ПО движным посадкам обычно на уровне 89 КВЭЛИТЕТОНСИСТЕМЫ ДОПУБКОВ И ПОСЭДОК СЭВ.Относительно установочных пазов 16 выполнены установочные пазы 13 на расстоянии а/2 размещенныестрого парал лельно пазам 16. Пазы 13 служат для установки столов В вспомогательного инструмента соосно осям валов 10 и 11 в рабочей зоне профилирования. Секции 3 закрепле ны с боковой стороны 22 на плоских опорных плитовинах 23. обработанных в однувертикальную плоскость с пазами 24. распоЛОЖеННЫМИ продольно ОТНОСИТЕЛЬНО ОСНОВкреплением 25. а для установки опорной плиты 7 в одну плоскость с плитой 4 основная станина 2 со стороны обслуживания выполнена с углублением 26, в которую установлен выступ 27 приставки 3, равный по высоте п высоте углублений 26. Секции 3винтами 28 притянуты дополнительно к ста нине 2 и образуют единую рабочую зону профилирования 1. состоящую израбочей зоны станины 2 шириной 11 и секции З ши риной 12. 13 ширина базовой части 15 основной станины 2. Сумма величин 11 12 13составляет ширину составнойстанины 1.Профилегибочная клеть 6 профилегибочного стана состоит из корпусной части 29. В которой Размещена приводная кинематика составных рабочих валов 10 и 11. состоящих из полых валов 30 и 31 и съемных рабочих валов 32 и 33. и подвижных опорных стоек 9. Профилегибочные клети 6 привинчены болтовым креплением 21 в отверстия 34 базовой стороны 15 основной станины 2.для установки профипировочных валков 12одиночных или групповых нападок и имеют ИСПОЛНЕНИЯ ДЛЯ УСТЗНОВКИ ПРОФИЛИРОВОЧ ного инструмента непосредственно на профилегибочном стане при притянутых рабочих валах 32 и 33 к базовым поверхностям полых валОвЗО и 31 с помощью винтов 35 расположенных внутри полых валов 30 и 31 с головками для завинчивания 36 и 37. расположенныхю корпусной стороны клети, противоположной базовой или при снятыхВ ПЗСТЦЧКЗХ ЦИЛИНДВИЧВСКИХ ИЛИ КОНИЧВСКИХшпинделей 30 и 31 с базовой стороны. а задней опорной шейкой 40 в подушках 41 подвижных опорных стоек 9. Рабочие валы 32 и 33 в зависимости от технологических надобностей. связанных с характером проФИЛИРОВЗНИЯ. 1160171 ИМЕТЬ разный присаДОЧНЫЙ дИаМеТР да И длину 1. рабочих валов 32 и 33 при постоянном хвостовике 38 и опорной шейке 40. Съемные рабочие валы 32 и 33 кинематически связаны с валами 30 и 31 посредством соединительных штифтов 42. запрессованных в рабочий вал среднейчастью. концами. введенными в выборки фланцев 43 полых валов 30 и 31 или посредством направляющих шпонок 44. Опорные шейки 40 рабочих валов 32 и 33 могут быть продолжением рабочих валов 32 и 33, а могут быть и меньшего диаметра.Рабочие валы 32 и 33 имеют длинупосадочной части 1. в исполнении на максимальную характеристику профилегибочного стана, меньшую величины на ширину осно вания съемной опорной стойки 9 плюс вели чину отвода опорной стойки 9 из контакта с рабочими валами 32 и 33. При меньшей заготовке съемную опорную стойку смещаютк базовой поверхности фланцев 413. распочложенной на расстоянии г от корпусной опорной части. соприкасаемой с упором 20 станины 2. Наличие разъемного соединения ВЭЛОВ ПОЗВОЛЯЭТ ШЛИФОВЗТЬ БЭЗОВУЮ ППО скость фланцев 43 полых валов 30 и 31 с ВЫСОКОЙ ТОЧНОСТЬЮ на ППИСПОСОЙПЕНИИ, ЧТО при неразъемных рабочих валах невозмож НО, И 5830133110 ПЛОСКОСТЬ ВЫСТЭВЛЯЮТ в ТЕХ случаях пригонкой с помощью втулок иликолец. Валы 30 и 31 кинематически связаны между собой посредством шестерен 45-й 46 и паразитных шестерен (не показаны). Нижний полый вал 31 установлен на двух радиальных подшипниковых опорах 47 и 48 и двух упорных подшипниках от осевых нагрузок 49 и 50. а верхний полый вал 30 регулируемый по высоте также установлен на двух радиальных подшипниковых опорах 51 и 52 и двух упорных подшипниках 53 и 54 от осевых нагрузок. На нижнем полом валут 31 жестко закреплено червячное колесо 55.находящееся в зацеплении с червяком 56,кинематически связанным посредством других клетей с приводом 5.валковый инструмент 12 размещен на рабочих валах 32 и 33 между базовой плоскостью фланцев 43 и втулками 57, выполненными со шпоночным пазом под шпонки 58 рабочих валов 32 и 33. Втулки 57 сидят на подшипниках 59 съемной опорной стойки 9. Осевой зажим валкового инструмента осуществля ют посредством резьбового механизма с торца рабочих валов 32 и 33. состоящего из шпильки 60. гайки 61 и быстросъемной шайбы 62 путем давления на втулку 57. Между шайбой 62 и втулкой 57 при смещении стойки 9 к базовым фланцам полых валов установлены распорные втулки 63.Составные верхние рабочие валы 10 выполнены с возможностью регулировки межцентровсго расстояния А между ними и нижними составными рабочими валами 11 посредством нажимного механизма. разме 10подвижной опорной стойки Э. состоящего из трех червячно-винтовых механизмов Бдт 66. приводимых в движение от равъемного в промежутках между опорами регулировочного валика 67. состоящего из соединительных головок 68 и 59 и съемного многогранника шестигржника ТО. под который в соединительных головках 68 и 159 выполнены отверстия 5 по форме многогранника. В промежутках между червячновинтовыми механизмов-ни 65 и бб в корпусе 29 клети б установлена муфта П. состоящая из двух соединенных полумуфт, одна из которых выполнена в виде вилки 72, в другая в виде ушка 73 сагозможност-ью рассоединения за счет перемещения каждого по направляющей шпонхе 74 на разъемных элементах реп/лировочногс валика 67.При перемещении опорной стойки 9 при переналадках вдоль рабочей зоны профилирования соосно рабочим валам 32 и 33 многогранник не выходит из закрепления с червячка-винтовыми парами бдчбб нажимного механизма. так как длина калиброванного прокатного-прутка имеет постоянное сечениепо длине. Сам многогран ник утопает в полых отверстиях разъемного валика 67, которым осуществляют перемещения верхнего шпинделя 10 вращением рукоятки 75. Соединение разъемных элементов регулировочного вапика 67 многогранником 7 позволяет осуществлять соединение механизмов регулировки верхнего вала 10 при ЗНЗЧИТЕЛЬНЫХ перемещениях ОПОрНОЙ СТОЙки 9. крепление которой на станине 2 и секциях З обеспечивают пазы 14. расположенные на расстоянии гдруг от друга.Работа профилегибочного стана осуществляется следующим образом.От привода 5 через клиноременную передачу 76 и муфту включения 77 вращение передается трансмиссионному валу 78. состоящему из соединенных между собой посредством соединительных муфт червяков 56. кинематически связанных с червячными колесами 55. жестко закрепленных на нижнем полом валу 31. получающем вращение от трансмиссионного вала 78 посредством червячной пары 55 и 56. От нижнего вала 31 жестко закрепленную на нем шестерню дб и через две паразитные шестерни (не показаны) вращательное движение передается верхнему валу 30 посредством жестко закрепленной на нем шестерни 45. находящейся в зацеплении с паразитными шестернями. Таким образом, нижний 31 и верхний 30 вали получают противоположно направленное вращение. Рабочие верхниещенного на корпусной части 29 клети 6 и т 3 алы 32 кинематически жестко связаны свалом 30. а нижние рабочие валы 33 с валами 31.переналадку профилегибочного стана с одного профиля на другой осуществляют следующим образом.Отпускают затяжку болтов 79 съемной опорной стойки 9 и прижимных гаек 61 и снимают шайбы 62. Отводит съемные опорные стоики 9 из контакта с рабочими валами 32 и 33. снимают из пазов 14 болтовое крепление 79 и отводят опорные стоики 9 в сторону от оси вала или со станины вручную или механизированно.Универсальный профилегибочный стан может быть использован для переналадки на один профиль. а может быть использован для групповых нападок. Прмцпереналадках на один профиль с посадочной части рабочих валов 32 и 33 снимают валкис установочными втулками прежней и со столов 8 вспомогательный инструмент. Затем улавливают ось профиля и устанавливают относительно ее вспомогательный инструмент новой наладки. а после этого формующие валки новой наладки. затем подводят съемные опорные стойки 9 и закрепляют валковый и вспомогательный инструмент.При групповых переналадкак на несколько профилей после отвода опорныхчивают винты 34 и 35 из резьбовых отвер д стий 39 хвостовиков Збрабочих валов 32 и33, выбивая частично рабочие валы 32 и 33 из расточек полых валов 30 и 31. Конструкция рабочих валов 32 и 33 для групповых нападок может быть несколько иная с упор 10валов профилегибочных станов тяжелого типа. Грузоподъемным амортизированным устройством удаляют рабочие ввлы 32 и 33 с валковым инструментом 12 из расточек 30 и 31 и отвозят на места складирования. За 40ТЕМ ОТПУСКЭЮТ ОТ ЗЭТЯЖКИ СТОЛЬ В ВСППМОГЗтельным инструментом 8 и отвозят на место складирования. После этого подвозят столы вспомогательного инструмента 8 новой на 45падки. собранные заранее на стенде. Вы-пазах 13 по заранее выставленным упором. ПО МОНТЭЖНОЙ схеме ЗЗКПВИЛЕННЫМ на, ОП ределенном расстоянии от базовой плоскости также в установочном пазу 13. закрепляют столы вспомогательного инструментаб. Затем грузоподъемным устроиством подвозят рабочие валы 32 и 33 в наборе с новым групповым валковым инструментом. заводят хвостовиками 38 в расточки полых валов 30 и 31. притягивают рабочие валы 32 и 33 винтами 35 к базовойповерхности и закрепляют. Затем устанавливают на свое рабочее место подвижные опорные стойки 9 и закрепляют их.При отсутствии широких профилей с максимальной характеристикой секций 3 можно от основной станины отделить и снять. для чего необходънго вывинтить болты 25 и винты 28.Прифилегибочный стан по сравнению с известным профилегибочным станом среднего типа имеет широкие универсальные возможности за счет сборной конструкции станины. расширяющей рабочую зону проФИЛИРОВВНИЯ. за СЧЕТ УСТВНОВОЧНЫХ ПВЗОБ для клетей и столов вспомогательного инструмента, обеспечивающих их повышеннуюобеспечивающих возможность блочной ус ТЭНОВКИ ВСПОМОГЭТВПЬНОГО инструмента Внаборе наистолах с установкой по упорам. забазированным относительно базовой поверхности за счет пазов для крепления подвижной опорной стойки и столов. обеспечивающих большой диапазон их перемещения в рабочей зоне профилирования. а также за счет составных рабочих валов. позволяющих устанавливать рабочие валы в самых разнообразных исполнениях.для обеспечения возможности регулировки верхнего рабочего вала посредством чераячно-винтовых пар нажимного механизма при широком диапазоне отвода подвижных, ОПОПНЫХ СТОЕК разъемные элементы регулировочного валика в виде соединительных головок соединены калиброванным многогранником. а форма сеченияВОЕДИНИТЗПЬНЫХ ГОЛОВОК СООТВЗТСТВУЭТ се чению СОедИниТеЛЬНОГО многогранника. Наличие возможности насадок рабочихширокую характеристику профилегибочно го стана. например. в пределах от 50 до 1500 мм по ширине в пределах, например. допустимой толщины металла О.5 ш 2 мм для станов среднего типа.конструкция составных рабочих валовза СЧЕТ СМВННЫХ ПЗОЧИХ ВЭЛОВ ПОЗВОЛЯЕТпроизводить смену валков путем установки на рабочие валы. широком диапазоне валкового инструмента. Кроме того. конструкция профилегибочного стана позволяет устанав ЛИВЗТЬ И СНИМЭТЬ УСТЭНОВЛЕННЫЙ на ПЭБОЧИХвалах групповой профилировочный инструмент в наборе. Это дополнительно расширяет технологические возможности предлагаемого стана по сравнению с известным.Описанный лрофилегибочный стан обеспечивает при замене поломанной клети новой необходимую технологическую точность без пригонок за счет обеспечения во 3 НЕЖНОСТИ ВЫПОЛНЕНИЯ С ВЫСОКОЙ ТОЧНОСТЬЮ Базовой поверхности фланцевых полых шпинделей.В профилегибочном стане упрощена згмена поломанного рабочего вала по сравнению с известным профипегибочиым станом с несоставными валами.ПООФИЛВГИООЧНОГО СТЭНЗ СПОДНВГО ТИПВ ПОзвонит профилировать большее количестводеталей за счет его универсальности. широ- КОГО ДИЭПЗЗОНЭ ПЕГУПИПОВЗНИЯ ПО ШИВИНЭ ЗЭГОТОВКИ И ВОЗМОЖНОСТИ ОЛОЧНОЙ УСТЭНОВ киу валкового и вспомогательного инструмента в групповых нападках. Формула изобретения 1. Профилегибочныи стан преимущест-т- венно среднего типа. содержащий станину с размещенными на ней корпусами клетей срабочими валами. установленными в подушках опорных стоек с приводом. и столами вспомогательного инструмента. в котором верхние рабочие валы выполнены регулируемыми по высоте посредством нажимного механизма с регулировочным валомлтличающийся тем.что,сцельъо расширения технологических возможностей за счет увеличения зоны профилирования и упрощения замены инструмента. одна из опорных стоек каждой клети выполнена подвижной в горизонтальной плоскости. ра бочие ВЗЛЫ клетей ВЫПОЛНЗНН СОСТВВННМИ ПЗЗЪВМННМИ. СОСТОЯЩИМИ ИЗ ПОЛНХ БЕЛОЕ С базовыми торцовыми плоскостями и связанных с ними съемных рабочих валов. установленных одними своими концами в полости валов со стороны базовой плоскости. а другими в подушках подвижных опор 10ных стоек, при этом станина выполнена составной из основной и дополнительных секции, верхние поверхности которых находятся в однопллоскости. верхняя поверхность основной станины содержит установочные пазы для размещения корпусов клетеи. дополнительные секции выполнены с установочными и крепежными пазами, параллельными пазам основной секции для размещения подвижных опорных стоек игулировочный вал нажимного механизма ВЫПОЛНЕН ОЗЗЪЕМНЫМ. СОСТОЯЩИМ ИЗ СОЕДИНИТЕЛЬНЫХ ГОЛОВОК И съемного МНОГОГрВННИКЭ.2. Стан лопмотличающиися тем. что полые и рабочие валы связаны между собой посредством винтов, размещенных внутри полых валов. и соединительных штифтов. жестко связанных с рабочими валами.3. Стан полмотлича ющийся тем. что он снабжен плоскими опорными плитовинами, расположенными на боковой поверхности станины со стороны обслуживания. установленными в одной вертикальной плоскости с пазами для креппения ДОПОЛНИТеЛЬННХ секций. Основная секция станины выполнена со стороны дополнительной секции суглубпением. а каждая ДОПОЛНИТВЛЬНЭЯ СЕКЦИЯ С ВЫСТуПОМ. равным по высоте углублению основной секции. .4. Станпоптотпичающийся Тем,что пазы для установки столов вспомога ТВЛЬНОГО инструмента ПВСПОЛОЖЗНЫ на ОДИНЭКОВОМ ОЗССТОЯНИИ ОТ ОСеЙ БЕЛОЕ СОСЕДНИХ
МПК / Метки
МПК: B21D 5/06
Метки: профилегибочный, стан
Код ссылки
<a href="https://by.patents.su/8-439-profilegibochnyjj-stan.html" rel="bookmark" title="База патентов Беларуси">Профилегибочный стан</a>
Стан для поперечно-клиновой прокатки
Номер патента: 45
Опубликовано: 30.05.1994
Авторы: Ермолович В. И., Садко В. И., Щукин В. Я., Клушин В. А.
МПК: B21H 1/18
Метки: поперечно-клиновой, прокатки, стан
Текст:
...стан содержит кор пус 1 н подвижные плиты 2, 3 с закрепленны на них инструментом. корПУС СТЕП-За. СОСТОИТ ИЗ ДВУХ частей верхней 4 н нижней 5, выолненныи с выступами 6 по линии разъема, образующими в сборе замок типа выстуш- т паз. В выступах имеются сквозные . отверстия, где размещены оси 7. На то осях выполнены эксцентричные участки, соответствующие по длине и шагу шипам однои из частей корпуса.Стан работает следующим образом. Подвижным...
Грузозахватное устройство
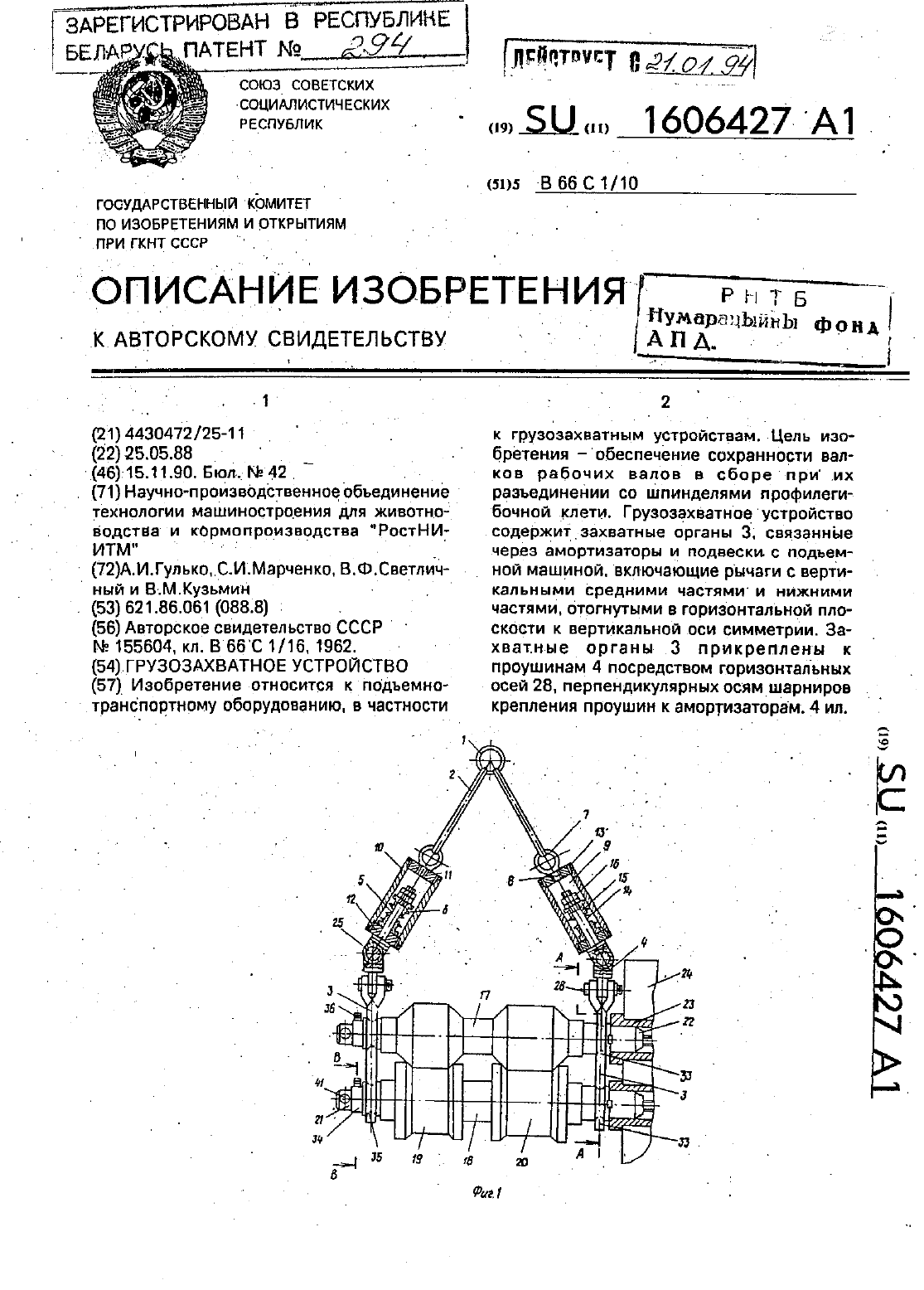
Номер патента: 294
Опубликовано: 30.12.1994
Авторы: Светличный В. Ф., Гулько А. И., Кузьмин В. М., Марченко С. И.
МПК: B66C 1/10
Метки: грузозахватное, устройство
Текст:
...на них валками в сборе.В положении захвата при зажатых рабочих валах 17 и 18 рычаги 26 и 27 фиксированы междусобой установочными штырями 32 для переноса обоих рабочих валов 17 и 18 в сборе с места смены валков в местоустановки в кассете (не показано). Для фиксации рабочих валов 17 и 18 между собой и удер жания захватных рычагов 26 и 27 в зафикси рованном положении на рабочих валах вместах захвата с базовой стороны выполне- ны...
Рабочий стол профилегибочного стана и способ настройки инструмента на рабочем столе профилегибочного стана

Номер патента: 438
Опубликовано: 30.03.1995
Авторы: Гулько А. И., Светличный В. Ф., Цатуров А. Г., Кузьмин В. М., Лютов В. Д., Чувильдеева Т. И., Овчинникова Т. А.
МПК: B21D 5/06
Метки: рабочем, столе, настройки, стол, профилегибочного, стана, рабочий, инструмента, способ
Текст:
...на верхней поверхности Ползунов 45 и 46 дополнительные технологические устройства в виде многороликовых блоков. например блока дополнительной пары роликов 63 или направляющих планок 71 для формовки или направления контактных профилей 74 и 75,фиксируя насадку роликовую установочными пальцами 61 и 62 и закрепляя болтами 60. уГабариты боковых роликов 5-8 определяются из размеров а посадочного диаметра и ь длины посадочной шейки. где...
Ротативная машина В. И. Голубева
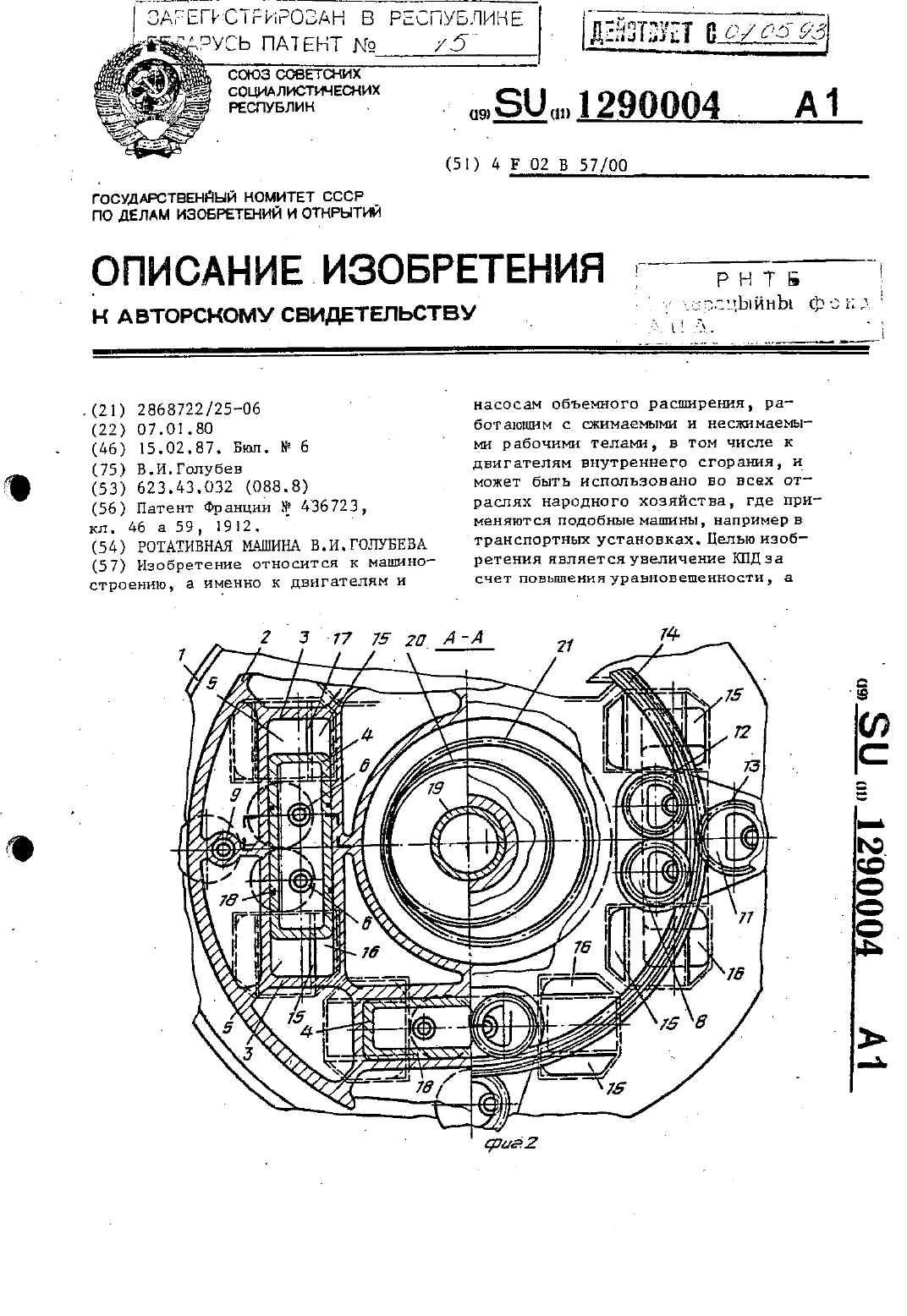
Номер патента: 15
Опубликовано: 30.05.1994
Автор: Голубев Владимир Иосифович
МПК: F02B 57/00
Метки: ротативная, машина, голубева
Текст:
...стороны, при этом 30 пальцы 6 и 9, входящие с равным эксцентриситетом в торцы кривошипов 7 н 10 кривошипных валов В и 11, приводят последние во вращательное движение. 35чсобой соответствующими зубчатыми колесам 12 н 13 и двумя промежуточными зубчатымикольцами 14, вращают ся в разные стороы.с равными угпо- 40 выми скоростям. Каждая полость 3 и перемычка поршня д, перемещаясь отиосительно друг друга возвратноПОСТУПаТВЛЬНО СОВЕРШЗЮТ ОТНОСНТВЛЬ...
Предыдущий патент: Рабочий стол профилегибочного стана и способ настройки инструмента на рабочем столе профилегибочного стана
Следующий патент: Способ разложения отработанных водоэмульсионных смазочно-охлаждающих жидкостей
Случайный патент: Гидрораспределитель секционный