Способ изготовления твердосплавного инструмента на основе карбида вольфрама
Номер патента: 15711
Опубликовано: 30.04.2012
Авторы: Шелехина Виктория Михайловна, Побережный Сергей Владимирович
Текст
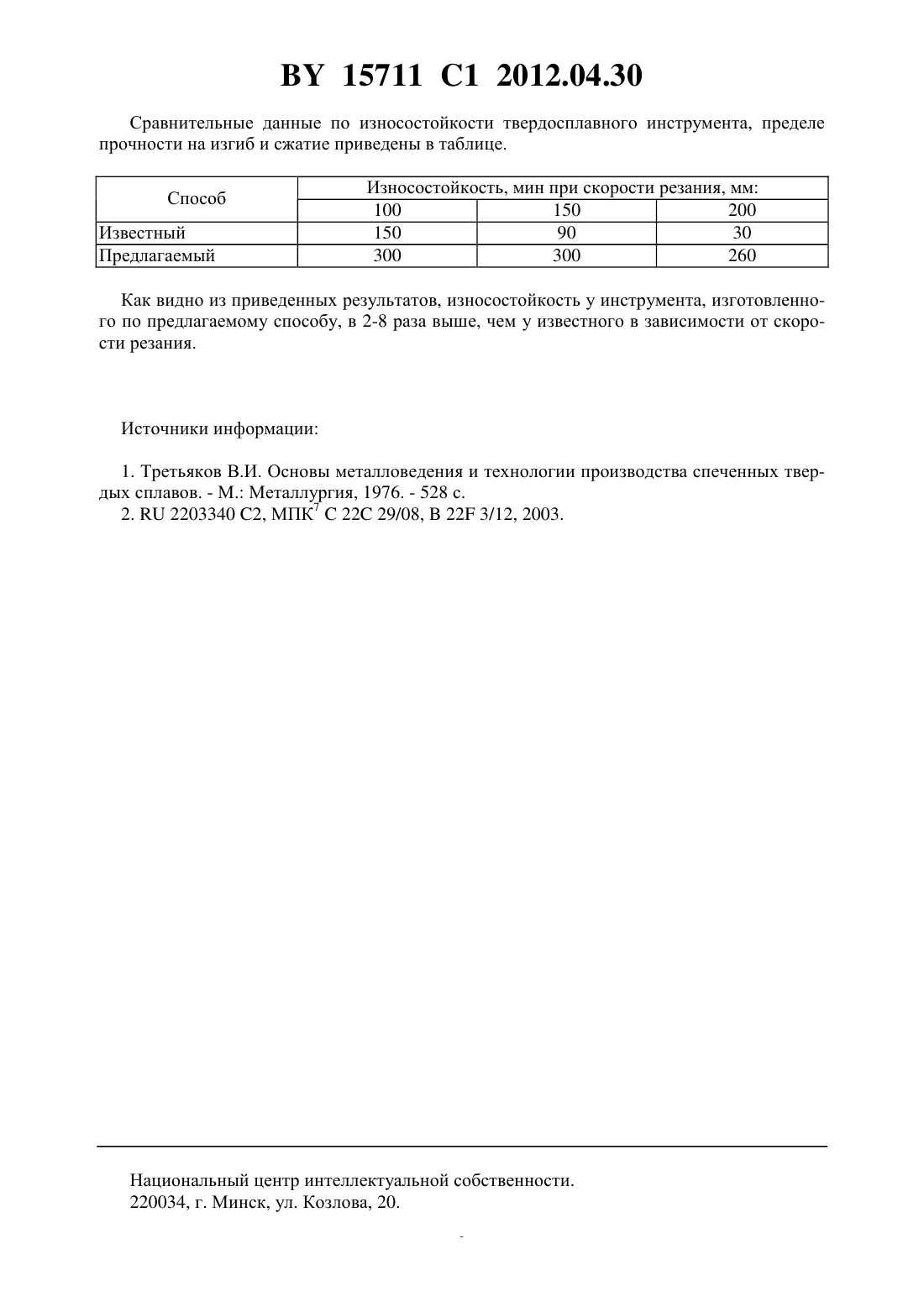
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ТВЕРДОСПЛАВНОГО ИНСТРУМЕНТА НА ОСНОВЕ КАРБИДА ВОЛЬФРАМА(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Побережный Сергей Владимирович Шелехина Виктория Михайловна(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Способ изготовления твердосплавного инструмента на основе карбида вольфрама,включающий смешивание порошков карбида вольфрама и кобальта, пластифицирование полученной смеси составом растворенного в бензине каучука, прессование и жидкофазное спекание в вакуумной печи, отличающийся тем, что спекание проводят в порошковой смеси, содержащей титан, ванадий, хром, молибден, хлористый аммоний и оксид алюминия при следующем соотношении компонентов, мас.титан 20-22 ванадий 7-9 хром 20-22 молибден 4-5 хлористый аммоний 1-2 оксид алюминия остальное. Изобретение относится к области порошковой металлургии, в частности к способам изготовления твердосплавных изделий, и может быть использовано для изготовления твердосплавного режущего инструмента, работающего в условиях чистового токарного точения. Известны способы изготовления твердосплавных смесей путем одновременного смешивания карбидов и кобальта в шаровой мельнице в среде этилового спирта 1. Недостатком данного способа изготовления твердосплавных смесей является высокая остаточная пористость твердосплавных изделий после спекания - более 1 . В качестве прототипа выбран способ изготовления твердосплавных изделий, включающий смешивание порошков карбида вольфрама и кобальта, пластифицирование полученной смеси составом растворенного в бензине каучука, прессование и жидкофазное спекание в вакуумных печах 2. 15711 1 2012.04.30 При таком способе изготовления твердосплавных изделий достигается высокая плотность твердосплавных изделий после спекания, но при этом полученные изделия обладают относительно невысокой износостойкостью при чистовом точении. Техническая задача, которую решает предлагаемое изобретение, заключается в повышении эксплуатационной стойкости твердосплавного режущего инструмента, работающего при чистовом токарном точении за счет использования способа изготовления твердосплавного инструмента на основе карбида вольфрама, включающего смешивание порошков карбида вольфрама и кобальта, пластифицирование полученной смеси составом растворенного в бензине каучука, прессование и жидкофазное спекание в вакуумных печах. Спекание проводят в порошковой смеси на основе переходных металлов, содержащей титан, ванадий, хром, молибден, оксид алюминия, хлористый аммоний при следующем соотношении компонентов, в мас.титан 20-22 ванадий 7-9 молибден 4-5 хром 20-22,хлористый аммоний 1-2 оксид алюминия - остальное. Опытным путем установлено, что при спекании твердосплавных изделий на основе карбида вольфрама предлагаемым способом на поверхности изделий формируется диффузионный карбидный слой, состоящий из сложнолегированных карбидов, титана и хрома. Данный карбидный слой является не только износостойким за счет своей высокой твердости, но также является эффективным барьером, предотвращающим растворение материала инструмента - карбида вольфрама в обрабатываемых железоуглеродистых легированных сплавах (стали и чугуны различных марок) (диффузионный износ), являющееся основной причиной износа твердосплавного инструмента при чистовом точении за счет высоких температур, возникающих в зоне резания из-за высоких скоростей точения. Сущность изобретения поясняется следующим примером. Твердосплавная смесь 8 замешивалась с пластификатором, после чего полученная тестообразная масса подсушивалась и гранулировалась. Шихта, полученная таким образом, была готова к прессованию экспериментальных образцов. Изготавливали перетачиваемые твердосплавные пластины для токарного точения. Прессование образцов осуществляли на пресс-автомате фирмыв пресс-форме по стандартной схеме. Спекание образцов осуществляли в вакуумной печи сопротивления СГВ при температурах 1360-1410 С. Предварительно отложенные образцы помещали в контейнер в засыпке из смеси на основе переходных металлов, содержащей титан, ванадий, хром, молибден, оксид алюминия, хлористый аммоний при следующем соотношении компонентов, мас.титан 20-22 ванадий 7-9 молибден 4-5 хром 20-22 хлористый аммоний 1-2 оксид алюминия - остальное. Операцию окончательного спекания проводили в печи СГВ-2.4.2/15 ИЗ. Режим спекания выбрали следующий подъем до 900 С - 120 мин, выдержка при 900 С - 30 мин,подъем до 1200 С - 60 мин, выдержка при 1200 С - 30 мин, подъем до 1380 С - 90 мин,выдержка - 40 мин. Охлаждение до 800 С, выдержка при 800 С - 40 мин, далее охлаждение с печью до комнатной температуры. Остаточное давление - 1,3310 Па. Коэффициент усадки образцов после спекания составил - 1,23. Анализ полученных результатов исследования микроструктуры и фазового состава порошкового твердосплавного материала на основе карбида вольфрама до и после обработки показал, что в процессе обработки по предлагаемому способу на поверхности образуется диффузионный слой, состоящий из сложнолегированных карбидов, титана и хрома. Износостойкость твердосплавных пластин определяли при резании стали 40 при следующих параметрах режима резания скорость 100, 150, 200 м/мин подача 0,3 мм/об. глубина 1 мм. Износостойкость определяли как время работы твердосплавной режущей пластины до износа по задней грани 0,5 мм. 2 15711 1 2012.04.30 Сравнительные данные по износостойкости твердосплавного инструмента, пределе прочности на изгиб и сжатие приведены в таблице. Способ Известный Предлагаемый Износостойкость, мин при скорости резания, мм 100 150 200 150 90 30 300 300 260 Как видно из приведенных результатов, износостойкость у инструмента, изготовленного по предлагаемому способу, в 2-8 раза выше, чем у известного в зависимости от скорости резания. Источники информации 1. Третьяков В.И. Основы металловедения и технологии производства спеченных твердых сплавов. - М. Металлургия, 1976. - 528 с. 2.2203340 2, МПК 722 29/08,22 3/12, 2003. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B22F 3/12, C23C 12/00
Метки: карбида, основе, инструмента, твердосплавного, способ, вольфрама, изготовления
Код ссылки
<a href="https://by.patents.su/3-15711-sposob-izgotovleniya-tverdosplavnogo-instrumenta-na-osnove-karbida-volframa.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления твердосплавного инструмента на основе карбида вольфрама</a>
Способ изготовления твердосплавного изделия на основе карбида вольфрама
Номер патента: 14208
Опубликовано: 30.04.2011
Авторы: Побережный Сергей Владимирович, Шелехина Виктория Михайловна
МПК: B22F 3/12, C23C 12/00
Метки: изготовления, вольфрама, способ, основе, изделия, твердосплавного, карбида
Текст:
...вольфрама , что являлось бы причиной перехода карбида вольфрамав хрупкий полукарбид вольфрама 2, а за счет продуктов разложения пластификатора (каучук), в связи с чем полностью исключено наличие в структуре полукарбида вольфрама 2, что приводит к значительному улучшению физико-механических свойств, а сформировавшийся на поверхности слой карбидов переходных металлов резко повышает сопротивление твердосплавного изделия износу в процессе...
Способ изготовления твердосплавных изделий на основе карбида вольфрама
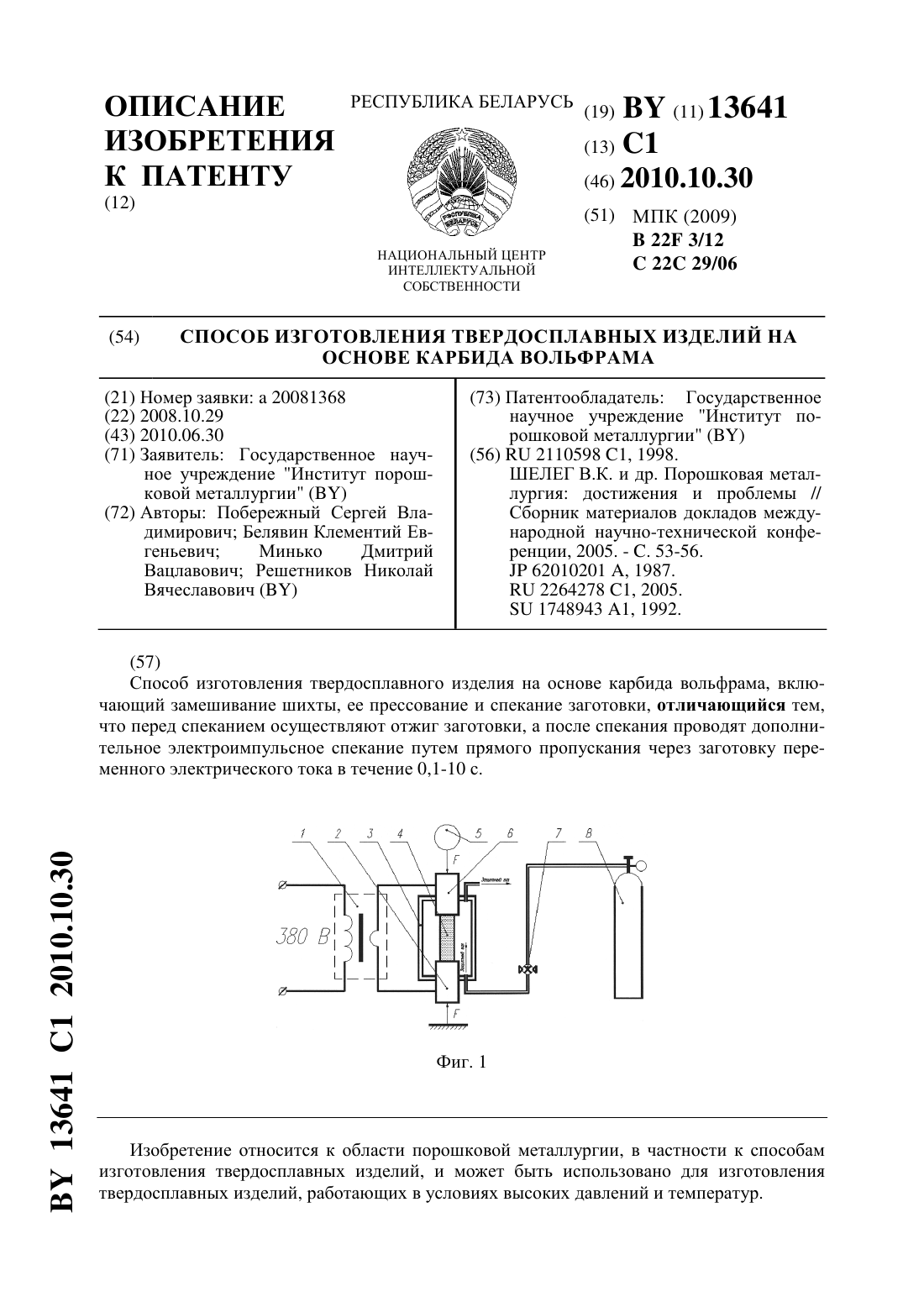
Номер патента: 13641
Опубликовано: 30.10.2010
Авторы: Белявин Клементий Евгеньевич, Побережный Сергей Владимирович, Решетников Николай Вячеславович, Минько Дмитрий Вацлавович
МПК: B22F 3/12, C22C 29/06
Метки: основе, изготовления, карбида, твердосплавных, способ, вольфрама, изделий
Текст:
...с целью удаления пластификатора. 13641 1 2010.10.30 Операцию окончательного спекания проводили в печи СГВ-2.4.2/15 ИЗ. Режим спекания выбрали следующий подъем до 900 С - 120 мин, выдержка при 900 С - 30 мин,подъем до 1200 С - 60 мин, выдержка при 1200 С - 30 мин, подъем до 1380 С - 90 мин,выдержка - 40 мин. Охлаждение до 800 С, выдержка при 800 С - 40 мин, далее охлаждение с печью до комнатной температуры. Остаточное давление - 1,3310 Па....
Способ изготовления твердосплавной смеси на основе карбида вольфрама
Номер патента: 10310
Опубликовано: 28.02.2008
Авторы: Стефанович Александр Александрович, Побережный Сергей Владимирович
МПК: C22C 29/06, B22F 1/00
Метки: способ, твердосплавной, смеси, карбида, изготовления, вольфрама, основе
Текст:
...спирта в течение 80 часов. Согласно описанной технологии была изготовлена опытная партия твердосплавной смеси. Сущность изобретения поясняется следующим примером. Полученная твердосплавная смесь замешивалась с пластификатором, после чего полученная тестообразная масса подсушивалась и гранулировалась. Шихта, полученная таким образом, была готова к прессованию экспериментальных образцов. Изготавливали образцы нескольких типоразмеров 1)...
Способ получения тугоплавких порошковых композиций на основе карбида вольфрама
Номер патента: 3926
Опубликовано: 30.06.2001
Авторы: Шелег Валерий Константинович, Хоняк Елена Викторовна, Борд Наум Юрьевич
МПК: C22C 29/02, B22F 9/22, B22F 9/16...
Метки: получения, порошковых, способ, композиций, тугоплавких, карбида, вольфрама, основе
Текст:
...5-8 об.обеспечивает получение укрупненных твердосплавных порошковых смесей с размером зерен до 10-12 мкм. Использование водородсодержащих газовых атмосфер с добавками углеродсодержащих компонентов обусловлено наличием в этой атмосфере наряду с водородом активных атомов углерода, являющихся одновременно и компонентом-восстановителем и компонентом-карбидизатором. Как известно, реакция разложения метана СН 4 С 2 Н 2 при повышении температуры...
Способ получения наноразмерного порошка карбида вольфрама
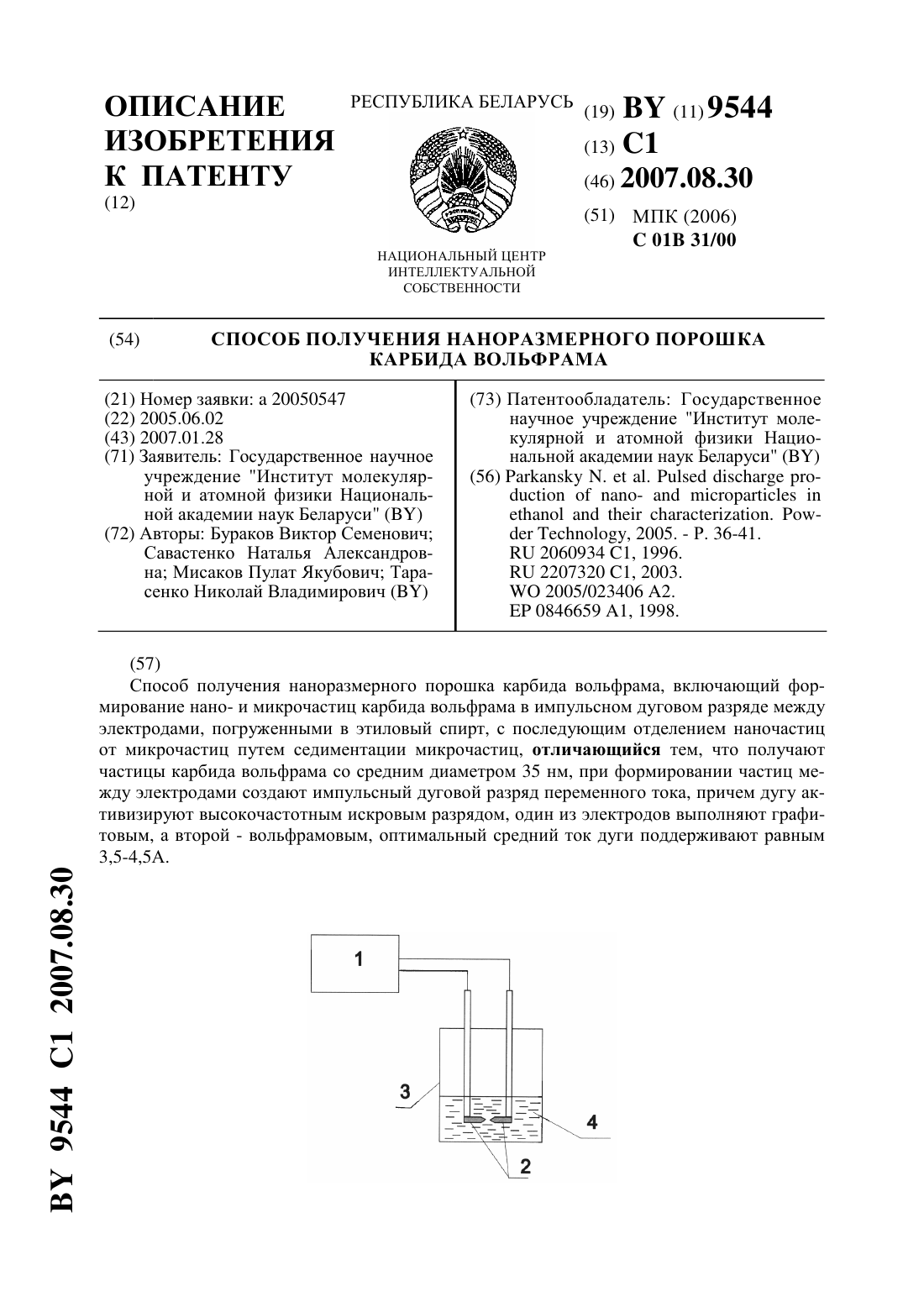
Номер патента: 9544
Опубликовано: 30.08.2007
Авторы: Мисаков Пулат Якубович, Бураков Виктор Семенович, Савастенко Наталья Александровна, Тарасенко Николай Владимирович
МПК: C01B 31/00
Метки: наноразмерного, вольфрама, способ, порошка, получения, карбида
Текст:
...Задачей данного изобретения является создание способа, обладающего высокой селективностью по отношению к формированию наночастиц карбида вольфрама и позволяющего уменьшить количество синтезируемых побочных продуктов - частиц, состоящих из атомов углерода. Для выполнения поставленной задачи предложен способ получения наноразмерного порошка карбида вольфрама, включающий формирование нано- и микрочастиц карбида вольфрама в импульсном...
Предыдущий патент: Состав для получения жаростойкого бетона
Следующий патент: Смесь для изготовления ячеистого бетона автоклавного твердения
Случайный патент: Способ оценки интегральной токсичности твердого или жидкого объекта окружающей среды