Способ упрочнения изделий из металла или сплава, или сверхтвердого или графитсодержащего материала
Номер патента: 14716
Опубликовано: 30.08.2011
Авторы: Шеменков Владимир Михайлович, Короткевич Александр Федорович
Текст
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛА ИЛИ СПЛАВА, ИЛИ СВЕРХТВЕРДОГО ИЛИ ГРАФИТСОДЕРЖАЩЕГО МАТЕРИАЛА(71) Заявитель Государственное учреждение высшего профессионального образования БелорусскоРоссийский университет(72) Авторы Шеменков Владимир Михайлович Короткевич Александр Федорович(73) Патентообладатель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(56) ХОДЫРЕВ В.И. и др. Вестник Могилевского государственного технического университета. - 2002. -2(3). С. 159-163.6404 1, 2004.2026419 1, 1995.2001073112 , 2001.(57) Способ упрочнения изделий из металла или сплава, или сверхтвердого или графитсодержащего материала, при котором размещают изделия на катоде и обрабатывают поверхности изделий плазмой тлеющего разряда, возбужденного в вакууме с разряжением 10-2-10-1 мм ртутного столба при напряжении 1-5 кВ, плотности тока 0,005-0,05 мА/см 2, с расстоянием между электродами 600-800 мм в течение 15-45 мин. Изобретение относится к области обработки изделий из металлов, сплавов и графитсодержащих материалов немеханическими способами и может найти применение в приборостроении, машиностроении, инструментальном производстве, а также в других отраслях промышленности. Известен способ упрочнения методом ионно-плазменной обработки, при котором вещество осаждаемого металла в вакууме последовательно превращают в газ, пар, ионизированный пар и осаждают в атмосфере реакционного или нейтрального газа в виде конденсата на упрочняемую поверхность. Однако при упрочнении по данному способу необходимо производить предварительную подготовку и подогрев до температуры 900-1100 С осаждаемой смеси, что приводит к необходимости использования специальных устройств для ее подготовки производить предварительный подогрев упрочняемого изделия до температуры 1030-1060 С, что может привести к изменению геометрических форм и размеров обрабатываемых изделий,что недопустимо для ответственных и длинных деталей. Используемая смесь является токсичной и требует применения специальных устройств очистки и фильтрации выбросов. Способ эффективен лишь при тщательной очистке поверхностей упрочняемого изделия 1. 14716 1 2011.08.30 Наиболее близким по технической сущности и достигаемому положительному эффекту к заявленному изобретению является способ упрочнения изделий из металлов и сплавов, при котором упрочнение изделий осуществляется при напряжении горения разряда 25 кВ, плотности тока 0,05-0,4 мА/см 2, с расстоянием между катодом и анодом 300-600 мм в течение 45-90 мин. 2. Однако указанный способ упрочнения изделий из металлов и сплавов имеет малую производительность процесса и низкие технологические возможности в связи с относительно большим временем обработки и малой эффективной площадью катода. Задачей настоящего изобретения является повышение производительности процесса упрочнения за счет уменьшения времени, необходимого на обработку, и расширение технологических возможностей процесса упрочнения изделий из металлов, сплавов, сверхтвердых и графитсодержащих материалов за счет повышения межкатодного расстояния. Указанная задача достигается использованием способа упрочнения изделий из металла или сплава, или сверхтвердого или графитсодержащего материала, при котором размещают изделия на катоде и обрабатывают поверхности изделий плазмой тлеющего разряда,возбужденного в вакууме с разряжением 10-2-10-1 мм ртутного столба при напряжении 15 кВ, плотности тока 0,005-0,05 мА/см 2, с расстоянием между электродами 600-800 мм в течение 15-45 мин. Согласно изобретению, происходит модификация структуры приповерхностного слоя изделия в среде плазмы тлеющего разряда, возбуждаемого в вакууме с разряжением 10-210-1, напряжением 1-5 кВ при обеспечении расстояния между анодом и катодом в интервале 600-800 мм, при плотности тока 0,005-0,05 мА/см 2 в течение 15-45 мин посредством потока положительно заряженных частиц. Модификация приповерхностных слоев изделия осуществляется в среде остаточных атмосферных газов при нагреве изделия в процессе обработки не более 150 С, что позволяет сохранить конструктивные и геометрические параметры обрабатываемых изделий. Сущность способа заключается в том, что упрочнение осуществляется без специально приготовленной и вводимой в камеру рабочей среды (азот или азотсодержащие газы), изделия упрочняются при более низких температурах, не вызывающих термических превращений, более высоком электрическом потенциале, за более короткое время за счет изменения свойств поверхностного слоя вследствие торможения в нем налетающих заряженных частиц, в результате чего повышается эффективность упрочнения - повышается стойкость и износостойкость материалов, сохраняются конструктивные и геометрические параметры изделий. Для реализации способа используют герметичную камеру с расположенными в ней катодом и анодом, подключенными к высоковольтному источнику питания. Пример 1. Изделия - многогранные неперетачиваемые пластины из твердого сплава ВК 8 ГОСТ 3883-84 - помещаются на катод, камера герметизируется и откачивается до давления 210-2 мм рт. ст., затем подается потенциал 1,5 кВ, при этом в межэлектродном пространстве (анод-катод) возникает тлеющий разряд с плотностью тока 0,05 мА/см 2 с электродвижущей силой. Заряженные частицы, вылетающие из анода, устремляются к катоду. Обладая кинетической энергией, они с большой силой ударяются о поверхность изделия,что приводит к изменениям физико-механических свойств и структуры приповерхностного слоя изделий, приводящим к повышению стойкости и износостойкости в процессе эксплуатации инструмента. Продолжительность процесса 30 мин. В результате упрочнения стойкость пластин повышается в среднем в 2 раза. Пример 2. По схожей технологии были обработаны токосъемники троллейбусов из углеграфита. Обработка проводилась при подающем потенциале 1 кВ и плотностью тока 0,005 мА/см 2, 2 14716 1 2011.08.30 продолжительность обработки составила 15-30 мин. Стойкость токосъемников повышается от 2,5 до 4 раз. Пример 3. Были обработаны партии многогранных неперетачиваемых пластин из твердого сплава Т 15 К 6 ГОСТ 3883-84. Обработка проводилась при подающем потенциале 2,5 кВ и плотностью тока 0,02 мА/см 2, продолжительность обработки 40 мин. Стойкость пластин повышается в 3 раза. Пример 4. Обработка по предлагаемой технологии штампов из стали 5 Х 3 В 3 МФС ГОСТ 5950-71,предназначенных для горячей высадки, повысила их стойкость в 6 раз. Обработка проводилась при подающем потенциале 4,5 кВ и плотностью тока 0,03 мА/см 2, продолжительность обработки 45 мин. Кроме изделий из твердых сплавов, инструментальных сталей и графитсодержащих материалов упрочнению подвергались изделия из стали У 10 ГОСТ 1435-90, стали 3 ГОСТ 380-94, стали 45 ГОСТ 1050-88, стали 12 Х 18 Н 10 Т ГОСТ 5949-75. Все обработанные материалы приобретают повышенную износостойкость от 1,5 до 4 раз. Использование предлагаемого способа упрочнения металлов, сплавов, сверхтвердых и графитсодержащих материалов по сравнению с существующими способами обеспечивает снижение энергоемкости за счет снижения необходимой мощности тлеющего разряда повышение производительности процесса упрочнения за счет сокращения времени,необходимого на обработку расширение технологических возможностей за счет возможности упрочнения изделий с большими габаритными размерами и увеличение количества одновременно обрабатываемых изделий. Источники информации 1. Полевой С.Н., Евдокимов В.Д. Упрочнение машиностроительных материалов Справочник. 2-е изд., перераб. и доп. - М. Машиностроение, 1994. - С. 355-364. 2. Ходырев В.И., Короткевич А.Ф., Шеменков В.М. Прогрессивные электрофизические методы упрочнения твердосплавного инструмента // Электромеханика, приборостроение и информатика. Вестник МГТУ. - 2002. -2 - С. 159-163. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: C23C 8/00
Метки: сверхтвердого, материала, упрочнения, графитсодержащего, металла, или, способ, изделий, сплава
Код ссылки
<a href="https://by.patents.su/3-14716-sposob-uprochneniya-izdelijj-iz-metalla-ili-splava-ili-sverhtverdogo-ili-grafitsoderzhashhego-materiala.html" rel="bookmark" title="База патентов Беларуси">Способ упрочнения изделий из металла или сплава, или сверхтвердого или графитсодержащего материала</a>
Способ поверхностного упрочнения изделия из железоуглеродистого или титанового сплава
Номер патента: 12978
Опубликовано: 30.04.2010
Авторы: Девойно Олег Георгиевич, Баркун Александр Алексеевич, Кукин Александр Святославович, Кукин Святослав Феоктистович
Метки: упрочнения, железоуглеродистого, способ, изделия, или, сплава, титанового, поверхностного
Текст:
...его перемещения, и, таким образом, в общем случае, обеспечивать деформацию поверхностного слоя в трех взаимно перпендикулярных направлениях. Это обеспечивает более эффективное измельчение структуры поверхности из железоуглеродистого или титанового сплава. При обработке чугуна имеет место проникновение углерода в металлическую матрицу по бездиффузионному механизму, снижая его содержание в свободном виде, а также более интенсивное...
Металлический компонент с обработанной поверхностью для армирующих структур для изделий, изготовленных из вулканизованного эластомерного материала, армирующая структура, изделие(варианты) и способ электролитического осаждения сплава
Номер патента: 8789
Опубликовано: 30.12.2006
Авторы: ПАВАН Федерико, РАТТИ Джузеппина
МПК: B29B 15/14, C25D 3/56
Метки: структура, компонент, структур, поверхностью, изделие(варианты, армирующая, материала, металлический, сплава, армирующих, осаждения, вулканизованного, способ, изготовленных, электролитического, обработанной, изделий, эластомерного
Текст:
...покрытие на стальной компонент из металла или из металлического сплава для того, чтобы создать для стали коррозионную стойкость и обеспечить хорошую адгезию к вулканизованному эластомерному материалу.Более того, при том условии, что уже имеется нанесенное покрытие, упомянутая стальная проволока подвергается процессу вытяжки, который проводится несколько раз до тех пор, пока не будут достигнуты требуемые размеры проволоки. Покрытие на...
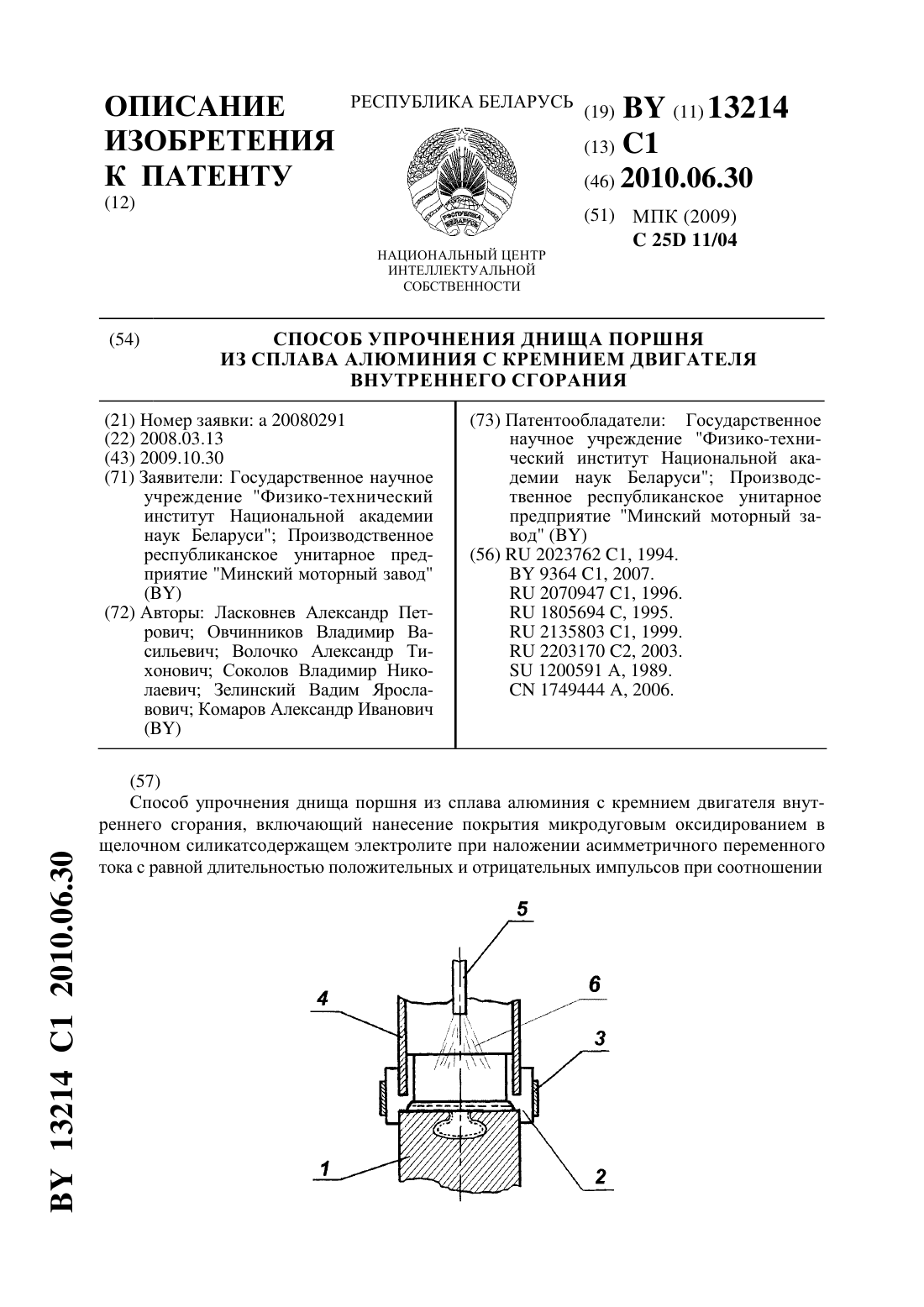
Способ упрочнения днища поршня из сплава алюминия с кремнием двигателя внутреннего сгорания
Номер патента: 13214
Опубликовано: 30.06.2010
Авторы: Соколов Владимир Николаевич, Комаров Александр Иванович, Волочко Александр Тихонович, Овчинников Владимир Васильевич, Ласковнев Александр Петрович, Зелинский Вадим Ярославович
МПК: C25D 11/04
Метки: кремнием, двигателя, поршня, сплава, способ, днища, внутреннего, сгорания, алюминия, упрочнения
Текст:
...факторов (состав, температура электролита, оксидируемый сплав, токовый режим и т.п.), так и от их совокупности. Способ упрочнения днища поршня поясняется схемой (фиг. 1). Поршень 1 изолирован герметизирующей прокладкой 2, которую удерживает от больших объемных изменений при уплотнении ограничительное кольцо 3 с помощью создающего прижимного усилия части корпуса электрохимической ячейки 4. Названные детали создают корпус ванны, в...
Состав для термического упрочнения стальных изделий
Номер патента: 11558
Опубликовано: 28.02.2009
Авторы: Бельский Сергей Евграфович, Симанович Василий Антонович, Пищов Сергей Николаевич, Сурус Анатолий Иванович, Пищов Михаил Николаевич
МПК: C23C 8/00
Метки: стальных, термического, состав, изделий, упрочнения
Текст:
...изобретения является уменьшение абсолютного износа (до 75 мг на пути трения 500 м) и повышение поверхностной твердости изделий (до 600 ). Поставленная задача достигается тем, что предложенный состав для термического упрочнения стальных изделий дополнительно содержит вольфрамовокислый натрий при следующем соотношении компонентов, мас.цианат натрия 90,0-95,0 оксид ванадия 2,0-5,0 вольфрамовокислый натрий 3,0-5,0. Изобретение поясняется...
Способ упрочнения металлических изделий методом намораживания
Номер патента: 11544
Опубликовано: 28.02.2009
Авторы: Бетеня Григорий Филиппович, Литовчик Дмитрий Петрович, Алифанов Александр Викторович, Голуб Виктор Михайлович
МПК: C23C 2/00, B22D 19/08
Метки: способ, методом, металлических, изделий, намораживания, упрочнения
Текст:
...К. Заготовка с флюсом выдерживается при этой температуре в течение 10-12 с до полного растворения окисных пленок и других загрязнений, после чего погружается в расплав на 0,7-1,4 с, при этом поверхность заготовки полностью очищается от флюса и растворенных окислов и загрязнений. Через 0,7-1,4 с заготовка с намороженным слоем извлекается из тигля с расплавом, и происходит ее охлаждение на воздухе. На опытном литейном участке Белорусского...
Предыдущий патент: Способ гипосенсибилизации к цитрусовым больного аллергическим дерматитом или экземой
Следующий патент: Электромеханическая трансмиссия транспортного средства
Случайный патент: Дисковая батарея почвообрабатывающего орудия