Способ упрочнения металлических изделий методом намораживания
Номер патента: 11544
Опубликовано: 28.02.2009
Авторы: Голуб Виктор Михайлович, Бетеня Григорий Филиппович, Литовчик Дмитрий Петрович, Алифанов Александр Викторович
Текст
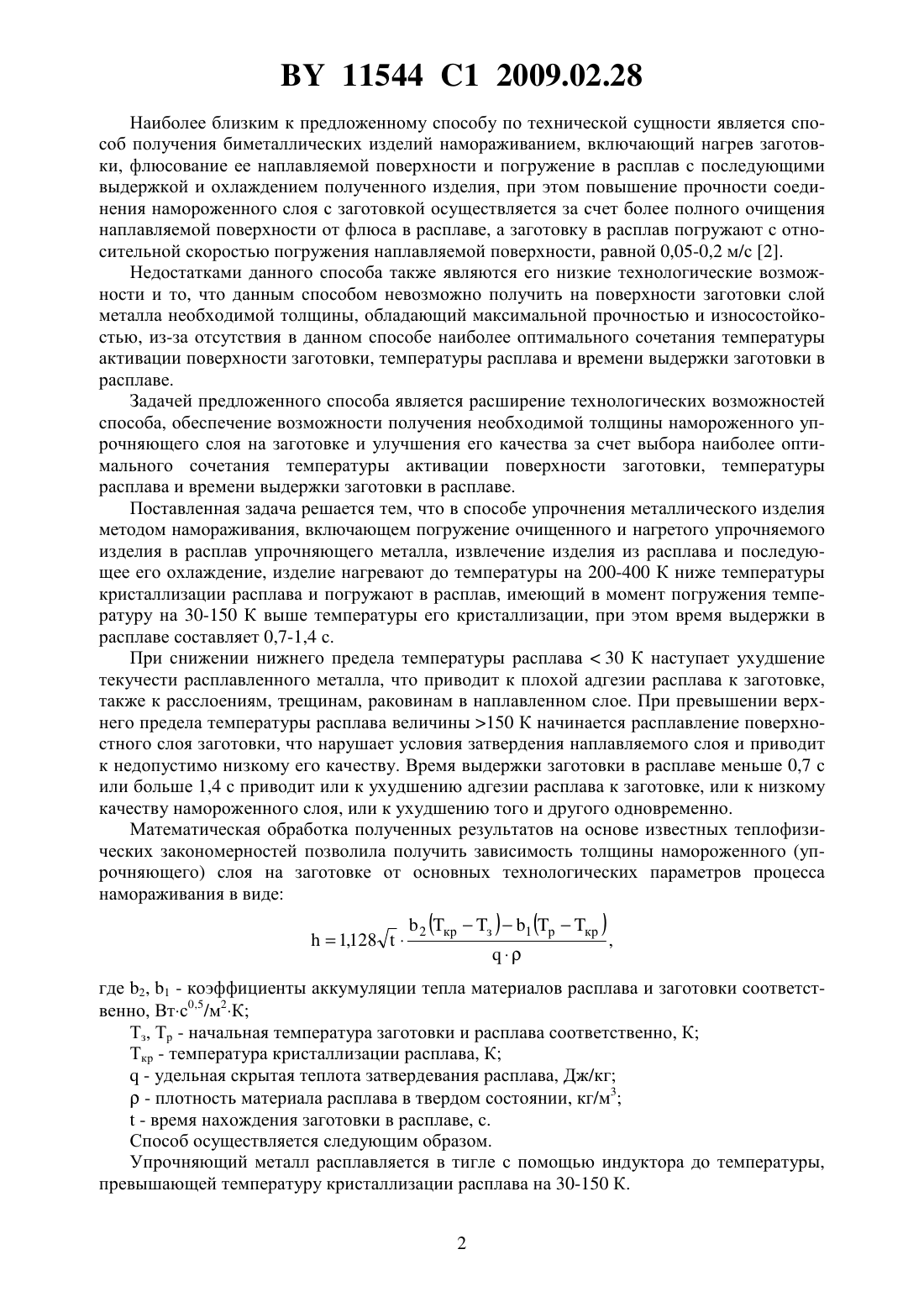
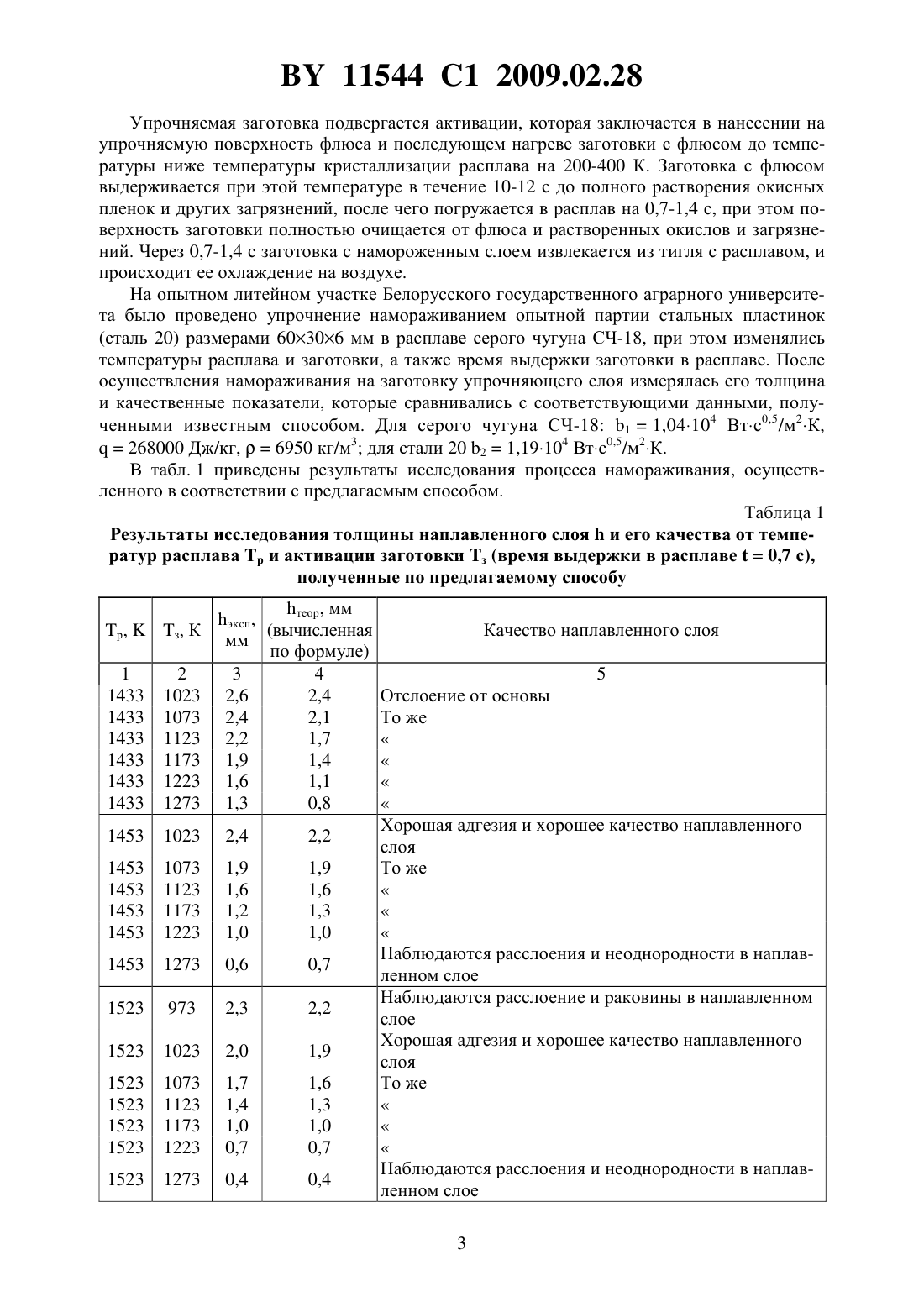
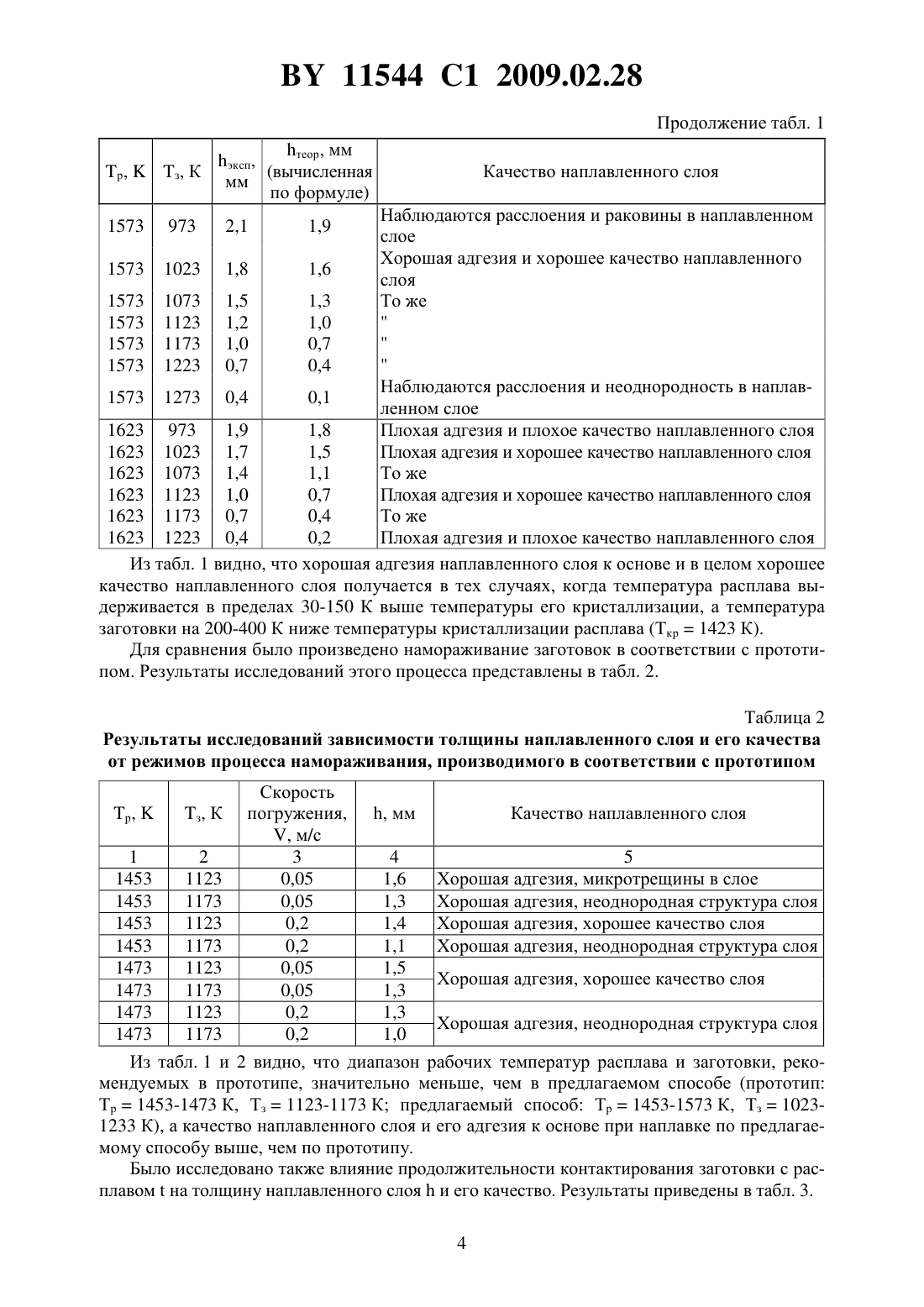
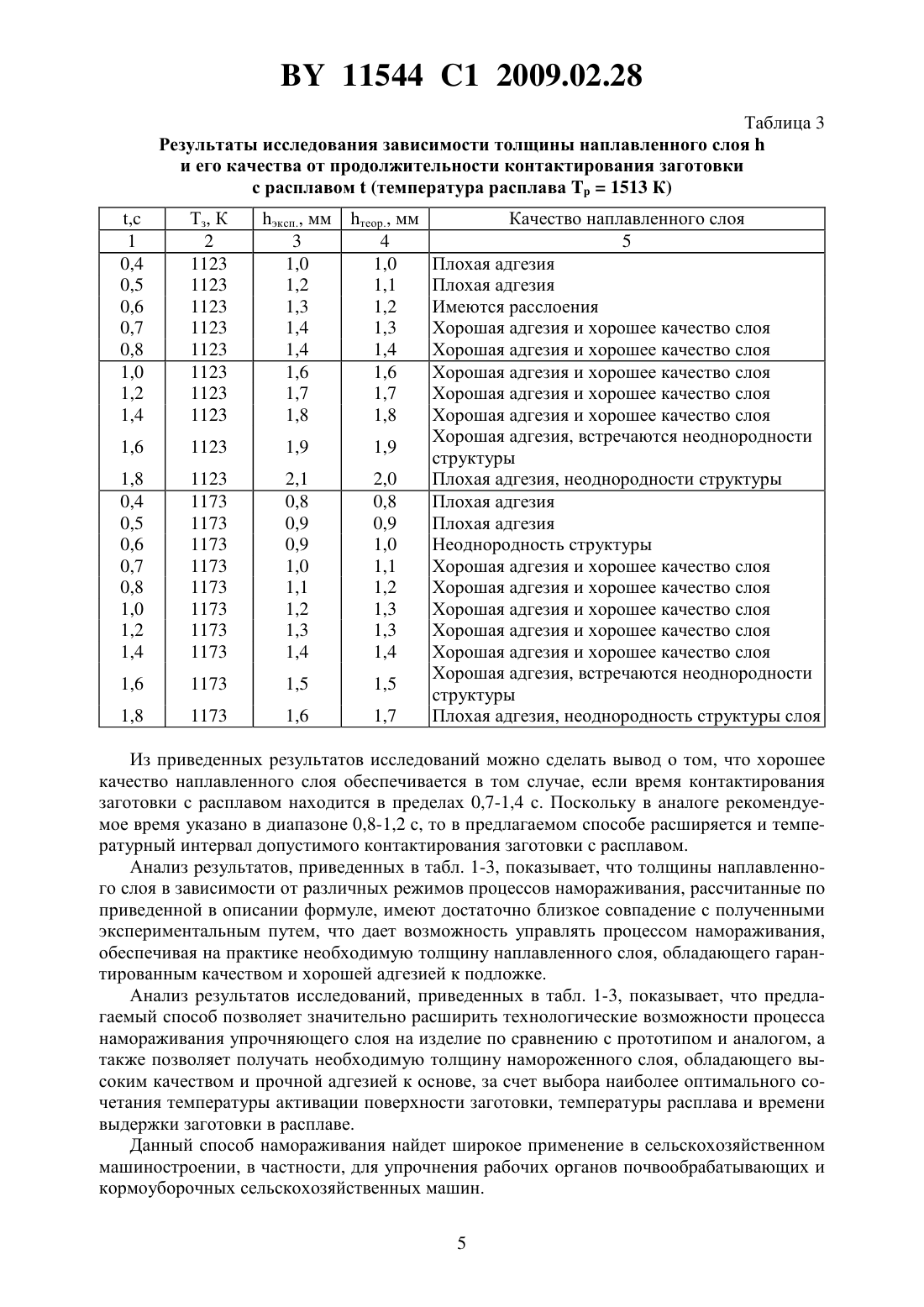
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ УПРОЧНЕНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ МЕТОДОМ НАМОРАЖИВАНИЯ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Бетеня Григорий Филиппович Алифанов Александр Викторович Голуб Виктор Михайлович Литовчик Дмитрий Петрович(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Способ упрочнения металлического изделия методом намораживания, включающий погружение очищенного и нагретого упрочняемого изделия в расплав упрочняющего металла, извлечение изделия из расплава и последующее его охлаждение, отличающийся тем, что изделие нагревают до температуры на 200-400 К ниже температуры кристаллизации расплава и погружают в расплав, имеющий в момент погружения температуру на 30150 К выше температуры его кристаллизации, при этом время выдержки в расплаве составляет 0,7-1,4 с. Способ относится к области металлургии, а именно к технологии упрочнения металлических изделий намораживанием, и может быть использован для получения на металлической заготовке слоя высокопрочного износостойкого материала. Известен способ наплавки намораживанием, включающий операции расплавления присадочного (упрочняющего) металла, активации наплавляемой поверхности заготовки,наплавки рабочей поверхности заготовки погружением в расплав упрочняющего металла,извлечение и охлаждение изделия. К особенностям вышеперечисленных операций относится то, что рабочая температура расплава должна быть на 30-50 К выше температуры плавления присадочного металла, а активация наплавляемой поверхности заготовки осуществляется путем нанесения на нее флюса и нагрева до температуры 1123-1173 К (температуры плавления флюса) с целью очищения поверхности от оксидов и других загрязнений. Выдержка заготовки в расплаве происходит в течение 0,8-1,2 с наплавленная заготовка охлаждается на воздухе 1. Недостатками данного способа являются его низкие технологические возможности и то, что данным способом невозможно получить на поверхности заготовки слой металла необходимой толщины, обладающий максимальной прочностью и износостойкостью, изза отсутствия в данном способе наиболее оптимального сочетания температуры активации поверхности заготовки, температуры расплава и времени выдержки заготовки в расплаве. 11544 1 2009.02.28 Наиболее близким к предложенному способу по технической сущности является способ получения биметаллических изделий намораживанием, включающий нагрев заготовки, флюсование ее наплавляемой поверхности и погружение в расплав с последующими выдержкой и охлаждением полученного изделия, при этом повышение прочности соединения намороженного слоя с заготовкой осуществляется за счет более полного очищения наплавляемой поверхности от флюса в расплаве, а заготовку в расплав погружают с относительной скоростью погружения наплавляемой поверхности, равной 0,05-0,2 м/с 2. Недостатками данного способа также являются его низкие технологические возможности и то, что данным способом невозможно получить на поверхности заготовки слой металла необходимой толщины, обладающий максимальной прочностью и износостойкостью, из-за отсутствия в данном способе наиболее оптимального сочетания температуры активации поверхности заготовки, температуры расплава и времени выдержки заготовки в расплаве. Задачей предложенного способа является расширение технологических возможностей способа, обеспечение возможности получения необходимой толщины намороженного упрочняющего слоя на заготовке и улучшения его качества за счет выбора наиболее оптимального сочетания температуры активации поверхности заготовки, температуры расплава и времени выдержки заготовки в расплаве. Поставленная задача решается тем, что в способе упрочнения металлического изделия методом намораживания, включающем погружение очищенного и нагретого упрочняемого изделия в расплав упрочняющего металла, извлечение изделия из расплава и последующее его охлаждение, изделие нагревают до температуры на 200-400 К ниже температуры кристаллизации расплава и погружают в расплав, имеющий в момент погружения температуру на 30-150 К выше температуры его кристаллизации, при этом время выдержки в расплаве составляет 0,7-1,4 с. При снижении нижнего предела температуры расплава 30 К наступает ухудшение текучести расплавленного металла, что приводит к плохой адгезии расплава к заготовке,также к расслоениям, трещинам, раковинам в наплавленном слое. При превышении верхнего предела температуры расплава величины 150 К начинается расплавление поверхностного слоя заготовки, что нарушает условия затвердения наплавляемого слоя и приводит к недопустимо низкому его качеству. Время выдержки заготовки в расплаве меньше 0,7 с или больше 1,4 с приводит или к ухудшению адгезии расплава к заготовке, или к низкому качеству намороженного слоя, или к ухудшению того и другого одновременно. Математическая обработка полученных результатов на основе известных теплофизических закономерностей позволила получить зависимость толщины намороженного (упрочняющего) слоя на заготовке от основных технологических параметров процесса намораживания в виде), где 2, 1 - коэффициенты аккумуляции тепла материалов расплава и заготовки соответственно, Втс 0,5/м 2 К Тз, Тр - начальная температура заготовки и расплава соответственно, К Ткр - температура кристаллизации расплава, К- удельная скрытая теплота затвердевания расплава, Дж/кг- плотность материала расплава в твердом состоянии, кг/м 3- время нахождения заготовки в расплаве, с. Способ осуществляется следующим образом. Упрочняющий металл расплавляется в тигле с помощью индуктора до температуры,превышающей температуру кристаллизации расплава на 30-150 К. 2 11544 1 2009.02.28 Упрочняемая заготовка подвергается активации, которая заключается в нанесении на упрочняемую поверхность флюса и последующем нагреве заготовки с флюсом до температуры ниже температуры кристаллизации расплава на 200-400 К. Заготовка с флюсом выдерживается при этой температуре в течение 10-12 с до полного растворения окисных пленок и других загрязнений, после чего погружается в расплав на 0,7-1,4 с, при этом поверхность заготовки полностью очищается от флюса и растворенных окислов и загрязнений. Через 0,7-1,4 с заготовка с намороженным слоем извлекается из тигля с расплавом, и происходит ее охлаждение на воздухе. На опытном литейном участке Белорусского государственного аграрного университета было проведено упрочнение намораживанием опытной партии стальных пластинок(сталь 20) размерами 60306 мм в расплаве серого чугуна СЧ-18, при этом изменялись температуры расплава и заготовки, а также время выдержки заготовки в расплаве. После осуществления намораживания на заготовку упрочняющего слоя измерялась его толщина и качественные показатели, которые сравнивались с соответствующими данными, полученными известным способом. Для серого чугуна СЧ-18 11,04104 Втс 0,5/м 2 К,268000 Дж/кг,6950 кг/м 3 для стали 20 21,19104 Втс 0,5/м 2 К. В табл. 1 приведены результаты исследования процесса намораживания, осуществленного в соответствии с предлагаемым способом. Таблица 1 Результаты исследования толщины наплавленного слояи его качества от температур расплава Тр и активации заготовки з (время выдержки в расплаве 0,7 с),полученные по предлагаемому способу 5 Отслоение от основы То же Хорошая адгезия и хорошее качество наплавленного слоя То же Наблюдаются расслоения и неоднородности в наплавленном слое Наблюдаются расслоение и раковины в наплавленном слое Хорошая адгезия и хорошее качество наплавленного слоя То же Наблюдаются расслоения и раковины в наплавленном слое Хорошая адгезия и хорошее качество наплавленного 1573 1023 1,8 1,6 слоя 1573 1073 1,5 1,3 То же 1573 1123 1,2 1,0 Наблюдаются расслоения и неоднородность в наплав 1573 1273 0,4 0,1 ленном слое 1623 973 1,9 1,8 Плохая адгезия и плохое качество наплавленного слоя 1623 1023 1,7 1,5 Плохая адгезия и хорошее качество наплавленного слоя 1623 1073 1,4 1,1 То же 1623 1123 1,0 0,7 Плохая адгезия и хорошее качество наплавленного слоя 1623 1173 0,7 0,4 То же 1623 1223 0,4 0,2 Плохая адгезия и плохое качество наплавленного слоя Из табл. 1 видно, что хорошая адгезия наплавленного слоя к основе и в целом хорошее качество наплавленного слоя получается в тех случаях, когда температура расплава выдерживается в пределах 30-150 К выше температуры его кристаллизации, а температура заготовки на 200-400 К ниже температуры кристаллизации расплава (Ткр 1423 К). Для сравнения было произведено намораживание заготовок в соответствии с прототипом. Результаты исследований этого процесса представлены в табл. 2. Таблица 2 Результаты исследований зависимости толщины наплавленного слоя и его качества от режимов процесса намораживания, производимого в соответствии с прототипом Скорость погружения, , мм Качество наплавленного слоя, м/с 1 2 3 4 5 1453 1123 0,05 1,6 Хорошая адгезия, микротрещины в слое 1453 1173 0,05 1,3 Хорошая адгезия, неоднородная структура слоя 1453 1123 0,2 1,4 Хорошая адгезия, хорошее качество слоя 1453 1173 0,2 1,1 Хорошая адгезия, неоднородная структура слоя 1473 1123 0,05 1,5 Хорошая адгезия, хорошее качество слоя 1473 1173 0,05 1,3 1473 1123 0,2 1,3 Хорошая адгезия, неоднородная структура слоя 1473 1173 0,2 1,0 Из табл. 1 и 2 видно, что диапазон рабочих температур расплава и заготовки, рекомендуемых в прототипе, значительно меньше, чем в предлагаемом способе (прототип Тр 1453-1473 К, Тз 1123-1173 К предлагаемый способ Тр 1453-1573 К, Тз 10231233 К), а качество наплавленного слоя и его адгезия к основе при наплавке по предлагаемому способу выше, чем по прототипу. Было исследовано также влияние продолжительности контактирования заготовки с расплавомна толщину наплавленного слояи его качество. Результаты приведены в табл. 3. 11544 1 2009.02.28 Таблица 3 Результаты исследования зависимости толщины наплавленного слояи его качества от продолжительности контактирования заготовки с расплавом(температура расплава р 1513 К) Качество наплавленного слоя 5 Плохая адгезия Плохая адгезия Имеются расслоения Хорошая адгезия и хорошее качество слоя Хорошая адгезия и хорошее качество слоя Хорошая адгезия и хорошее качество слоя Хорошая адгезия и хорошее качество слоя Хорошая адгезия и хорошее качество слоя Хорошая адгезия, встречаются неоднородности структуры Плохая адгезия, неоднородности структуры Плохая адгезия Плохая адгезия Неоднородность структуры Хорошая адгезия и хорошее качество слоя Хорошая адгезия и хорошее качество слоя Хорошая адгезия и хорошее качество слоя Хорошая адгезия и хорошее качество слоя Хорошая адгезия и хорошее качество слоя Хорошая адгезия, встречаются неоднородности структуры Плохая адгезия, неоднородность структуры слоя Из приведенных результатов исследований можно сделать вывод о том, что хорошее качество наплавленного слоя обеспечивается в том случае, если время контактирования заготовки с расплавом находится в пределах 0,7-1,4 с. Поскольку в аналоге рекомендуемое время указано в диапазоне 0,8-1,2 с, то в предлагаемом способе расширяется и температурный интервал допустимого контактирования заготовки с расплавом. Анализ результатов, приведенных в табл. 1-3, показывает, что толщины наплавленного слоя в зависимости от различных режимов процессов намораживания, рассчитанные по приведенной в описании формуле, имеют достаточно близкое совпадение с полученными экспериментальным путем, что дает возможность управлять процессом намораживания,обеспечивая на практике необходимую толщину наплавленного слоя, обладающего гарантированным качеством и хорошей адгезией к подложке. Анализ результатов исследований, приведенных в табл. 1-3, показывает, что предлагаемый способ позволяет значительно расширить технологические возможности процесса намораживания упрочняющего слоя на изделие по сравнению с прототипом и аналогом, а также позволяет получать необходимую толщину намороженного слоя, обладающего высоким качеством и прочной адгезией к основе, за счет выбора наиболее оптимального сочетания температуры активации поверхности заготовки, температуры расплава и времени выдержки заготовки в расплаве. Данный способ намораживания найдет широкое применение в сельскохозяйственном машиностроении, в частности, для упрочнения рабочих органов почвообрабатывающих и кормоуборочных сельскохозяйственных машин. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: C23C 2/00, B22D 19/08
Метки: методом, намораживания, металлических, изделий, способ, упрочнения
Код ссылки
<a href="https://by.patents.su/6-11544-sposob-uprochneniya-metallicheskih-izdelijj-metodom-namorazhivaniya.html" rel="bookmark" title="База патентов Беларуси">Способ упрочнения металлических изделий методом намораживания</a>
Кристаллизатор для непрерывно-циклического литья полых заготовок методом намораживания
Номер патента: U 4082
Опубликовано: 30.12.2007
Автор: Бевза Владимир Федорович
МПК: B22D 11/04
Метки: заготовок, литья, кристаллизатор, намораживания, непрерывно-циклического, методом, полых
Текст:
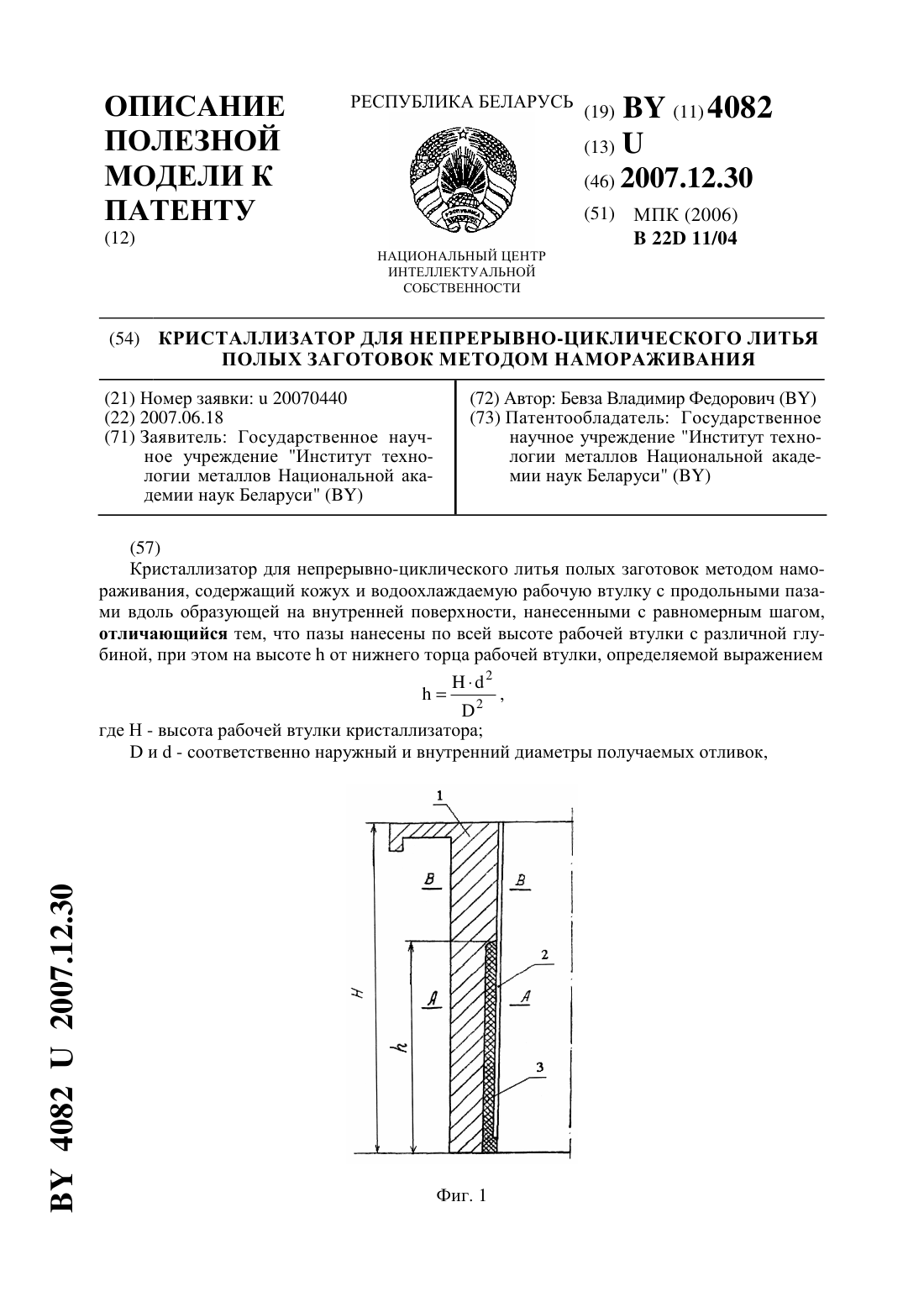
...выполнении пазов глубиной менее 0,1 толщины стенки рабочей втулки эффективность их воздействия на условия затвердевания металла будет недостаточна и поставленная задача не будет достигнута. Глубина пазов более 0,5 толщины стенки рабочей втулки приводит к потере ее жесткости и короблению. Заполнение пазов низкотеплопроводным материалом на всю глубину высотой менее 0,005 высоты рабочей втулки не обеспечивает надежную установку соединительного...
Способ упрочнения металлических закаленных шариков
Номер патента: 11580
Опубликовано: 28.02.2009
Авторы: Алифанов Александр Викторович, Амельянчик Евгений Станиславович, Алехнович Владимир Никифорович, Лях Александр Анатольевич, Лях Анатолий Александрович, Кривонос Юрий Иванович
МПК: B23P 15/00, C21D 10/00
Метки: металлических, способ, упрочнения, шариков, закаленных
Текст:
...на большую глубину от поверхности, повышение их прочностных характеристик, уменьшение разброса показаний прочностных характеристик и повышение производительности процесса упрочнения. Поставленная задача решается тем, что в способе упрочнения металлических закаленных шариков, включающем их сжатие в результате воздействия на них импульсным магнитным полем, напряженность поля задают не менее 107 А/м, длительность импульсов не более 0,001...
Способ закалки металлических изделий
Номер патента: 6067
Опубликовано: 30.03.2004
Авторы: Михлюк Анатолий Игнатьевич, Гурченко Павел Семенович, Дыбаль Ирина Васильевна
МПК: C21D 1/78
Метки: металлических, изделий, закалки, способ
Текст:
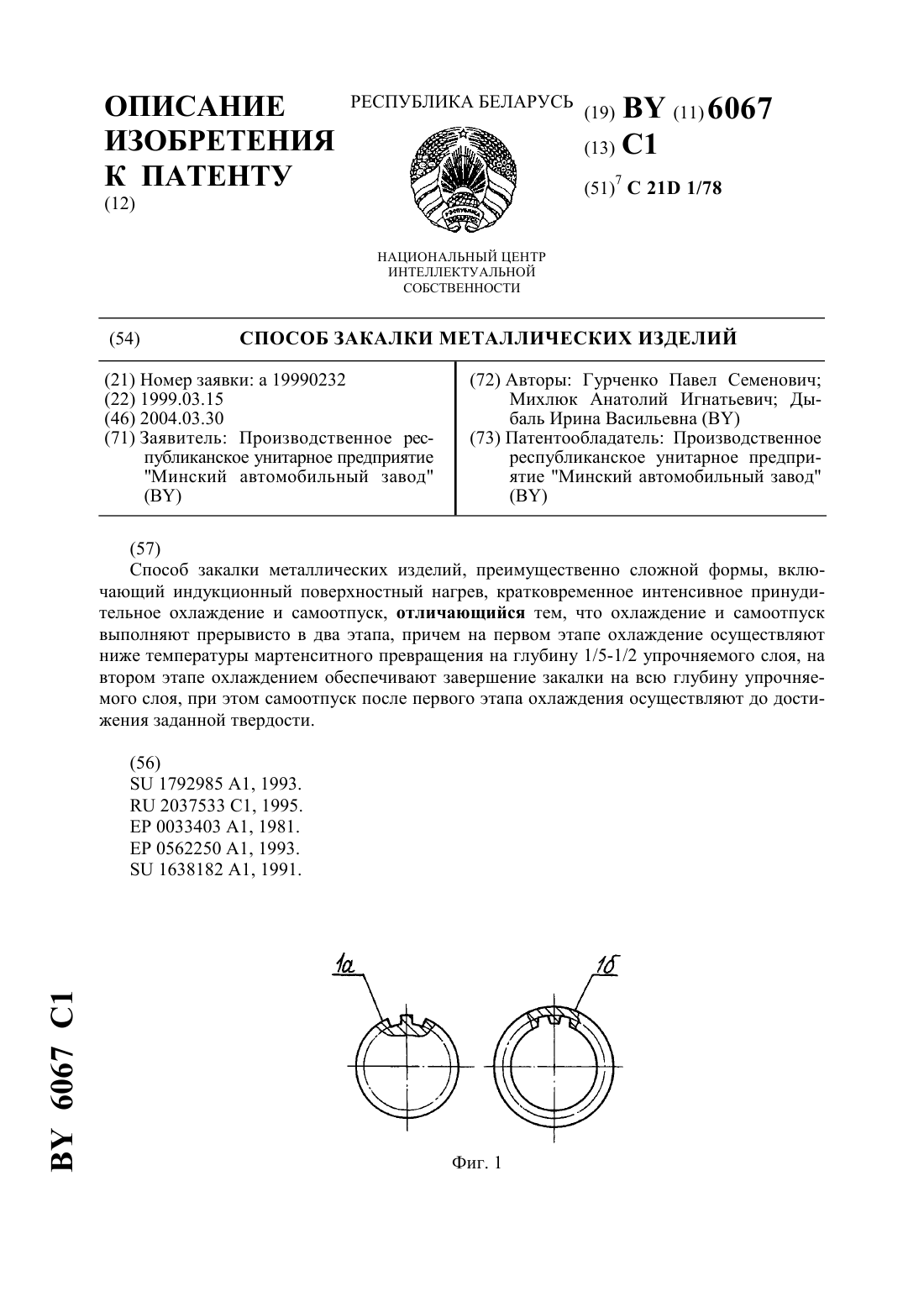
...от толщины упрочненного слоя происходит закалка с самоотпуском,а для более глубоких слоев - ступенчатая закалка с самоотпуском или промежуточная закалка с изменением скорости охлаждения в процессе закалки. Количество дозированных периодов охлаждения и пауз между ними может составлять любое число, при этом число периодов охлаждения составляет не менее двух, а число пауз - не менее одной. На фиг. 1 а, б показано сечение шлицевых образцов с...
Способ изготовления спеченных изделий из металлических порошков
Номер патента: 2506
Опубликовано: 30.12.1998
Авторы: Фридман Геннадий Рувимович, Моисеенко Игорь Леонидович, Горохов Валерий Михайлович, Звонарев Евгений Владимирович, Тарусов Игорь Николаевич, Чавыкина Марина Евгеньевна, Рабушко Сергей Борисович, Петровский Генрих Викентьевич, Подкопаева Нина Львовна
МПК: B22F 3/12
Метки: изделий, спеченных, изготовления, порошков, металлических, способ
Текст:
...распределением стеариновой кислоты. Содержание стеариновой кислоты в различных участках шихты после просева неравномерное и колеблется от 1 до 01. Во время просеивания большая часть стеариновой кислоты в виде комков была удалена из шихТЫ.Из примера 2 видно. что время смешивания 20 мин недостаточно для получения однородной шихты. Содержание стеариновой кислоты колеблется от 10 до 01.В примерах 3 и 4 в табл. 1 приведены оптимальные режимы...
Способ ионно-лучевой обработки металлических изделий
Номер патента: 8740
Опубликовано: 30.12.2006
Авторы: Ших Сергей Константинович, Лях Анатолий Александрович, Кукареко Владимир Аркадьевич, Таран Игорь Иванович, Белый Алексей Владимирович
МПК: C23C 14/48
Метки: ионно-лучевой, металлических, способ, обработки, изделий
Текст:
...0 малая толщина азотированного слоя 0Задачей изобретения является расширение технологических возможностей обработки за счет повышения твердости обрабатываемой поверхности. исключения разупрочнения материала основы.Задача предлагаемого изобретения решается следующим образом. В способе ионнолучевой обработки металлических изделий. включающем воздействие в условиях вакуума на поверхность заземленного изделия сильноточного низкоэнергетического...
Предыдущий патент: Ингибитор размножения вирусов герпеса
Следующий патент: Биологически активная добавка к пище
Случайный патент: Битумно-полимерная кровельная композиция