Металлический компонент с обработанной поверхностью для армирующих структур для изделий, изготовленных из вулканизованного эластомерного материала, армирующая структура, изделие(варианты) и способ электролитического осаждения сплава
Текст
2. Металлический Компонент по п. 1, отличающийся тем, что сплав содержит 0,053,ОО мас. Мо.3. Металлический компонент по п. 2, отличающийся тем, что сплав содержит 0,11,О мас. Мо.4. Металлический компонент по п. 1, отличающийся тем, что сплав содержит 95,099,9 мас. 211.5. Металлический компонент по п. 4, отличающийся тем, что сплав содержит 98,099,5 мас. 211.6. Металлический компонент по п. 1, отличающийся тем, что сплав содержит 0,052,ОО мас. металла Х.7. Металлический компонент по п. 6, отличающийся тем, что сплав содержит 0,11,О мас. металла Х.8. Металлический компонент по п. 1, отличающийся тем, что слой покрытия сформирован на поверхности стальной проволоки путем электролитического осаждения сплава 2 пМоХ.9. Армирующая структура для изделий, изготовленных из вулканизованного эластомерного материала, содержащая большое количество кордов, каждый из которых состоит из большого количества металлических компонентов с обработанной поверхностью, отличающаяся тем, что металлические компоненты являются металлическими компонентами по любому из пп. 1-8, имеющими покрытие из сплава 2 пМоХ, в котором Х представляет собой металл, выбранный из группы, включающей кобальт, железо и никель.10. Изделие, изготовленное из вулканизованного эластомерного материала, содержащее металлический компонент с обработанной поверхностью и/или армирующую структуру, отличающееся тем, что металлический компонент является металлическим компонентом по любому из пп. 1-8, имеющим покрытие из сплава 2 пМоХ, в котором Х представляет собой металл, выбранный из группы, включающей кобальт, железо и никель,а армирующая структура является структурой по п. 9.11. Изделие, содержащее, по меньшей мере, один металлический компонент с обработанной поверхностью, внедренный в вулканизованную эластомерную матрицу, полученную из смеси, содержащей, по меньшей мере, один вулканизуемый эластомер и, по меньшей мере, один вулканизатор, состоящий из серы или ее производного, отличающееся тем, что металлический компонент является металлическим компонентом по любому из пп. 1-8, изготовленным из стали и имеющим покрытие из сплава 2 пМоХ, в котором Х представляет собой металл, выбранный из группы, включающей кобальт, железо и никель,а упомянутая смесь дополнительно содержит соль двухвалентного кобальта в количестве,соответствующем, по меньшей мере, содержанию 0,2 мас. двухвалентного кобальта по отношению к массе эластомера.12. Изделие по п. 11, отличающееся тем, что смесь содержит соль двухвалентного кобальта в количестве, соответствующем, по меньшей мере, содержанию 0,2-1,0 мас. двухвалентного кобальта по отношению к массе эластомера.13. Изделие по п. 11 или 12, отличающееся тем, что соль двухвалентного кобальта представляет собой соединение, выбранное из группы, включающей карбоксилаты формулы 1(К-СО-ОЬСО , (1) где К представляет собой Сб-Сд алифатическую или ароматическую группу и комплексы кобальт-бор формулы П О-Со-О-СОК г (П) ктос-о-со-о о-со-о-сов где К, К и К, одинаковые или различные, представляют собой Сб-Сд алифатические или ароматические группы15. Изделие по любому из пп. 11-14, отличающееся тем, что соль двухвалентного кобальта формулы 1 представляет собой неодеканоат кобальта.16. Изделие по любому из пп. 11-14, отличающееся тем, что соль двухвалентного кобальта формулы П представляет собой 2-этилэзаноатнеодеканоат кобальта-бора.17. Способ электролитического осаждения сплава 2 пМоХ, в котором Х представляет собой металл, выбранный из группы, включающей кобальт, железо и никель, для получения металлического компонента по п. 1, заключающийся в том, что стальную проволоку пропускают через электролитическую ванну, содержащую водный раствор по меньшей мере одной соли Цинка, по меньшей мере одной соли молибдена и по меньшей мере одной соли металла, выбранного из группы, включающей кобальт, железо и никель, при температуре 20-50 С, рН 2-6 и катодной плотности тока 10-50 А/дм 2.18. Способ по п. 17, отличающийся тем, что проволоку пропускают со скоростью 1070 м/мин.19. Способ по п. 18, отличающийся тем, что проволоку пропускают со скоростью 2050 м/мин.20. Способ по п. 17, отличающийся тем, что в качестве соли Цинка используют его сульфат.21. Способ по п. 17, отличающийся тем, что в качестве соли Цинка используют гептагидрат сульфата цинка.22. Способ по п. 17, отличающийся тем, что в качестве соли молибдена используют его аммиачный комплекс.23. Способ по п. 22, отличающийся тем, что в качестве аммиачного молибденового комплекса используют (ЫН 4)6 Мо 7 О 24-4 Н 2 О.24. Способ по п. 17, отличающийся тем, что стальную проволоку пропускают Через электролитическую ванну, содержащую соль молибдена, соль Цинка и соль кобальта.25. Способ по п. 24, отличающийся тем, что стальную проволоку пропускают Через электролитическую ванну при температуре 20-40 С, рН 2-4 и катодной плотности тока 10-40 А/дм 2.Настоящее изобретение относится к металлообработке, конкретнее к нанесению покрытий на поверхность изделий из металла, в частности касается металлического компонента с обработанной поверхностью для армирующих структур для изделий, изготовленных из эластомерного материала, который имеет на своей поверхности покрытие из металлического сплава. Более конкретно, изобретение касается компонента, вь 1 полненного из стали, который имеет на своей поверхности покрытие из металлического сплава, содержащего ЦИНК (211) и молибден (Мо).Настоящее изобретение касается также армирующей структуры для изделий, изготовленных из вулканизованного эластомерного материала, содержащей упомянутый металлический компонент, изделия (вариантов), изготовленного из вулканизованного эластомерного материала, содержащего металлический компонент и/или армирующую структуру, и способа электролитического осаждения сплава, используемого для нанесения покрытия из упомянутого металлического сплава на упомянутый металлический компонент.Известно, что некоторые изделия, изготовленные из вулканизованного эластомерного материала, армируются путем внедрения подходящих металлических структур в эласто 3мерную матрицу. В обшем случае, упомянутая металлическая структура изготавливается из стальных Кордов и/или проволоки.Также известно, что в силу своих превосходных Механических свойств в качестве металла для таких структур выбирается сталь. Однако ее химические свойства не являются безупречными в силу того, что они не обеспечивают хорошей адгезии к вулканизованному эластомерному материалу, и, кроме этого, в результате полученное изделие характеризуется низкой стойкостью к коррозии.Поэтому необходимо нанести покрытие на стальной компонент из металла или из металлического сплава для того, чтобы создать для стали коррозионную стойкость и обеспечить хорошую адгезию к вулканизованному эластомерному материалу.Более того, при том условии, что уже имеется нанесенное покрытие, упомянутая стальная проволока подвергается процессу вытяжки, который проводится несколько раз до тех пор, пока не будут достигнуты требуемые размеры проволоки. Покрытие на стальном компоненте не должно создавать препятствия для процесса вытяжки или вызывать какое-либо значительное ухудшение свойств проволоки.Выбор наиболее подходяшего покрытия также обусловливается тем фактом, чтобы покрытие могло быть нанесено с помошью простого, затратосберегаюшего и чистого способа, такого как электролитическое осаждение.Сплав, который использовался в течение длительного времени для нанесения покрь 1 тий на стальную проволоку для армирования произведенных изделий, изготовленных из вулканизованного эластомерного материала, представляет собой латунь (сплав медь/цинк приблизительно с 70 меди (Си) и 30 цинка (2 п.В этом случае адгезия улучшается благодаря образованию тонкого слоя сульфида меди СЦХЗ за счет действия самой серы или за счет действия известных ее производных, которые содержатся в смеси в качестве вулканизаторов.Даже несмотря на то, что сталь с нанесенным покрытием из латуни обладает хорошей адгезией к вулканизованной эластомерной матрице, упомянутая адгезия ухудшается с течением времени в результате действия влажности/кислорода. Действительно, в изделиях,изготовленных из вулканизованного эластомерного материала, армированного сталью с нанесенным покрытием из латуни, возможно в форме кордов, таких как, например, автомобильные покрышки, коррозия вызывается как действием влажности, в результате которого в эластомер проникает влага, так и действием воды, которая контактирует с армируюшей структурой, изготовленной из стали с нанесенным покрытием из латуни, через отверстия или разрывы в эластомере.Упомянутому ухудшению адгезии латунь/эластомер может частично противодействовать добавка определенного количества кобальта в форме соли (патент США Не 5 356 711). Считается, что кобальт уменьшает электрическую проводимость слоя сульфида меди это будет замедлять скорость диффузии ионов 2 п и, соответственно, уменьшать скорость роста межфазного слоя 2 пО/2 п(ОН)2, который отвечает за разрушение пленки Сих 5 и, следовательно, за ухудшение адгезии.Однако получаемая в результате сталь с содержанием октаната имеет недостатки, характеристично связанные с медью, то есть быстрое ухудшение как адгезии к вулканизованному эластомерному материалу, так и коррозионной стойкости.Поэтому были предложены тройные сплавы, образованные из латуни (Си/2 п) и третьего металла, такого как, например, кобальт (Со) или марганец (Мп).Патенты Франции 2,413,228 и 2,428,562 описывают металлическую проволоку с нанесенным покрытием из тройного сплава, состоящего из латуни и кобальта, при том что содержание кобальта составляет от 0,5 до 30 мас. .Было показано, что у упомянутых тройных сплавов имеется большая стойкость к коррозии и что они могут с течением времени прикрепляться к вулканизованному эластомерному материалу, но такие улучшения все еше недостаточны из-за наличия меди.Поэтому было проведено исследование сплавов, которые бы не содержали меди И которые также бы обладали желательными свойствами адгезии К вулканизованному эластомерному материалу, стойкости К коррозии и способности к вытяжке. Поэтому были протестированы двойные сплавы Цинка.Заявка на Европейский патент А-0,694, 631 описывает металлическую проволоку с нанесенным покрытием из бинарного сплава, состоящего из Цинка и марганца, при том что содержание марганца составляет от 5 до 80 мас. .Заявка на Европейский патент А-0,669,409 описывает металлическую проволоку с нанесенным покрытием из бинарного сплава, состоящего из Цинка и кобальта, при том что содержание кобальта составляет менее 1 мас. . Хотя они обнаруживают лучшую стойкость к коррозии, чем упомянутые тройные сплавы, упомянутые бинарные сплавы не обеспечивают значительного улучшения в отношении адгезии.Поэтому все еще существует потребность нахождения сплава для покрытия, обеспечивающего одновременно соответствие требованиям как к хорошей стойкости проволоки к коррозии, так и к хорошей адгезии проволоки к вулканизованной эластомерной матрице.Упомянутые выше патенты описывают не только металлический компонент с обработанной поверхностью, состав покрытия и способ нанесения такого покрытия на металлический элемент. В этих патентах также описаны аналоги армирующей структуры и изделий, изготовленных из вулканизованного эластомерного материала с использованием армирующих структур.В частности, в европейском патенте А-0,669,409 описаны наиболее близкие к заявляемь 1 м металлический компонент, способ нанесения покрытия на металлический компонент и изделие из вулканизованного эластомерного материала, армированное металлическим компонентом. Однако, как упоминалось выше, полученный в результате металлический компонент не обеспечивает значительного улучшения адгезии к вулканизованному эластомерному материалу.Наиболее близкая армирующая структура описана в европейском патенте А-0,694,631,а наиболее близкое изделию по пунктам 10-16 формулы изобретения изделие описано в патенте США 5 356 711. Для описанных в них армирующей структуры и изделия также характерен недостаточно высокий уровень адгезии металлического компонента к вулканизованному эластомерному материалу.В настоящее время обнаружено, что тройной сплав 2 пМоХ имеет способность к вь 1 тяжке, стойкость к коррозии и адгезию к вулканизованному эластомерному материалу после упрочнения при старении, которые лучше соответствующих параметров у латуни, одного Цинка или бинарных сплавов 2 п/Мп и 2 п/Со, которые описываются в упомянутых Европейских заявках на патент А-0,694,631 и А-0,669,409.Задачей настоящего изобретения является создание металлического компонента (проволоки), состава и способа нанесения покрытия на поверхность проволоки, которые отвечали бы требованиям к хорошей стойкости проволоки к коррозии, так и к хорошей адгезии проволоки к вулканизованной эластомерной матрице.В первом аспекте, таким образом, настоящее изобретение касается металлического компонента с обработанной поверхностью для армирующих структур для изделий, изготовленных из вулканизованного эластомерного материала, у которых упомянутый компонент имеет покрытие в виде слоя металлического сплава, и он характеризуется тем, что упомянутый сплав представляет собой сплав 2 пМоХ, в котором Х представляет собой металл, выбранный из группы, включающей кобальт, железо и никель.Содержание молибдена в сплаве согласно настоящему изобретению предпочтительно составляет от 0,05 до 3,00 мас. , еще более предпочтительно от 0,1 до 1,0 мас. .Содержание Цинка в сплаве согласно настоящему изобретению предпочтительно составляет от 95,0 до 99,9 мас. , еще более предпочтительно от 98,0 до 99,5 мас. .
МПК / Метки
МПК: B29B 15/14, C25D 3/56
Метки: структур, электролитического, металлический, эластомерного, структура, вулканизованного, материала, изготовленных, армирующих, компонент, обработанной, способ, сплава, изделий, армирующая, изделие(варианты, поверхностью, осаждения
Код ссылки
<a href="https://by.patents.su/14-8789-metallicheskijj-komponent-s-obrabotannojj-poverhnostyu-dlya-armiruyushhih-struktur-dlya-izdelijj-izgotovlennyh-iz-vulkanizovannogo-elastomernogo-materiala-armiruyushhaya-struktura.html" rel="bookmark" title="База патентов Беларуси">Металлический компонент с обработанной поверхностью для армирующих структур для изделий, изготовленных из вулканизованного эластомерного материала, армирующая структура, изделие(варианты) и способ электролитического осаждения сплава</a>
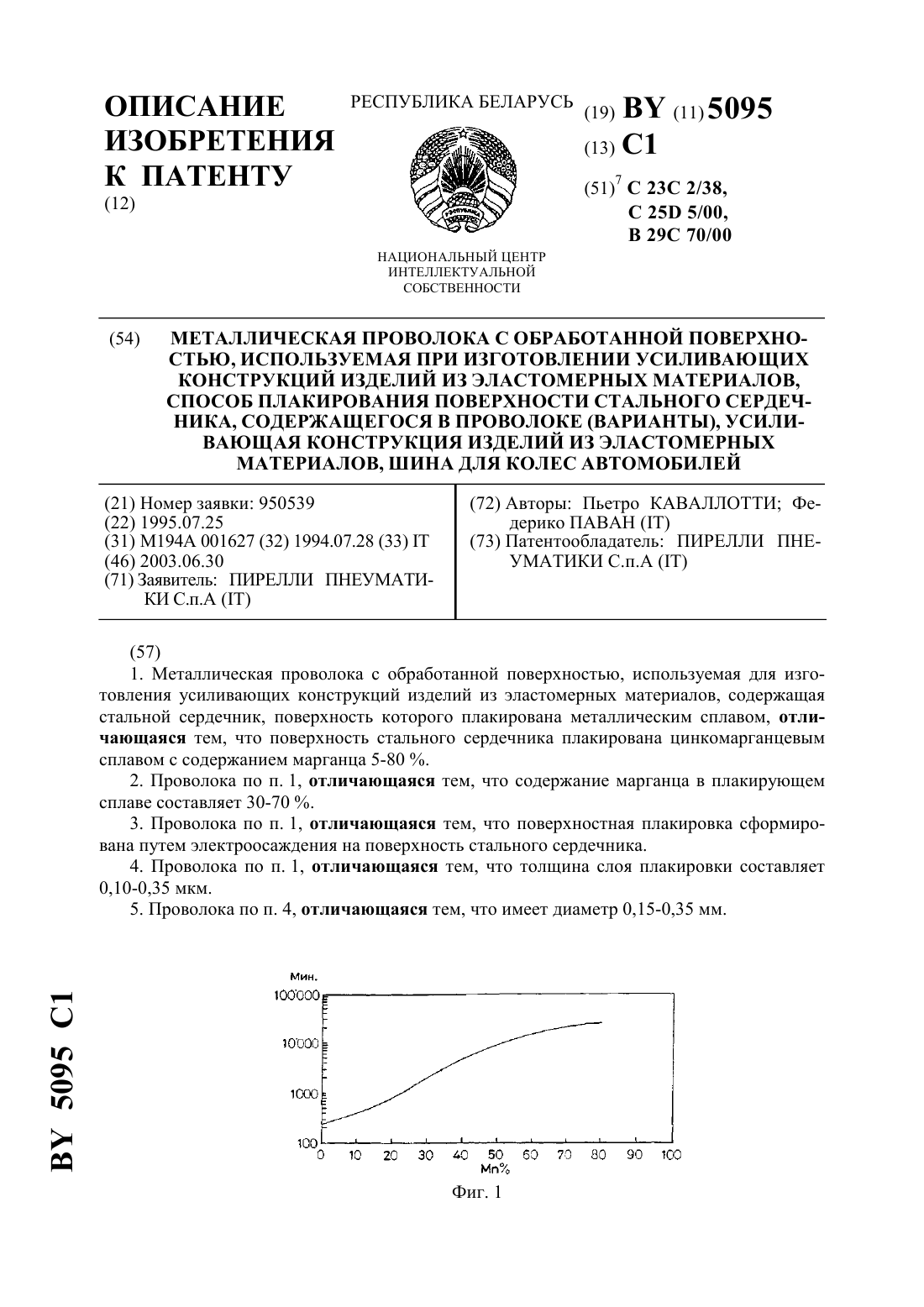
Металлическая проволока с обработанной поверхностью, используемая при изготовлении усиливающих конструкций изделий из эластомерных материалов, способ плакирования поверхности стального сердечника, содержащегося в проволоке (варианты), усиливающая констру
Номер патента: 5095
Опубликовано: 30.06.2003
Авторы: Федерико ПАВАН, Пьетро КАВАЛЛОТТИ
МПК: C23C 2/38, C25D 5/00, B29C 70/00...
Метки: обработанной, используемая, поверхности, проволоке, способ, стального, варианты, усиливающая, проволока, плакирования, усиливающих, изделий, металлическая, содержащегося, изготовлении, констру, поверхностью, эластомерных, материалов, конструкций, сердечника
Текст:
...в концентрации от 80 до 120 г/л сульфат аммония в концентрации от 60 до 90 г/л тиоцианат аммония в концентрации от 40 до 80 г/л. В первой электролитической ванне поддерживают температуру, выбираемую в диапазоне от 20 до 40 С, при значениях рН, лежащих в диапазоне от 4,5 до 5,5, предпочтительно 5,0. К первой электролитической ванне прикладывают катодный ток плотностью от 15 до 25 А/дм 2. Вторая электролитическая ванна содержит гептагидрат...
Стальная проволока с обработанной поверхностью для использования в упрочняющих конструктивных элементах эластомерных изделий, способ ее изготовления, конструктивный элемент эластомерных изделий
Номер патента: 4301
Опубликовано: 30.03.2002
Автор: Гурдев Орджела
Метки: элементах, конструктивных, использования, элемент, упрочняющих, способ, изготовления, поверхностью, изделий, стальная, конструктивный, обработанной, эластомерных, проволока
Текст:
...от 0,1 до 0,4 нм, содержание кобальта составляет от 2 до 3 , в то время как в покрывающей внутреннюю зону внешней по радиусу зоне содержание кобальта составляет порядка 0,4 и во всех случаях менее 0,5 . Согласно данному способу, проволоку, имеющую сначала диаметр от 1,2 до 1,6 мм, после образования покрывающего слоя повергают вытягиванию, после которого диаметр покрытой проволоки достигает значения от 0,1 до 0,50 мм. Кроме того, в результате...
Способ электрохимического осаждения защитно-декоративных покрытий на поверхность сплава ЦАМ
Номер патента: 7657
Опубликовано: 30.12.2005
Авторы: Воробьева Татьяна Николаевна, Рева Ольга Владимировна
МПК: C25D 5/42
Метки: электрохимического, покрытий, сплава, цам, защитно-декоративных, поверхность, осаждения, способ
Текст:
...Результат почти удовлетворительный, травление детали равномерно с мелкими дефектами, при промывке сплав не реагирует с водой, в электролите никелирования деталь покрывается равномерным мелкозернистым плотным слоем никеля. Свойства покрытия приведены в таблице. Пример 6. Деталь из сплава ЦАМ обезжиривают, промывают проточной водой и протравливают в растворе гидроксида калия с концентрацией 220 г/л в течение 2-3 мин. Протравленную 3 7657 1...
Электролит для осаждения сплава никель-бор
Номер патента: 30
Опубликовано: 30.05.1994
Авторы: Гаевская Т. В., Цыбульская Л. С., Новоторцева И. Г., Морозов А. П., Островская Д. Г., Чернова Т. А., Богдашич Т. В.
МПК: C25D 3/56
Метки: электролит, никель-бор, осаждения, сплава
Текст:
...белый порошок, хорошо растворимый в воде.Декагидродекаборат натрия выпускается промышленностью (ТУ 6-02-1-513-86) в виде 2530 ведшего раствора.14-бутиидиол также выпускается прмышленностью (ТУ 6-45-52-79) в виде 25-30 водного раствора. Известен как блескообразующая добавка электрошттов никелироватшя.Состав готовят растворением в дистиллированной Воде при теьшературе 7 О-80 С борной кислоты. К полученному раствору добавляют...
Раствор для химического осаждения сплава никель-бор на диэлектрик
Номер патента: 5295
Опубликовано: 30.06.2003
Авторы: Ракович Елена Васильевна, Гаевская Татьяна Васильевна
МПК: C23C 18/34
Метки: никель-бор, сплава, раствор, диэлектрик, химического, осаждения
Текст:
...обезжиривают, травят,сенсибилизируют в растворе хлорида олова (5-20 г/л) и активируют в растворе хлорида палладия (0,03-0,3 г/л) по известной технологии 3. После каждой операции проводится тщательная промывка в дистиллированной воде. В процессе испытаний оценивали время формирования токопроводящего покрытия из сплава никель-бор. Удельную электропроводность пленочного покрытия никель-бор измеряли с помощью омметра. Результаты испытаний...
Предыдущий патент: Осветитель на полупроводниковом лазерном излучателе
Следующий патент: Вспенивающаяся полистирольная композиция, вспененные шарики и сформованные детали
Случайный патент: Способ предупреждения или задержки оплодотворения