Способ упрочнения днища поршня из сплава алюминия с кремнием двигателя внутреннего сгорания
Номер патента: 13214
Опубликовано: 30.06.2010
Авторы: Комаров Александр Иванович, Ласковнев Александр Петрович, Зелинский Вадим Ярославович, Овчинников Владимир Васильевич, Волочко Александр Тихонович, Соколов Владимир Николаевич
Текст
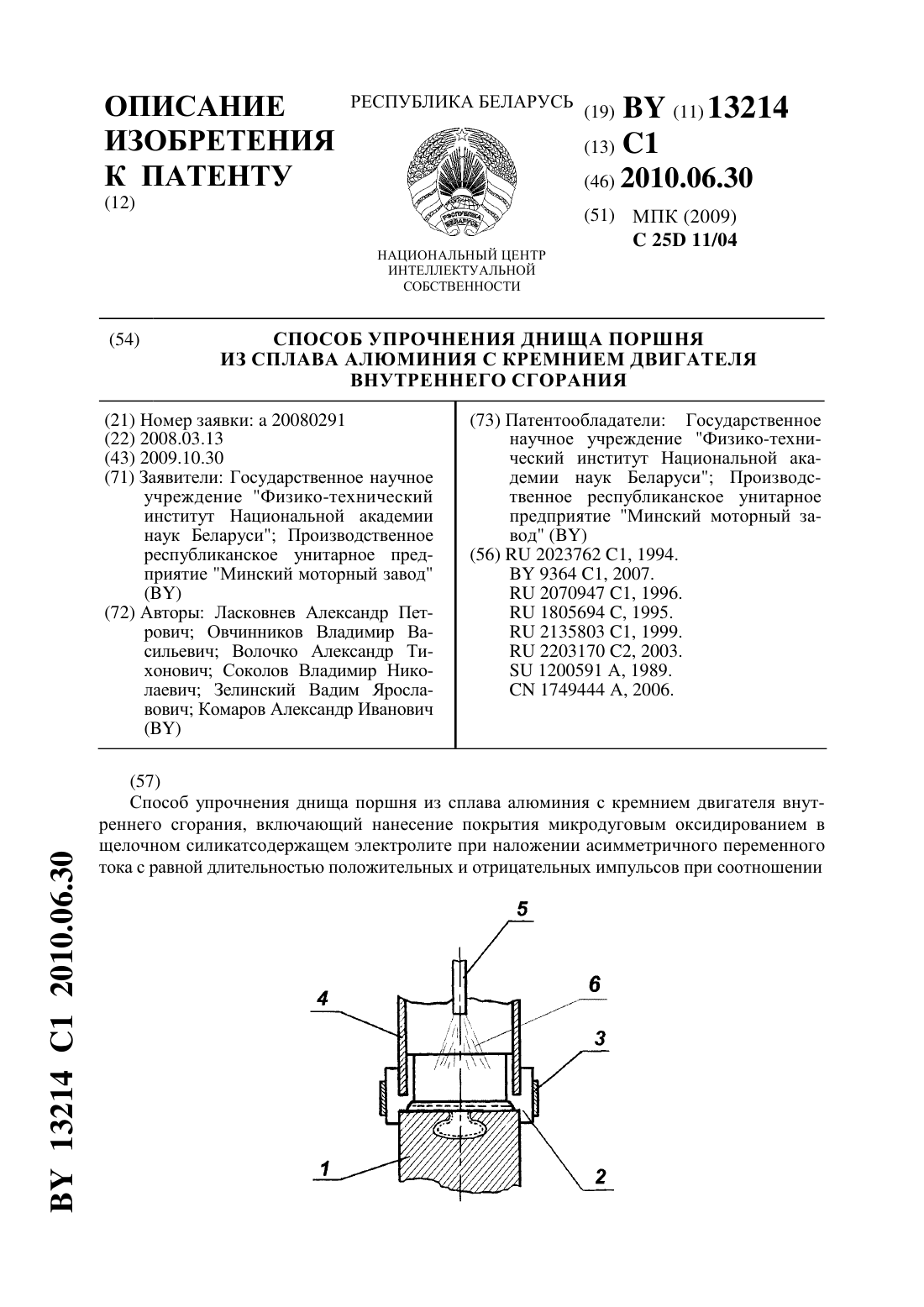
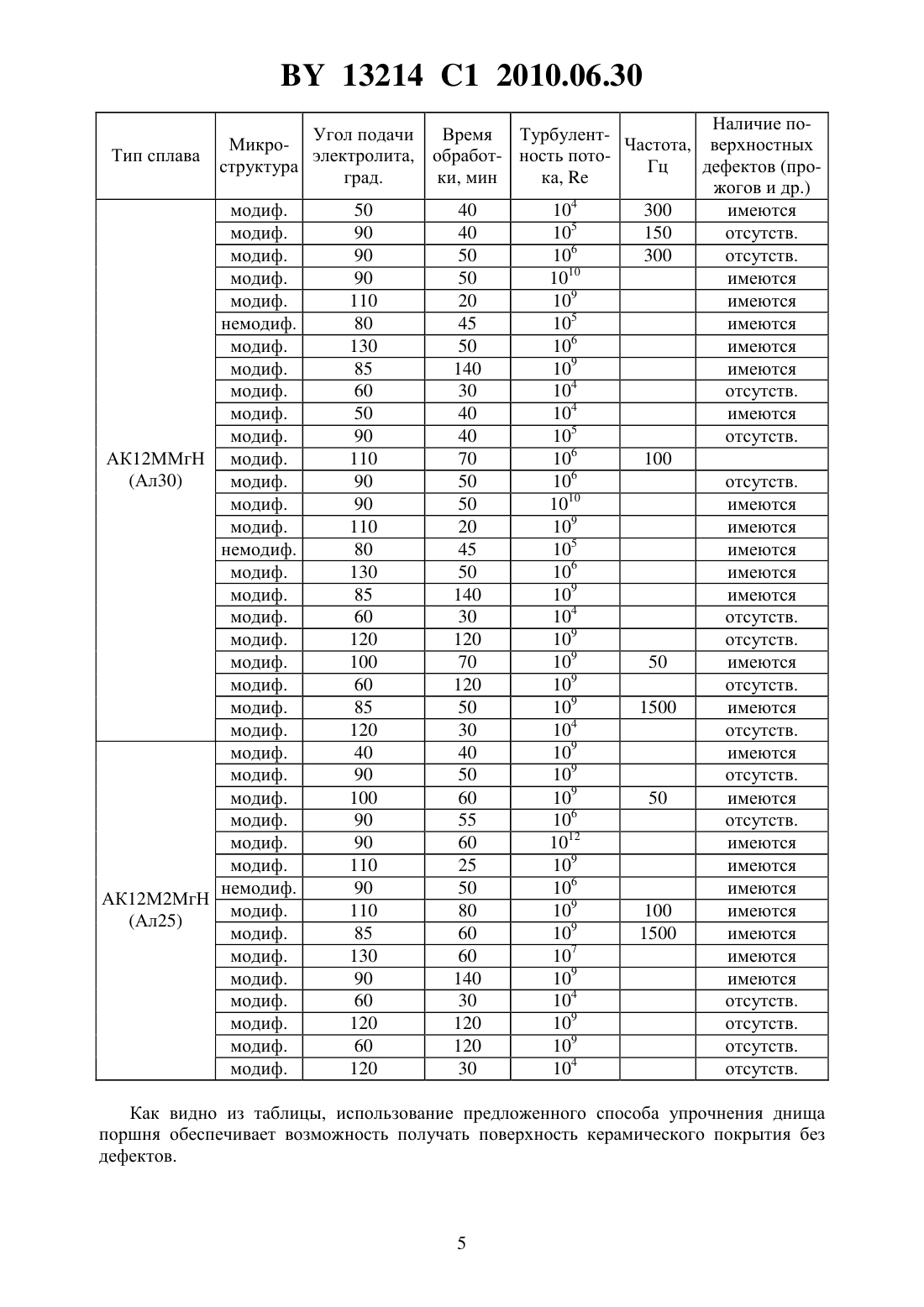
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ УПРОЧНЕНИЯ ДНИЩА ПОРШНЯ ИЗ СПЛАВА АЛЮМИНИЯ С КРЕМНИЕМ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ(71) Заявители Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси Производственное республиканское унитарное предприятие Минский моторный завод(72) Авторы Ласковнев Александр Петрович Овчинников Владимир Васильевич Волочко Александр Тихонович Соколов Владимир Николаевич Зелинский Вадим Ярославович Комаров Александр Иванович(73) Патентообладатели Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси Производственное республиканское унитарное предприятие Минский моторный завод(57) Способ упрочнения днища поршня из сплава алюминия с кремнием двигателя внутреннего сгорания, включающий нанесение покрытия микродуговым оксидированием в щелочном силикатсодержащем электролите при наложении асимметричного переменного тока с равной длительностью положительных и отрицательных импульсов при соотношении 13214 1 2010.06.30 амплитуд напряжения положительных и отрицательных импульсов 0,01-0,4, отличающийся тем, что электролит подают под углом 60-120 к упрочняемой поверхности днища поршня при турбулентности потока электролита, соответствующей критерию Рейнольдса 104-109 в течение 0,5-2 часа, а переменный ток налагают в виде импульсов прямоугольной формы с частотой 150-1200 Гц. Изобретение относится к нанесению защитных покрытий сплавов алюминия микродуговым оксидированием и может быть использовано для нанесения защитных покрытий на днище поршня из сплавов алюминия с кремнием (силумины), содержащие 11-13 мас.(эвтектические силумины). Поршни двигателей внутреннего сгорания являются одними из наиболее нагруженных и массивных деталей в двигателестроении. При работе двигателя поршень находится в экстремальных условиях, испытывая сложные температурные и направленные силовые воздействия. Поршень двигателя внутреннего сгорания представляет собой деталь типа стакан, причем его размеры и отношение высоты к диаметру (/) определяется требуемой для каждого конкретного типа двигателя мощностью. Для изготовления литых поршней используют, в основном, сплавы алюминия с кремнием (силумины), содержащие 11-13 мас.(эвтектические силумины) и 16-25(заэвтектические силумины). Применение поршней на основе сплавов из алюминия продиктовано необходимостью снижения в двигателе особо вредных инерционных нагрузок. Для увеличения ресурса работы поршня на поверхности днища поршня наносят керамическое покрытие. В последние годы наиболее интенсивно развиваются новые методы нанесения покрытий и упрочнения поверхностей, основанные на использовании высококонцентрированных источников энергии - электрических разрядов, лазеров и др. Анодное микродуговое оксидирование является одним из наиболее перспективных видов обработки поверхностей. Этот метод находит все более широкое применение и используется для получения многофункциональных покрытий, применяемых в самых различных отраслях промышленности. Анодное микродуговое оксидирование берет свое начало от традиционного анодирования и по своей сути имеет с ним много общего, однако имеется ряд существенных отличий процесс ведется при более высоких напряжениях (до нескольких сотен вольт) в основном используется не постоянный, а переменный импульсный ток применяются, главным образом, некислотные, а слабощелочные электролиты. Известен способ, включающий микродуговое оксидирование поверхности в щелочном электролите при плотности тока 30-70 А/дм 2 в импульсном режиме при длительности импульсов 100-300 мс, при котором процесс ведут в анодно-катодном режиме с частотой следования прямоугольных анодных и катодных импульсов 50 Гц, при соотношении амплитуд анодного и катодного токов 1,06-20,0 и длительности паузы между анодным и катодным импульсом 100-300 мс. Температура электролита 288-308 К. Затем покрытие длительно обрабатывается в растворе фторопласта 1. Способ позволяет получать покрытия на вентильной группе металлов (имеющих свою окисную защитную пленку ,и т.д.), но не обеспечивает получение качественных защитных покрытий на сплавах -, главным образом из-за растравливания поверхности и интенсивного шламообразования. Наиболее близким к предлагаемому изобретению является способ, включающий микродуговое анодирование по меньшей мере в двух или трех растворах, содержащих гидроокись натрия, жидкое натриевое стекло в последовательности возрастания в них щелочности и концентрации солей, при наложении асимметричного тока промышленной частоты с равной длительностью положительных и отрицательных треугольных импульсов напряжения с нелинейным изменением напряжения от амплитудного значения до нуля 2 13214 1 2010.06.30 за длительность каждого импульса, при этом соотношение амплитуд напряжения положительных и отрицательных импульсов составляет 0,01-0,4 2. Недостатком способа является высокая трудоемкость и продолжительность процесса получения оксидного слоя. Кроме того, покрытия, формируемые по данному способу на сплавах -, характеризуются значительной долей рыхлого поверхностного слоя, что существенно снижает их защитные свойства. Задачей изобретения является повышение однородности и теплозащитных свойств покрытия на основе соединений А 2 О 3, получаемого на поверхностях днища поршня,имеющего углубление (камеру сгорания) из эвтектических силуминов с количеством кремния 11-13 . Решение поставленной задачи достигается за счет того, что в способе упрочнения днища поршня из сплава алюминия с кремнием двигателя внутреннего сгорания, включающем нанесение покрытия микродуговым оксидированием в щелочном силикатсодержащем электролите при наложении асимметричного переменного тока с равной длительностью положительных и отрицательных импульсов при соотношении амплитуд напряжения положительных и отрицательных импульсов 0,01-0,4, электролит подают под углом 60-120 к упрочняемой поверхности днища поршня при турбулентности потока электролита, соответствующей критерию Рейнольдса 104-109 в течение 0,5-2 часа, а переменный ток налагают в виде импульсов прямоугольной формы с частотой 150-1200 Гц. Метод анодного микродугового оксидирования, сочетающий электрохимическое окисление металла с разрядными явлениями в электролите и оксиде, является сложным многофакторным процессом и зависит как от индивидуальных факторов (состав, температура электролита, оксидируемый сплав, токовый режим и т.п.), так и от их совокупности. Способ упрочнения днища поршня поясняется схемой (фиг. 1). Поршень 1 изолирован герметизирующей прокладкой 2, которую удерживает от больших объемных изменений при уплотнении ограничительное кольцо 3 с помощью создающего прижимного усилия части корпуса электрохимической ячейки 4. Названные детали создают корпус ванны, в которой происходит процесс микродугового оксидирования при подводе через трубку 5 электролита 6 и наложении импульсного анодно-катодного напряжения. Способ нанесения защитного слоя на поверхность алюминиевого поршня заключается в следующем. В образовавшуюся изолированную ванну подается электролит под углом 60-120 в зависимости от расположения оси симметрии камера сгорания при углеменее 60 и более 120 происходит несимметричный отвод тепла при реакции в области окисления (при симметричной камере сгорания относительно вертикальной оси уголдолжен быть 90). Большое количество тепла негативно сказывается на скорости роста керамического слоя,поэтому необходима интенсивная подача электролита в зону окисления для отвода тепла,обеспечиваемая турбулентностью потока электролита 104-109 . При турбулентности менее 104 озон другие газы, образующиеся в результате реакции, не отводятся с обрабатываемой поверхности, и наращиваемый слой одновременно разрушается (скорость роста керамического слоя ниже скорости разрушения). При этом меняется тепловой баланс, и температура повышается, выходя за рамки предпочтительных значений (20-40 С). При турбулентности потока выше 109 выделяющиеся газы создают кавитационный эффект,приводящий к образованию керамического слоя с большим количеством каверн и впадин с острыми краями. При диаметре отверстия в подводящей трубке 8-10 мм подача электролита должна осуществляться под давлением 0,25-0,3 Па для обеспечения турбулентности в диапазоне 104-109 . Определяющее влияние на свойства изделия и качество формируемого покрытия, способного улучшить эти свойства, оказывает исходная микроструктура отливок поршня,обусловленная технологией литья. Немодифицированный сплав с грубой эвтектикой и выраженной микронеоднородностью появляется причиной формирования покрытия с 3 13214 1 2010.06.30 большим количеством внешних дефектов. Проведенные исследования позволили сделать вывод, что зафиксированные несоответствия в микроструктуре поршня определяются технологией кокильного литья и условиями модифицирования сплава. Использование качественных (с долговременным модифицирующим эффектом) флюсов обеспечивает формирование стабильной микроструктуры покрытия. В отличие от известного способа, в котором оксидирование осуществляется с наложением переменного тока в виде импульсов напряжения промышленной частоты и треугольной формы, в предлагаемом способе переменный ток налагают в виде прямоугольных импульсов напряжения с частотой их следования 150-1200 Гц. Проведенные ранее исследования показали, что повышение частоты переменного тока до 150-1200 Гц при микродуговом оксидировании кремнийсодержащих алюминиевых сплавов интенсифицирует образование покрытий и способствует формированию более однородной структуры оксидного слоя с низкой пористостью. Это связано с сокращением времени горения отдельных микродуговых разрядов при повышении частоты следования импульсов, что снижает вероятность перехода процесса в дуговую стадию и разрушение покрытия. При частоте ниже 150 Гц повышается неоднородность структуры покрытия вследствие избыточного локального теплового воздействия разрядов. При частотах более 1200 Гц затруднено оплавление отдельных фрагментов покрытия и образование монолитного оксидного слоя. Прямоугольная форма импульсов напряжения в указанном диапазоне частот является наиболее благоприятной, поскольку при такой форме обеспечивается высокая мощность микродугового разряда и не происходит разрушение покрытия вследствие кратковременного теплового воздействия. Нанесение покрытия на днище поршня иллюстрируется следующим примером. Пример Обработке подвергались поршни их эвтектического силумина АК 12 ММгН (Ал 30) и АК 12 М 2 МгН (Ал 25). Диаметр днища поршня составлял 110 мм. Покрытие формировалось в импульсном режиме с использованием источника переменного тока, позволяющего производить независимую регулировку амплитуды прямоугольных импульсов положительного и отрицательного напряжений в диапазоне частот 0-10000 Гц. Для формирования покрытия на днище поршня из эвтектического силумина применялся электролит следующего состава натрий пирофосфорнокислый 40 кг/м 3 натрий кремневокислый 3,5 кг/м 3 стекло натриевое жидкое 4 кг/м 3 вода остальное. Процесс проходил в электрохимической ячейке с подачей электролита согласно условиям формулы изобретения. Для обеспечения непрерывной подачи электролита использовался комплекс для оксидирования с принудительным охлаждением всей массы электролита в баке с охлаждаемыми стенками-фильтрами на входе и выходе электролита. Электролит через штуцер с регулируемым отверстием 7-18 мм подавался на днище поршня. Изменение отверстия и давление давало возможность регулировать интенсивность турбулентности потока электролита в диапазоне 104-1012 . Результаты исследований по влиянию доказательных признаков формулы изобретения на качественное покрытие днища поршня с камерой сгорания приведены в таблице. 13214 1 2010.06.30 Наличие поУгол подачи Время ТурбулентМикроЧастота, верхностных Тип сплава электролита, обработ- ность потоструктура Гц дефектов (проград. ки, мин ка,жогов и др.) модиф. 50 40 104 300 имеются 5 модиф. 90 40 10 150 отсутств. 6 модиф. 90 50 10 300 отсутств. модиф. 90 50 1010 имеются 9 модиф. 110 20 10 имеются 5 немодиф. 80 45 10 имеются модиф. 130 50 106 имеются 9 модиф. 85 140 10 имеются модиф. 60 30 104 отсутств. модиф. 50 40 104 имеются 5 модиф. 90 40 10 отсутств. АК 12 ММгН модиф. 110 70 106 100(Ал 25) 9 модиф. 85 60 10 1500 имеются модиф. 130 60 107 имеются 9 модиф. 90 140 10 имеются 4 модиф. 60 30 10 отсутств. модиф. 120 120 109 отсутств. 9 модиф. 60 120 10 отсутств. 4 модиф. 120 30 10 отсутств. Как видно из таблицы, использование предложенного способа упрочнения днища поршня обеспечивает возможность получать поверхность керамического покрытия без дефектов. 13214 1 2010.06.30 Источники информации 1. Белозоров В.В., Махатилова А.И., Реброва Е.М., Савицкий Б.А. Влияние электрических режимов анодно-катодного микродугового оксидирования на структуру и свойства покрытий. - Киев Процессы литья, 2001. - С. 91-94. 2. Патент 2023762, МПК 5 С 25 11/02. Способ нанесения покрытия на алюминиевые сплавы / В.И. Самсонов, Ан, А.П. Арефьев. -4950060/26 Заявл. 27.06.91 Опубл. 30.11.94 // Изобретения. - 1994. -22. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: C25D 11/04
Метки: упрочнения, днища, кремнием, двигателя, способ, сплава, поршня, алюминия, внутреннего, сгорания
Код ссылки
<a href="https://by.patents.su/6-13214-sposob-uprochneniya-dnishha-porshnya-iz-splava-alyuminiya-s-kremniem-dvigatelya-vnutrennego-sgoraniya.html" rel="bookmark" title="База патентов Беларуси">Способ упрочнения днища поршня из сплава алюминия с кремнием двигателя внутреннего сгорания</a>
Способ изготовления поршня двигателя внутреннего сгорания
Номер патента: 10263
Опубликовано: 28.02.2008
Авторы: Жданович Олег Егорович, Ласковнев Александр Петрович, Овчинников Владимир Васильевич, Волочко Александр Тихонович
МПК: B22D 15/00
Метки: изготовления, способ, сгорания, двигателя, поршня, внутреннего
Текст:
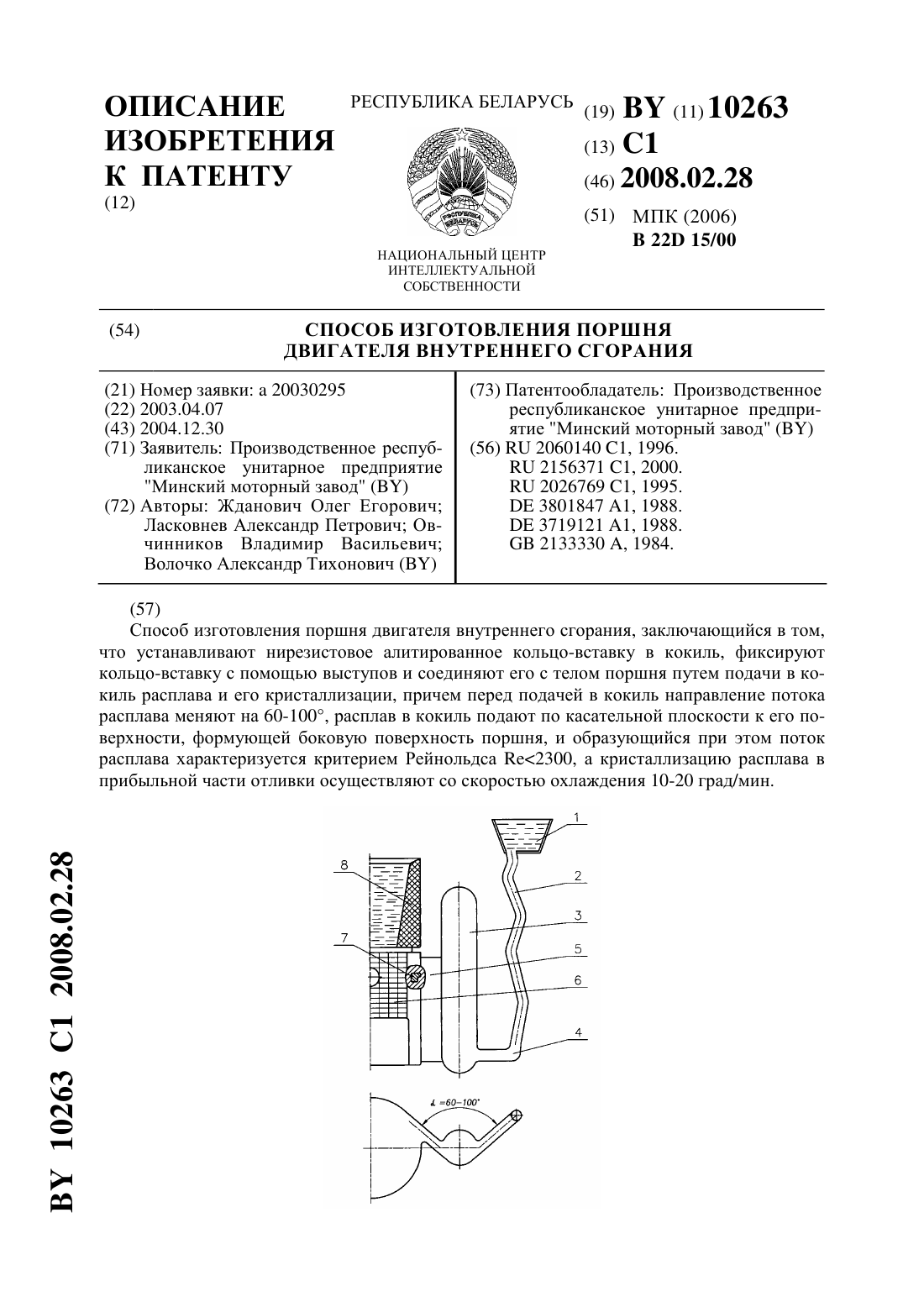
...подают по касательной плоскости к его поверхности, формующей боковую поверхность поршня, и образующийся при этом поток расплава характеризуется критерием Рейнольдса 2300, а кристаллизацию расплава в прибыльной части отливки осуществляют со скоростью охлаждения 10-20 град/мин. Способ может осуществляться по представленной схеме. На фигуре представлена литниковая чаша 1 со стояком 2, выполненным в виде гусиной шейки, который соеди 2 10263...
Способ работы поршневого двигателя внутреннего сгорания с продолженным расширением и двигатель внутреннего сгорания для его осуществления
Номер патента: 8321
Опубликовано: 30.08.2006
Авторы: Стародетко Евгений Александрович, Стародетко Константин Евгеньевич, Витязь Александр Александрович
МПК: F02B 41/02
Метки: двигателя, работы, сгорания, способ, внутреннего, расширением, поршневого, осуществления, продолженным, двигатель
Текст:
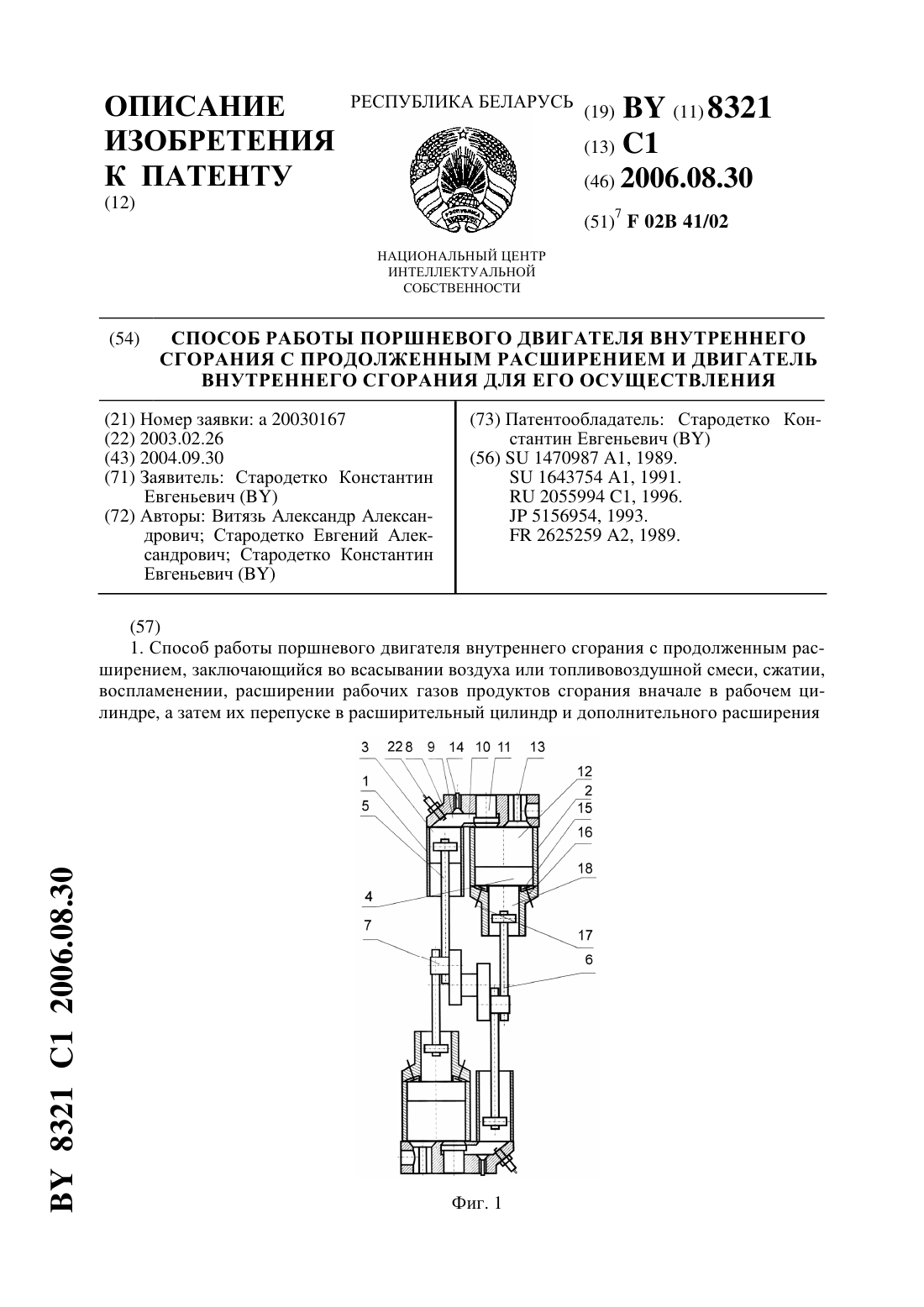
...смеси, а расширительная камера снабжена клапанами, один из которых соединяет ее с общей камерой сгорания, а другой - с выхлопом. Поставленная задача решается также и тем, что цилиндры двигателя и компрессора установлены параллельно друг другу в одном блоке и снабжены общей головкой с камерой сгорания, а их поршни установлены в противофазе и связаны шатунами с шатунными шейками одного коленчатого вала, образуя рабочую секцию....
Способ работы поршневого двигателя внутреннего сгорания и поршневой двигатель внутреннего сгорания
Номер патента: 1397
Опубликовано: 16.09.1996
Авторы: Стародетко Константин Евгеньевич, Стародетко Евгений Александрович, Стародетко Георгий Евгеньевич, Симон Симанд
МПК: F02B 33/06, F02B 37/00
Метки: двигатель, двигателя, способ, внутреннего, поршневой, сгорания, поршневого, работы
Текст:
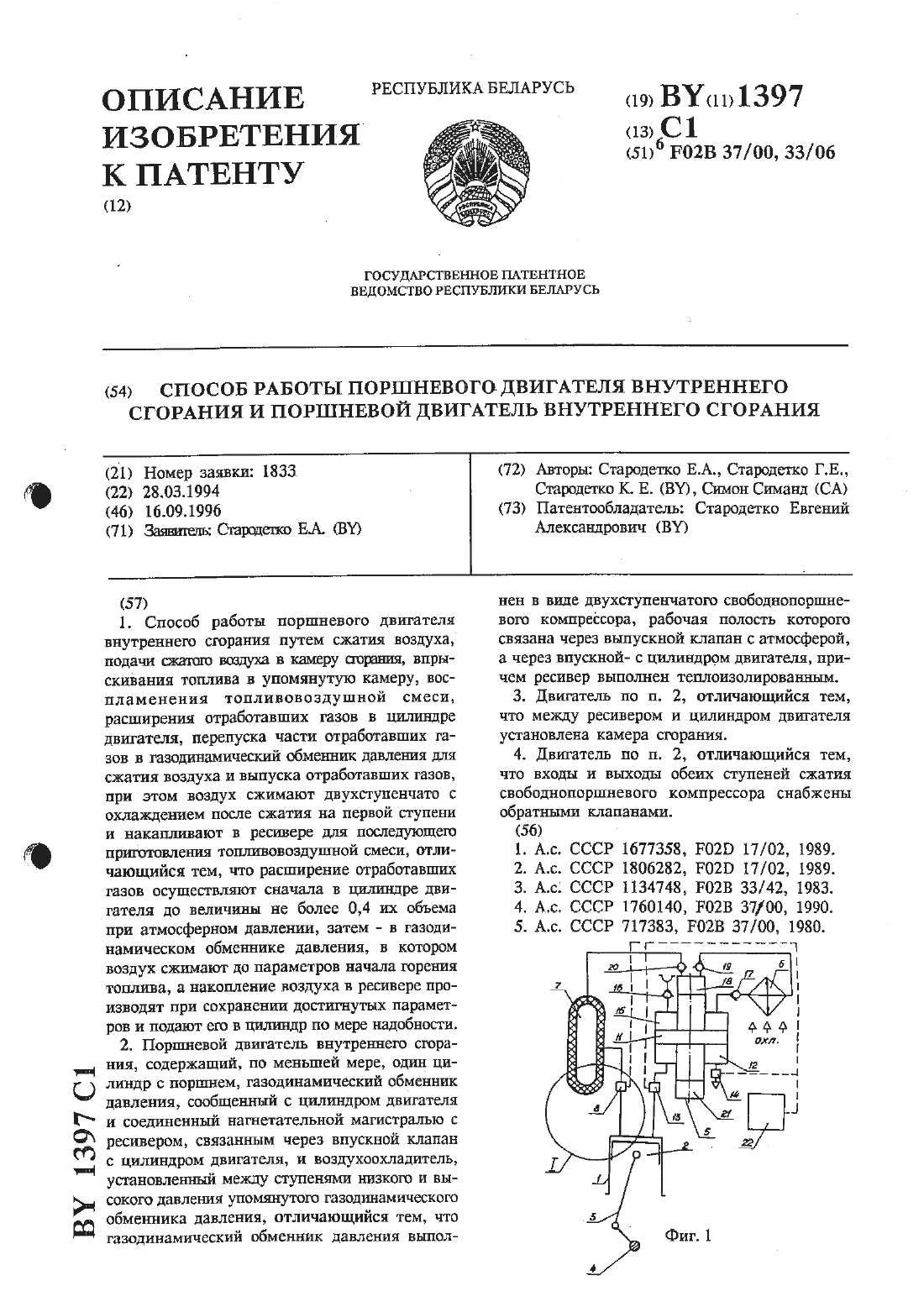
...рабочих газов в газодинамический обменник давления для сжатия воздуха и выпуска отработавших газов, при этом воздух сжимают двухступенчато с охлаждением после сжатия на первой ступени и накапливают в ресивере для последующего приготовления тошшвовоздушной смеси, согласно изобретению, расширение рабочих газов осуществляют сначала в цилиндре двигателя до ведгичины не более 0,4 их объема при атмосферном давлении, а затем - в газоДИННМИЧЕСКОМ...
Способ работы двигателя внутреннего сгорания
Номер патента: 8639
Опубликовано: 30.12.2006
Автор: Антоненко Александр Николаевич
МПК: F02B 41/02
Метки: работы, внутреннего, способ, сгорания, двигателя
Текст:
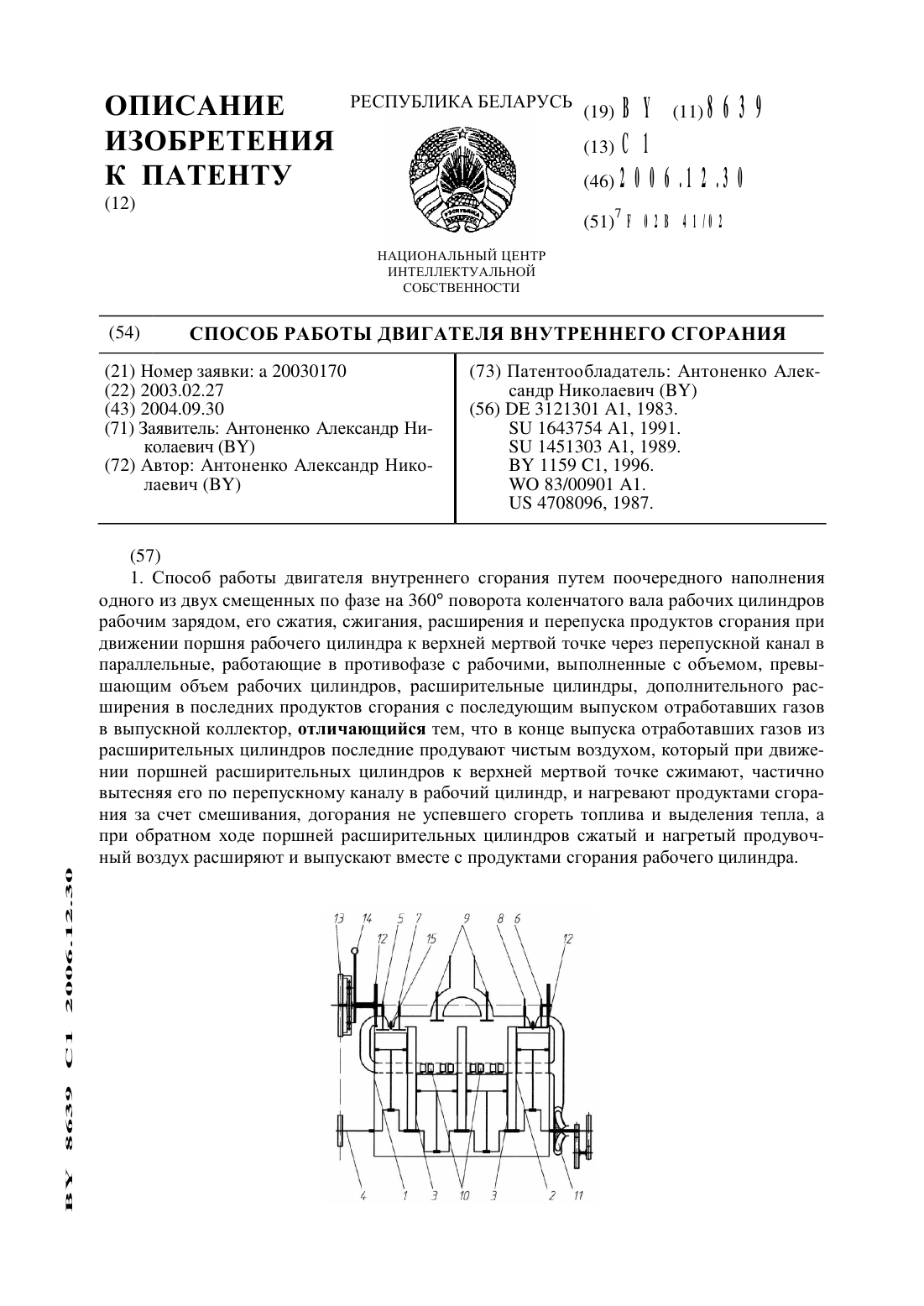
...и уменьшение насосных потерь в процессе впуска, что позволит разработать экономичные, экологически безопасные тепловые двигатели, обеспечивающие полноту сгорания топлива до конечных безвредных для окружающей среды продуктов сгорания.На фигуре представлена схема двигателя, работающего по предлагаемому способу.Двигатель внутреннего сгорания с повышенной степенью расширения содержит, по меньшей мере, один модуль из двух рабочих цилиндров 1 и...
Способ и устройство для холодного пуска дизельного двигателя внутреннего сгорания
Номер патента: 9832
Опубликовано: 30.10.2007
Авторы: Сосновский Дмитрий Николаевич, Брель Михаил Павлович
МПК: F02N 17/00
Метки: холодного, способ, пуска, дизельного, внутреннего, двигателя, сгорания, устройство
Текст:
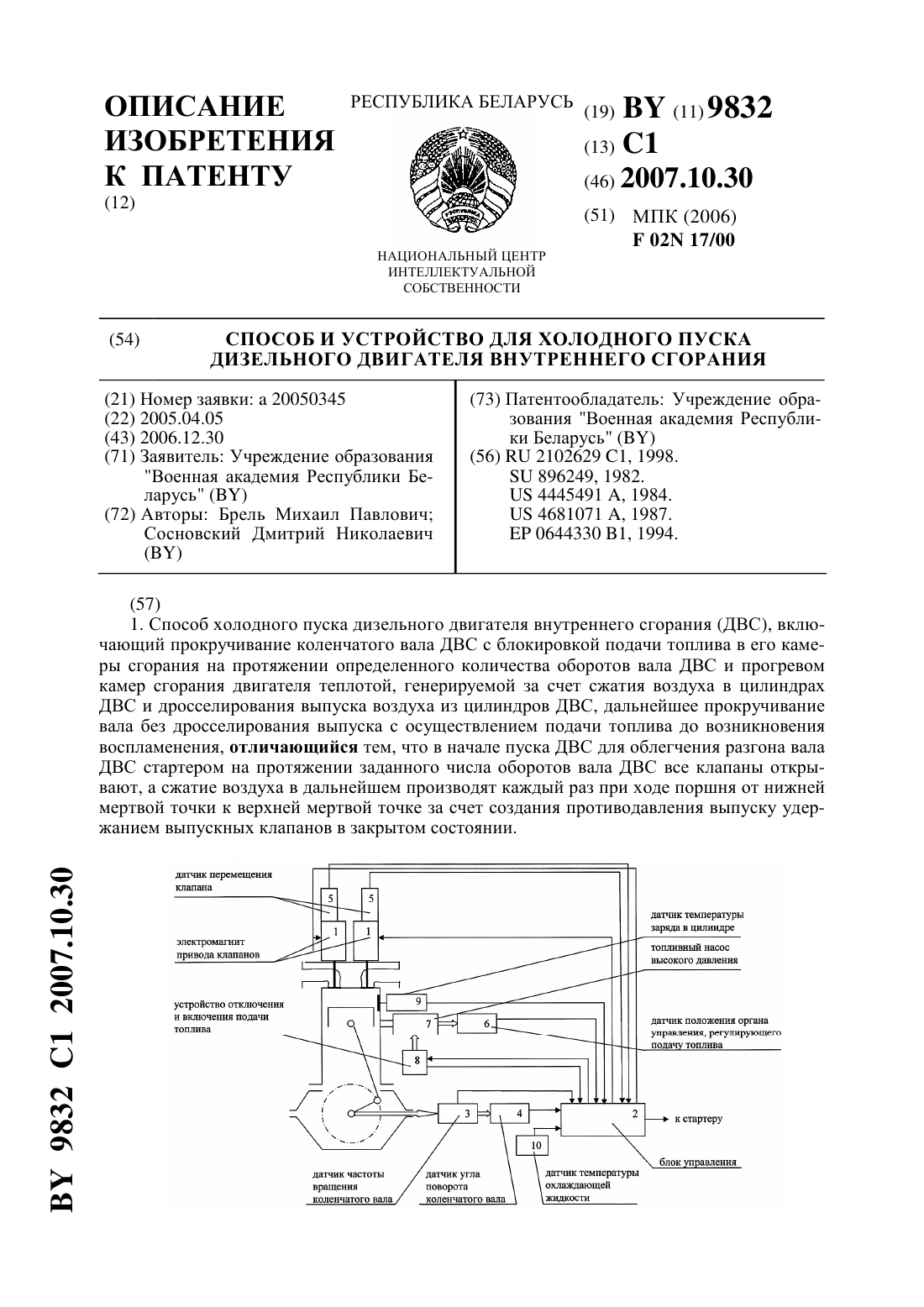
...прокручиванию коленчатого вала при его разгоне до необходимой пусковой частоты вращения на первом этапе пуска ДВС. Задача решается за счет того, что в предлагаемом способе холодного пуска дизельного двигателя внутреннего сгорания, включающем прокручивание коленчатого вала ДВС с блокировкой подачи топлива в его камеры сгорания на протяжении определенного количества оборотов вала ДВС и прогревом камер сгорания двигателя теплотой, генерируемой...
Предыдущий патент: Способ формообразования эпициклоидных колес внецентроидного цевочного зацепления
Следующий патент: Способ определения степени отравления психотропным препаратом
Случайный патент: Сельскохозяйственная машина