Устройство для изготовления литейных форм
Номер патента: 11
Опубликовано: 30.05.1994
Авторы: Лебедева Л. М., Грабовский В. В., Шпуй Ю. А., Мозолевский В. В., Фонов В. В.
Текст
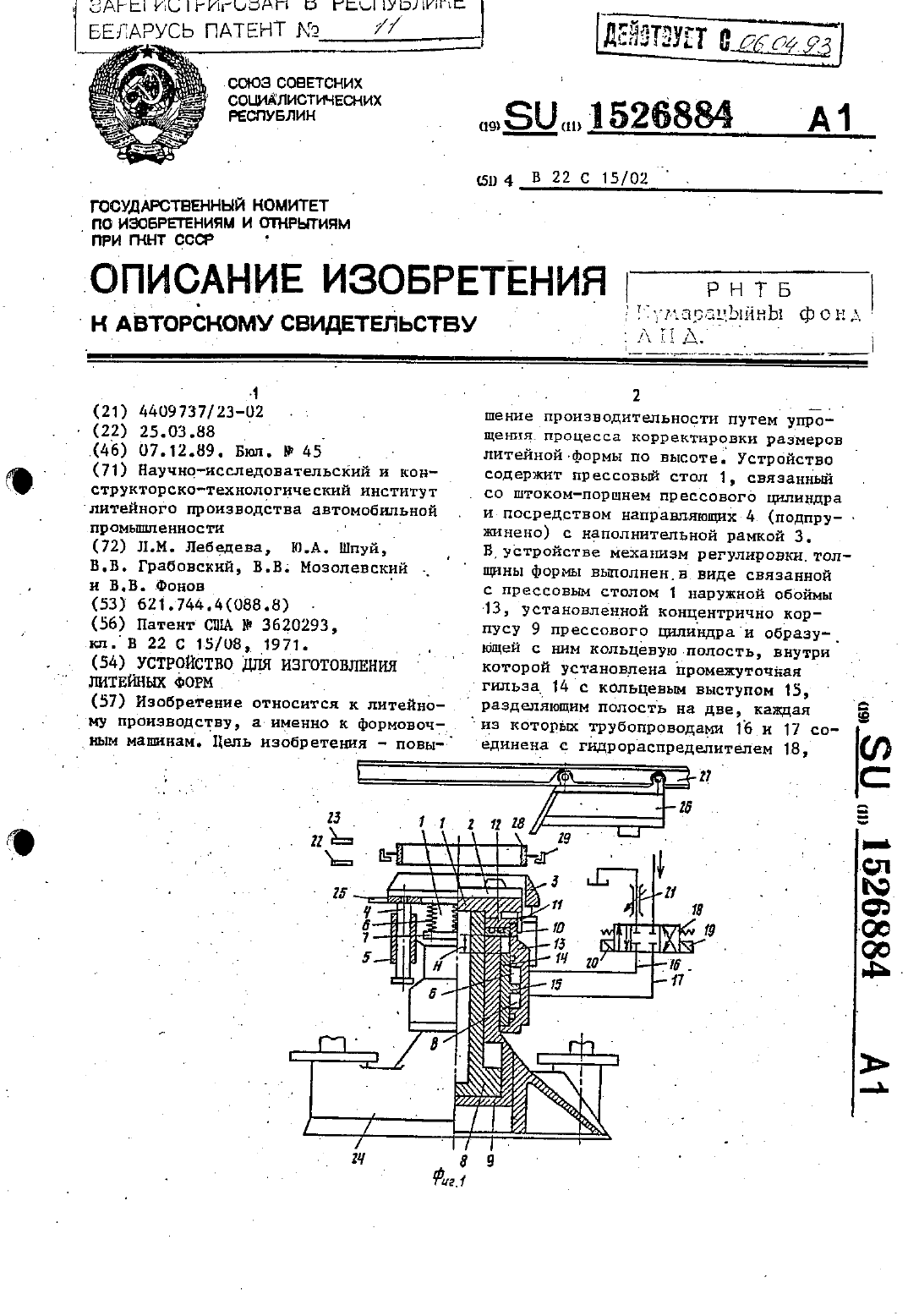
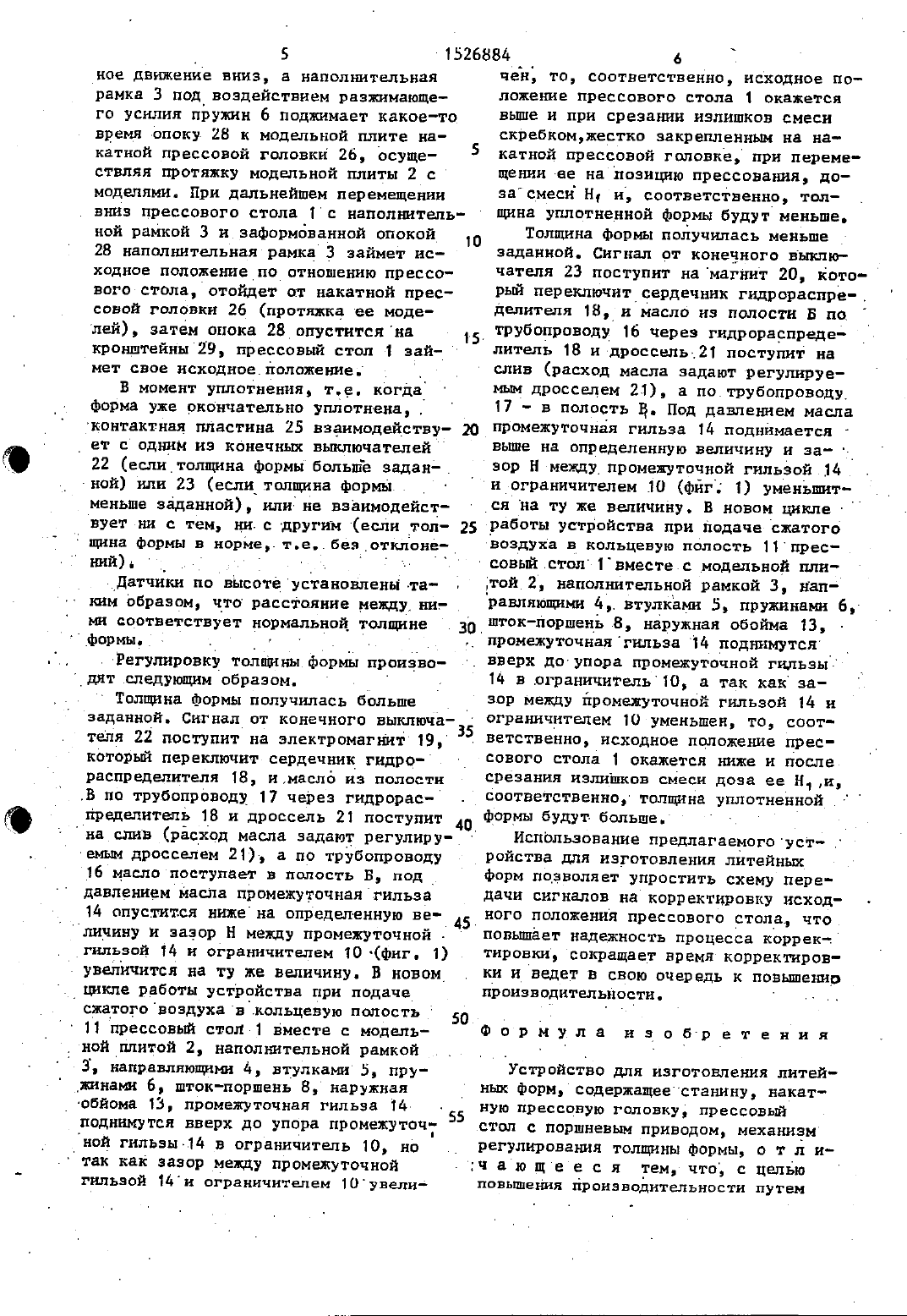
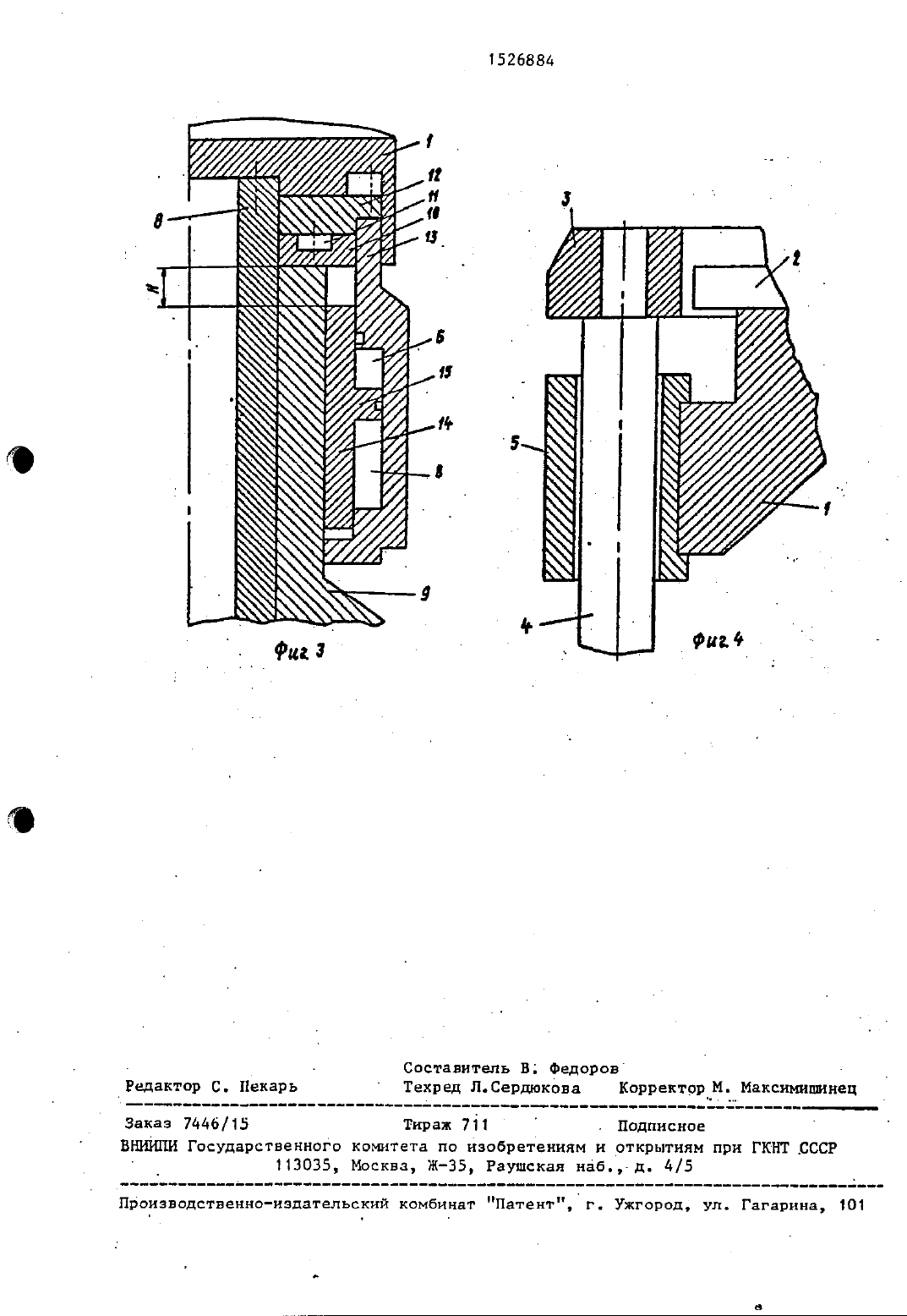
структорско-технологический институт литейного производства автомобильнойму производству, а именно к формовочд ым машинам. Цель нзобретеня повы ЗАРЕИЬ 1 РИгЬОНП О ГЦЬНУЮЛИПБ БЕЛАРУСЬ ПАТЕНТ М //госмдАРствЕнНый номитвт по иэоврггвниям и огнгытиям(54) УСТРОЙСТВО для изготовлвния штвиньщ ФОРМ. у в 4гильза 14 с кольцевьщ выступом 15, из которы трубопроводами ТЕ и 17 со ни2 шение производительности путем упроЩЕШШЯ, ПРОЦЕССЕ КОРРЭКТНРЧВКН РЗМЕРОВ литейной-формы по высоте Устройство содержит прессовый стол 1, связаннысо щтокомлоршнем прессового цилиндраи-посредством направляющий д(подпру жинено) с наполнительной рамкой З. Вустройстве механизм регулировки толщины формы вьшолненв виде связанной с прессовым столом 1 наружной обоймы 13, установленной концентрично корпусу 9 прессового цмлипдра й образующей с ним кольцевую полость, внутри которой установлена промежуточнаяразделяющим полость на две, каждаялитейной формы по высоте.производству, в частности к формовочны машинам сустройствами для уплотнения смеси посредством прессования.Целью изобретения является повышение производительности путем упрощения процесса корректировки размероНа фиг. 1 представлено устройство для нзготовленя литейным форм, обшмй вид, в разрезе на фиг. 2 то Же, Перед операцией прессования формы на фиг. З - связанная прессовы столом наружная обойма с установленной внутри нее промежуточной гильзой На Фиг. А связь прессового стола с наполнительной рамкой.Устройство для изготовления литейд нык форм содержит прессовый стол 1 с модельной плитой 2, расположенный внутри наполнительной рашси 3, связанной со столом посредством направляющих 4, подвижно установленных во- втулках 5, жестко закрепленным по уг лам ПРВССОБОГО СТОЛЕ 1. НЗПОПНТЕЛЬ НЭЯ рамка 3 ПОДПРУЖИНЭНЭ ОТНОСИТЕЛЬНО6, связанньш с упорами 7,жестко закрепленныи на прессовом столе. Прессовый стол установлен на шток-поршнеКОТОРОГО ПОД ПРЕССОЕЫ СТОЛОМ 1 зак реплен ограничитель 10 с выполненной в нем кольцевой полостью 11. На корпусе 9 прессового цилиндра установ лена концентрично ему жестко связанная с крышкой 12 наружная обойма 13,образующая с корпусом 9 прессовоготорой подвижно установлена промежуточ ная гильза 1 д с кольцевым выступом 15, разделяющим кольцевую полость на две полость Б и полость В, каждая из которым трубопроводами 16 и 17 соединена с гидрораспределителем 18 снабженным магнитами 19 и 20 и дросселем 21 и электрически связанны сконачньми выключателями 22 и 23, уста НОВЛЕННЫМШ на СТаНННЕ 24 С БО 3 МОЖ НОСТЬЮ ВЗЗНМОДЕЙСТВНЯ С КОНТЭКТНОЙснабжено накаткой прессовой головкой26 с модельной плитой, установленной на станине 24 посредством коллон (не.кронштейнах 29. Устройство для изготовления литейнык форм работает следующим образом. В начале цикла давление масла в попостяк Б и В уравновешено. В кольцевую полость 11 (фиг. 1) подают сжатьй воздух, который воздействует на крышку 12, в результате прессовый стол 1 вместе с модельной плитой 2,рамкой З,направляющми 4, пружинами 6, втулками 5, а также штокпоршень 8 прессового цилиндра, наружная обойма 13 и промежуточная гильза 14 поднимаются до упора промежуточной гильзы 14 в огранчитель 10(фиг. 2). Между кршкой 12 и огранчителем 10 образуется полостьоА, равная по величине зазору Н фнг. 1). Наполнительная рамка 3 снимает опоку-28 с кронштейнов 29. Формовочную смесь из дозатора (не показан)рамку. Накатная прессовал головка 26 с модельной плитой по направляющим27 перемещается на позицию уплотнения, одновременно разравнивая скребком смесь над дополнтельной рамкой. Подают масло в полость Д под штокпорлень 8, который, поднмаясь, поднимает прессовый стол 1 с модельной плитой 2, наполнтельной рамкой 3 И опокой 28 со смесью доуп 0 Р 8 В На катную прессовую головку 26, ОСУЩе ствляя уплотнене формовочной смеси,В ПРОЦЕССЕ КОТОРОГО НБПОЛНТЕПЬНЗЯ рамка 3 под воздействием давления,передаваемого через опоку 28 по направляющим 4, перемещаемьш во втулках 5, опускается, сжимая пружины 6. После снятия уплотняющего усилия - сброса давления из полости Д - прессовый стол 1 под действием давления, подаваемого в полость Г, начинает медленное двгокение вниз, а наполнительная рамка 3 подвоздействием разжимаюЩе го усилил пружин 6 поджимает какоето время-опоку 28 к модельной плите накатнойлрессовой головки 26, осуществляя протяжку модельной плиты 2 с моделями. При дальнейшем перемещении вниз прессового стола 1 с наполнительной рамкой 3 и заформованной опокой 28 наполнителъная рамка 3 займет исходное лоложениелоотношению прессо вого стола, отойдет от накатной прессовой головки 26 (протяжка ее моделей), затем оиока 28 опуститсяна кронштейны 29, прессовый стол 1 зай мет свое исходноеположение н В момент уплотнения, т.е. когдаформа уже окончательно уплотнена Йет с одним из конечным выключателей22 (если толщина формы больше заданменьше заданной), или не взаимодейст ычел то, соответственно, исходное лоложение прессового стола 1 окажется выше и при срезани излишков смеси скребком,жестко закрепленным на накатной прессовой головке при перемещении ее налозицню прессования, дозасмеси Н, н соответственно, толщна уплотненной формы будут меньше. Толщина формы получилась меньше заданной. Сигнал от конечного выключателя 23 поступит намагнит 20, которы переключит сердечник гидрораспре делителя 18, и масло из полости Б по трубопроводу 16 через гидрораспреде литель 18 и тдроссельд 21 поступит наслив (расход масла задают регулируемм дросселем 21), а по трубопроводу 17 в полость Ц. Под давлением масла промежуточная гильза 14 поднимается выше на определенную величину и за Д вор Н между промежуточной гнльвой 14н ограничителем 10 (фнг 2 1) уменьшит вует ни с тем, ни с другим (еслитол- 25ний) р . ддатчикн по высотеустановлены та Йким образом, что расстояние междуннг ми соответствует нормальной толщине 3 о оформы- . 1Регулировку толщны форме произво дят.следующим образом.Толщна формы получилась большетеля 22 поступит на электромагнит 19,который переключит сердечник гидрораспределителя 18, и масло из полости16 масло поступает в полость В, под давлением масла промежуточная гильза14 опустится нинена определенную ве 45(личину и зазор Н между промежуточной гильзой 14 н ограничителем 10 -(фиг. 1)- увеличится на ту же величину. В новом цкле работыустройства при подаче-обйома 13, промежуточная гильза 14 поднимутсл вверх до упора промежуточт ной гильзы-14 в ограничитель 10, нотак как зазор между промежуточной гильзой 1 ди ограничителем 10 увелився на ту же величину. В новом цикле работы устройства при подаче-сжатого-совый.стон 1 вместе.с модельной пли той 2 наполнительной рамкой 3, напт равлнющимн 4.втулнам 5, пружинами 6,штокпоршень 8, наружная обойма 13,промежуточнаягильва 14 поднмутся у вверх до упора промежуточной гильзыГп 1 д в ограничитель 10, а так как завор между промежуточной гильзой 14 и ограничителем 1 О уменьшен, то, соответственно, исходное положение прессового стола 1 окажется ниже и после срезания излишков смеси доза ее Н,иформы будут больше. ц Использование предлагаемогоуст д ройства для изготовления литейным Форм позволяет упростить схему передачи сигналов на корректировку исходного положения прессового стола, что повшает надежность процесса коррекч тировкидсокращает время корректировкн и ведет в свою очередь к повшенир производительности.Устройство для изготовления литейным форм, содержащее станину, накатную прессовую головку, прессовый стол с поршневым приводом, механизм регулированя толщины формы, о т л нч а ю щ е е с я тем, что с целью повышения пр оизводнтелъности путемУПРОЩЕЙНЯ ПРОЦЕССЕ корректировки размеров литейной формы по высоте, ме ХЗННЗМ РЕГУЛИРОБКИ ТОЛЩИНЫ фбрМЫСЙСтаит нэ.обойм установленной на на 5привода прессового стола с обрааоват. имен С ним кольцевой полости, внут 3 рн которой размещена промежуточная-гильза с кольцевым выступом, разде ляющим копвцевую полость на две по лости каждая из которых труооцровдв дан Связана С ГИдР 0 РаСПРеделнтелем, 10гограничителя закрепленного в верхи пмеющего наверхней поверхности кольцевую полость, связанную трубопроводом с системой подачи сжатоготановленныщ на станине и электричес ки связанных с гидрораспредепйтепяъш контаквной пластины, закрепленной на ПРЕССОВОН СТОД, при ЭТОМ Устройство снабжено крышкой жестко закреплен ной к верхней пастй обоймы.-ней части корпуса поршневого привода
МПК / Метки
МПК: B22C 15/02
Метки: устройство, изготовления, литейных, форм
Код ссылки
<a href="https://by.patents.su/5-11-ustrojjstvo-dlya-izgotovleniya-litejjnyh-form.html" rel="bookmark" title="База патентов Беларуси">Устройство для изготовления литейных форм</a>
Шихта для изготовления сегнетокерамического конденсаторного материала
Номер патента: 20
Опубликовано: 30.05.1994
Авторы: Мамчиц Э. И., Ротенберг Б. А., Дорохова М. П., Трояновская С. М., Питушко Е. В., Бертош И. Г., Самойлов В. В., Алексеева Ф. К., Егоров Л. И., Балакишева Т. А.
МПК: H01G 4/12, C04B 35/46
Метки: изготовления, конденсаторного, сегнетокерамического, шихта, материала
Текст:
...03 0,1-0,3 глина 0,2-0,7 Полученны по-обычной керамической технологии при 1280-1 ЗбОСв течение 2 ч материал имеет следующие.характеристики 5 при 125 с 104-10 к АС/Сдол(1314) количество.потерьД по трещинам после пайки 718.смесь измельчают до удельной поверхч ностн 50007000 см/г. Полученную таким образом шихту используют для получения конденсаторного диэлектрика, из которого известным образом формуют заготовки конденсаторов и...
Предыдущий патент: Двухкоординатная поворотная машина Голубева В. И.
Следующий патент: Способ очистки поверхности
Случайный патент: Аксиально-поршневая гидромашина