Прокатный стан
Текст
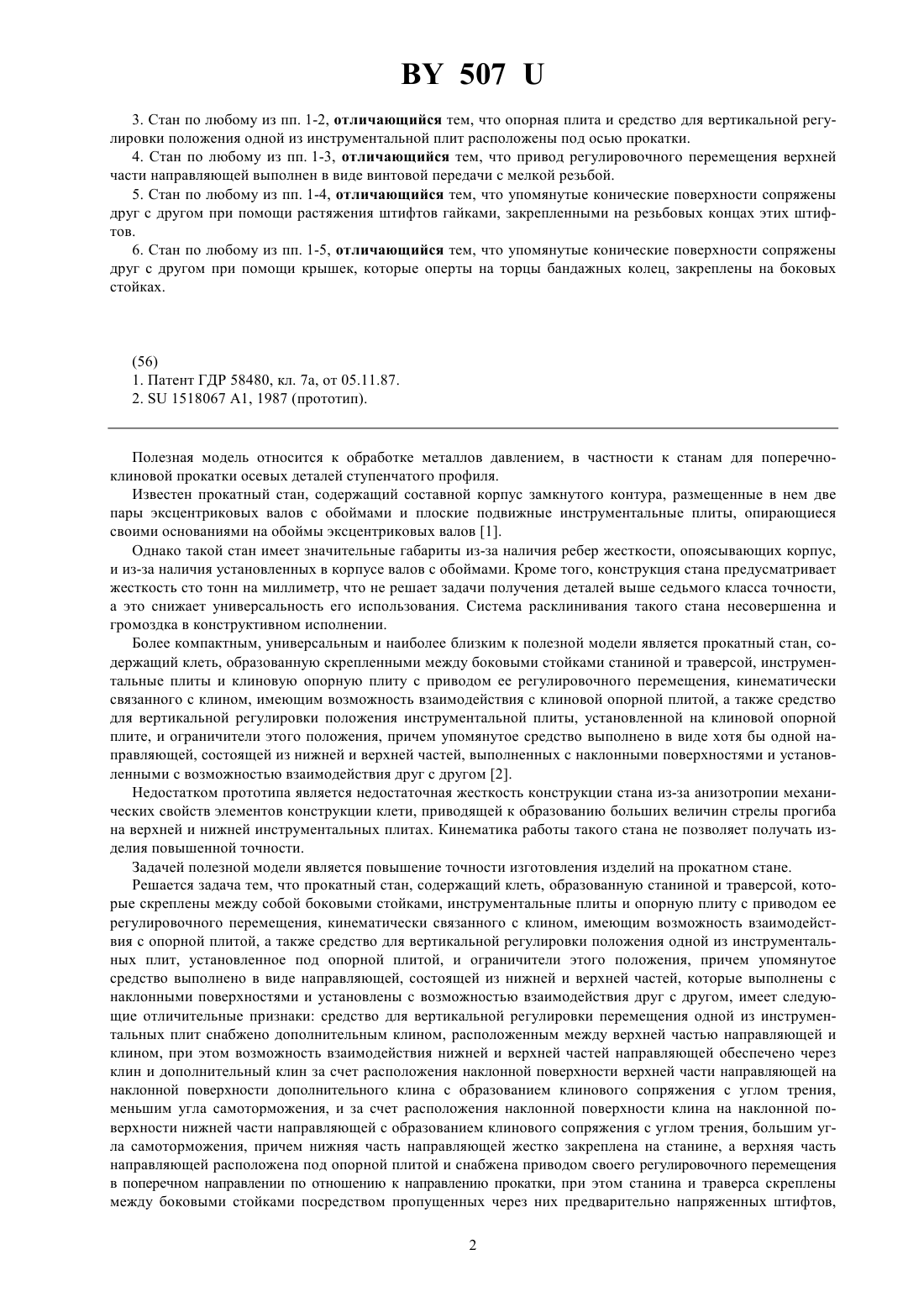
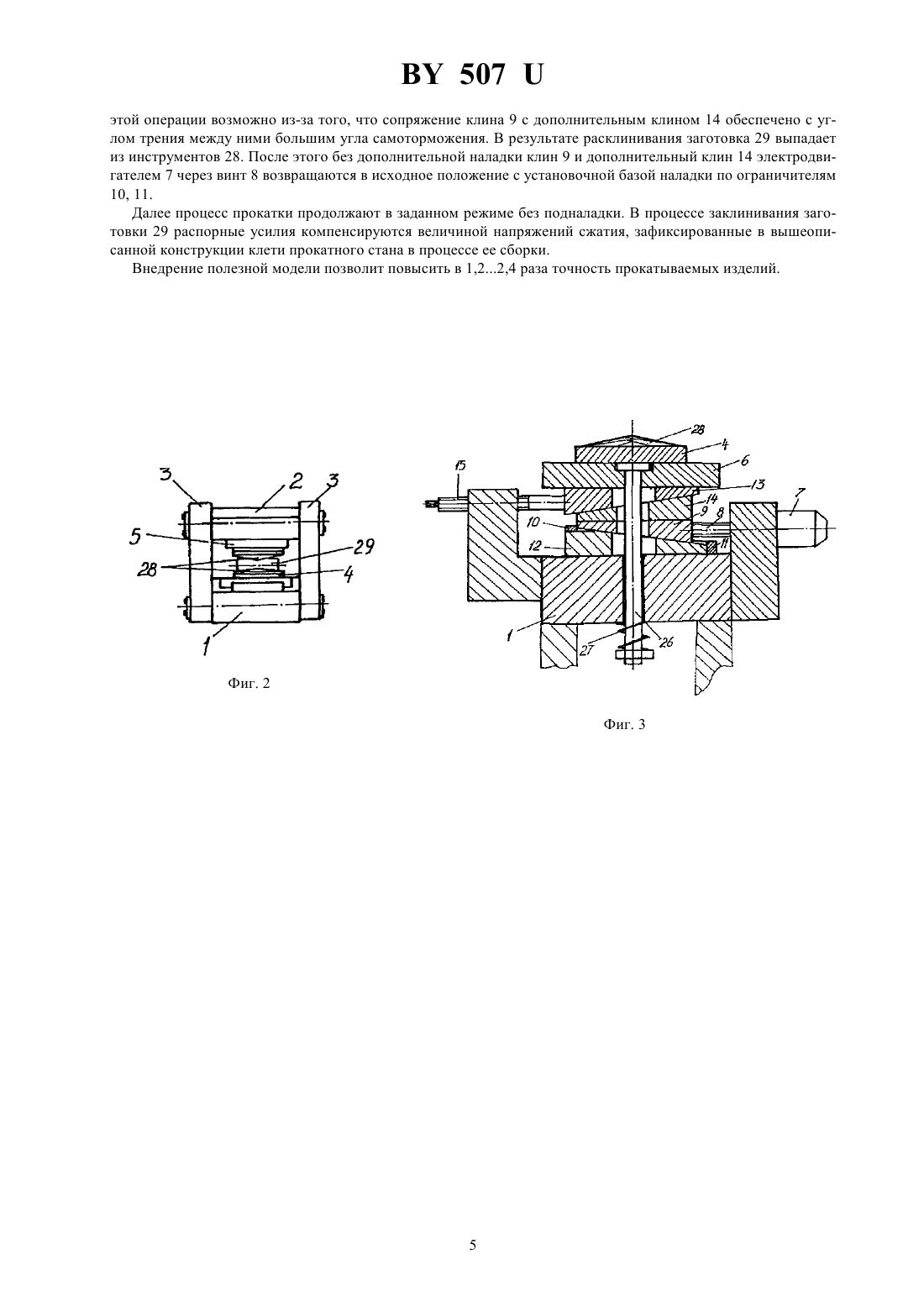
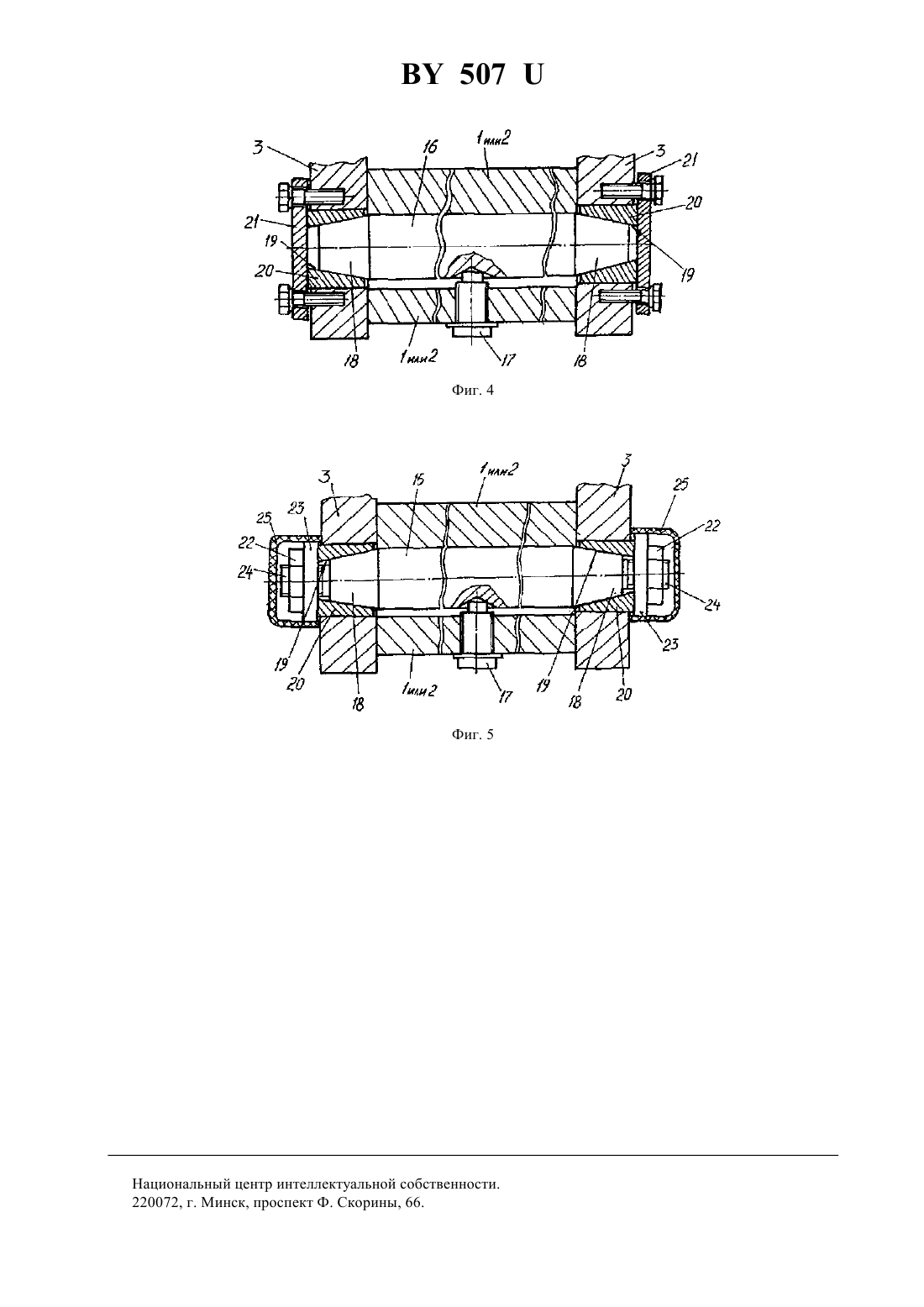
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Белорусско-Австрийское совместное предприятие Дайнова в форме ООО(73) Патентообладатель Белорусско-Австрийское совместное предприятие Дайнова в форме ООО(57) 1. Прокатный стан, содержащий клеть, образованную станиной и траверсой, которые скреплены между собой боковыми стойками, инструментальные плиты и опорную плиту с приводом ее регулировочного перемещения, кинематически связанного с клином, имеющим возможность взаимодействия с опорной плитой, а также средство для вертикальной регулировки положения одной из инструментальных плит, установленное под опорной плитой, и ограничители этого положения, причем упомянутое средство выполнено в виде направляющей, состоящей из нижней и верхней частей, которые выполнены с наклонными поверхностями и установлены с возможностью взаимодействия друг с другом, отличающийся тем, что средство для вертикальной регулировки перемещения одной из инструментальных плит снабжено дополнительным клином, расположенным между верхней частью направляющей и клином, при этом возможность взаимодействия нижней и верхней частей направляющей обеспечена через клин и дополнительный клин за счет расположения наклонной поверхности верхней части направляющей на наклонной поверхности дополнительного клина с образованием клинового сопряжения с углом трения, меньшим угла самоторможения, и за счет расположения наклонной поверхности клина на наклонной поверхности нижней части направляющей с образованием клинового сопряжения с углом трения, большим угла самоторможения, причем нижняя часть направляющей жестко закреплена на станине, а верхняя часть направляющей расположена под опорной плитой и снабжена приводом своего регулировочного перемещения в поперечном направлении по отношению к направлению прокатки, при этом станина и траверса скреплены между боковыми стойками посредством пропущенных через них предварительно напряженных штифтов, которые нагружены в направлении действия распорных усилий прокатки винтовыми домкратами и расположены своими коническими поверхностями во внутренних конических поверхностях бандажных колец, расположенных внутри боковых стоек клети. Фиг. 1 2. Стан по п. 1, отличающийся тем, что одна из инструментальных плит присоединена к станине посредством тяги, которая пропущена через средство для вертикальной регулировки положения одной из инструментальных плит и соединена со станиной через тарировочную пружину. 5073. Стан по любому из пп. 1-2, отличающийся тем, что опорная плита и средство для вертикальной регулировки положения одной из инструментальной плит расположены под осью прокатки. 4. Стан по любому из пп. 1-3, отличающийся тем, что привод регулировочного перемещения верхней части направляющей выполнен в виде винтовой передачи с мелкой резьбой. 5. Стан по любому из пп. 1-4, отличающийся тем, что упомянутые конические поверхности сопряжены друг с другом при помощи растяжения штифтов гайками, закрепленными на резьбовых концах этих штифтов. 6. Стан по любому из пп. 1-5, отличающийся тем, что упомянутые конические поверхности сопряжены друг с другом при помощи крышек, которые оперты на торцы бандажных колец, закреплены на боковых стойках. Полезная модель относится к обработке металлов давлением, в частности к станам для поперечноклиновой прокатки осевых деталей ступенчатого профиля. Известен прокатный стан, содержащий составной корпус замкнутого контура, размещенные в нем две пары эксцентриковых валов с обоймами и плоские подвижные инструментальные плиты, опирающиеся своими основаниями на обоймы эксцентриковых валов 1. Однако такой стан имеет значительные габариты из-за наличия ребер жесткости, опоясывающих корпус,и из-за наличия установленных в корпусе валов с обоймами. Кроме того, конструкция стана предусматривает жесткость сто тонн на миллиметр, что не решает задачи получения деталей выше седьмого класса точности,а это снижает универсальность его использования. Система расклинивания такого стана несовершенна и громоздка в конструктивном исполнении. Более компактным, универсальным и наиболее близким к полезной модели является прокатный стан, содержащий клеть, образованную скрепленными между боковыми стойками станиной и траверсой, инструментальные плиты и клиновую опорную плиту с приводом ее регулировочного перемещения, кинематически связанного с клином, имеющим возможность взаимодействия с клиновой опорной плитой, а также средство для вертикальной регулировки положения инструментальной плиты, установленной на клиновой опорной плите, и ограничители этого положения, причем упомянутое средство выполнено в виде хотя бы одной направляющей, состоящей из нижней и верхней частей, выполненных с наклонными поверхностями и установленными с возможностью взаимодействия друг с другом 2. Недостатком прототипа является недостаточная жесткость конструкции стана из-за анизотропии механических свойств элементов конструкции клети, приводящей к образованию больших величин стрелы прогиба на верхней и нижней инструментальных плитах. Кинематика работы такого стана не позволяет получать изделия повышенной точности. Задачей полезной модели является повышение точности изготовления изделий на прокатном стане. Решается задача тем, что прокатный стан, содержащий клеть, образованную станиной и траверсой, которые скреплены между собой боковыми стойками, инструментальные плиты и опорную плиту с приводом ее регулировочного перемещения, кинематически связанного с клином, имеющим возможность взаимодействия с опорной плитой, а также средство для вертикальной регулировки положения одной из инструментальных плит, установленное под опорной плитой, и ограничители этого положения, причем упомянутое средство выполнено в виде направляющей, состоящей из нижней и верхней частей, которые выполнены с наклонными поверхностями и установлены с возможностью взаимодействия друг с другом, имеет следующие отличительные признаки средство для вертикальной регулировки перемещения одной из инструментальных плит снабжено дополнительным клином, расположенным между верхней частью направляющей и клином, при этом возможность взаимодействия нижней и верхней частей направляющей обеспечено через клин и дополнительный клин за счет расположения наклонной поверхности верхней части направляющей на наклонной поверхности дополнительного клина с образованием клинового сопряжения с углом трения,меньшим угла самоторможения, и за счет расположения наклонной поверхности клина на наклонной поверхности нижней части направляющей с образованием клинового сопряжения с углом трения, большим угла самоторможения, причем нижняя часть направляющей жестко закреплена на станине, а верхняя часть направляющей расположена под опорной плитой и снабжена приводом своего регулировочного перемещения в поперечном направлении по отношению к направлению прокатки, при этом станина и траверса скреплены между боковыми стойками посредством пропущенных через них предварительно напряженных штифтов,2 507 которые нагружены в направлении действия распорных усилий прокатки винтовыми домкратами и расположены своими коническими поверхностями во внутренних конических поверхностях бандажных колец, расположенных внутри боковых стоек клети. Предпочтительно, чтобы в прокатном стане одна из инструментальных плит была бы присоединена к станине посредством тяги, которая была бы пропущена через средство для вертикальной регулировки положения одной из инструментальных плит и была бы соединена со станиной через тарировочную пружину. Желательно, чтобы опорная плита и средство для вертикальной регулировки положения одной из инструментальных плит были бы расположены под осью прокатки. Предпочтительно также, чтобы привод регулировочного перемещения верхней части направляющей был выполнен в виде винтовой передачи с мелкой резьбой. В выполнении крепления станины и траверсы между боковыми стойками возможно, чтобы упомянутые конические поверхности были сопряжены друг с другом при помощи растяжения штифтов гайками, закрепленными на резьбовых концах этих штифтов. Упомянутые конические поверхности друг с другом могут быть сопряжены при помощи крышек, опертых на торцы бандажных колец, закрепленных на боковых стойках. Снабжение средства для вертикальной регулировки перемещения одной из инструментальных плит дополнительным клином, расположенным между верхней частью направляющей и клином, необходимо для обеспечения точной регулировки рабочего зазора между инструментальными плитами, что направлено на решение поставленной задачи по повышению точности изготовления деталей на прокатном стане. Обеспечение возможности взаимодействия нижней и верхней частей направляющей через клин и дополнительный клин за счет расположения наклонной поверхности верхней части направляющей на наклонной поверхности дополнительного клина с образованием клинового сопряжения с углом трения, меньшим угла самоторможения, и за счет расположения наклонной поверхности клина на наклонной поверхности нижней части направляющей с образованием клинового сопряжения с углом трения, большим угла самоторможения,и способствует быстродействию расклинивания прокатного стана. В результате сократится время контакта рабочих поверхностей инструментальных плит с обрабатываемой заготовкой, высокая температура которой может отрицательно влиять на точность получения из заготовки готового изделия. То есть также решается задача повышения точности изготовления деталей. Жесткое закрепление нижней части направляющей на станине и расположение верхней ее части, расположенной под опорной плитой, а также снабжение последующей приводом своего регулировочного перемещения в поперечном направлении по отношению к направлению прокатки будет способствовать повышению быстродействия регулировки рабочего зазора между инструментальными плитами, что направлено на повышение размерной точности изделий при прокатке. Скрепление станины и траверсы между боковыми стойками посредством пропущенных через них предварительно напряженных штифтов, которые нагружены в направлении действия распорных усилий прокатки винтовыми домкратами и расположены своими коническими поверхностями во внутренних конических поверхностях бандажных колец, расположенных внутри боковых стоек клети, направлено на обеспечение фиксированного заданного усилия растяжения в материале штифтов, что создает в конструкции станины схему напряженно-деформированного состояния сжатия, компенсирующего напряжение растяжения, возникающего от распорного усилия прокатки. Это способствует повышению размерной точности изделий. Кроме того, в результате такого выполнения крепления станины и траверсы образуется безлюфтовое соединение между их элементами, что направлено на увеличение жесткости клети как главной составляющей обеспечения условия повышения точности изготовления деталей на прокатном стане. Между отличительными признаками и техническим результатом имеется причинно-следственная связь,содержащая элементы неочевидности для данной области техники. Такая связь придает полезной модели новое качество и обуславливает ее промышленную применимость. Причинно-следственная связь предусматривает наличие новых конструктивных признаков, их взаимное расположение, удобство для пользователя,конструкция заявленной полезной модели инструмента не только направлена на повышение размерной точности изделия, но и на повышение жесткости стана. По сведениям, которыми располагает заявитель, предлагаемая совокупность существенных признаков,характеризующих сущность полезной модели, не известна из уровня техники, следовательно предлагаемая полезная модель соответствует критерию новизна. Предлагаемая сущность полезной модели может быть многократно использована практически в любой области техники. Заявителями изготовлен опытный образец стана, и испытания подтвердили высокие и потребительские свойства стана. В этой связи очевидным является соответствие заявленной полезной модели критерию промышленная применимость. 507 Для лучшего понимания полезной модели ее сущность поясняют чертежом, где на фиг. 1 показан главный вид прокатного стана. На фиг. 2 - его вид справа. На фиг. 3- крепление нижней инструментальной плиты на станине. На фиг. 4 и 5 - варианты крепления станины и траверсы между боковыми стойками. Прокатный стан (фиг. 1 и 2), содержит клеть, образованную станиной 1 и траверсой 2, которые скреплены между собой боковыми стойками 3, а также нижнюю и верхнюю инструментальные плиты 4, 5 и опорную плиту 6 (фиг. 3) с приводом ее регулировочного перемещения. Этот привод выполнен в виде электродвигателя 7, кинематически связанного через винт 8 с клином 9. Винт 8 выполнен с крупной резьбой,например с прямоугольной, служащей для грубой регулировки зазора между нижней и верхней инструментальными плитами 4, 5. Клин 9 имеет возможность взаимодействия с опорной плитой 6. Имеется также средство для вертикальной регулировки положения одной из инструментальных плит, например нижней инструментальной плиты 4, установленной под опорной плитой 6, и ограничители 10, 11 этого положения. Причем упомянутое средство выполнено в виде направляющей состоящей из нижней и верхней частей 12, 13, которые выполнены с наклонными поверхностями и установлены с возможностью взаимодействия друг с другом. Ограничители 10 и 11 закреплены на нижней части 12 направляющей. Они способствуют повышению быстродействия расклинивания прокатного стана в случае появления бракованных изделий, не снимая заданного темпа прокатки. Этим обеспечивается также автоматизация процесса регулировки рабочего зазора между нижней и верхней инструментальными плитами 4, 5 без изменения размерной точности выкатанных изделий. Опорная плита 6 и средство для вертикальной регулировки положения нижней инструментальной плиты 4 расположены под осью прокатки. Средство для вертикальной регулировки перемещения нижней инструментальной плиты 4 снабжено дополнительным клином 14, расположенным между верхней частью 13 направляющей и клином 9. При этом возможность взаимодействия нижней и верхней частей 12, 13 направляющей обеспечено через клин 9 и дополнительный клин 14 за счет расположения наклонной поверхности верхней части 13 направляющей на наклонной поверхности дополнительного клина 14 с образованием клинового сопряжения с углом трения, меньшим угла самоторможения, и за счет расположения наклонной поверхности клина 9 на наклонной поверхности нижней части 12 направляющей с образованием клинового сопряжения с углом трения, большим угла самоторможения. Нижняя часть 12 направляющей жестко закреплена на станине 1, а верхняя часть 13 направляющей расположена под опорной плитой 6 и снабжена приводом своего регулировочного перемещения в поперечном направлении по отношению к направлению прокатки. Этот привод выполнен в виде винтовой передачи 15 с мелкой резьбой для тонкой регулировки рабочего зазора между нижней и верхней инструментальными плитами 4, 5. Станина 1 и траверса 2 скреплены между боковыми стойками 3 посредством пропущенных через них предварительно напряженных штифтов 16 (фиг. 4 и 5), которые нагружены в направлении действия распорных усилий прокатки винтовыми домкратами 17 и расположены своими коническими поверхностями 18 во внутренних конических поверхностях 19 бандажных колец 20, расположенных внутри боковых стоек 3 клети. Предварительно напряженные штифты 16 выполнены из износостойкого пружинящего материала. Конические поверхности 18 предварительно напряженных штифтов 16 сопряжены с внутренними коническими поверхностями 19 бандажных колец 20 при помощи крышек 21, которые, опираясь на торцы бандажных колец 20, закреплены на боковых стойках 3. Второй вариант сопряжения упомянутых конических поверхностей 18 и 19 (фиг. 5) - это обеспечение его при помощи растяжения предварительно напряженных штифтов 16 гайками 22 через шайбы 23. Гайки 22 закреплены на резьбовых концах 24 предварительно напряженных штифтов 16. Они вместе с шайбами 23 закрыты декоративными колпаками 25. Одна из инструментальных плит 4 или 5, например нижняя инструментальная плита 4 (фиг. 3), присоединена к станине посредством тяги 26, которая пропущена через средство для вертикальной регулировки положения нижней инструментальной плиты 4 и соединена со станиной 1 через тарировочную пружину 27. Нижняя и верхняя инструментальные плиты 4, 5 снабжены инструментами 28, между которыми располагают заготовку 29. Прокатный стан работает следующим образом. Исходную заготовку 29 подают между инструментами 28. Затем сообщают верхней инструментальной плите 5 возвратно-поступательное перемещение. Причем инструменты 28 внедряются в заготовку 29. За счет сил трения, возникающих между инструментами 28 и заготовкой 29, последнюю приводят во вращение, в процессе которого осуществляется ее формоизменение прокаткой. По окончанию прямого хода верхней инструментальной плиты 5 полностью прокатанная заготовка 29 выпадает из инструментов 28 и верхняя инструментальная плита 5 возвращается в исходное положение. В случае недогрева или разноразмерности обрабатываемой заготовки 29 в процессе ее прокатки величина распорных усилий может превысить усилие прокатки, что может привести к заклиниванию заготовки 29 между инструментами 28. В этом случае автоматически происходит включение электродвигателя 7. С помощью винта 8 происходит экстренное расклинивание клина 9 с дополнительным клином 14. Быстродействие 4 507 этой операции возможно из-за того, что сопряжение клина 9 с дополнительным клином 14 обеспечено с углом трения между ними большим угла самоторможения. В результате расклинивания заготовка 29 выпадает из инструментов 28. После этого без дополнительной наладки клин 9 и дополнительный клин 14 электродвигателем 7 через винт 8 возвращаются в исходное положение с установочной базой наладки по ограничителям 10, 11. Далее процесс прокатки продолжают в заданном режиме без подналадки. В процессе заклинивания заготовки 29 распорные усилия компенсируются величиной напряжений сжатия, зафиксированные в вышеописанной конструкции клети прокатного стана в процессе ее сборки. Внедрение полезной модели позволит повысить в 1,22,4 раза точность прокатываемых изделий. Национальный центр интеллектуальной собственности. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
Код ссылки
<a href="https://by.patents.su/6-u507-prokatnyjj-stan.html" rel="bookmark" title="База патентов Беларуси">Прокатный стан</a>
Прокатный стан
Номер патента: U 164
Опубликовано: 30.09.2000
Автор: Рудович Александр Олегович
МПК: B21H 1/18
Текст:
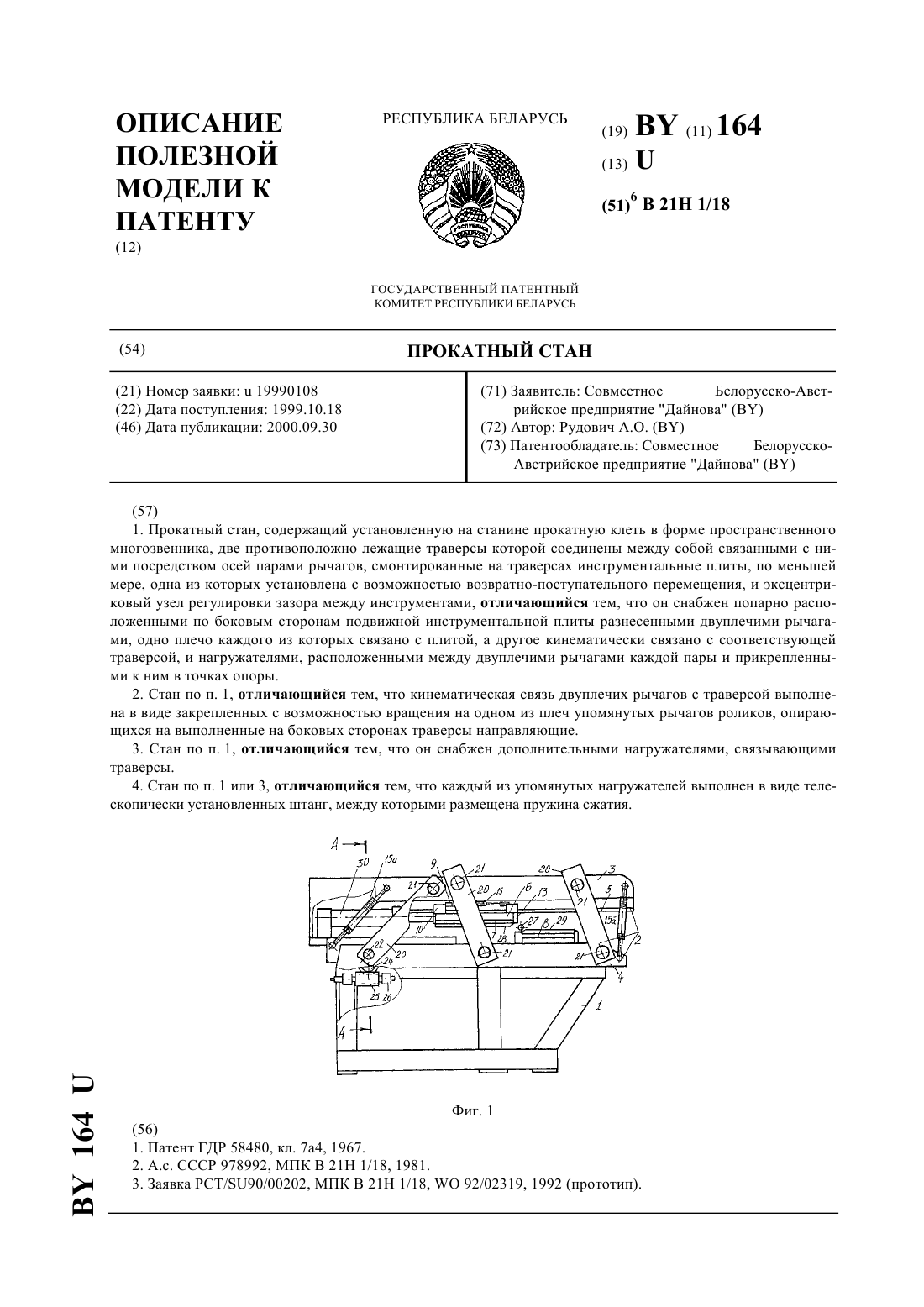
...связана с телами качения посредством двуплечих рычагов (вид сбоку) на фиг. 2 схематически изображена прокатная клеть, в которой нагружатель выполнен в виде двух штанг, телескопически соединенных между собой на фиг. 3 - принципиальная схема стана, в котором эксцентрики узла регулировки рабочего зазора смонтированы внутри двух противоположных траверс стана, на которых размещены инструментальные плиты (разрез А-А) по фиг. 1 на фиг.4...
Прокатный стан Маковича
Номер патента: U 165
Опубликовано: 30.09.2000
Авторы: Макович Олег Дмитриевич, Рудович Александр Олегович
МПК: B21H 1/18
Метки: маковича, стан, прокатный
Текст:
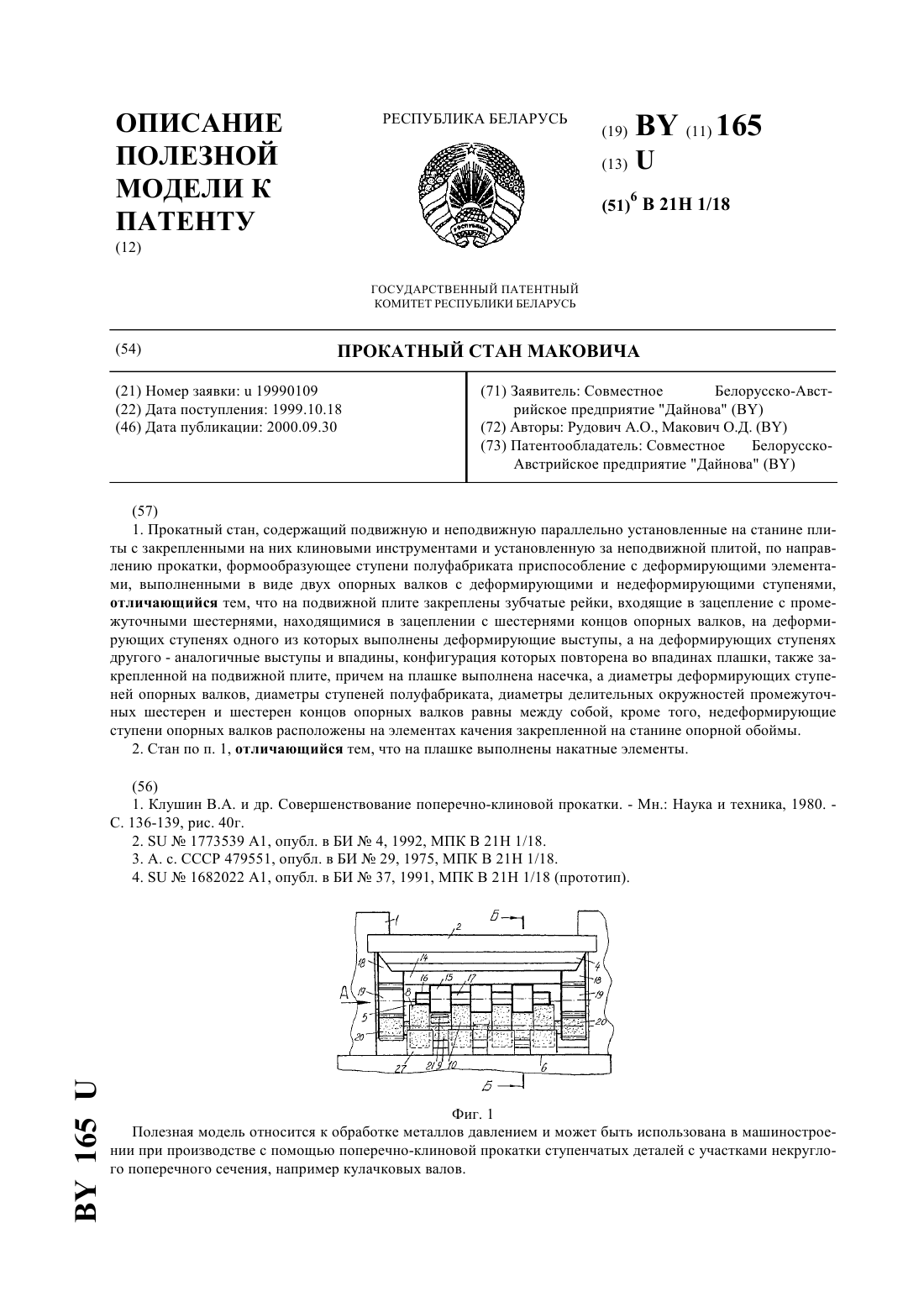
...концов опорных валков, направлено на получение одинаковых окружных скоростей вращения проскальзывания полуфабриката при обработке. 165 Расположение недеформирующих ступеней опорных валков на элементах качения, закрепленной на станине опорной обоймы, направлено как на снижение действия вредных сил трения, так и на устранение нежелательного изгиба полуфабриката. Выполнение накатных элементов на плашке позволит выполнять на ступенях...
Стан Рудовича для поперечно-клиновой прокатки
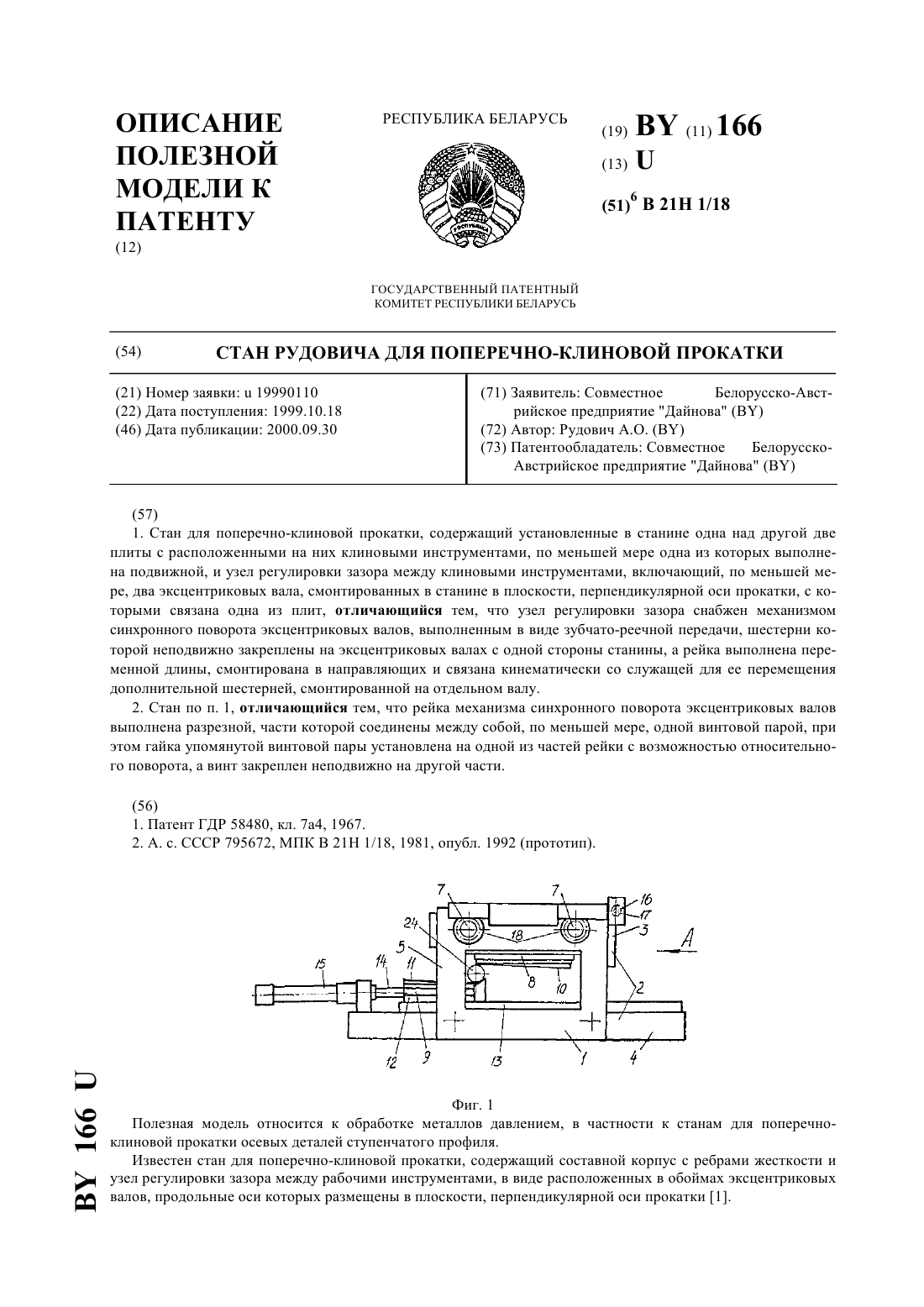
Номер патента: U 166
Опубликовано: 30.09.2000
Автор: Рудович Александр Олегович
МПК: B21H 1/18
Метки: поперечно-клиновой, рудовича, стан, прокатки
Текст:
...собой, по крайней мере, одной винтовой парой, при этом гайка упомянутой винтовой пары была бы установлена на одной из частей рейки с возможностью относительного поворота, а винт был бы закреплен неподвижно на другой части. Снабжение узла регулировки зазора механизмом синхронного поворота эксцентриковых валов направлено на обеспечение одновременного управления этими валами, что повысит точность установки необходимого зазора между клиновыми...
Стан для поперечно-клиновой прокатки
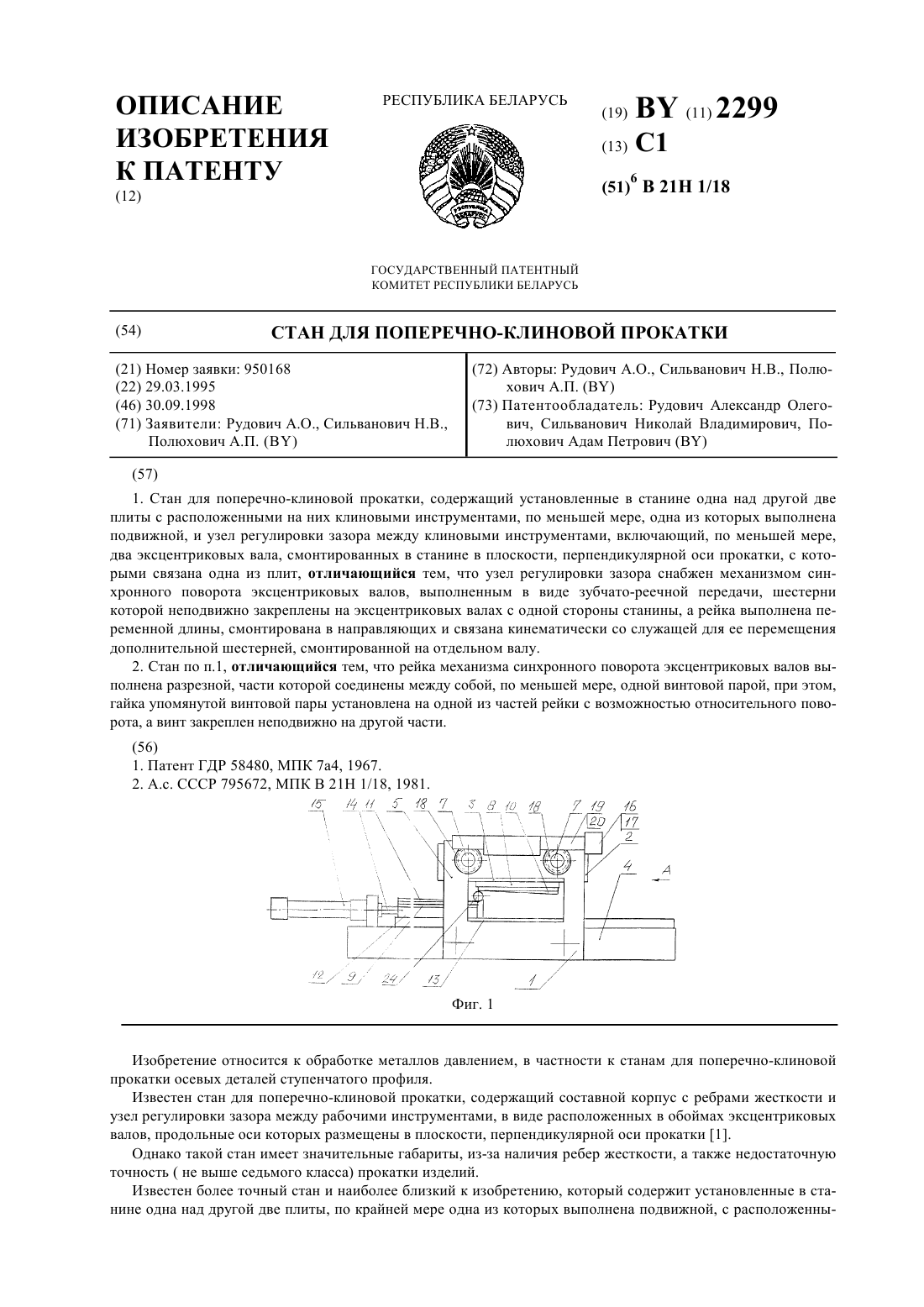
Номер патента: 2299
Опубликовано: 30.09.1998
Авторы: Рудович Александр Олегович, Полюхович Адам Петрович, Сильванович Николай Владимирович
МПК: B21H 1/18
Метки: стан, поперечно-клиновой, прокатки
Текст:
...мере, одной винтовой парой, при этом , гайка упомянутой винтовой пары была бы установлена на одной из частей рейки с возможностью относительного поворота, а винт был бы закреплен неподвижно на другой части. Снабжение узла регулировки зазора механизмом синхронного поворота эксцентриковых валов, направлено на обеспечение одновременного управления этими валами, что повысить точность установки необходимого зазора между клиновыми инструментами и,...
Стан для поперечно-клиновой прокатки

Номер патента: 2301
Опубликовано: 30.09.1998
Авторы: Рудович Александр Олегович, Сильванович Николай Владимирович
МПК: B21H 1/18
Метки: прокатки, стан, поперечно-клиновой
Текст:
...(верхняя) кинематически связана с телами качения посредством двуплечих рычагов (вид сбоку) на фиг. 2 схематически изображена прокатная клеть, в которой нагружатель выполнен в виде двух штанг, телескопически соединенных между собой на фиг. 3 - принципиальная схема стана, в котором эксцентрики узла регулировки рабочего зазора смонтированы внутри двух противоположных траверс стана, на которых размещены инструментальные плиты (разрез А-А) по фиг....
Предыдущий патент: Устройство для отбора проб грунта
Следующий патент: Устройство для спуска и подъема длинномерной стальной трубы
Случайный патент: Способ системной терапии больной раком молочной железы