Прокатный стан Маковича
Номер патента: U 165
Опубликовано: 30.09.2000
Текст
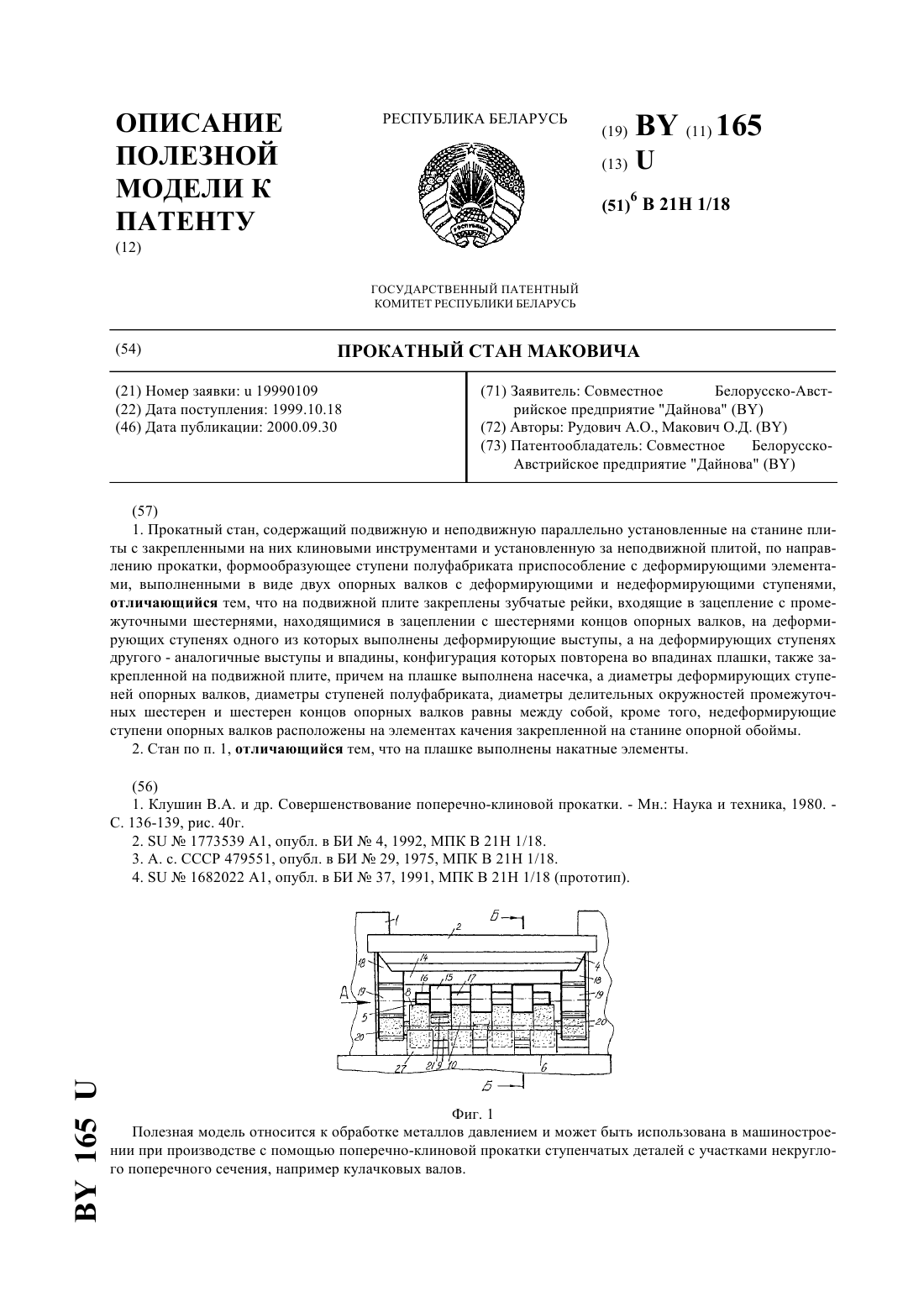
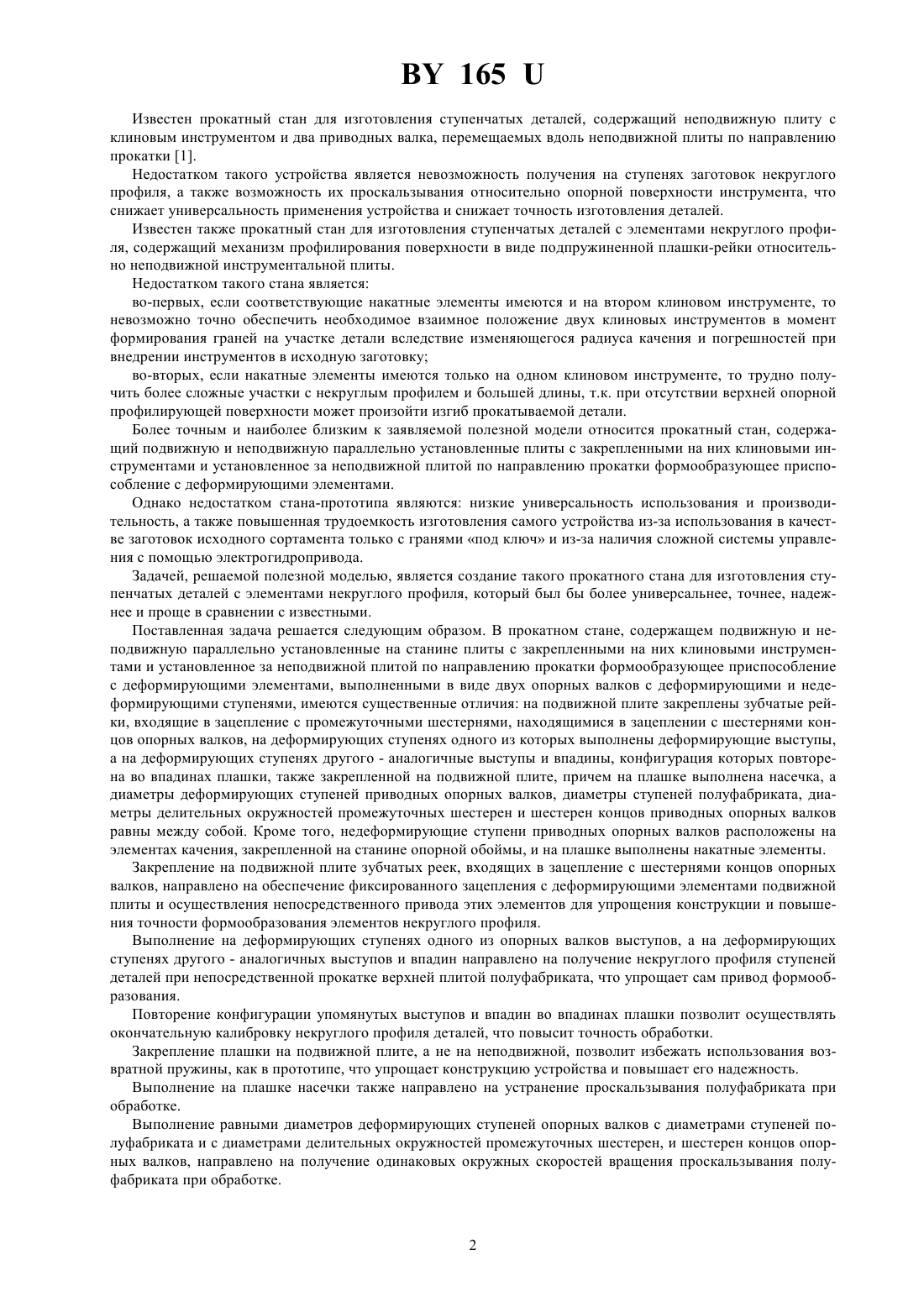
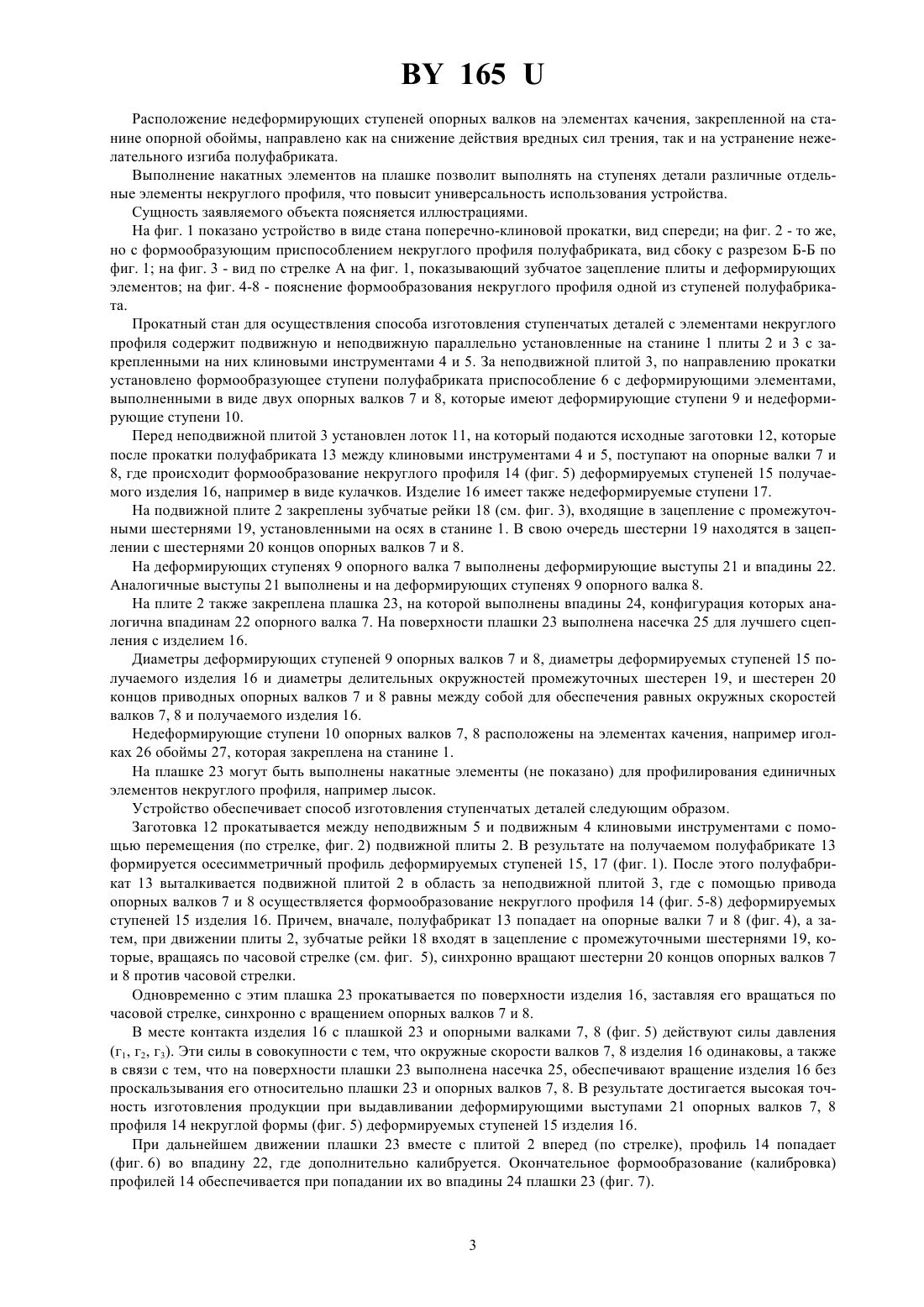
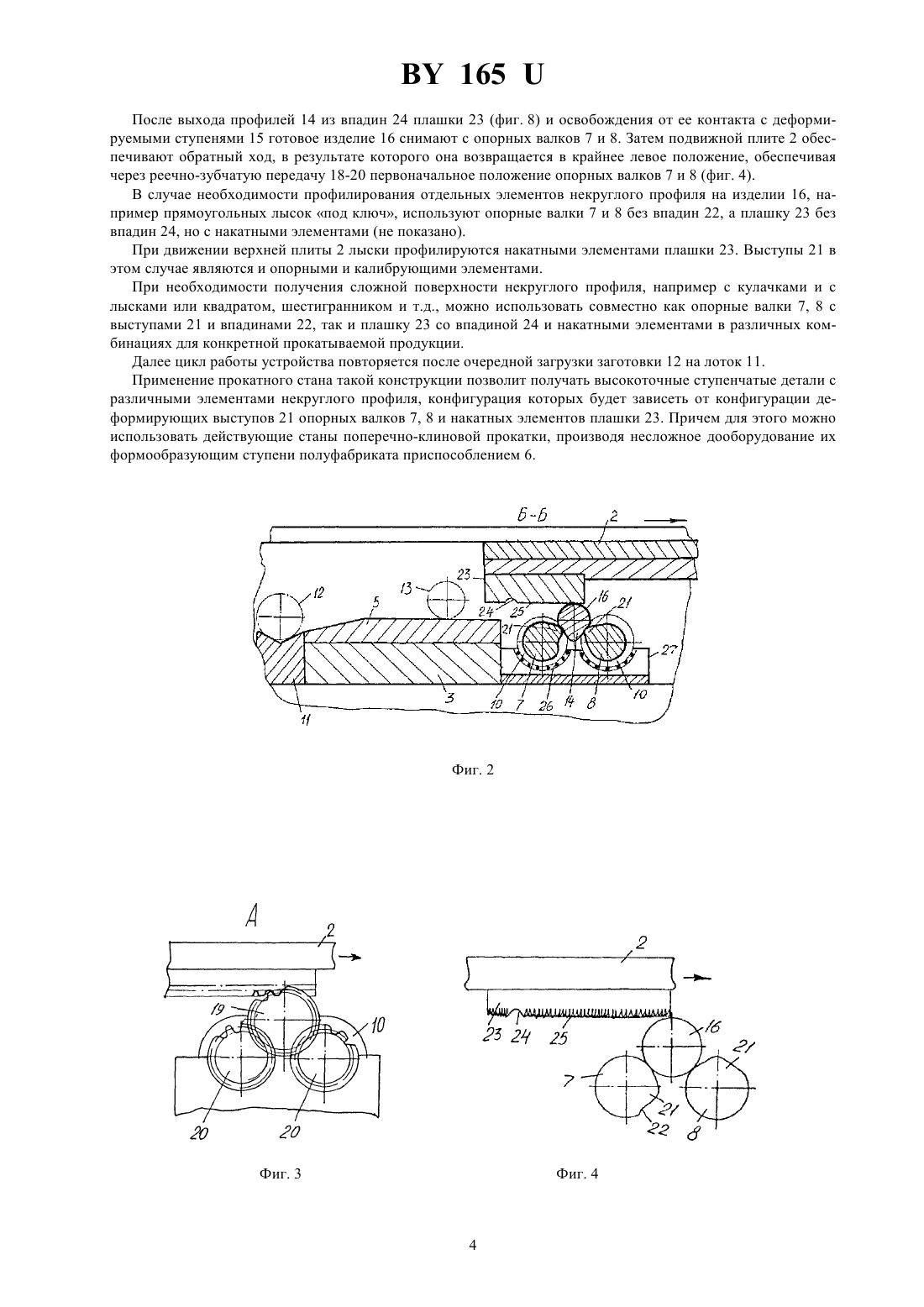
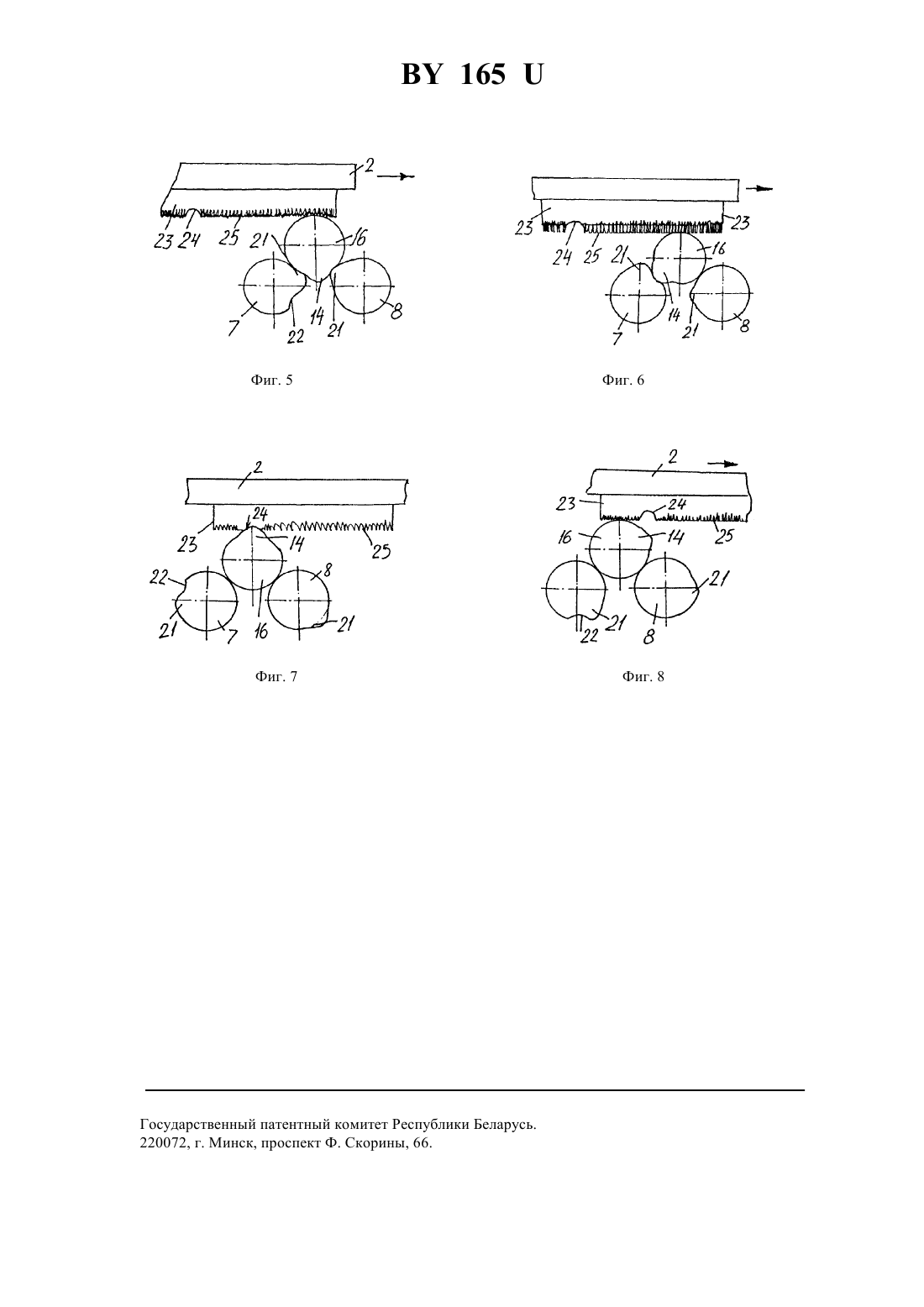
(12) ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ(73) Патентообладатель Совместное БелорусскоАвстрийское предприятие Дайнова(57) 1. Прокатный стан, содержащий подвижную и неподвижную параллельно установленные на станине плиты с закрепленными на них клиновыми инструментами и установленную за неподвижной плитой, по направлению прокатки, формообразующее ступени полуфабриката приспособление с деформирующими элементами, выполненными в виде двух опорных валков с деформирующими и недеформирующими ступенями,отличающийся тем, что на подвижной плите закреплены зубчатые рейки, входящие в зацепление с промежуточными шестернями, находящимися в зацеплении с шестернями концов опорных валков, на деформирующих ступенях одного из которых выполнены деформирующие выступы, а на деформирующих ступенях другого - аналогичные выступы и впадины, конфигурация которых повторена во впадинах плашки, также закрепленной на подвижной плите, причем на плашке выполнена насечка, а диаметры деформирующих ступеней опорных валков, диаметры ступеней полуфабриката, диаметры делительных окружностей промежуточных шестерен и шестерен концов опорных валков равны между собой, кроме того, недеформирующие ступени опорных валков расположены на элементах качения закрепленной на станине опорной обоймы. 2. Стан по п. 1, отличающийся тем, что на плашке выполнены накатные элементы. Фиг. 1 Полезная модель относится к обработке металлов давлением и может быть использована в машиностроении при производстве с помощью поперечно-клиновой прокатки ступенчатых деталей с участками некруглого поперечного сечения, например кулачковых валов. 165 Известен прокатный стан для изготовления ступенчатых деталей, содержащий неподвижную плиту с клиновым инструментом и два приводных валка, перемещаемых вдоль неподвижной плиты по направлению прокатки 1. Недостатком такого устройства является невозможность получения на ступенях заготовок некруглого профиля, а также возможность их проскальзывания относительно опорной поверхности инструмента, что снижает универсальность применения устройства и снижает точность изготовления деталей. Известен также прокатный стан для изготовления ступенчатых деталей с элементами некруглого профиля, содержащий механизм профилирования поверхности в виде подпружиненной плашки-рейки относительно неподвижной инструментальной плиты. Недостатком такого стана является во-первых, если соответствующие накатные элементы имеются и на втором клиновом инструменте, то невозможно точно обеспечить необходимое взаимное положение двух клиновых инструментов в момент формирования граней на участке детали вследствие изменяющегося радиуса качения и погрешностей при внедрении инструментов в исходную заготовку во-вторых, если накатные элементы имеются только на одном клиновом инструменте, то трудно получить более сложные участки с некруглым профилем и большей длины, т.к. при отсутствии верхней опорной профилирующей поверхности может произойти изгиб прокатываемой детали. Более точным и наиболее близким к заявляемой полезной модели относится прокатный стан, содержащий подвижную и неподвижную параллельно установленные плиты с закрепленными на них клиновыми инструментами и установленное за неподвижной плитой по направлению прокатки формообразующее приспособление с деформирующими элементами. Однако недостатком стана-прототипа являются низкие универсальность использования и производительность, а также повышенная трудоемкость изготовления самого устройства из-за использования в качестве заготовок исходного сортамента только с гранями под ключ и из-за наличия сложной системы управления с помощью электрогидропривода. Задачей, решаемой полезной моделью, является создание такого прокатного стана для изготовления ступенчатых деталей с элементами некруглого профиля, который был бы более универсальнее, точнее, надежнее и проще в сравнении с известными. Поставленная задача решается следующим образом. В прокатном стане, содержащем подвижную и неподвижную параллельно установленные на станине плиты с закрепленными на них клиновыми инструментами и установленное за неподвижной плитой по направлению прокатки формообразующее приспособление с деформирующими элементами, выполненными в виде двух опорных валков с деформирующими и недеформирующими ступенями, имеются существенные отличия на подвижной плите закреплены зубчатые рейки, входящие в зацепление с промежуточными шестернями, находящимися в зацеплении с шестернями концов опорных валков, на деформирующих ступенях одного из которых выполнены деформирующие выступы,а на деформирующих ступенях другого - аналогичные выступы и впадины, конфигурация которых повторена во впадинах плашки, также закрепленной на подвижной плите, причем на плашке выполнена насечка, а диаметры деформирующих ступеней приводных опорных валков, диаметры ступеней полуфабриката, диаметры делительных окружностей промежуточных шестерен и шестерен концов приводных опорных валков равны между собой. Кроме того, недеформирующие ступени приводных опорных валков расположены на элементах качения, закрепленной на станине опорной обоймы, и на плашке выполнены накатные элементы. Закрепление на подвижной плите зубчатых реек, входящих в зацепление с шестернями концов опорных валков, направлено на обеспечение фиксированного зацепления с деформирующими элементами подвижной плиты и осуществления непосредственного привода этих элементов для упрощения конструкции и повышения точности формообразования элементов некруглого профиля. Выполнение на деформирующих ступенях одного из опорных валков выступов, а на деформирующих ступенях другого - аналогичных выступов и впадин направлено на получение некруглого профиля ступеней деталей при непосредственной прокатке верхней плитой полуфабриката, что упрощает сам привод формообразования. Повторение конфигурации упомянутых выступов и впадин во впадинах плашки позволит осуществлять окончательную калибровку некруглого профиля деталей, что повысит точность обработки. Закрепление плашки на подвижной плите, а не на неподвижной, позволит избежать использования возвратной пружины, как в прототипе, что упрощает конструкцию устройства и повышает его надежность. Выполнение на плашке насечки также направлено на устранение проскальзывания полуфабриката при обработке. Выполнение равными диаметров деформирующих ступеней опорных валков с диаметрами ступеней полуфабриката и с диаметрами делительных окружностей промежуточных шестерен, и шестерен концов опорных валков, направлено на получение одинаковых окружных скоростей вращения проскальзывания полуфабриката при обработке. 165 Расположение недеформирующих ступеней опорных валков на элементах качения, закрепленной на станине опорной обоймы, направлено как на снижение действия вредных сил трения, так и на устранение нежелательного изгиба полуфабриката. Выполнение накатных элементов на плашке позволит выполнять на ступенях детали различные отдельные элементы некруглого профиля, что повысит универсальность использования устройства. Сущность заявляемого объекта поясняется иллюстрациями. На фиг. 1 показано устройство в виде стана поперечно-клиновой прокатки, вид спереди на фиг. 2 - то же,но с формообразующим приспособлением некруглого профиля полуфабриката, вид сбоку с разрезом Б-Б по фиг. 1 на фиг. 3 - вид по стрелке А на фиг. 1, показывающий зубчатое зацепление плиты и деформирующих элементов на фиг. 4-8 - пояснение формообразования некруглого профиля одной из ступеней полуфабриката. Прокатный стан для осуществления способа изготовления ступенчатых деталей с элементами некруглого профиля содержит подвижную и неподвижную параллельно установленные на станине 1 плиты 2 и 3 с закрепленными на них клиновыми инструментами 4 и 5. За неподвижной плитой 3, по направлению прокатки установлено формообразующее ступени полуфабриката приспособление 6 с деформирующими элементами,выполненными в виде двух опорных валков 7 и 8, которые имеют деформирующие ступени 9 и недеформирующие ступени 10. Перед неподвижной плитой 3 установлен лоток 11, на который подаются исходные заготовки 12, которые после прокатки полуфабриката 13 между клиновыми инструментами 4 и 5, поступают на опорные валки 7 и 8, где происходит формообразование некруглого профиля 14 (фиг. 5) деформируемых ступеней 15 получаемого изделия 16, например в виде кулачков. Изделие 16 имеет также недеформируемые ступени 17. На подвижной плите 2 закреплены зубчатые рейки 18 (см. фиг. 3), входящие в зацепление с промежуточными шестернями 19, установленными на осях в станине 1. В свою очередь шестерни 19 находятся в зацеплении с шестернями 20 концов опорных валков 7 и 8. На деформирующих ступенях 9 опорного валка 7 выполнены деформирующие выступы 21 и впадины 22. Аналогичные выступы 21 выполнены и на деформирующих ступенях 9 опорного валка 8. На плите 2 также закреплена плашка 23, на которой выполнены впадины 24, конфигурация которых аналогична впадинам 22 опорного валка 7. На поверхности плашки 23 выполнена насечка 25 для лучшего сцепления с изделием 16. Диаметры деформирующих ступеней 9 опорных валков 7 и 8, диаметры деформируемых ступеней 15 получаемого изделия 16 и диаметры делительных окружностей промежуточных шестерен 19, и шестерен 20 концов приводных опорных валков 7 и 8 равны между собой для обеспечения равных окружных скоростей валков 7, 8 и получаемого изделия 16. Недеформирующие ступени 10 опорных валков 7, 8 расположены на элементах качения, например иголках 26 обоймы 27, которая закреплена на станине 1. На плашке 23 могут быть выполнены накатные элементы (не показано) для профилирования единичных элементов некруглого профиля, например лысок. Устройство обеспечивает способ изготовления ступенчатых деталей следующим образом. Заготовка 12 прокатывается между неподвижным 5 и подвижным 4 клиновыми инструментами с помощью перемещения (по стрелке, фиг. 2) подвижной плиты 2. В результате на получаемом полуфабрикате 13 формируется осесимметричный профиль деформируемых ступеней 15, 17 (фиг. 1). После этого полуфабрикат 13 выталкивается подвижной плитой 2 в область за неподвижной плитой 3, где с помощью привода опорных валков 7 и 8 осуществляется формообразование некруглого профиля 14 (фиг. 5-8) деформируемых ступеней 15 изделия 16. Причем, вначале, полуфабрикат 13 попадает на опорные валки 7 и 8 (фиг. 4), а затем, при движении плиты 2, зубчатые рейки 18 входят в зацепление с промежуточными шестернями 19, которые, вращаясь по часовой стрелке (см. фиг. 5), синхронно вращают шестерни 20 концов опорных валков 7 и 8 против часовой стрелки. Одновременно с этим плашка 23 прокатывается по поверхности изделия 16, заставляя его вращаться по часовой стрелке, синхронно с вращением опорных валков 7 и 8. В месте контакта изделия 16 с плашкой 23 и опорными валками 7, 8 (фиг. 5) действуют силы давления(г 1, г 2, г 3). Эти силы в совокупности с тем, что окружные скорости валков 7, 8 изделия 16 одинаковы, а также в связи с тем, что на поверхности плашки 23 выполнена насечка 25, обеспечивают вращение изделия 16 без проскальзывания его относительно плашки 23 и опорных валков 7, 8. В результате достигается высокая точность изготовления продукции при выдавливании деформирующими выступами 21 опорных валков 7, 8 профиля 14 некруглой формы (фиг. 5) деформируемых ступеней 15 изделия 16. При дальнейшем движении плашки 23 вместе с плитой 2 вперед (по стрелке), профиль 14 попадает(фиг. 6) во впадину 22, где дополнительно калибруется. Окончательное формообразование (калибровка) профилей 14 обеспечивается при попадании их во впадины 24 плашки 23 (фиг. 7). 165 После выхода профилей 14 из впадин 24 плашки 23 (фиг. 8) и освобождения от ее контакта с деформируемыми ступенями 15 готовое изделие 16 снимают с опорных валков 7 и 8. Затем подвижной плите 2 обеспечивают обратный ход, в результате которого она возвращается в крайнее левое положение, обеспечивая через реечно-зубчатую передачу 18-20 первоначальное положение опорных валков 7 и 8 (фиг. 4). В случае необходимости профилирования отдельных элементов некруглого профиля на изделии 16, например прямоугольных лысок под ключ, используют опорные валки 7 и 8 без впадин 22, а плашку 23 без впадин 24, но с накатными элементами (не показано). При движении верхней плиты 2 лыски профилируются накатными элементами плашки 23. Выступы 21 в этом случае являются и опорными и калибрующими элементами. При необходимости получения сложной поверхности некруглого профиля, например с кулачками и с лысками или квадратом, шестигранником и т.д., можно использовать совместно как опорные валки 7, 8 с выступами 21 и впадинами 22, так и плашку 23 со впадиной 24 и накатными элементами в различных комбинациях для конкретной прокатываемой продукции. Далее цикл работы устройства повторяется после очередной загрузки заготовки 12 на лоток 11. Применение прокатного стана такой конструкции позволит получать высокоточные ступенчатые детали с различными элементами некруглого профиля, конфигурация которых будет зависеть от конфигурации деформирующих выступов 21 опорных валков 7, 8 и накатных элементов плашки 23. Причем для этого можно использовать действующие станы поперечно-клиновой прокатки, производя несложное дооборудование их формообразующим ступени полуфабриката приспособлением 6. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B21H 1/18
Метки: прокатный, маковича, стан
Код ссылки
<a href="https://by.patents.su/5-u165-prokatnyjj-stan-makovicha.html" rel="bookmark" title="База патентов Беларуси">Прокатный стан Маковича</a>
Стан Рудовича для поперечно-клиновой прокатки
Номер патента: U 166
Опубликовано: 30.09.2000
Автор: Рудович Александр Олегович
МПК: B21H 1/18
Метки: рудовича, стан, поперечно-клиновой, прокатки
Текст:
...собой, по крайней мере, одной винтовой парой, при этом гайка упомянутой винтовой пары была бы установлена на одной из частей рейки с возможностью относительного поворота, а винт был бы закреплен неподвижно на другой части. Снабжение узла регулировки зазора механизмом синхронного поворота эксцентриковых валов направлено на обеспечение одновременного управления этими валами, что повысит точность установки необходимого зазора между клиновыми...
Стан для поперечно-клиновой прокатки
Номер патента: 2299
Опубликовано: 30.09.1998
Авторы: Сильванович Николай Владимирович, Полюхович Адам Петрович, Рудович Александр Олегович
МПК: B21H 1/18
Метки: стан, поперечно-клиновой, прокатки
Текст:
...мере, одной винтовой парой, при этом , гайка упомянутой винтовой пары была бы установлена на одной из частей рейки с возможностью относительного поворота, а винт был бы закреплен неподвижно на другой части. Снабжение узла регулировки зазора механизмом синхронного поворота эксцентриковых валов, направлено на обеспечение одновременного управления этими валами, что повысить точность установки необходимого зазора между клиновыми инструментами и,...
Профилегибочный стан
Номер патента: 439
Опубликовано: 30.03.1995
Авторы: Лютов В. Д., Кузьмин В. М., Светличный В. Ф., Гулько А. И., Овчинникова Т. А., Берман Г. З.
МПК: B21D 5/06
Метки: стан, профилегибочный
Текст:
...элементов регулировочного вапика 67 многогранником 7 позволяет осуществлять соединение механизмов регулировки верхнего вала 10 при ЗНЗЧИТЕЛЬНЫХ перемещениях ОПОрНОЙ СТОЙки 9. крепление которой на станине 2 и секциях З обеспечивают пазы 14. расположенные на расстоянии гдруг от друга.Работа профилегибочного стана осуществляется следующим образом.От привода 5 через клиноременную передачу 76 и муфту включения 77 вращение передается...
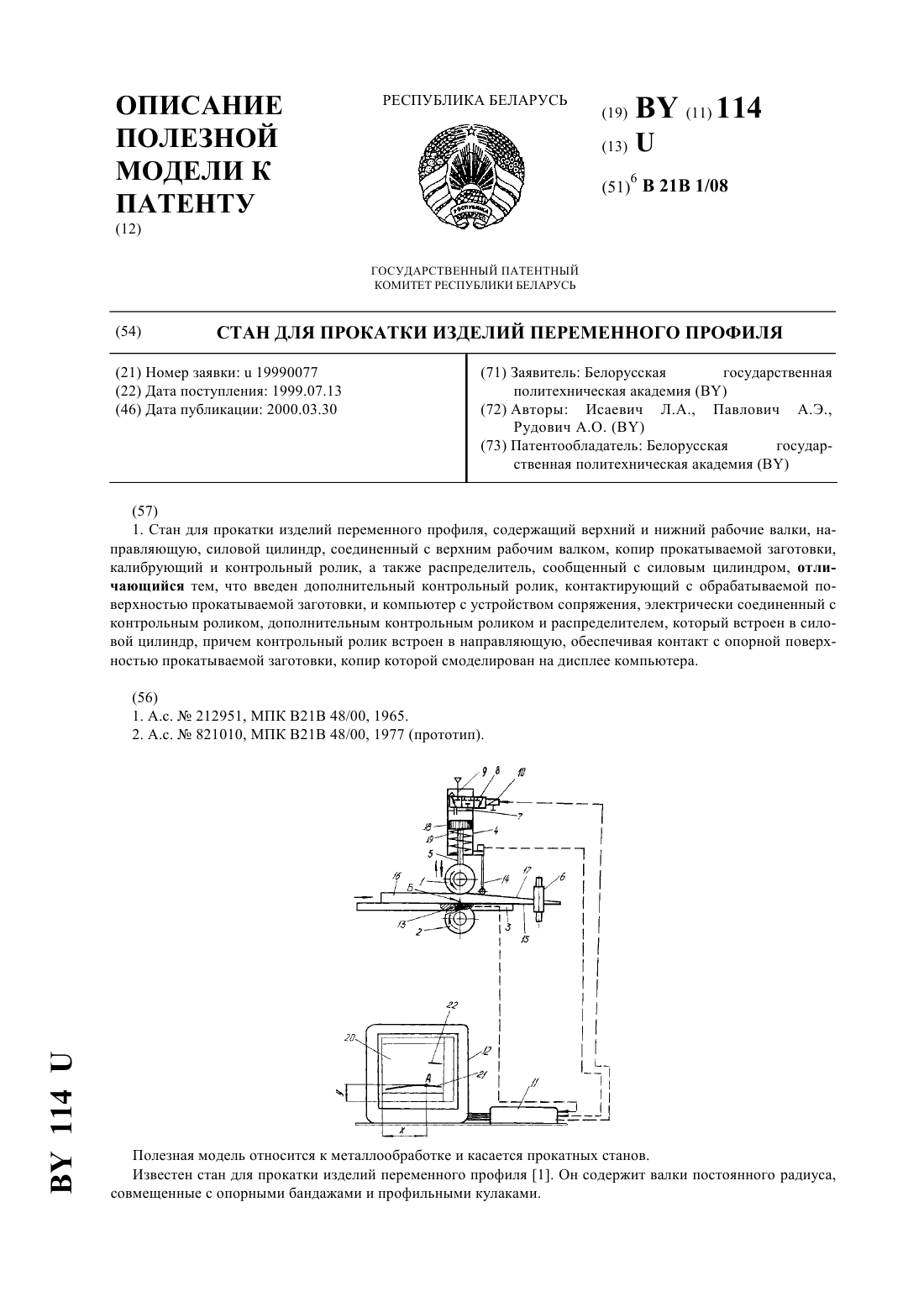
Стан для прокатки изделий переменного профиля
Номер патента: U 114
Опубликовано: 30.03.2000
Авторы: Исаевич Леонид Александрович, Рудович Александр Олегович, Павлович Александр Эдуардович
МПК: B21B 1/08
Метки: прокатки, стан, изделий, профиля, переменного
Текст:
...заготовки направлено на возможность использования компьютера для управления процессом прокатки. Моделирование копира на дисплее компьютера упрощает конструкцию контрольной части стана и его габариты. Сущность полезной модели поясняется чертежом. Стан для прокатки изделий переменного профиля содержит верхний и нижний приводные рабочие валки 1, 2, направляющую 3, силовой цилиндр 4, шток 5 которого соединен с верхним рабочим валком 1, и...
Стан для поперечно-клиновой прокатки

Номер патента: 2301
Опубликовано: 30.09.1998
Авторы: Рудович Александр Олегович, Сильванович Николай Владимирович
МПК: B21H 1/18
Метки: прокатки, стан, поперечно-клиновой
Текст:
...(верхняя) кинематически связана с телами качения посредством двуплечих рычагов (вид сбоку) на фиг. 2 схематически изображена прокатная клеть, в которой нагружатель выполнен в виде двух штанг, телескопически соединенных между собой на фиг. 3 - принципиальная схема стана, в котором эксцентрики узла регулировки рабочего зазора смонтированы внутри двух противоположных траверс стана, на которых размещены инструментальные плиты (разрез А-А) по фиг....
Предыдущий патент: Стан Рудовича для поперечно-клиновой прокатки
Следующий патент: Прокатный стан
Случайный патент: Шликер для литья керамических пленок и способ его получения