Способ получения осесимметричной детали с упрочнением ее наружной и внутренней поверхностей и устройство для его осуществления
Номер патента: 14398
Опубликовано: 30.06.2011
Авторы: Федорович Элла Николаевна, Закревский Игорь Владимирович, Лебедев Владимир Яковлевич, Корнеева Валерия Константиновна, Капцевич Вячеслав Михайлович, Кривальцевич Дмитрий Иосифович
Текст
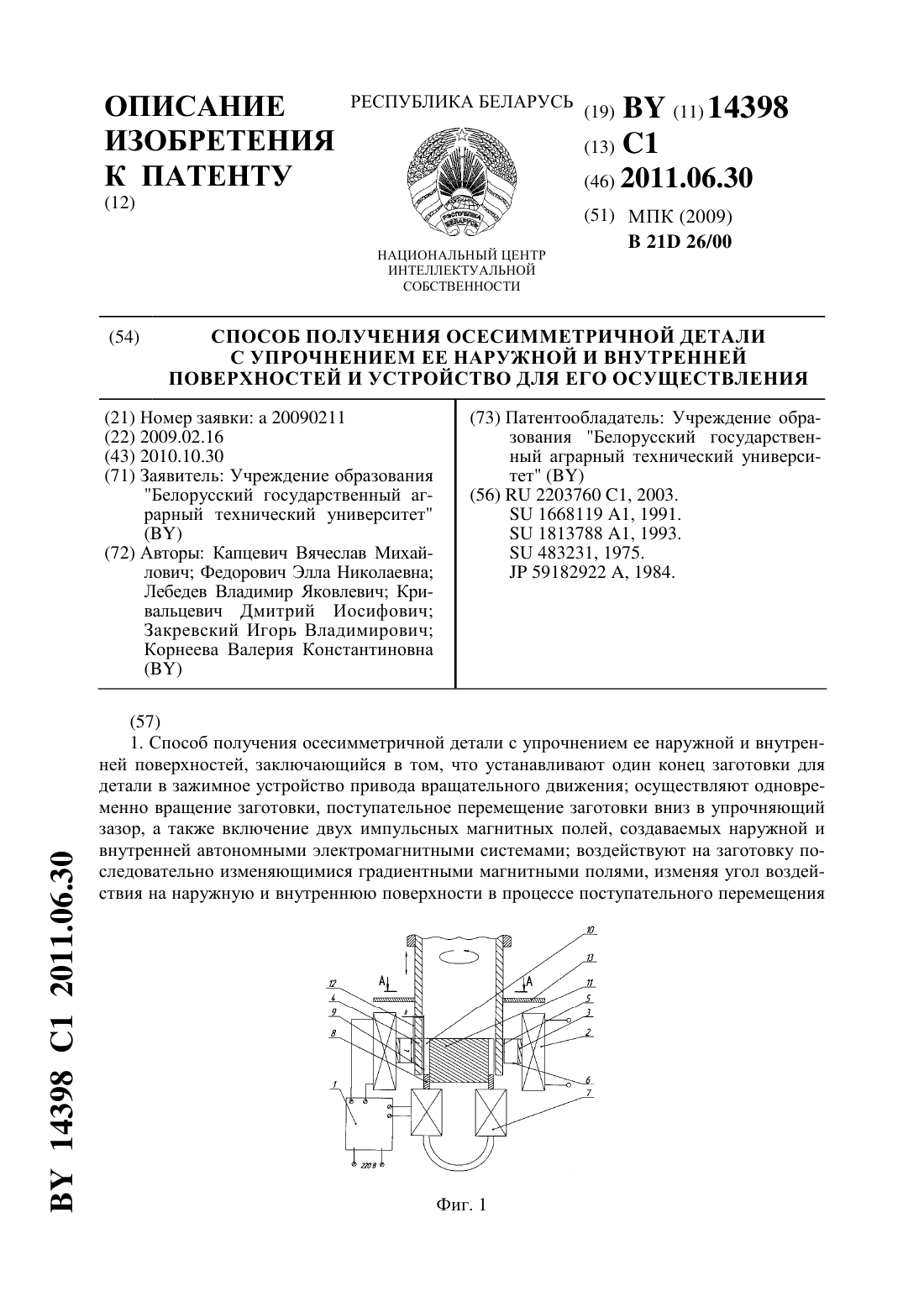
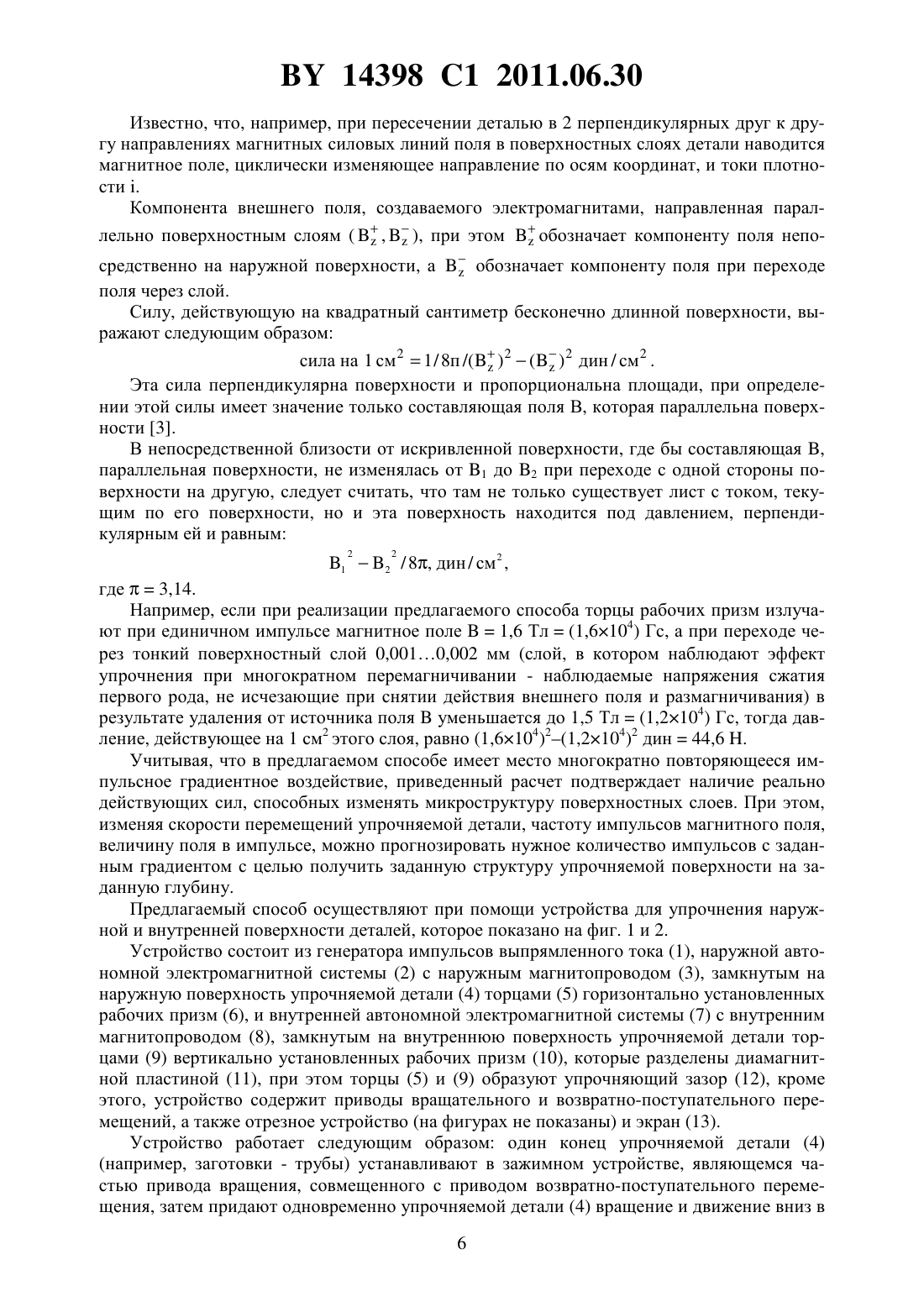
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПОЛУЧЕНИЯ ОСЕСИММЕТРИЧНОЙ ДЕТАЛИ С УПРОЧНЕНИЕМ ЕЕ НАРУЖНОЙ И ВНУТРЕННЕЙ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ(71) Заявитель Учреждение образования Белорусский государственный аграрный технический университет(72) Авторы Капцевич Вячеслав Михайлович Федорович Элла Николаевна Лебедев Владимир Яковлевич Кривальцевич Дмитрий Иосифович Закревский Игорь Владимирович Корнеева Валерия Константиновна(73) Патентообладатель Учреждение образования Белорусский государственный аграрный технический университет(57) 1. Способ получения осесимметричной детали с упрочнением ее наружной и внутренней поверхностей, заключающийся в том, что устанавливают один конец заготовки для детали в зажимное устройство привода вращательного движения осуществляют одновременно вращение заготовки, поступательное перемещение заготовки вниз в упрочняющий зазор, а также включение двух импульсных магнитных полей, создаваемых наружной и внутренней автономными электромагнитными системами воздействуют на заготовку последовательно изменяющимися градиентными магнитными полями, изменяя угол воздействия на наружную и внутреннюю поверхности в процессе поступательного перемещения 14398 1 2011.06.30 заготовки, причем придают заготовке вращение с частотой, совпадающей с частотой импульсов поступательно перемещают вниз в упрочняющий зазор незакрепленный конец заготовки длиной, соответствующей длине упрочняемой детали ширину упрочняющего зазораопределяют из выражения, мм,где- толщина стенки детали- величина воздушного зазора, превышающая на 0,10,3 мм сумму величины биения незакрепленного конца заготовки для детали и погрешности наружного и внутреннего диаметров детали поднимают заготовку из упрочняющего зазора и отрезают на заданную длину детали. 2. Устройство для получения осесимметричной детали с упрочнением ее наружной и внутренней поверхностей, содержащее отрезное устройство защитный экран привод возвратно-поступательного перемещения вниз-вверх заготовки для детали, совмещенный с приводом вращательного движения, содержащим зажимное устройство генератор импульсов выпрямленного тока и запитанные от него две автономные электромагнитные системы - наружную с магнитопроводом, содержащим горизонтально установленные рабочие призмы, торцы которых замкнуты на наружную поверхность заготовки для детали, и внутреннюю с магнитопроводом, содержащим вертикально установленные рабочие призмы, торцы которых замкнуты на внутреннюю поверхность заготовки для детали и разделены диамагнитной пластиной торец каждой рабочей призмы сформирован при пересечении под заданным углом двух плоскостей, длина линии пересечения которых является длиной торцов, и для горизонтально установленных призм эта длина равна диаметру сечения магнитопровода, для вертикально установленных призм - длине упрочняемой детали торцы установлены с возможностью образования упрочняющего зазора при этом верхняя часть торцов выполнена в виде входа в упрочняющий зазор и расположена на одном уровне ширина упрочняющего зазораопределена из выражения, мм,где- толщина стенки детали- величина воздушного зазора, превышающая на 0,10,3 мм сумму величины биения незакрепленного конца заготовки для детали и погрешности наружного и внутреннего диаметров детали. Изобретение относится к области обработки в магнитном поле и может быть использовано в машиностроении для получения осесимметричной детали с упрочнением ее наружной и внутренней поверхностей. Способ может быть использован при изготовлении деталей с улучшенными параметрами качества наружной и внутренней поверхностей, например из высокоуглеродистых сталей и сплавов, содержащих натрий, алюминий, хлористую медь, сернокислый никель и других материалов, на которые действует магнитное поле, и осуществлен на предлагаемом устройстве. Известно, что в сталях наблюдаются структурные превращения под воздействием переменных магнитных полей, например, в поверхностном слое углеродистых сталей, независимо от того, какими были исходные напряжения - сжимающими или растягивающими,после многократного перемагничивания наблюдают остаточные напряжения сжатия, не исчезающие после снятия внешнего магнитного поля и размагничивания 1, 2. Наиболее близким к заявляемому является способ по патенту 2078675 Способ магнитного упрочнения зубьев пильчатой ленты и устройство для его осуществления,который применяют для плоских изделий с целью уменьшения внутренних напряжений после закалки, что приводит к уменьшению хрупкости. Однако этот способ и устройство для его осуществления невозможно использовать для цилиндрических изделий. 14398 1 2011.06.30 Наиболее близким к устройству для реализации предлагаемого способа является Устройство для магнитно-импульсного формообразования осесимметричных оболочек по патенту 2203760, которое содержит ферромагнитопровод с индуктором, при этом одна из частей ферромагнитопровода обязательно должна находится внутри обрабатываемой заготовки, что ограничивает или внутренний диаметр заготовки, или диаметр магнитопровода, при этом, так как всегда имеет место значительной величины воздушный зазор между стенкой детали и магнитопроводом, резко снижается величина намагничивающего поля. При осуществлении этих изобретений происходит преобразование энергии магнитного поля в механическую работу, для выполнения такого преобразования требуются конденсаторы значительной емкости, сложное оборудование и затраты значительного количества энергии. Задачей, на решение которой направлено настоящее изобретение, является снижение энергоемкости и получение одновременно на внутренней и наружной поверхностях деталей измельченной структуры с остаточными напряжениями сжатия, что обеспечивает повышенные параметры качества деталей, например, увеличивает износостойкость. Поставленная техническая задача достигается тем, что устанавливают один конец заготовки для детали в зажимное устройство привода вращательного движения осуществляют одновременно вращение заготовки, поступательное перемещение заготовки вниз в упрочняющий зазор, а также включение двух импульсных магнитных полей, создаваемых наружной и внутренней автономными электромагнитными системами воздействуют на заготовку последовательно изменяющимися градиентными магнитными полями, изменяя угол воздействия на наружную и внутреннюю поверхности в процессе поступательного перемещения заготовки причем придают заготовке вращение с частотой, совпадающей с частотой импульсов поступательно перемещают вниз в упрочняющий зазор незакрепленный конец заготовки длиной, соответствующей длине упрочняемой детали ширину упрочняющего зазора к определяют из выражения, мм,где- толщина стенки детали- величина воздушного зазора, превышающая на 0,10,3 мм сумму величины биения незакрепленного конца заготовки для детали и погрешности наружного и внутреннего диаметров детали поднимают заготовку из упрочняющего зазора и отрезают на заданную длину детали. Устройство для получения осесимметричной детали с упрочнением ее наружной и внутренней поверхностей, содержащее отрезное устройство защитный экран привод возвратно-поступательного перемещения вниз-вверх заготовки для детали, совмещенный с приводом вращательного движения, содержащим зажимное устройство генератор импульсов выпрямленного тока и запитанные от него две автономные электромагнитные системы - наружную с магнитопроводом, содержащим горизонтально установленные рабочие призмы, торцы которых замкнуты на наружную поверхность заготовки для детали, и внутреннюю с магнитопроводом, содержащим вертикально установленные рабочие призмы, торцы которых замкнуты на внутреннюю поверхность заготовки для детали и разделены диамагнитной пластиной торец каждой рабочей призмы сформирован при пересечении под заданным углом двух плоскостей,длина линии пересечения которых является длиной торцов, и для горизонтально установленных призм эта длина равна диаметру сечения магнитопровода, для вертикально установленных призм - длине упрочняемой детали торцы установлены с возможностью образования упрочняющего зазора при этом верхняя часть торцов выполнена в виде входа в упрочняющий зазор и расположена на одном уровне ширина упрочняющего зазора к определена из выражения, мм, 3 14398 1 2011.06.30 где- толщина стенки детали- величина воздушного зазора, превышающая на 0,10,3 мм сумму величины биения незакрепленного конца заготовки для детали и погрешности наружного и внутреннего диаметров детали. Осуществляют поставленную техническую задачу устройством, которое содержит генератор импульсов выпрямленного тока, включенный в промышленную сеть электрического тока, и запитанные от него две автономные электромагнитные системы - наружную с магнитопроводом, снабженным горизонтально установленными рабочими призмами,торцы которых замкнуты на наружную поверхность упрочняемой детали и внутреннюю с магнитопроводом, снабженным вертикально установленными рабочими призмами, торцы которых замкнуты на внутреннюю поверхность упрочняемой детали и разделены диамагнитной пластиной, торцы образуют упрочняющий зазор и торец каждой рабочей призмы сформирован при пересечении под заданным углом двух плоскостей, длина линии пересечения является длиной торцов, и для горизонтально расположенных призм эта длина равна диаметру сечения магнитопровода, для вертикально расположенных призм - длине детали, при этом верхняя часть торцов образует вход в упрочняющий зазор и расположена на одном уровне, кроме этого, устройство содержит приводывращательного и поступательного движений вниз-вверх заготовки, отрезное устройство и экран. Сущность изобретения состоит в том, что создают импульсное магнитное поле и образуют упрочняющий зазор двумя разными градиентными магнитными полями, при этом воздействуют последовательно изменяющимися полями, магнитные силовые линии которых изменяют угол воздействия на наружную и внутреннюю поверхности в процессе поступательного движения детали. Применение импульсного магнитного поля позволяет увеличить количество циклов перемагничивания, если за 1 полный оборот кольца в магнитном поле перемагничивание происходит 2 раза, то при наличии импульсного поля создаваемого парами индукторов с замкнутым магнитопроводом перемагничивание происходит минимум 4 раза, при этом во время затухания импульса или завершения каждого перемагничивания уменьшается скорость перемагничивания - возникают дополнительные градиентные зоны намагниченности кольца, оказывающие дополнительное воздействие на структуру поверхности, вызывая ее дробление. Градиентные зоны возникают за счет импульсного магнитного поля, на торцах рабочих призм, а дополнительные градиентные зоны возникают из-за разной длины торцов рабочих призм, излучающих импульсы магнитного поля, вдоль которых упрочняемая деталь совершает поступательные перемещения. Исследования показали, что увеличение количества циклов перемагничивания и уменьшение скорости перемагничивания приводит к распространению слоя с измельченной структурой на большую глубину, и поэтому значения параметров прочности кольца увеличиваются. Кроме этого, получают снижение затрат энергии за счет использования импульсного поля взамен постоянного и за счет возможности уменьшения скорости вращения в 2 раза при сохранении числа циклов перемагничивания, при этом возрастает степень надежности, безопасности и простоты устройства. Величина магнитного поля В составляет, например 1,21,6 Тл в импульсе, это экспериментально установленный диапазон оптимальной величины поля в упрочняющем зазоре, создаваемого индукторами с замкнутым магнитопроводом и запитанными от промышленной сети переменного тока, достаточный для получения деталью импульсов намагниченности величины, превышающей 0,7 Тл. Это разность (ост) между величиной импульса В и величиной остаточной намагниченности ост, меньшей чем /2, так как часть намагничивающего поля рассеивается на участок заготовки, смежный с упрочняемой деталью, среднее значение (ост)(1,21,6)(0,60,8) Тл, приблизительно составляющее 0,7 Тл. Совпадение частоты импульсов магнитного поля с частотой вращения упрочняемого кольца позволяет контролировать количество импульсов на единицу длины упрочняемой детали и изменять импульсное воздействие, уменьшая или увеличивая коли 4 14398 1 2011.06.30 чество импульсов магнитного поля на всей длине детали, уменьшая или увеличивая скорость поступательного движения вниз-вверх. Например, частота вращения(510) об/с детали диаметром 200 мм, высотой 50 мм и скоростью поступательного движения 5 мм/с позволяет получить 400800 циклов перемагничивания за время- время опускания в упрочняющий зазор и подъема из него 2/250/520 с, если 5 об/с - за время упрочнения оно совершает 100 оборотов, что соответствует минимум 400 циклам перемагничивания, а при 10 об/с циклов перемагничивания минимум 800 циклов - это приводит к дроблению блоков мозаики и, следовательно, к увеличению прочности. Таким образом, при частоте вращения(510) об/с частота излучаемых импульсов 510 Гц, а частота перемагничивания составляет 2040 Гц. Так, выполненные в Физико-техническом институте НАН РБ рентгенографические исследования поверхностных слоев сталей после многократного перемагничивания с частотой 30 Гц в поле 1,2 Тл показывают, что происходит уменьшение блоков мозаики значительно большее, чем после шлифования, и это происходит как со сталями обыкновенного качества, так и с твердыми сталями. Исследования 2 показали, что многократное перемагничивание приводит к исчезновению игольчатого мартенсита на глубине, значительно превышающей зону распространения наводимых напряжений сжатия, около самой поверхности появляется сильно травящийся (темный) слой с измельченной, по сравнению с более глубокими слоями,структурой. Увеличение количества циклов перемагничивания приводит к распространению слоя с измельченной структурой на большую глубину, при этом причиной измельчения являются не только магнитострикционные явления, но и циклически изменяющиеся по величине и направлению напряжения растяжения, появляющиеся при притяжении стального образца к близко расположенным полюсам электромагнита и исчезающие при повороте образца на угол 90, что повторяется 4 раза за 1 оборот. Использование в качестве заготовки, например, трубы позволяет при массовом или серийном производстве полностью автоматизировать процесс изготовления упрочненных деталей и, кроме этого, удалить приводы перемещений от электромагнитных систем с целью предотвращения воздействия излучаемых магнитных полей, силы которых способны вызвать искажения функционирования приводов, например изгиб вала шпинделя. Ширина упрочняющего зазора, мм, - это сумма толщины упрочняемой детали и величины биения незакрепленного упрочняемого конца заготовки, биение неизбежно присутствует, так как в зажимном устройстве приводов вращения закреплен один конец заготовки. Вращение и поступательное перемещение незакрепленного конца заготовки необходимо начинать одновременно с включением магнитного поля, для того чтобы исключить притяжение торца трубы к нижним кромкам магнитопроводов, что может вызвать увеличение биения или изгиб заготовки в случае ее малого диаметра - это вызывает несимметричное расположение упрочняемой детали в упрочняющем зазоре и, следовательно,неравномерной оказывается степень упрочнения по периметру изделия. Применение одновременно вращения и продольного перемещения упрочняемого кольца приводит к тому, что кольцо пересекает в 2 перпендикулярных направлениях магнитные силовые линии, действующие в упрочняющем зазоре. При этом в кольце наводятся вихревые токи и магнитное поле (намагниченность), циклически изменяющие направление и, следовательно, обладающие градиентными зонами, которые создают дополнительные магнитные силы. В период импульса наведенное магнитное поле и вихревые токи взаимодействуют, результатом их взаимодействия являются силы, создающие давление, достаточные для дробления структуры - формирования упрочненной наружной и внутренней поверхности детали одновременно. 5 14398 1 2011.06.30 Известно, что, например, при пересечении деталью в 2 перпендикулярных друг к другу направлениях магнитных силовых линий поля в поверхностных слоях детали наводится магнитное поле, циклически изменяющее направление по осям координат, и токи плотности . Компонента внешнего поля, создаваемого электромагнитами, направленная парал лельно поверхностным слоям (,), при этомобозначает компоненту поля непо средственно на наружной поверхности, аобозначает компоненту поля при переходе поля через слой. Силу, действующую на квадратный сантиметр бесконечно длинной поверхности, выражают следующим образом сила на 1 см 21 / 8 п /( ) 2( ) 2 дин / см 2 . Эта сила перпендикулярна поверхности и пропорциональна площади, при определении этой силы имеет значение только составляющая поля В, которая параллельна поверхности 3. В непосредственной близости от искривленной поверхности, где бы составляющая ,параллельная поверхности, не изменялась от 1 до 2 при переходе с одной стороны поверхности на другую, следует считать, что там не только существует лист с током, текущим по его поверхности, но и эта поверхность находится под давлением, перпендикулярным ей и равным 2 12 / 8, дин / см 2 ,где 3,14. Например, если при реализации предлагаемого способа торцы рабочих призм излучают при единичном импульсе магнитное поле 1,6 Тл(1,6104) Гс, а при переходе через тонкий поверхностный слой 0,0010,002 мм (слой, в котором наблюдают эффект упрочнения при многократном перемагничивании - наблюдаемые напряжения сжатия первого рода, не исчезающие при снятии действия внешнего поля и размагничивания) в результате удаления от источника поляуменьшается до 1,5 Тл(1,2104) Гс, тогда давление, действующее на 1 см 2 этого слоя, равно (1,6104)2(1,2104)2 дин 44,6 . Учитывая, что в предлагаемом способе имеет место многократно повторяющееся импульсное градиентное воздействие, приведенный расчет подтверждает наличие реально действующих сил, способных изменять микроструктуру поверхностных слоев. При этом,изменяя скорости перемещений упрочняемой детали, частоту импульсов магнитного поля,величину поля в импульсе, можно прогнозировать нужное количество импульсов с заданным градиентом с целью получить заданную структуру упрочняемой поверхности на заданную глубину. Предлагаемый способ осуществляют при помощи устройства для упрочнения наружной и внутренней поверхности деталей, которое показано на фиг. 1 и 2. Устройство состоит из генератора импульсов выпрямленного тока (1), наружной автономной электромагнитной системы (2) с наружным магнитопроводом (3), замкнутым на наружную поверхность упрочняемой детали (4) торцами (5) горизонтально установленных рабочих призм (6), и внутренней автономной электромагнитной системы (7) с внутренним магнитопроводом (8), замкнутым на внутреннюю поверхность упрочняемой детали торцами (9) вертикально установленных рабочих призм (10), которые разделены диамагнитной пластиной (11), при этом торцы (5) и (9) образуют упрочняющий зазор (12), кроме этого, устройство содержит приводы вращательного и возвратно-поступательного перемещений, а также отрезное устройство (на фигурах не показаны) и экран (13). Устройство работает следующим образом один конец упрочняемой детали (4)(например, заготовки - трубы) устанавливают в зажимном устройстве, являющемся частью привода вращения, совмещенного с приводом возвратно-поступательного перемещения, затем придают одновременно упрочняемой детали (4) вращение и движение вниз в 6 14398 1 2011.06.30 упрочняющий зазор (12), скорость вращения и поступательного перемещения обусловлена длиной, диаметром и точностью наружного и внутреннего диаметра упрочняемой детали (4), конструкцией приводов, например допустимой величиной биения, а также количеством циклов перемагничивания, необходимых для получения заданной структуры упрочняемой поверхности), опуская незакрепленный конец высотой , соответствующий высоте упрочняемой детали (4) упрочняющий зазор (12) шириной, где- толщина стенки детали,- конструктивно необходимый воздушный зазор (величина превышающая на 0,10,3 мм сумму величины биения вращающегося конца заготовки и погрешности наружного и внутреннего диаметров упрочняемой детали) одновременно на наружную автономную электромагнитную систему (2) и внутреннюю автономную электромагнитную систему (7) через генератор импульсов (1), который включен в промышленную сеть электрического тока и содержит выпрямитель и конденсатор, подают выпрямленный ток в форме импульсов с величиной магнитной индукции в импульсе(1,21,6) Тл, частота излучения которых совпадает с частотой вращения заготовки. При этом наружный магнитопровод (3) торцом (5) горизонтально установленной рабочей призмы (6) и внутренний магнитопровод (8) торцом (9) вертикально установленной призмы (10) концентрируют и замыкают импульсы магнитного поля на наружную и внутреннюю поверхности упрочняемой детали, которая получает заданное количество циклов перемагничивания и дополнительное градиентное воздействие из-за разности длин торцов рабочих призм, что приводит к формированию заданной структуры наружной и внутренней поверхности детали на заданную глубину, при этом диамагнитная пластина (11) выполняет функцию направляющей для детали и стабилизатора ширины упрочняющего зазора (эта пластина препятствует притяжению под воздействием магнитных сил горизонтальными рабочими призмами вертикальных рабочих призм, масса которых значительно меньше), экран (13) защищает приводы вращения, возвратно-поступательного перемещения и отрезное устройство от силового воздействия магнитного поля, кроме этого, для предотвращения разницы силового воздействия магнитного поля, которая может вызвать изгиб упрочняемой детали (4), торцы всех призм устанавливают на одном уровне на входе ее в упрочняющий зазор (12). После подъема упрочняемой детали (4) из зазора (12) упрочненную деталь отрезают на заданную длину и повторяют действия. Источники информации 1. Садовский В.Д. Некоторые методы упрочнения стали. В кн. Процессы упрочнения деталей машин. - М. Наука. - С. 7-13. 2. Барон Ю.М. Технология абразивной обработки в магнитном поле. - Л. Машиностроение, 1975. - С. 30-34. 3. Парселл Э. Электричество и магнетизм. - М., 1975. - С. 211-214. Фиг. 2 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 7
МПК / Метки
МПК: B21D 26/00
Метки: осесимметричной, устройство, наружной, способ, осуществления, поверхностей, внутренней, получения, детали, упрочнением
Код ссылки
<a href="https://by.patents.su/7-14398-sposob-polucheniya-osesimmetrichnojj-detali-s-uprochneniem-ee-naruzhnojj-i-vnutrennejj-poverhnostejj-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Беларуси">Способ получения осесимметричной детали с упрочнением ее наружной и внутренней поверхностей и устройство для его осуществления</a>
Устройство для восстановления наружной и внутренней поверхностей втулок
Номер патента: U 4191
Опубликовано: 28.02.2008
Авторы: Клименко Сергей Ефимович, Бойко Леонид Иосифович, Юрасюк Юрий Николаевич
МПК: B22F 7/00
Метки: восстановления, поверхностей, внутренней, втулок, устройство, наружной
Текст:
...матрица 8, состоящая из двух половин, внутри которой расположена восстанавливаемая втулка 9. Формующий элемент, имеющий пазы 10, выполнен составным из двух коаксиальных полых частей и включает в себя наружную часть 11 и внутреннюю часть 12 с полостью 13. На наружной части 11 составного формующего элемента закреплены оси 14, на которых установлены поворотные рычаги 15, при этом наружная часть 11 опирается на упругие элементы 16, которые...
Способ изготовления осесимметричной слоистой ступенчатой детали
Номер патента: 13417
Опубликовано: 30.08.2010
Авторы: Щукин Валерий Яковлевич, Кожевникова Гражина Валерьевна
МПК: B21H 1/00
Метки: слоистой, осесимметричной, ступенчатой, изготовления, детали, способ
Текст:
...коррозионной стойкости получаемой детали наружная втулка изготавливается из коррозионностойкого материала. Увеличение ресурса пластичности достигается применением более прогрессивной схемы кинематики течения металла при поперечной и поперечно-клиновой прокатках, которая позволяет управлять свойствами материала на поверхности и в центре заготовки. Нагрев до температуры не более температуры плавления центрального стержня обеспечит частичную...
Способ получения изображения внутренней структуры объекта с использованием рентгеновского излучения и устройство для его осуществления

Номер патента: 6725
Опубликовано: 30.12.2004
Авторы: КУМАХОВ, Мурадин Абубекирович
МПК: G01N 23/223
Метки: внутренней, структуры, рентгеновского, излучения, изображения, способ, использованием, объекта, устройство, получения, осуществления
Текст:
...для обработки и отображения информации, датчики для определения координат точки, к которой относят текущие результаты измерений, расположенной внутри исследуемой области объекта, связанные со средством позиционирования исследуемого объекта и рентгенооптической системой, подключенные своими выходами к средству для обработки и отображения информации, при этом рентгенооптическая система содержит один или несколько рентгеновских...
Способ обработки пазов на торце детали и станок для его осуществления

Номер патента: 6165
Опубликовано: 30.06.2004
Авторы: Киселев Руслан Анатольевич, Данилов Виктор Алексеевич
МПК: B23C 3/28
Метки: станок, торце, обработки, осуществления, способ, детали, пазов
Текст:
...перемещение П вдоль оси вращения заготовки (движение подачи).Кинематическая структура станка, реализующего описанный способ обработки, приведена на фиг. 2.Станок содержит привод вращения инструмента 1, состоящий из двигателя 4 и органа настройки 5 скорости резания, щпиндели 6 и 7 соответственно инструмента 1 и заготовки 3, дополнительную кинематическую цепь с механизмом 8 автоматического изменения угловой скорости вращения...
Способ скрепления поверхностей материала из минерального волокна и устройство для его осуществления

Номер патента: 13515
Опубликовано: 30.08.2010
Авторы: ВУТС, Петер
МПК: E04B 1/61
Метки: материала, осуществления, способ, скрепления, минерального, волокна, устройство, поверхностей
Текст:
...с углом или изогнутой частью элемента, отличающуюся тем, что конструкция также содержит устройство, содержащее гибкий ремень, имеющий первый и второй концы с по существу жесткими шипами на каждом конце, где, по меньшей мере, часть каждого из первого и второго шипов вводят в материал из минерального волокна, и с помощью ремня удерживают вместе плотно прилегающие поверхности материала из минерального волокна. Согласно четвертому аспекту...
Предыдущий патент: Способ нанесения плазменно-вакуумного покрытия из тугоплавкого материала на поверхность металлического изделия
Следующий патент: Движитель транспортного средства
Случайный патент: Устройство для фасовки сыпучих материалов