Способ магнитографического контроля изделия из ферромагнитного материала (варианты)
Номер патента: 12939
Опубликовано: 28.02.2010
Авторы: Шилов Андрей Владимирович, Новиков Владимир Алексеевич, Кушнер Андрей Валерьевич

Текст
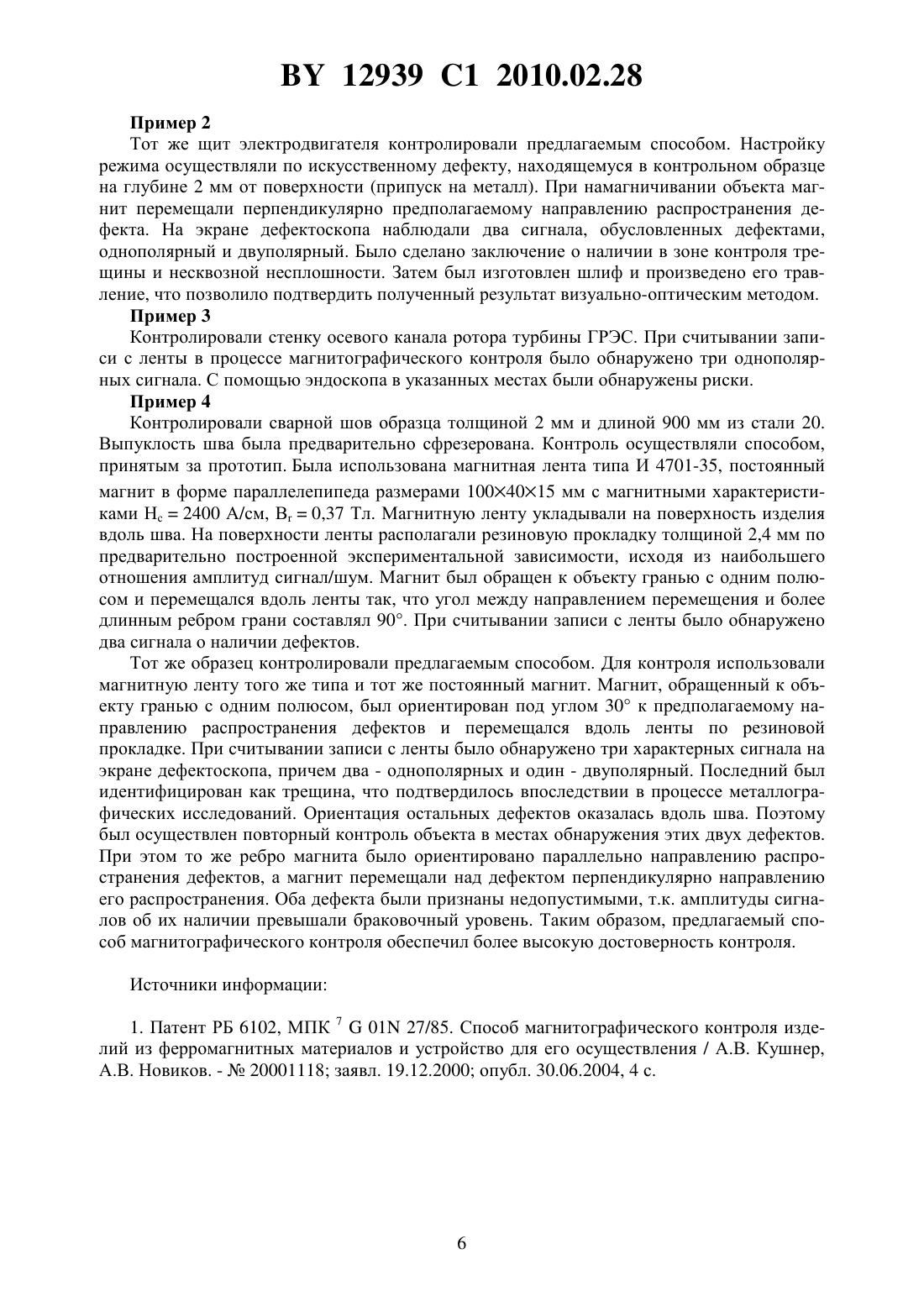
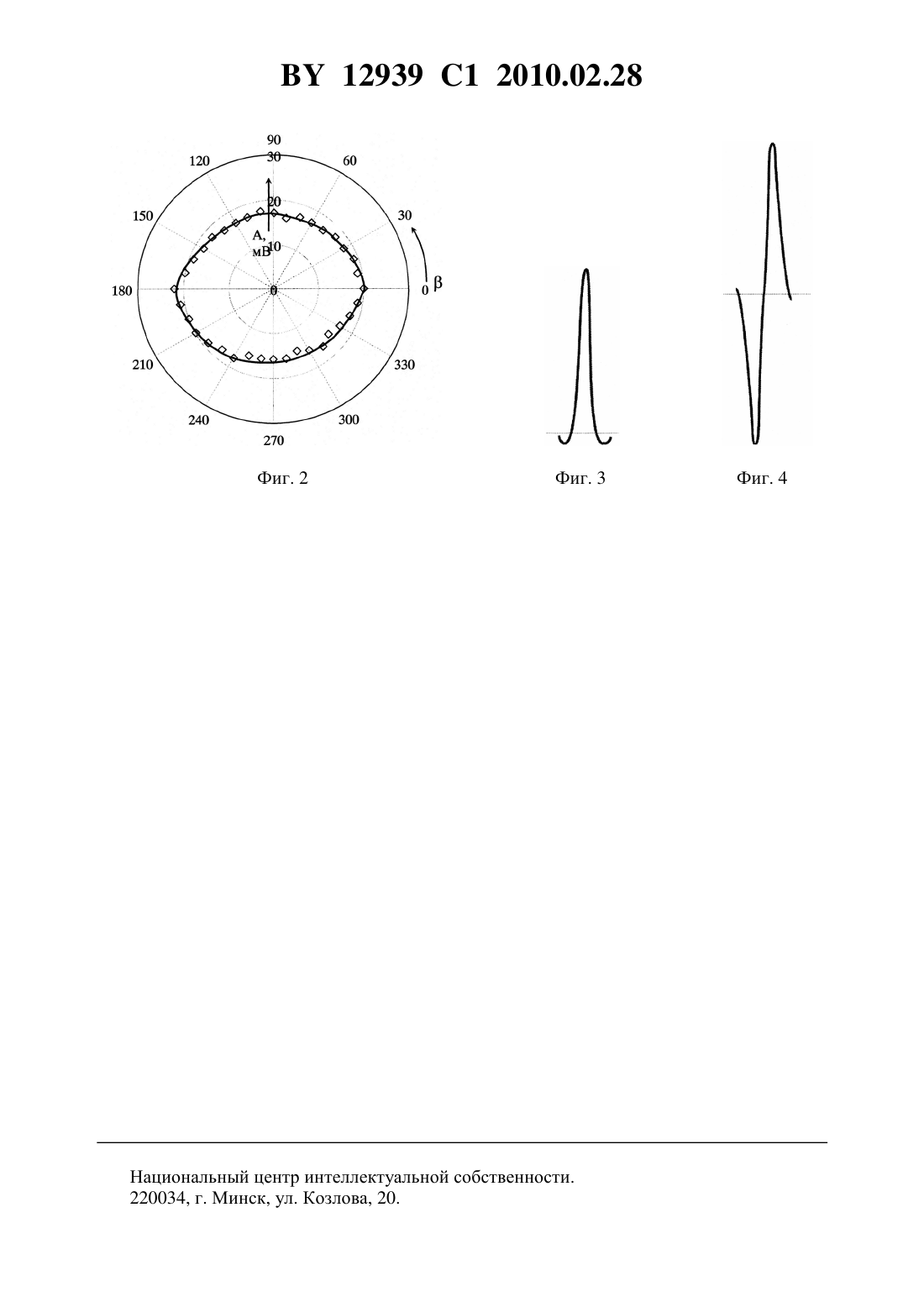
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ МАГНИТОГРАФИЧЕСКОГО КОНТРОЛЯ ИЗДЕЛИЯ ИЗ ФЕРРОМАГНИТНОГО МАТЕРИАЛА (ВАРИАНТЫ)(71) Заявитель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(72) Авторы Новиков Владимир Алексеевич Шилов Андрей Владимирович Кушнер Андрей Валерьевич(73) Патентообладатель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(57) 1. Способ магнитографического контроля изделия из ферромагнитного материала,включающий намагничивание контролируемого изделия перемещающимся магнитом через уложенную на изделие магнитную ленту и немагнитную прокладку или воздушный зазор с толщиной, экспериментально подобранной в соответствии с предварительно построенной зависимостью для обеспечения наибольшего отношения амплитуд сигнал/шум для дефекта заданного минимального браковочного уровня, считывание записи с магнитной ленты под углом от -20 до 20 к нормали предполагаемого направления распространения магнитного отпечатка на ленте при обнаружении протяженного дефекта и воспроизведение и анализ полученных сигналов, отличающийся тем, что магнитную ленту укладывают вдоль предполагаемого направления распространения дефектов в изделии, Фиг. 1 12939 1 2010.02.28 при намагничивании магнит обращают к изделию гранью с двумя полюсами и перемещают вдоль предполагаемого направления распространения дефектов так, чтобы плоскость,разделяющая полюсы магнита, образовывала угол от -45 до 45 с направлением перемещения, при воспроизведении записи с магнитной ленты дифференциальной магнитной головкой отдельно рассматривают сигналы от дефектов, имеющие вид однополярного или двуполярного электрического импульса, а дефект считают недопустимым, если сигнал о его наличии имеет вид двуполярного импульса или амплитуда однополярного импульса превышает браковочный уровень. 2. Способ магнитографического контроля изделия из ферромагнитного материала,включающий намагничивание контролируемого изделия перемещающимся магнитом через уложенную на изделие магнитную ленту и немагнитную прокладку или воздушный зазор с толщиной, экспериментально подобранной в соответствии с предварительно построенной зависимостью для обеспечения наибольшего отношения амплитуд сигнал/шум для дефекта заданного минимального браковочного уровня, считывание записи с магнитной ленты под углом от -20 до 20 к нормали предполагаемого направления распространения магнитного отпечатка на ленте при обнаружении протяженного дефекта и воспроизведение и анализ полученных сигналов, отличающийся тем, что магнитную ленту укладывают вдоль предполагаемого направления распространения дефектов в изделии, при намагничивании магнит обращают к изделию гранью с одним полюсом и перемещают вдоль предполагаемого направления распространения дефектов так, чтобы более длинное ребро грани магнита, след которого пересекает ленту, образовывало с направлением перемещения угол от -45 до 45, а после считывания записи дефект считают недопустимым, если сигнал от него имеет вид двуполярного электрического импульса, затем то же ребро магнита ориентируют параллельно направлению распространения дефектов,сигналы от которых имеют вид однополярного электрического импульса, и перемещают его над дефектом перпендикулярно направлению его распространения, и после считывания записи дефект считают недопустимым, если амплитуда однополярного импульса превышает браковочный уровень. Изобретение относится к области магнитографической дефектоскопии и может быть использовано при контроле качества изделий из ферромагнитных материалов, например гибов труб, стенок осевых каналов и лопаток роторов турбин, бурового оборудования, несущих конструкций и т.д. Наиболее близким по технической сущности и достигаемому результату к изобретению является способ магнитографического контроля изделия из ферромагнитного материала, включающий намагничивание контролируемого изделия перемещающимся магнитом через уложенную на изделие магнитную ленту и немагнитную прокладку или воздушный зазор с толщиной, экспериментально подобранной в соответствии с предварительно построенной зависимостью для обеспечения наибольшего отношения амплитуд сигнал/шум для дефекта заданного минимального браковочного уровня, считывание записи с магнитной ленты под углом от -20 до 20 к нормали предполагаемого направления распространения магнитного отпечатка на ленте при обнаружении протяженного дефекта или в произвольном направлении при обнаружении локального дефекта, воспроизведение и анализ полученных сигналов 1. Недостатком его является низкая достоверность контроля. Указанный недостаток объясняется зависимостью поля дефекта от вида несплошности, трудностью идентификации дефекта по виду сигналограммы (трещину и несплавление сложно отличить от риски или непровара). Задачей настоящего изобретения является повышение достоверности контроля. 2 12939 1 2010.02.28 Различные дефекты по-разному влияют на работоспособность изделий. Практически для всех объектов трещины и несплавления любой глубины недопустимы. Риски и вмятины не считаются опасными дефектами сплошности для многих изделий. Существуют и такие объекты, для которых установлен определенный браковочный уровень по непроварам, порам, неметаллическим включениям и т.д. Поэтому анализ и оценку дефектов в изделии по виду сигналограмм следует производить с учетом их влияния на работоспособность изделия отдельно по каждому виду дефекта. Основными информативными параметрами сигналов, обусловленных дефектами, при магнитографической дефектоскопии являются амплитуда, длительность импульса, протяженность сохранения электрического импульса от дефекта на экране дефектоскопа при протяжке ленты. Они не всегда позволяют идентифицировать вид дефекта, поэтому необходимо определить дополнительные информативные параметры сигналов. Решение указанной задачи позволит повысить достоверность контроля. Сущность изобретения состоит в том, что в способе магнитографического контроля изделий из ферромагнитных материалов, включающем намагничивание контролируемого изделия перемещающимся магнитом через уложенную на изделие магнитную ленту и немагнитную прокладку или воздушный зазор с толщиной, экспериментально подобранной в соответствии с предварительно построенной зависимостью для обеспечения наибольшего отношения амплитуд сигнал/шум для дефекта заданного минимального браковочного уровня, считывание записи с магнитной ленты под углом от -20 до 20 к нормали предполагаемого направления распространения магнитного отпечатка на ленте при обнаружении протяженного дефекта и воспроизведение и анализ полученных сигналов, согласно изобретению, магнитную ленту укладывают вдоль предполагаемого направления распространения дефектов в изделии, при намагничивании магнит обращают к изделию гранью с двумя полюсами и перемещают вдоль предполагаемого направления распространения дефектов в изделии так, чтобы плоскость, разделяющая полюсы магнита, образовывала угол от -45 до 45 с направлением перемещения, при воспроизведении записи с магнитной ленты дифференциальной магнитной головкой отдельно рассматривают сигналы от дефектов, имеющие вид однополярного или двуполярного электрического импульса, а дефект считают недопустимым, если сигнал о его наличии имеет вид двуполярного импульса или амплитуда однополярного импульса превышает браковочный уровень. Сущность изобретения состоит также в том, что в способе магнитографического контроля изделий из ферромагнитных материалов, включающем намагничивание контролируемого изделия перемещающимся магнитом через уложенную на изделие магнитную ленту и немагнитную прокладку или воздушный зазор с толщиной, экспериментально подобранной в соответствии с предварительно построенной зависимостью для обеспечения наибольшего отношения амплитуд сигнал/шум для дефекта заданного минимального браковочного уровня, считывание записи с магнитной ленты под углом от -20 до 20 к нормали предполагаемого направления распространения магнитного отпечатка на ленте при обнаружении протяженного дефекта и воспроизведение и анализ полученных сигналов, согласно изобретению, магнитную ленту укладывают вдоль предполагаемого направления распространения дефектов в изделии, при намагничивании магнит обращают к изделию гранью с одним полюсом и перемещают вдоль предполагаемого направления распространения дефектов в изделии так, чтобы более длинное ребро грани магнита, след которого пересекает ленту, образовывало с направлением перемещения угол от -45 до 45, а после считывания записи дефект считают недопустимым, если сигнал от него имеет вид двуполярного электрического импульса, затем то же ребро магнита ориентируют параллельно направлению распространения дефектов, сигналы от которых имеют вид однополярного электрического импульса, и перемещают его над дефектом перпендикулярно направлению его распространения, и после считывания записи дефект считают недопустимым, если амплитуда однополярного импульса превышает браковочный уровень. 3 12939 1 2010.02.28 Если магнитная лента уложена вдоль направления распространения дефектов в протяженном объекте контроля, то это позволит намагнитить всю контролируемую зону за один проход, что повышает производительность контроля. Ориентация магнита выбрана таким образом, чтобы независимо от места расположения дефекта на следе магнита всегда была составляющая напряженности поля магнита,перпендикулярная направлению распространения дефекта. Экспериментально установлено, что при магнитографическом контроле объектов с намагничиванием контролируемой зоны перемещаемым магнитом через уложенную на его поверхность магнитную ленту и считывании записи с ленты дифференциальной магнитной головкой трещины, сквозные и узкие несквозные несплавления обусловливают двуполярный сигнал на экране дефектоскопа, а непровары, подрезы, риски, углубления поверхностных неровностей - однополярный. Это позволяет отличить наиболее опасные дефекты (трещины и несплавления) от других несплошностей по форме сигнала. Так как трещины и несплавления являются недопустимыми практически для всех объектов, то определять их параметры нет смысла. Допустимость остальных дефектов для конкретного объекта определяют путем сравнения обусловленного несплошностью сигнала с браковочным уровнем. При этом чувствительность метода контроля будет наибольшей, если магнит перемещают перпендикулярно направлению распространения дефекта. Сущность изобретения поясняется чертежами. На фиг. 1 изображен график зависимости амплитуды сигнала, обусловленного протяженным сквозным дефектом в изделии, от угла между плоскостью, разделяющей полюсы магнита, обращенного к объекту гранью с двумя полюсами, и направлением его перемещения. На фиг. 2 - зависимость амплитуды сигнала, обусловленного протяженным несквозным дефектом в изделии, от угла между ребром грани магнита, обращенного к объекту гранью с одним полюсом, и направлением перемещения магнита. На фиг. 3 - вид однополярного электрического импульса. На фиг. 4- вид двуполярного электрического импульса. Магнитная лента укладывается на поверхность объекта контроля вдоль направления распространения дефектов. Если объект протяженный, то это позволяет намагнитить всю контролируемую зону за один проход, что повышает производительность контроля. Независимо от направления намагничивания объекта силовые линии поля рассеяния дефекта ориентируются перпендикулярно направлению его распространения. Поэтому поляризация магнитноактивного слоя ленты в зоне действия поля дефекта будет направлена поперек ленты. Следовательно, амплитуда сигнала, обусловленного дефектом, на экране дефектоскопа будет наибольшей при считывании записи с ленты в поперечном направлении. Низкая достоверность контроля при намагничивании объекта перемещаемым магнитом объясняется не всегда высокой чувствительностью метода при обнаружении трещин и несплавлений. При намагничивании магнит, обращенный к изделию гранью с двумя полюсами, перемещают вдоль предполагаемого направления распространения дефектов,ориентируя так, чтобы плоскость, разделяющая полюсы магнита, образовывала угол-4545 с направлением перемещения, считывают запись с ленты, определяя наличие и ориентацию дефекта в изделии. Максимальная амплитуда сигнала от дефекта имеет место при -4545 (фиг. 1). Аналогично обнаруживаются сквозные дефекты при намагничивании объекта перемещаемым постоянным магнитом, обращенным к объекту гранью с одним полюсом. В этом случае- угол между более длинным ребром грани магнита, след которого пересекает ленту, и направлением его перемещения. Если магнит перемещают вдоль дефекта таким образом, что плоскость, разделяющая полюсы магнита(или более длинное ребро грани магнита, обращенного к объекту гранью с одним полюсом), была перпендикулярна направлению распространения дефекта, то тангенциальная составляющая поля магнита направлена вдоль несплошности, и поле дефекта не образуется (фиг. 1). 4 12939 1 2010.02.28 Нормальная составляющая поля магнита также не вызывает поля рассеяния от таких дефектов сплошности, т.к. у дефектов отсутствует дно. График зависимости амплитуды сигнала, обусловленного протяженным несквозным дефектом в изделии, от угла между плоскостью, разделяющей полюсы магнита, обращенного к объекту гранью с двумя полюсами, и направлением его перемещения незначительно отличается от окружности. Поэтому повторное намагничивание объекта с целью более точного определения глубины таких дефектов не требуется. Диапазон значений направлений перемещения магнита, обращенного к объекту контроля гранью с одним полюсом, для обеспечения наибольшей чувствительности установлен исходя из построенной экспериментальной зависимости (фиг. 2). Для обеспечения наибольшей чувствительности контроля при обнаружении протяженных несплошностей вектор напряженности намагничивающего поля должен быть ориентирован перпендикулярно направлению распространения дефекта. При наличии в дефектоскопе только импульсной индикации ориентацию дефекта в изделии определяют, поворачивая магнитную ленту в считывающем устройстве дефектоскопа до достижения наибольшей амплитуды сигнала, обусловленного дефектом. Если в дефектоскопе имеется яркостная индикация, то ориентацию несплошности определяют непосредственно на экране монитора. При повторном контроле намагничивают изделие, перемещая магнит так, чтобы более длинное ребро грани магнита было параллельно направлению распространения дефекта. В этом случае вектор напряженности поля будет перпендикулярен направлению распространения дефекта и выявляемость дефекта будет наилучшей. Несплавления и трещины являются недопустимыми дефектами для большинства объектов. Поэтому их параметры определять нет смысла. Допустимость остальных дефектов для данного объекта определяют путем сравнения обусловленного ими сигнала с браковочным уровнем. По этой причине следует ввести новый информативный параметр сигнала, позволяющий отличить трещину и несплавление от дефектов других видов. Нормальная составляющая поля магнита больше тангенциальной приблизительно в 22,5 раза. Если дефект имеет дно, то возникающее в зоне несплошности поле дефекта в большей степени обусловлено магнитными зарядами, возникающими на дне дефекта и поверхности изделия. Воздействующая на магнитную ленту тангенциальная составляющая этого поля имеет вид синусоиды. При считывании записи с магнитной ленты дифференциальной магнитной головкой на экране дефектоскопа наблюдается электрический импульс, пропорциональный скорости изменения магнитного потока на ленте, т.е. однополярный электрический импульс (фиг. 3). Такую форму имеет сигнал от дефектов вида несквозного непровара, риски, углубления поверхностных неровностей. Если дефект не имеет дна (трещина, сквозное и узкое несквозное несплавление), то в формировании его поля участвует в основном тангенциальная составляющая поля магнита. Поле дефекта в этом случае имеет колоколообразный вид, а сигнал на экране дефектоскопа - двуполярный (фиг. 4). То есть, сигналограммы от трещин и сквозных непроваров отличаются от сигналограмм, обусловленных другими видами несплошностей. Поэтому при воспроизведении записи с магнитной ленты дифференциальной магнитной головкой после первого контроля отдельно рассматривают однополярные и двуполярные сигналы от дефектов. Дефект считают недопустимым, если сигнал о наличии дефекта имеет двуполярный вид. Пример 1 Щит электродвигателя контролировали способом, принятым за прототип. Предварительно с помощью устройства, позволявшего изменять расстояние от магнита до объекта,настраивали режим намагничивания. При магнитографическом контроле обнаружили две несплошности. Идентифицировать вид дефекта неразрушающим методом контроля не удалось. 12939 1 2010.02.28 Пример 2 Тот же щит электродвигателя контролировали предлагаемым способом. Настройку режима осуществляли по искусственному дефекту, находящемуся в контрольном образце на глубине 2 мм от поверхности (припуск на металл). При намагничивании объекта магнит перемещали перпендикулярно предполагаемому направлению распространения дефекта. На экране дефектоскопа наблюдали два сигнала, обусловленных дефектами,однополярный и двуполярный. Было сделано заключение о наличии в зоне контроля трещины и несквозной несплошности. Затем был изготовлен шлиф и произведено его травление, что позволило подтвердить полученный результат визуально-оптическим методом. Пример 3 Контролировали стенку осевого канала ротора турбины ГРЭС. При считывании записи с ленты в процессе магнитографического контроля было обнаружено три однополярных сигнала. С помощью эндоскопа в указанных местах были обнаружены риски. Пример 4 Контролировали сварной шов образца толщиной 2 мм и длиной 900 мм из стали 20. Выпуклость шва была предварительно сфрезерована. Контроль осуществляли способом,принятым за прототип. Была использована магнитная лента типа И 4701-35, постоянный магнит в форме параллелепипеда размерами 1004015 мм с магнитными характеристиками Нс 2400 А/см, В 0,37 Тл. Магнитную ленту укладывали на поверхность изделия вдоль шва. На поверхности ленты располагали резиновую прокладку толщиной 2,4 мм по предварительно построенной экспериментальной зависимости, исходя из наибольшего отношения амплитуд сигнал/шум. Магнит был обращен к объекту гранью с одним полюсом и перемещался вдоль ленты так, что угол между направлением перемещения и более длинным ребром грани составлял 90. При считывании записи с ленты было обнаружено два сигнала о наличии дефектов. Тот же образец контролировали предлагаемым способом. Для контроля использовали магнитную ленту того же типа и тот же постоянный магнит. Магнит, обращенный к объекту гранью с одним полюсом, был ориентирован под углом 30 к предполагаемому направлению распространения дефектов и перемещался вдоль ленты по резиновой прокладке. При считывании записи с ленты было обнаружено три характерных сигнала на экране дефектоскопа, причем два - однополярных и один - двуполярный. Последний был идентифицирован как трещина, что подтвердилось впоследствии в процессе металлографических исследований. Ориентация остальных дефектов оказалась вдоль шва. Поэтому был осуществлен повторный контроль объекта в местах обнаружения этих двух дефектов. При этом то же ребро магнита было ориентировано параллельно направлению распространения дефектов, а магнит перемещали над дефектом перпендикулярно направлению его распространения. Оба дефекта были признаны недопустимыми, т.к. амплитуды сигналов об их наличии превышали браковочный уровень. Таким образом, предлагаемый способ магнитографического контроля обеспечил более высокую достоверность контроля. Источники информации 1. Патент РБ 6102, МПК 701 27/85. Способ магнитографического контроля изделий из ферромагнитных материалов и устройство для его осуществления / А.В. Кушнер,А.В. Новиков. -20001118 заявл. 19.12.2000 опубл. 30.06.2004, 4 с. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 7
МПК / Метки
МПК: G01N 27/82
Метки: изделия, ферромагнитного, варианты, контроля, способ, магнитографического, материала
Код ссылки
<a href="https://by.patents.su/7-12939-sposob-magnitograficheskogo-kontrolya-izdeliya-iz-ferromagnitnogo-materiala-varianty.html" rel="bookmark" title="База патентов Беларуси">Способ магнитографического контроля изделия из ферромагнитного материала (варианты)</a>
Способ магнитографического контроля изделий из ферромагнитных материалов и устройство для его осуществления
Номер патента: 6102
Опубликовано: 30.06.2004
Авторы: Кушнер Андрей Валерьевич, Новиков Владимир Алексеевич
МПК: G01N 27/85
Метки: магнитографического, контроля, изделий, способ, устройство, ферромагнитных, материалов, осуществления
Текст:
...при выполнении условия обеспечения наибольшего отношения амплитуд сигнал/шум для дефекта минимального браковочного уровня в соответствии с предварительно построенной зависимостью, перемещение магнита над поверхностью магнитной ленты осуществляют в произвольном направлении, а считывание записи с магнитной ленты производят под углом от -20 до 20 к нормали к предполагаемому направлению распространения магнитного отпечатка на ленте...
Способ контроля толщины и твердости поверхностно-упрочненного слоя изделия из ферромагнитного материала
Номер патента: 10698
Опубликовано: 30.06.2008
Авторы: Пинчуков Дмитрий Анатольевич, Мельгуй Михаил Александрович, Матюк Владимир Федорович
МПК: G01N 27/80, G01B 7/02, G01N 27/72...
Метки: толщины, контроля, изделия, способ, слоя, материала, твердости, поверхностно-упрочненного, ферромагнитного
Текст:
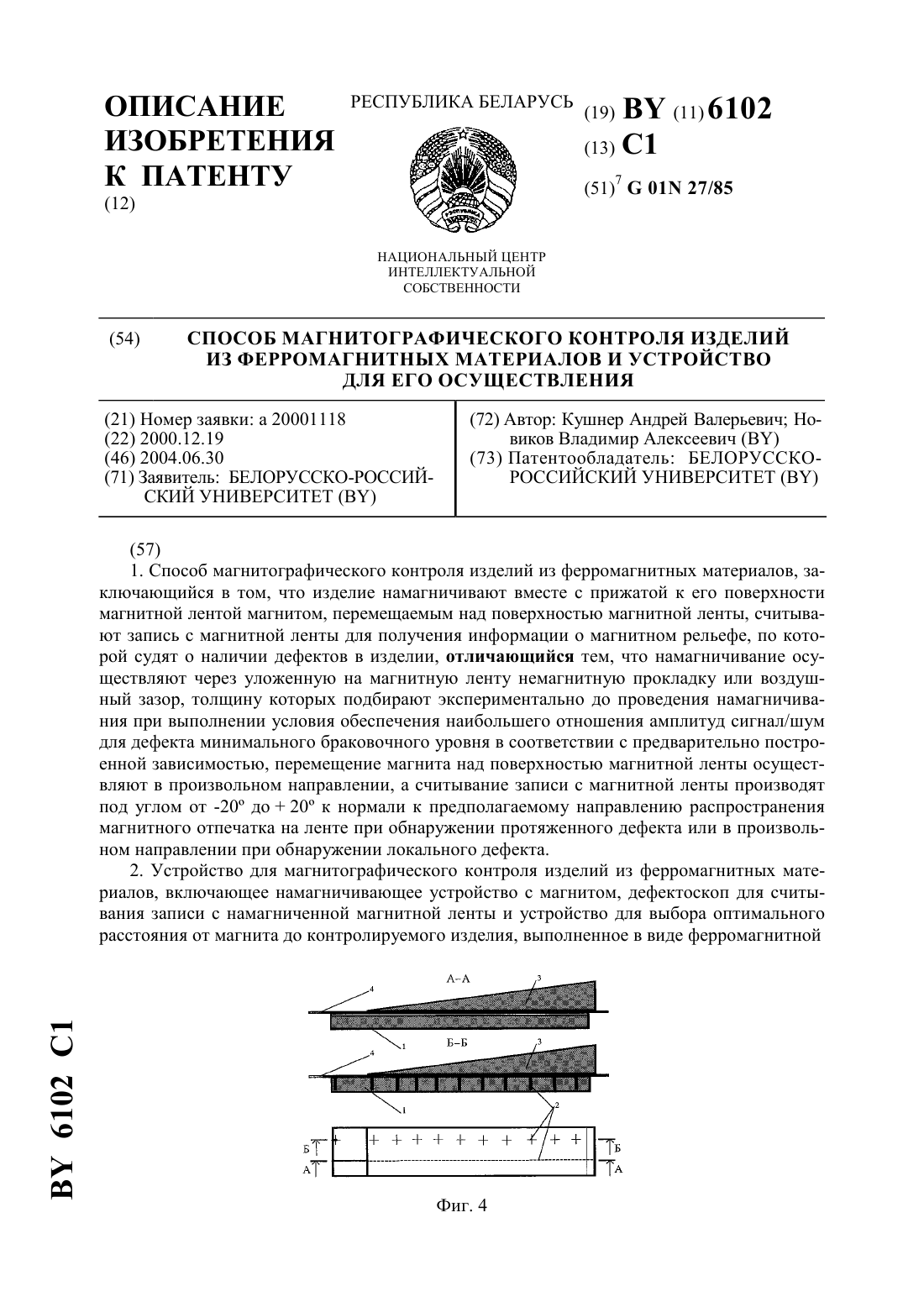
...серией, а толщинуупрочненного слоя и твердостьего поверхности определяют по уравнениям множественной корреляции типа(2)01230456 ,где числоимпульсов в четвертой серии и коэффициенты а 0, а 1, а 2, а 3, а 4, 5, 6 и 0, 1, 2,3, 4, 5, 6 установлены предварительно из условия получения минимальных среднеквадратических отклоненийи максимальных коэффициентов корреляции . На фиг. 1 показана последовательность изменения амплитуды импульсов...
Способ импульсного магнитного многопараметрового контроля твердости изделия из ферромагнитного материала
Номер патента: 9748
Опубликовано: 30.10.2007
Авторы: Пинчуков Дмитрий Анатольевич, Мельгуй Михаил Александрович, Матюк Владимир Федорович
МПК: G01R 33/12, G01N 27/80
Метки: импульсного, материала, многопараметрового, способ, ферромагнитного, твердости, изделия, магнитного, контроля
Текст:
...фиг. 1 показано изменение амплитуды импульсов во времени в первой, второй,третьей, четвертой и пятой сериях импульсов. На фиг. 2 показано изменение величины градиентанормальной составляющей напряженности поля остаточной намагниченности вдоль оси симметрии намагничивающего поля с изменением амплитуды импульсов и измеряемые величины градиента ,и, 0, р, 0, . На фиг. 3 показана одна из возможных структурных схем устройства для реализации...
Способ контроля физико-механических свойств ферромагнитного изделия, связанных с его магнитными свойствами
Номер патента: 9627
Опубликовано: 30.08.2007
Автор: Сандомирский Сергей Григорьевич
МПК: G01R 33/12, G01N 27/72
Метки: свойствами, физико-механических, магнитными, свойств, контроля, ферромагнитного, изделия, способ, связанных
Текст:
...измеряемого параметра поля остаточной намагниченности изделия, пропорционального коэрцитивной силе его материала, в отсутствие постоянного магнита после намагничивания при произвольном зазоре между его контролируемой поверхностью и преобразователем Н 0 и 1 - определенные заранее значения указанного измеряемого параметра для эталонного изделия, выбранного из числа контролируемых, в отсутствие постоянного магнита при нулевом указанном зазоре...
Способ магнитного контроля дефектности и электрических свойств изделия из электропроводящего материала
Номер патента: 11265
Опубликовано: 30.10.2008
Авторы: Дорошевич Елена Сергеевна, Павлюченко Владимир Васильевич
МПК: G01R 33/02, G01N 27/72
Метки: контроля, дефектности, электропроводящего, изделия, магнитного, материала, электрических, свойств, способ
Текст:
...глубина проникновения магнитно 3 11265 1 2008.10.30 го поля . Передний фронт указанного импульса магнитного поля можно представить как синусоидальный, что в действительности и реализуется, т.к. индуктивности цепи первичного источника сглаживают угол перехода линейно нарастающего импульса в импульс с постоянной величиной 0. Таким образом, передний фронт указанного импульса есть четвертьсинусоида (импульс в четверть волны). Следовательно,...
Предыдущий патент: Защитно-декоративное покрытие
Следующий патент: Способ получения гипериммунных сывороток против бактериальных и вирусных инфекций
Случайный патент: Горелка для газопламенного напыления порошков