Способ контроля физико-механических свойств ферромагнитного изделия, связанных с его магнитными свойствами
Текст
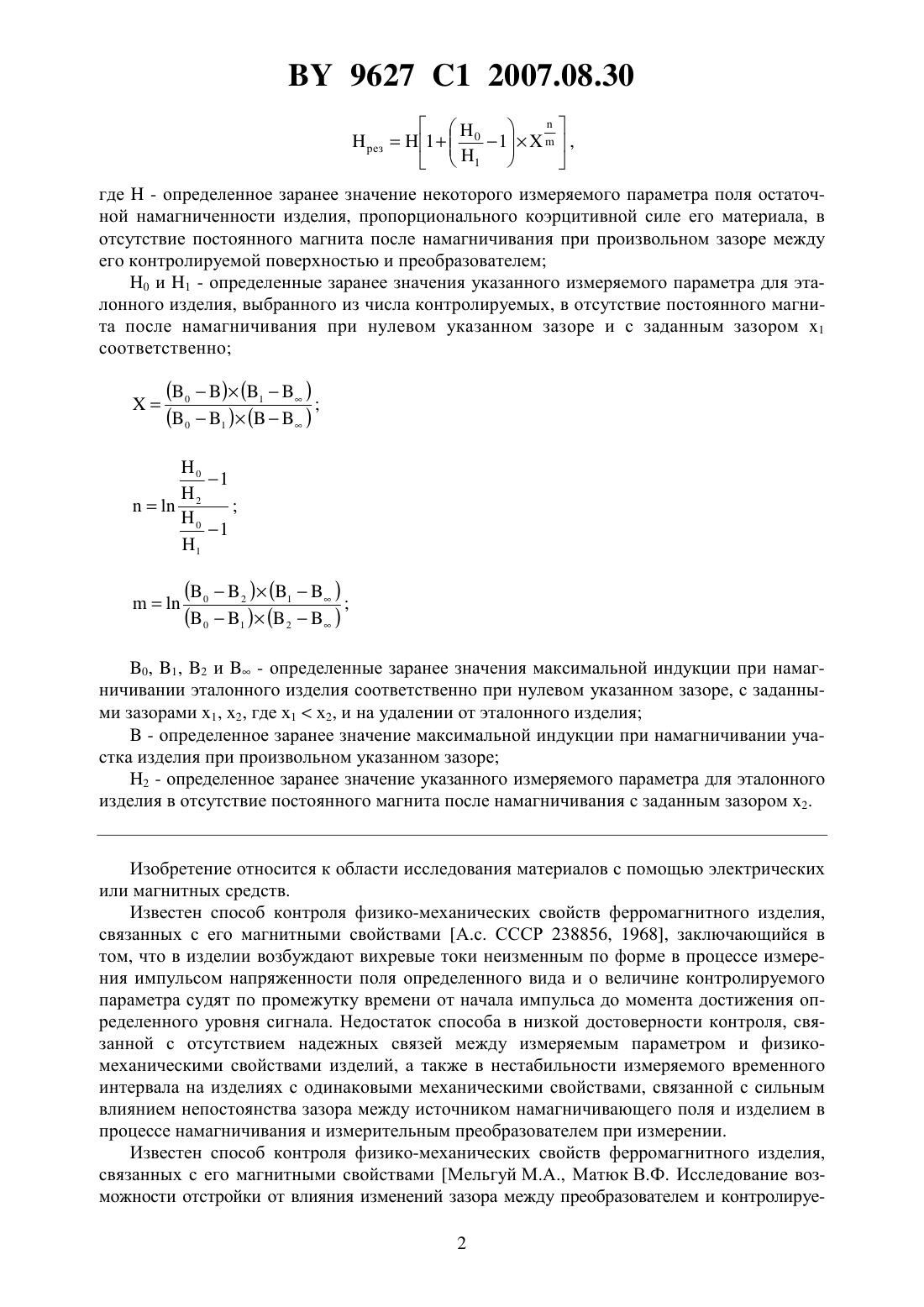
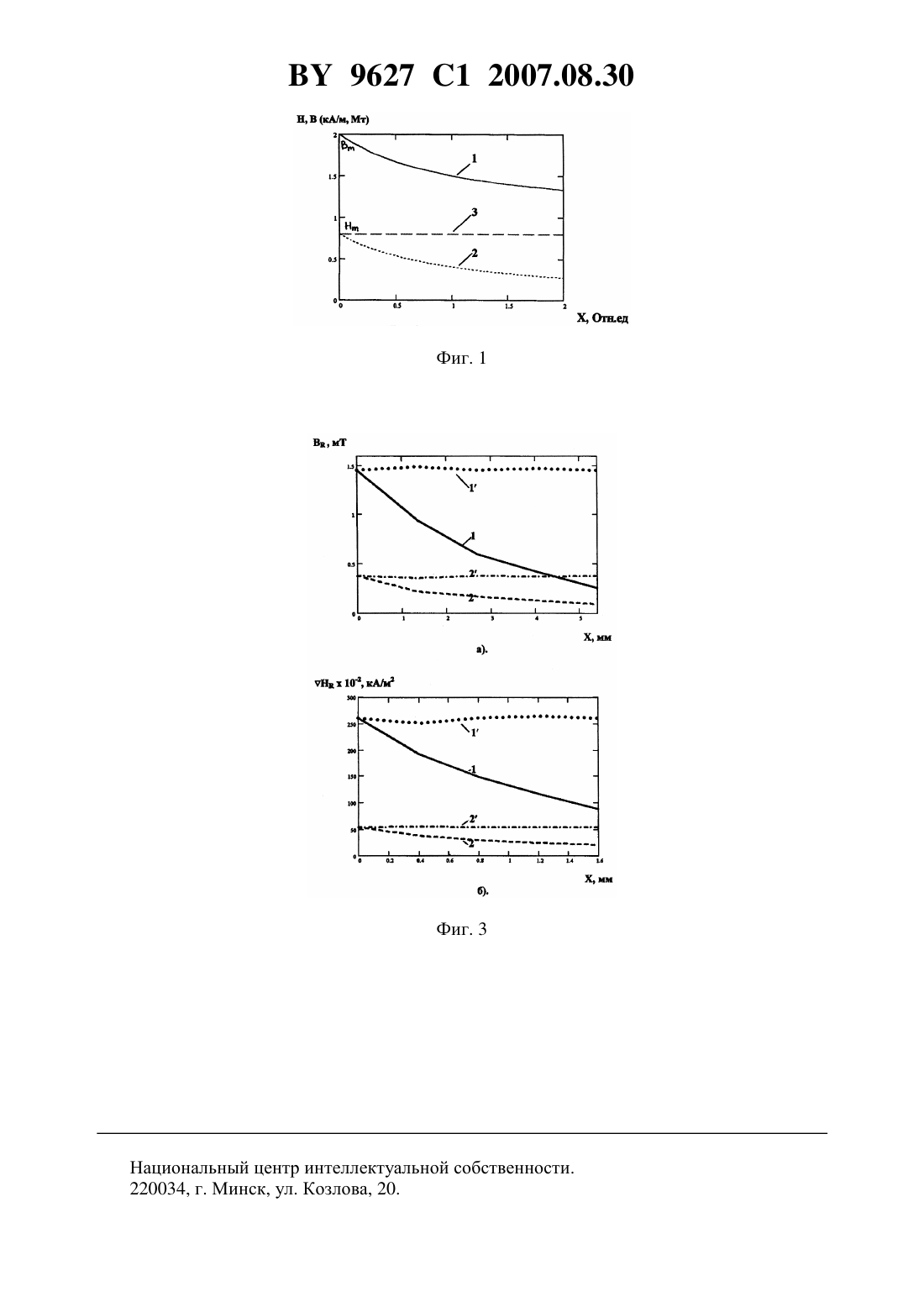
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(72) Автор Сандомирский Сергей Григорьевич(73) Патентообладатель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(56) Сандомирский С.Г. Универсальный магнитный сортировщик и его применение для решения задач неразрушающего контроля // Контроль. Диагностика. - 2004. -8. - . 27-31.2051380 1, 1995.1748031 1, 1992.4641093 , 1987.5117184 , 1992.(57) Способ контроля физико-механических свойств ферромагнитного изделия, связанных с его магнитными свойствами, включающий локальное намагничивание участка контролируемого изделия полем постоянного магнита, удаление постоянного магнита, определение для этого участка посредством магнитного преобразователя результирующего параметра поля остаточной намагниченности, пропорционального коэрцитивной силе материала изделия, и расчет искомых свойств с учетом определенного значения указанного параметра,отличающийся тем, что указанный результирующий параметр рез поля остаточной намагниченности определяют посредством выражения где- определенное заранее значение некоторого измеряемого параметра поля остаточной намагниченности изделия, пропорционального коэрцитивной силе его материала, в отсутствие постоянного магнита после намагничивания при произвольном зазоре между его контролируемой поверхностью и преобразователем 0 и 1 - определенные заранее значения указанного измеряемого параметра для эталонного изделия, выбранного из числа контролируемых, в отсутствие постоянного магнита после намагничивания при нулевом указанном зазоре и с заданным зазором 1 соответственно 0, 1, 2 и- определенные заранее значения максимальной индукции при намагничивании эталонного изделия соответственно при нулевом указанном зазоре, с заданными зазорами 1, 2, где х 1 х 2, и на удалении от эталонного изделия- определенное заранее значение максимальной индукции при намагничивании участка изделия при произвольном указанном зазоре 2 - определенное заранее значение указанного измеряемого параметра для эталонного изделия в отсутствие постоянного магнита после намагничивания с заданным зазором 2. Изобретение относится к области исследования материалов с помощью электрических или магнитных средств. Известен способ контроля физико-механических свойств ферромагнитного изделия,связанных с его магнитными свойствами А.с. СССР 238856, 1968, заключающийся в том, что в изделии возбуждают вихревые токи неизменным по форме в процессе измерения импульсом напряженности поля определенного вида и о величине контролируемого параметра судят по промежутку времени от начала импульса до момента достижения определенного уровня сигнала. Недостаток способа в низкой достоверности контроля, связанной с отсутствием надежных связей между измеряемым параметром и физикомеханическими свойствами изделий, а также в нестабильности измеряемого временного интервала на изделиях с одинаковыми механическими свойствами, связанной с сильным влиянием непостоянства зазора между источником намагничивающего поля и изделием в процессе намагничивания и измерительным преобразователем при измерении. Известен способ контроля физико-механических свойств ферромагнитного изделия,связанных с его магнитными свойствами Мельгуй М.А., Матюк В.Ф. Исследование возможности отстройки от влияния изменений зазора между преобразователем и контролируе 2 9627 1 2007.08.30 мым материалом при импульсном магнитном методе контроля // Дефектоскопия. - 1981.6. - С. 74-79, заключающийся в намагничивании контролируемого изделия локально с двух противоположных сторон, измерении параметров 1 и Н 2 поля остаточной намагниченности с противоположных сторон намагниченного изделия и суммировании измеренных параметров. Способ обеспечивает снижение влияния непостоянства зазора между намагничивающими катушками, измерительными преобразователями и контролируемым изделием на результаты контроля свойств изделия. При использовании в качестве информационного параметра р антилогарифма от полусуммы логарифмов измеренных параметров 1 и 2 (А.с. СССР 1101726, 1984) влияние непостоянства зазора между измерительными преобразователями и контролируемым изделием на результаты контроля свойств изделия ослабляется еще в три раза. При обработке измеренных параметров 1 и 2 по алгоритму 12 2 р(12 )(1)1612(1)(12 ) ,где 01,Мельгуй М.А., Сандомирский С.Г. Возможность компенсации влияния вибрационных смещений намагниченного стержня на результат измерения его остаточного поля // Дефектоскопия. - 1983. -6. - С. 21-26 достигается практически полная отстройка от влияния непостоянства зазора между измерительными преобразователями и контролируемым материалом на результаты контроля. Однако известный способ можно применять лишь при возможности одновременного двухстороннего доступа к противоположным сторонам контролируемого изделия, обладающего к тому же осью или плоскостью симметрии. Известен способ контроля физико-механических свойств ферромагнитного изделия,связанных с его магнитными свойствами Мельгуй М.А. Магнитный контроль механических свойств сталей. - Мн. Наука и техника, 1980. - 184 с., заключающийся в локальном намагничивании изделия перпендикулярно его поверхности импульсным полем накладного соленоида и измерении нормальной составляющей градиента поля остаточной намагниченности над поверхностью изделия. Снижение зависимости влияния непостоянства зазора между намагничивающим соленоидом, измерительным преобразователем и контролируемым изделием на результаты контроля свойств изделия обеспечивается выбором оптимальной амплитуды намагничивающего поля Матюк В.Ф. Использование аномальной зависимости градиента нормальной составляющей поля остаточной намагниченности для контроля механических свойств изделий с защитными неметаллическими покрытиями // Дефектоскопия. - 1996. -3. - . 30-36. Недостаток известного способа в низкой достоверности контроля, связанной с влиянием непостоянства зазора между источником намагничивающего поля и изделием в процессе намагничивания и измерительным преобразователем при измерении. Отстройка от этого влияния основана на использовании эффекта уменьшения остаточной намагниченности материала при возрастании амплитуды намагничивающего импульса сверх определенного порогового значения, связанного с размагничивающим действием поля индуцируемых в изделии вихревых токов. В результате при выборе определенной амплитуды намагничивающего импульса удаление преобразователя от изделия приводит к возрастанию его намагниченности, которое в некотором узком интервале изменения зазора может быть скомпенсировано уменьшением сигнала измерительного преобразователя. Такая отстройка возможна лишь в узком интервале изменения зазора и не надежна из-за сильного и неконтролируемого влияния на результаты контроля изменений амплитуды и длительности заднего фронта намагничивающего импульса, а также электропроводности контролируемого изделия. Кроме того, на основании 3 9627 1 2007.08.30 способов, использующих импульсное намагничивание и, следовательно, требующих существенных энергозатрат, практически не могут быть созданы автономные от сетевого источника энергии компактные средства контроля изделий, удобные для использования непосредственно в производственных цехах и складах металла промышленных предприятий. Из известных аналогов наиболее близким по технической сущности является способ контроля физико-механических свойств ферромагнитного изделия, связанных с его магнитными свойствами Сандомирский С.Г. и др. Универсальный магнитный сортировщик и его применение для решения задач неразрушающего контроля. Контроль. Диагностика. 2004. -8. - . 27-31, заключающийся в локальном намагничивании участка контролируемого изделия полем постоянного магнита, удалении постоянного магнита, определение для этого участка посредством магнитного преобразователя результирующего параметра поля остаточной намагниченности, пропорционального коэрцитивной силе материала изделия, и расчет искомых свойств с учетом определенного значения указанного параметра. Из-за большого размагничивающего фактора намагничиваемого участка измеряемые параметры поля его остаточной намагниченности практически пропорциональны коэрцитивной силе материала изделия. Это обеспечивает возможность широкого использования способа для целей магнитной структуроскопии. С использованием современных магнитотвердых материалов постоянных магнитов для реализации известного способа созданы автономные от сетевого источника энергии компактные средства контроля изделий, удобные для использования непосредственно в производственных цехах и складах металла промышленных предприятий. Недостаток известного способа в низкой достоверности контроля, связанной с сильным влиянием непостоянства зазора между постоянным магнитом, измерительным преобразователем и контролируемым изделием при намагничивании и измерении на результаты контроля свойств изделия. Задачей настоящего изобретения является снижение влияния непостоянства зазора между постоянным магнитом, измерительным преобразователем и контролируемым изделием при намагничивании и измерении на результаты контроля свойств изделия. Решение поставленной задачи обеспечит повышение достоверности контроля физико-механических свойств ферромагнитных изделий. Задача решена в способе, включающем локальное намагничивание участка контролируемого изделия полем постоянного магнита, удаление постоянного магнита, определение для этого участка посредством магнитного преобразователя результирующего параметра поля остаточной намагниченности, пропорционального коэрцитивной силе материала изделия, и расчет искомых свойств с учетом определенного значения указанного параметра,причем указанный результирующий параметр Нрез поля остаточной намагниченности определяют посредством выражения где Н - определенное заранее значение некоторого измеряемого параметра поля остаточной намагниченности изделия, пропорционального коэрцитивной силе его материала, в отсутствие постоянного магнита после намагничивания при произвольном зазоре между его контролируемой поверхностью и преобразователем Н 0 и 1 - определенные заранее значения указанного измеряемого параметра для эталонного изделия, выбранного из числа контролируемых, в отсутствие постоянного магнита при нулевом указанном зазоре и с заданным зазором 1 соответственно В 0, В 1, В 2 и В - определенные заранее значения максимальной индукции при намагничивании эталонного изделия соответственно при нулевом указанном зазоре, с заданными зазорами 1, 2, где 12, и на удалении от эталонного изделия В - определенное заранее значение максимальной индукции при намагничивании участка изделия при произвольном указанном зазоре Н 2 - определенное заранее значение указанного измеряемого параметра для эталонного изделия в отсутствие постоянного магнита после намагничивания с заданным зазором 1. Предложенное изобретение поясняется чертежами. На фиг. 1 приведены функциональные зависимости изменения максимальной индукции В от постоянного магнита при намагничивании контролируемого участка изделия(кривая 1), параметра Н поля остаточной намагниченности контролируемого участка изделия после удаления постоянного магнита (кривая 2) и результата Нрез вычисления параметра поля остаточной намагниченности контролируемого участка изделия по формуле(1) в соответствии с предложенным способом (кривая 3) от расстояниядо поверхности контролируемого изделия На фиг. 2 приведена функциональная схема устройства для реализации способа. На фиг. 3 сопоставлены результаты реализации известного и предложенного способов для контроля свойств двух стальных листов при изменении зазора между изделием и преобразователем. Сущность предложенного способа в следующем. Параметр Н поля остаточной намагниченности контролируемого участка изделия после намагничивания полем постоянного магнита пропорционален коэрцитивной силе материала изделия и, следовательно, его физико-механическим свойствам и структуре. В качестве параметра Н при конкретной реализации способа могут быть использованы,например, результаты измерения напряженности нормальной или тангенциальной составляющих поля остаточной намагниченности с применением датчиков Холла, магниторезисторов или феррозондовых преобразователей, результаты измерения градиентов указанных составляющих поля или другие параметры. В зависимости от расстояния , на которое сближаются преобразователь и изделие при намагничивании и измерении, параметр Н монотонно изменяется (фиг. 1, кривая 2) от максимального значения Н (при 0) до нуля (при). Характер этой зависимости индивидуален для каждого контролируемого изделия и зависит от параметров изделия, магнита и измерительного датчика. В общем случае для каждого изделия, магнита и датчика зависимость Н с достаточной для практики точностью может быть аппроксимирована аналитическим выражением( ) 9627 1 2007.08.30 где Н - параметр поля остаточной намагниченности контролируемого участка изделия после намагничивания полем постоянного магнита без зазора (при 0)и- постоянные коэффициенты. Максимальная индукция В от постоянного магнита при намагничивании контролируемого участка изделия в зависимости от расстояния , на которое сближаются преобразователь и изделие при намагничивании, монотонно изменяется (фиг. 1, кривая 1) от максимального значения В (при 0) до значения , близкого /2 (при). Эта зависимость, практически, имеет общий характер для контролируемых изделий из конструкционных материалов и зависит практически только от параметров магнита и измерительного датчика. В общем случае для каждого изделия, магнита и датчика зависимость В с достаточной для практики точностью может быть аппроксимирована аналитическим выражением где В - максимальная индукция от постоянного магнита при намагничивании контролируемого участка изделия без зазора (при 0)и- постоянные коэффициенты. Предварительное измерение параметра В и параметров В 0, Н 0, В 1, 1, 2, Н 2 на образцовом изделии в соответствии с предложенным способом позволяет определить коэффициенты , , ,в уравнениях (2) и (3). Расстояние 2 при измерении параметров В 2, Н 2 на образцовом изделии целесообразно выбрать близким к максимально возможному неконтролируемому зазору между преобразователем и изделием при контроле, а расстояние 1 при измерении параметров 1, 1 на образцовом изделии - равным 2/2. Такой выбор расстояний 1, 2 при проведении операций предложенного способа на образцовом изделии обеспечит при прочих равных условиях (одинаковой погрешности каждого измерения параметров В и Н) минимальную погрешность результата вычисления параметра поля остаточной намагниченности контролируемого участка изделия Нрез. Перед проведением повторных измерений образцовое и контролируемое изделие следует размагничивать. Результаты измерения параметров В и , выполненные на контролируемом изделии с произвольным зазороммежду преобразователем и изделием, позволяют по аналитическому выражению (1) вычислить величину параметра поля остаточной намагниченности контролируемого участка изделия Н при контроле без зазора. Результат вычисления параметра поля остаточной намагниченности контролируемого участка изделия Нрез в соответствии с предложенным способом практически не зависит от расстояния между преобразователем и изделием при контроле и равен Н (фиг. 1, кривая 3). Таким образом, произвольные изменения зазорамежду преобразователем и контролируемым изделием (обусловленные,например, наличием окалины, краски, защитного покрытия на изделии) не сказываются на результатах контроля физико-механических свойств изделия. Функциональная схема (фронтальное сечение) одного из возможных вариантов выполнения устройств (преобразователя), предназначенного для реализации предложенного способа, приведена на фиг. 2. Устройство для реализации предложенного способа содержит постоянный магнит 1, шток 2, пружину 3, экран 4 из магнитомягкого материала, корпус 5, магниточувствительный датчик 6 (например, датчик Холла или магниторезистор). Позицией 7 обозначено контролируемое изделие,- расстояние между изделием и преобразователем при контроле. Датчик 6 расположен в корпусе 5 преобразователя в непосредственной близости от места контакта с изделием при контроле. Экран 4 из магнитомягкого материала расположен с противоположной стороны внутри корпуса 5 и в исходном положении охватывает магнит 1. Постоянный магнит 1 с помощью штока 2 и пружины 3 имеет 6 9627 1 2007.08.30 возможность поступательно-возвратного движения в корпусе 5 от исходного положения в экране 4 до датчика 6 и обратно. Работает устройство следующим образом. Преобразователь вертикально устанавливают на поверхность не намагниченного контролируемого (или эталонного) изделия без зазора или с произвольным зазором . В исходном положении постоянный магнит 1 находится на удалении от датчика 6 и поверхности изделия 7 в магнитомягком экране 5 и практически не оказывает влияния на датчик 6. Нажатием на шток 2 до упора постоянный магнит 1 приводится в соприкосновение с внутренней поверхностью корпуса 5 и локально намагничивает поверхность контролируемого (или эталонного) изделия 7. Максимальная индукция В от изделия при намагничивании измеряется магниточувствительным датчиком 6. Результат измерения(или , В 0, В 1, В 2 - в зависимости от расстояниядо контролируемого или образцового изделия в соответствии с предложенным способом) запоминается в электронной памяти устройства (на функциональной схеме не показана). После этого нагрузка со штока 2 снимается и постоянный магнит 1 под действием пружины возвращается в исходное положение в магнитомягкий экран 5. Датчик 6 оказывается под действием только поля остаточной намагниченности намагниченного участка изделия 7. Результат измерения Н (или Н 0, 1, 2 - в зависимости от расстояниядо контролируемого или образцового изделия в соответствии с предложенным способом) запоминается в электронной памяти устройства. После выполнения операций предложенного способа на эталонном изделии в электронной памяти устройства будут запомнены параметры , В 0,В 1, В 2 и Н 0, 1, 2. После выполнения операций предложенного способа на контролируемом изделии в электронной памяти устройства будут запомнены параметры В и Н, после чего электронный блок устройства (на функциональной схеме не показан), выполненный,например, на основе микропроцессора, осуществит вычисление параметра поля остаточной намагниченности контролируемого участка изделия Нрез по аналитическому выражению (1). Результат вычисления параметра поля остаточной намагниченности контролируемого участка изделия Нрез не зависит от неизвестного расстояниямежду преобразователем и поверхностью изделия при контроле, определяется только физико-механическими свойствами материала изделия и используется для сортировки контролируемых изделий или их участков по физико-механическим свойствам или структуре. Результаты реализации известного (кривые без штриха) и предложенного (кривые со штрихом) способов для контроля свойств стальных листов из стали 65 Г (кривые 1 и 1) и стали 3 (кривые 2 и 2) при изменении зазора между изделием и преобразователем при контроле сопоставлены на фиг. 3. Для намагничивания использован постоянный магнит из феррита стронция размером 141416 мм, намагниченный вдоль большей стороны. Для измерения индукции от магнита при намагничивании и остаточной индукции от изделий при измерении их параметров на фиг. 3 а) использован датчик Холла прибора Щ 4311. При измерении поля остаточной намагниченности изделий на фиг. 3 б) в качестве измерительного преобразователя использован феррозонд - градиентометр (общая длина 12 мм) прибора Магнитный сортировщик МС-1. Представленные на фиг. 3 результаты показывают, что предложенный способ по сравнению с известным обеспечивает 20-50 кратное снижение влияния непостоянства зазора между постоянным магнитом, измерительным преобразователем и контролируемым изделием при намагничивании и измерении на результаты контроля свойств изделия. Таким образом, задача изобретения - повышение достоверности контроля физикомеханических свойств изделий - достигается за счет устранения влияния на результаты контроля неконтролируемого непостоянства зазора между преобразователем и изделием. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: G01R 33/12, G01N 27/72
Метки: контроля, свойствами, ферромагнитного, изделия, связанных, способ, магнитными, физико-механических, свойств
Код ссылки
<a href="https://by.patents.su/8-9627-sposob-kontrolya-fiziko-mehanicheskih-svojjstv-ferromagnitnogo-izdeliya-svyazannyh-s-ego-magnitnymi-svojjstvami.html" rel="bookmark" title="База патентов Беларуси">Способ контроля физико-механических свойств ферромагнитного изделия, связанных с его магнитными свойствами</a>
Способ электромагнитного контроля физико-механических свойств ферромагнитного изделия, связанных с его магнитными свойствами

Номер патента: 9626
Опубликовано: 30.08.2007
Автор: Сандомирский Сергей Григорьевич
МПК: G01R 33/12, G01N 27/72
Метки: изделия, физико-механических, контроля, свойств, способ, магнитными, свойствами, связанных, электромагнитного, ферромагнитного
Текст:
...способом (кривая 3) от расстояния х между преобразователем и поверхностью контролируемого изделия. На фиг. 2 а приведена функциональная схема (фронтальное сечение) преобразователя,а на фиг. 2 б - функциональная электрическая схема устройства для реализации способа. 4 9626 1 2007.08.30 На фиг. 3 сопоставлены результаты измерения амплитудысигнала высшей гармоники ЭДС преобразователя (кривые 1, 2), амплитудысуммарного сигнала ЭДС...
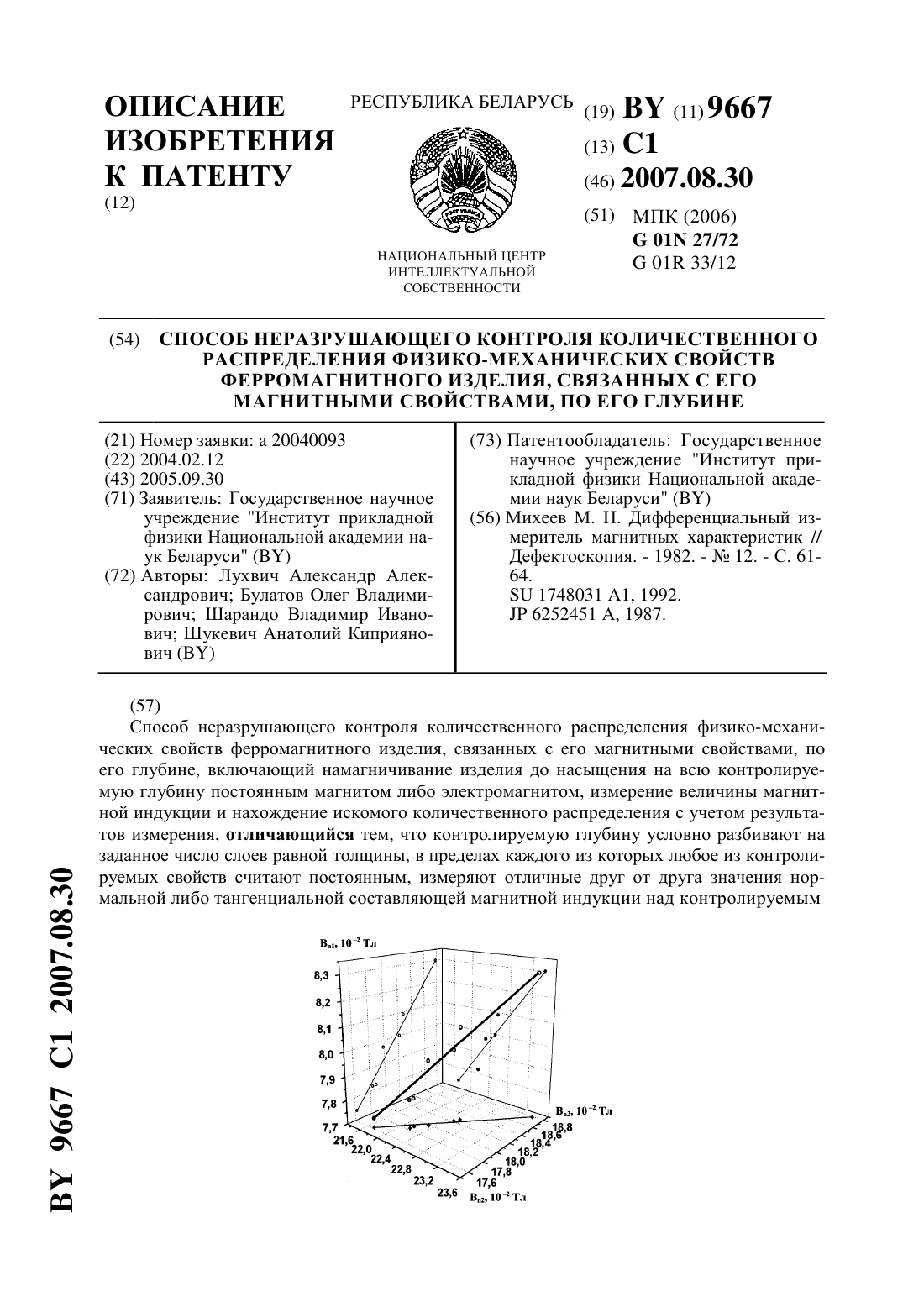
Способ неразрушающего контроля количественного распределения физико-механических свойств ферромагнитного изделия, связанных с его магнитными свойствами, по его глубине
Номер патента: 9667
Опубликовано: 30.08.2007
Авторы: Лухвич Александр Александрович, Булатов Олег Владимирович, Шарандо Владимир Иванович, Шукевич Анатолий Киприянович
МПК: G01N 27/72, G01R 33/12
Метки: изделия, магнитными, свойств, распределения, связанных, способ, физико-механических, глубине, ферромагнитного, свойствами, контроля, количественного, неразрушающего
Текст:
...каждого такого слоя считается однородным. Затем измеряют нормальную или тангенциальную составляющую магнитной индукции поля над поверхностью контролируемого изделия в точках, в которых магнитная индукция имеет разные по величине (знаку) значения, причем число точек равно числу условных слоев. Затем определяют положение точки, координатами которой служат полученные значения составляющей индукции, в пространстве этой составляющей, причем...
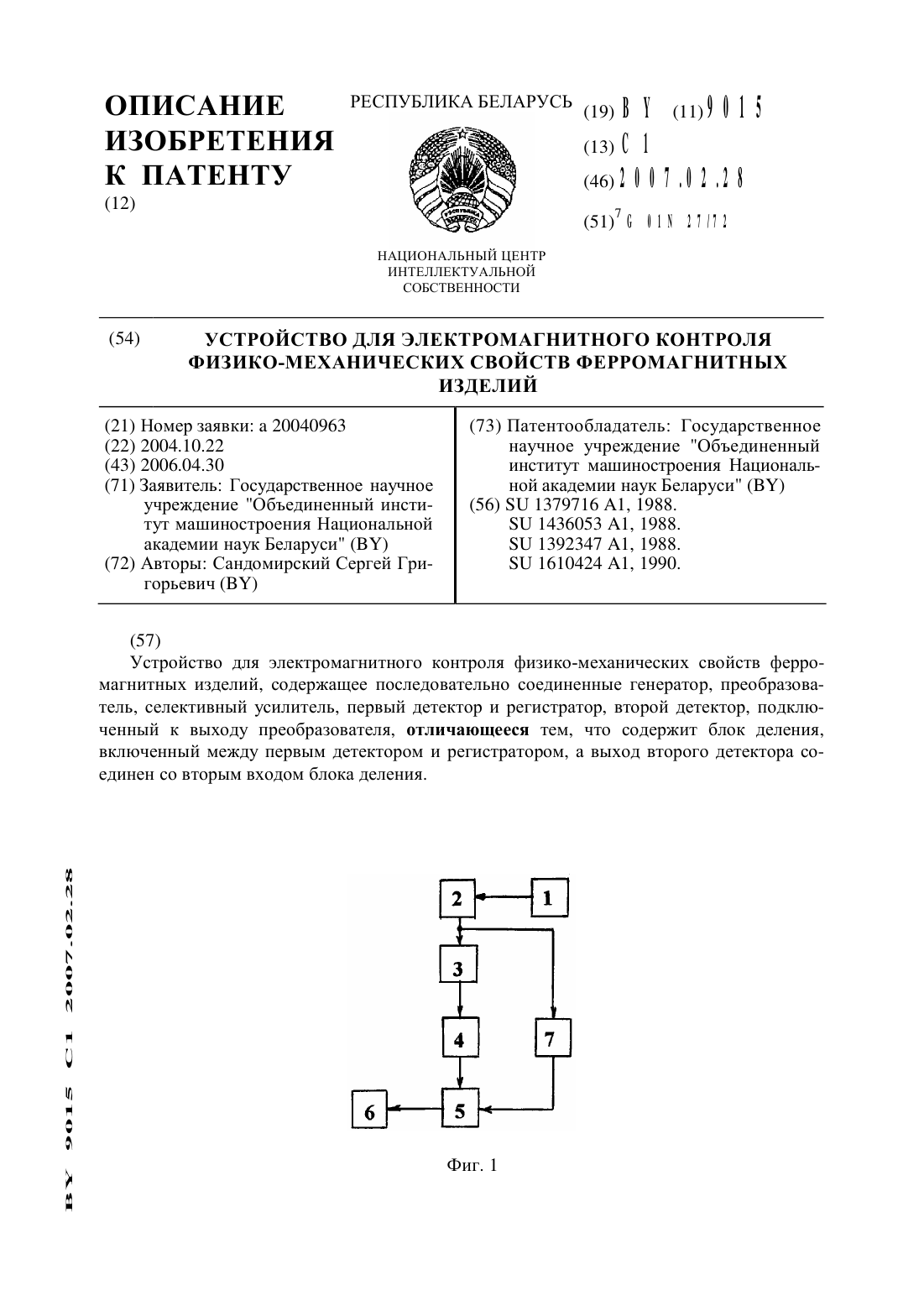
Устройство для электромагнитного контроля физико-механических свойств ферромагнитных изделий
Номер патента: 9015
Опубликовано: 28.02.2007
Автор: Сандомирский Сергей Григорьевич
МПК: G01N 27/72
Метки: свойств, электромагнитного, контроля, физико-механических, устройство, ферромагнитных, изделий
Текст:
...перегреву преобразователя при контроле и его разрушению.Задачей настоящего изобретения является снижение влияния непостоянства зазора между преобразователем и контролируемым изделием на результаты контроля свойств изделия в более широкой области возможного изменения зазора между преобразователем и контролируемым изделием. Решение поставленной задачи обеспечит повышение достоверности контроля физико-механических свойств ферромагнитных...
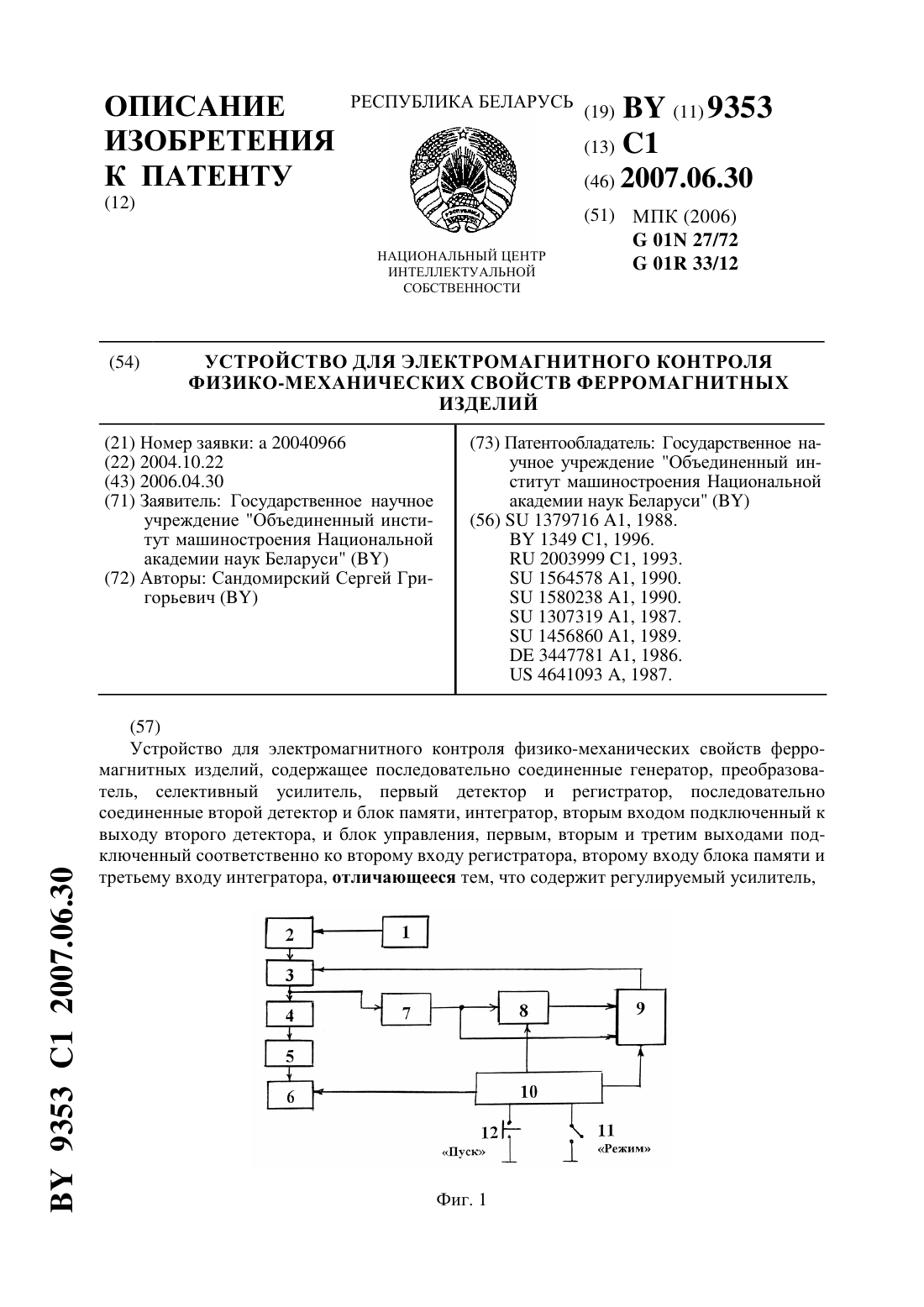
Устройство для электромагнитного контроля физико-механических свойств ферромагнитных изделий
Номер патента: 9353
Опубликовано: 30.06.2007
Автор: Сандомирский Сергей Григорьевич
МПК: G01R 33/12, G01N 27/72
Метки: физико-механических, контроля, ферромагнитных, изделий, устройство, свойств, электромагнитного
Текст:
...к выходу второго детектора, и блок управления, первым, вторым и третьим выходами подключенным соответственно ко второму входу регистратора, второму входу блока памяти и третьему входу интегратора, снабженным также регулируемым усилителем, включенным между выходом преобразователя и входом селективного усилителя, при этом вход второго детектора подключен к выходу регулируемого усилителя, а выход блока памяти подключен к первому входу...
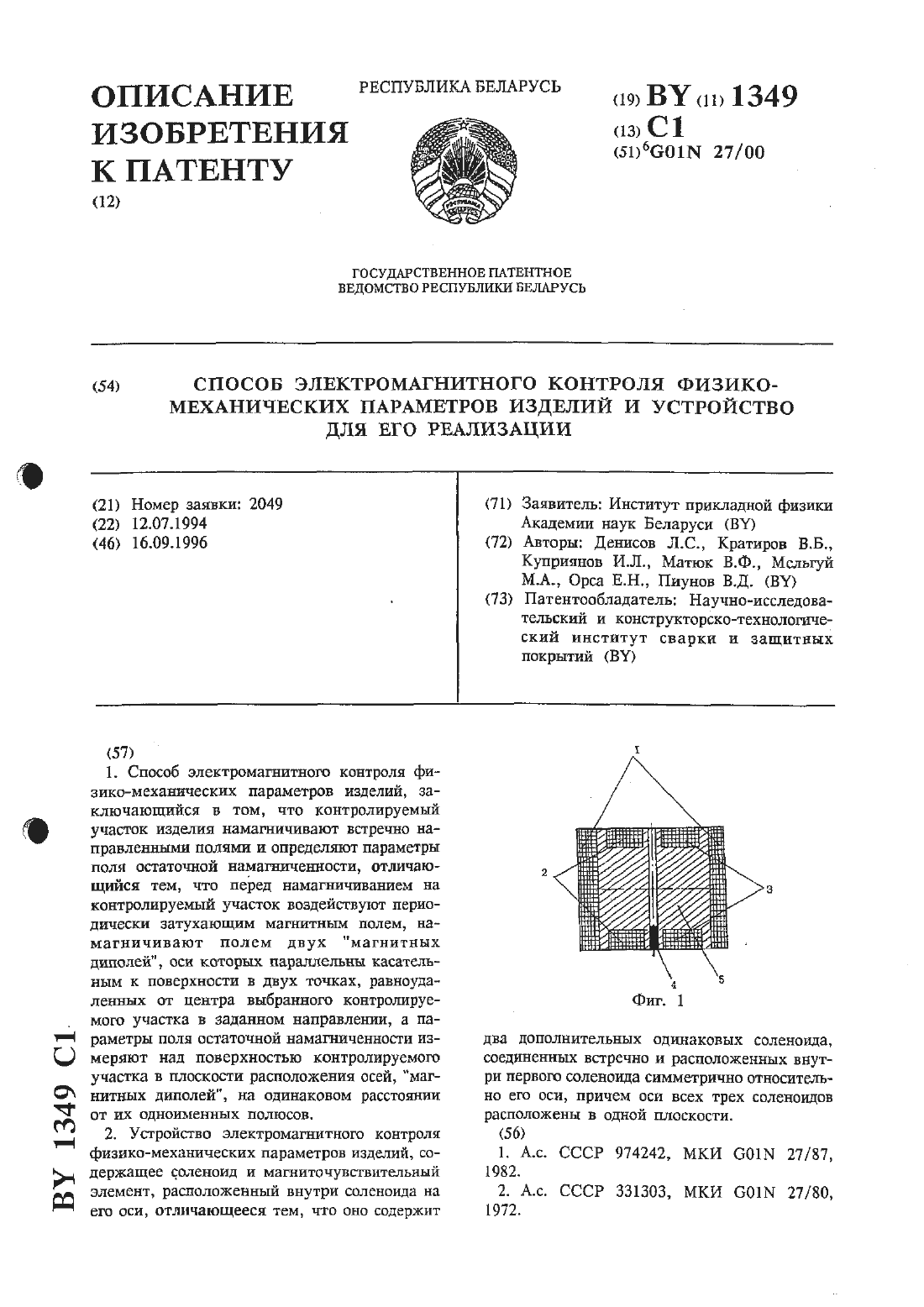
Способ электромагнитного контроля физико-механических параметров изделий и устройство для его реализации
Номер патента: 1349
Опубликовано: 16.09.1996
Авторы: Пиунов Владлен Даниэлевич, Куприянов Игорь Львович, Кратиров Валерий Борисович, Денисов Леонид Сергеевич, Орса Евгений Николаевич, Мельгуй Михаил Александрович, Матюк Владимир Федорович
МПК: G01N 27/00
Метки: способ, контроля, параметров, реализации, изделий, физико-механических, электромагнитного, устройство
Текст:
...сторон материала, считывают градиент поля остаточной намагниченности с обеих сторон материала, суммируют оба градиента и по полученной величине судят о физико-механических параметрах контролируемого материала.Недостатком этого способа является слабая чувствительность к узким протяженным зонам, отличающимся по структуре от основного металла контролируемого изделия.Сущность способа по настоящему изобретению заключается в том, что для решения...
Предыдущий патент: Способ электромагнитного контроля физико-механических свойств ферромагнитного изделия, связанных с его магнитными свойствами
Следующий патент: Антифрикционная прессованная древесина
Случайный патент: Отопительно-вентиляционная система здания