Способ контроля толщины и твердости поверхностно-упрочненного слоя изделия из ферромагнитного материала
Номер патента: 10698
Опубликовано: 30.06.2008
Авторы: Мельгуй Михаил Александрович, Пинчуков Дмитрий Анатольевич, Матюк Владимир Федорович
Текст
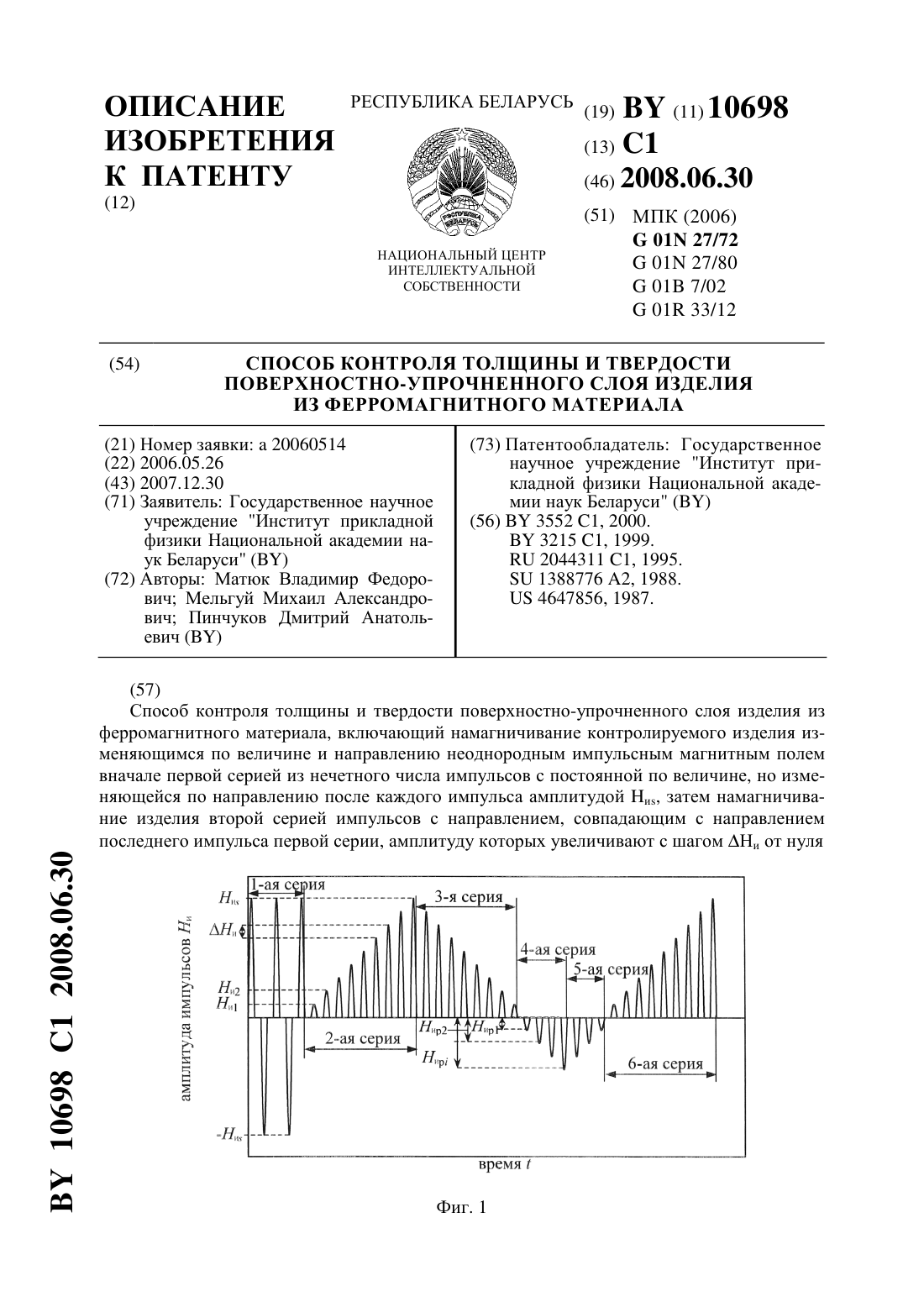
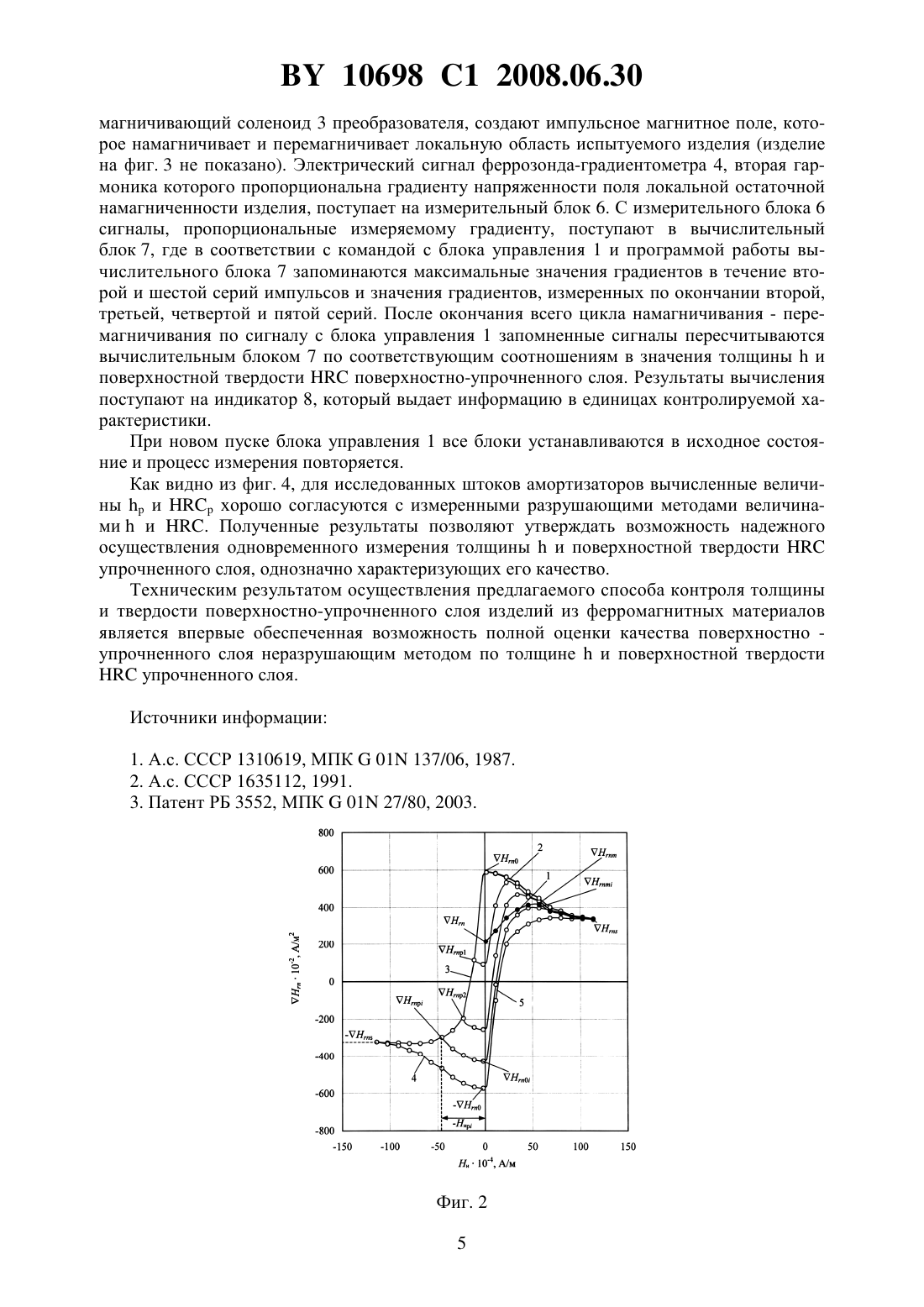
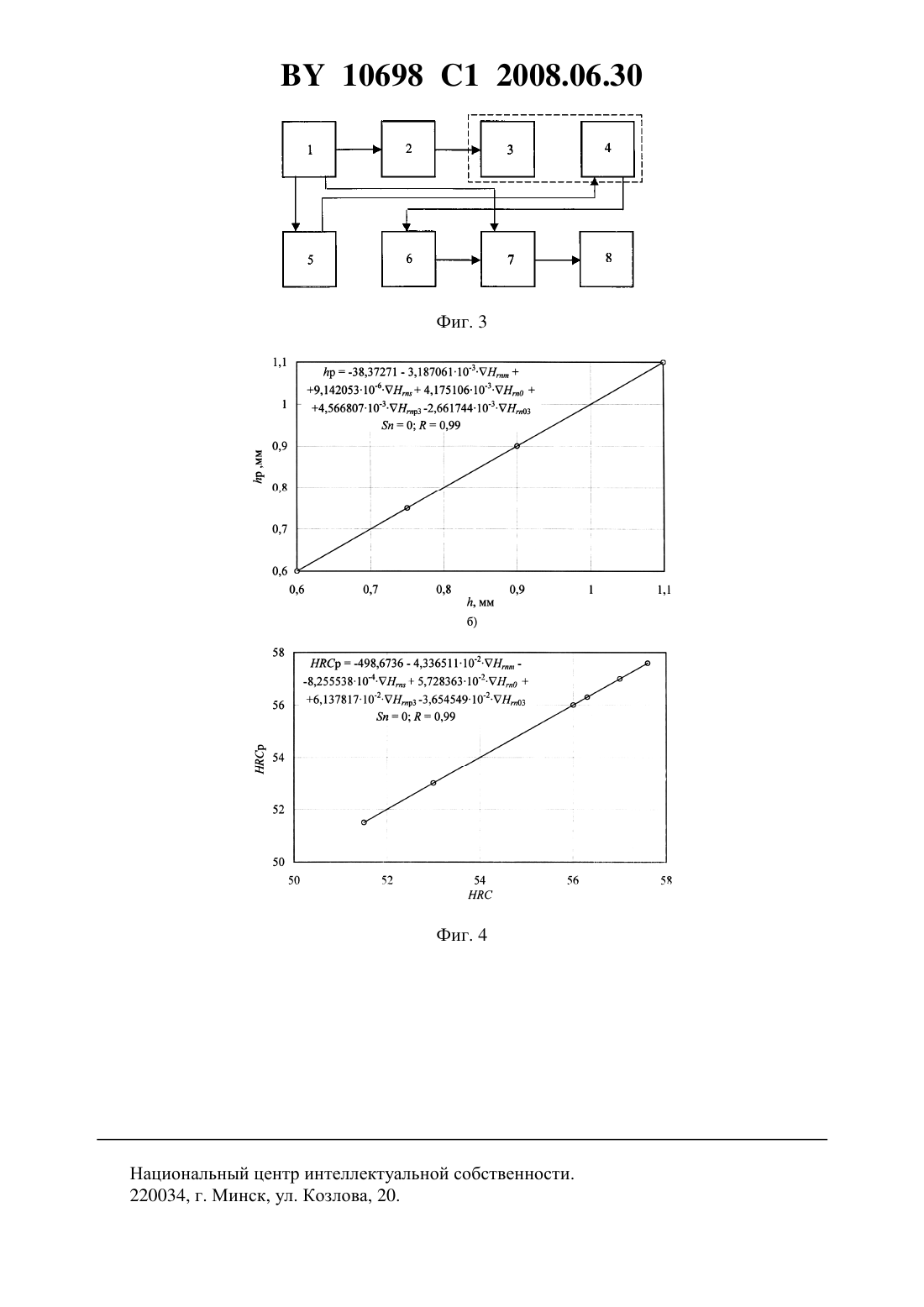
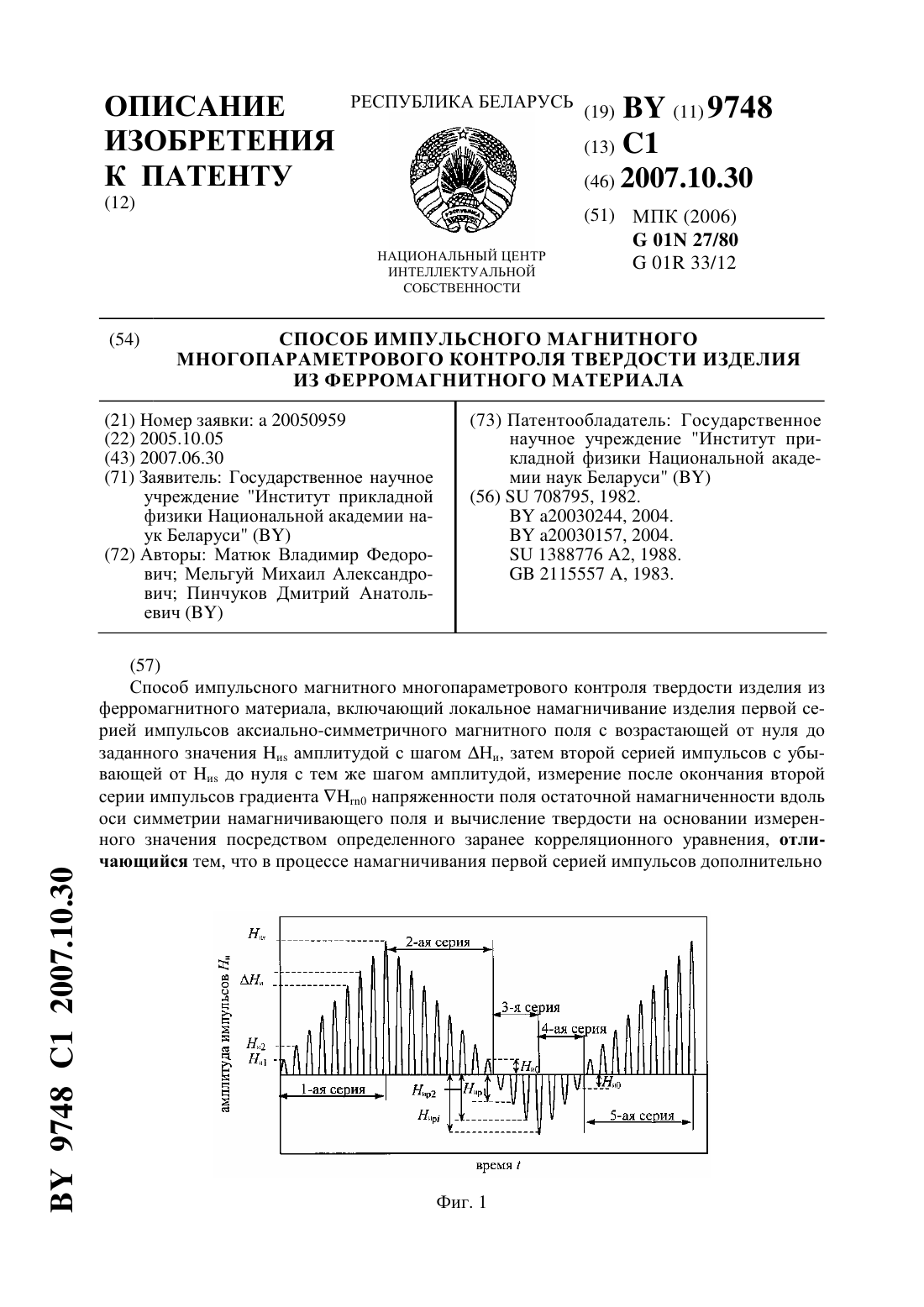
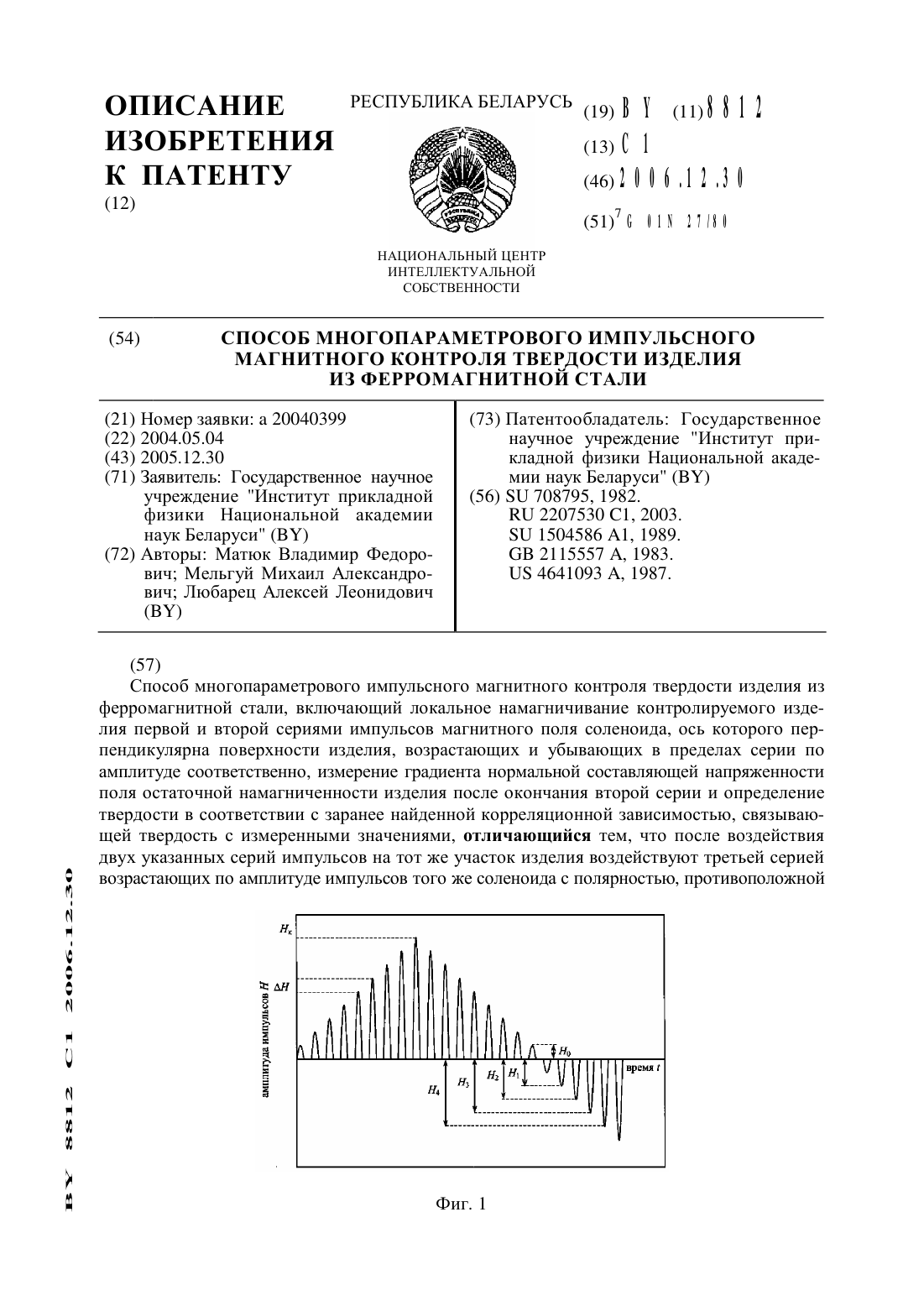
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ КОНТРОЛЯ ТОЛЩИНЫ И ТВЕРДОСТИ ПОВЕРХНОСТНО-УПРОЧНЕННОГО СЛОЯ ИЗДЕЛИЯ ИЗ ФЕРРОМАГНИТНОГО МАТЕРИАЛА(71) Заявитель Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси(72) Авторы Матюк Владимир Федорович Мельгуй Михаил Александрович Пинчуков Дмитрий Анатольевич(73) Патентообладатель Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси(57) Способ контроля толщины и твердости поверхностно-упрочненного слоя изделия из ферромагнитного материала, включающий намагничивание контролируемого изделия изменяющимся по величине и направлению неоднородным импульсным магнитным полем вначале первой серией из нечетного числа импульсов с постоянной по величине, но изменяющейся по направлению после каждого импульса амплитудой и, затем намагничивание изделия второй серией импульсов с направлением, совпадающим с направлением последнего импульса первой серии, амплитуду которых увеличивают с шагом Ни от нуля 10698 1 2008.06.30 до Нии, измерение максимального значения градиентанапряженности поля остаточной намагниченности в процессе намагничивания второй серией, а также величины градиентапосле окончания второй серии, затем намагничивание изделия третьей серией импульсов того же направления, амплитуду которых уменьшают с тем же шагом от и до нуля, и измерение величины градиента 0 после окончания третьей серии,изменение направления магнитного поля на противоположное и намагничивание изделия четвертой серией импульсов, амплитуду которых увеличивают от нуля до иНи, где- число импульсов в четвертой серии, заданное меньшим, нежели число импульсов второй серии, измерение градиентапосле окончания четвертой серии, намагничивание изделия пятой серией импульсов, амплитуду которых уменьшают с тем же шагом от и до нуля, измерение величины градиента 0 после окончания пятой серии, изменение направления магнитного поля на первоначальное и намагничивание изделия шестой серией импульсов, амплитуду которых увеличивают с шагом Ни от нуля до и, измерение максимальной величины градиентав процессе намагничивания шестой серией и определение толщиныупрочненного слоя и твердостиего поверхности по уравнениям множественной корреляцииа 0 а 230450612304506,где 0, 1, 2, 3, 4, 5, 6, 0, 1, 2, 3, 4, 5, 6 - коэффициенты уравнений корреляции,установленные предварительно вместе с оптимальным числомимпульсов в четвертой серии из условия получения минимальных среднеквадратических отклонений и максимальных коэффициентов корреляции. Изобретение относится к исследованиям физических свойств материалов и сплавов с использованием электрических и магнитных измерений и может быть использовано для неразрушающего контроля толщины и поверхностной твердости упрочненного слоя на машиностроительных предприятиях, осуществляющих поверхностное упрочнение изделий из ферромагнитных материалов. Известен способ измерения толщины поверхностно-упрочненного слоя ферромагнитных изделий, при котором на испытуемый объект воздействуют одновременно постоянным и переменным магнитными полями фиксированной частоты и толщину упрочненного слоя определяют по величине электрического сигнала на выходе преобразователя 1. Недостатком известного способа является низкая достоверность контроля качества поверхностно-упрочненных слоев из-за невозможности одновременного определения толщины и поверхностной твердости упрочненного слоя, например, после закалки изделия токами высокой частоты (ТВЧ). Известен способ контроля толщины поверхностно-упрочненного слоя 2, при котором изделие с упрочненным слоем перемагничивается линейно изменяющимся током и измеряются ЭДС двух измерительных катушек, охватывающих контролируемое изделие и дополнительный однородный образец, изготовленный из материала основы, и по результатам обработки ЭДС судят о толщине упрочненного слоя. Недостатком этого способа является необходимость изготовления дополнительного образца из материала основы контролируемого изделия, а также невысокая достоверность контроля из-за невозможности одновременного определения толщины и поверхностной твердости упрочненного слоя, например, после закалки изделия токами высокой частоты. Наиболее близким по технической сущности является способ контроля толщины поверхностно-упрочненного слоя ферромагнитного изделия 3, при котором контролируемое изделие перемагничивают изменяющимся по величине и направлению квазистатическим магнитным полем, измеряют величины намагниченностей на восхо 2 10698 1 2008.06.30 дящем и нисходящем участках петли гистерезиса при заданном магнитном поле, определяют их разность и среднее значение, измеряют коэрцитивную силу контролируемого изделия и по произведению коэрцитивной силы на отношение разности намагниченностей на восходящем и нисходящем участках петли гистерезиса и их среднему значению судят о толщине поверхностно-упрочненного слоя. Недостатком известного способа является низкая достоверность контроля качества поверхностно-упрочненного слоя из-за невозможности одновременного определения толщины и поверхностной твердости упрочненного слоя, например, после закалки изделия ТВЧ. Сущность изобретения заключается в том, что для обеспечения одновременного измерения толщины и твердости поверхностно-упрочненного слоя (например, после закалки ТВЧ) контролируемое изделие намагничивают изменяющимся по величине и направлению неоднородным импульсным магнитным полем вначале серией из нечетного числа импульсов с постоянной по величине, но изменяющейся по направлению после каждого импульса амплитудой, затем намагничивают изделие второй серией импульсов с направлением, совпадающим с направлением последнего импульса в первой серии, амплитуду которых увеличивают с шагом и от нуля до НиНи, измеряют максимальное значение градиента Н напряженности поля остаточной намагниченности в процессе намагничивания второй серией, а также градиентапосле окончания второй серии, затем намагничивают изделие третьей серией импульсов того же направления, амплитуду которых уменьшают с тем же шагом от Ни до нуля, измеряют величину градиента 0 после окончания третьей серии, изменяют направление магнитного поля на противоположное и намагничивают изделие четвертой серией импульсов, амплитуду которых увеличивают от нуля до ири, где- число импульсов в четвертой серии, заданное меньшим, нежели число импульсов во второй серии, измеряют градиентпосле окончания четвертой серии, намагничивают изделие пятой серией импульсов, амплитуду которых уменьшают с тем же шагом от Нир до нуля, измеряют величину градиента 0 после окончания пятой серии, изменяют направление магнитного поля на первоначальное и намагничивают изделие шестой серией импульсов, амплитуду которых увеличивают с шагом и от нуля до и, измеряют максимальную величину градиентав процессе намагничивания шестой серией, а толщинуупрочненного слоя и твердостьего поверхности определяют по уравнениям множественной корреляции типа(2)01230456 ,где числоимпульсов в четвертой серии и коэффициенты а 0, а 1, а 2, а 3, а 4, 5, 6 и 0, 1, 2,3, 4, 5, 6 установлены предварительно из условия получения минимальных среднеквадратических отклоненийи максимальных коэффициентов корреляции . На фиг. 1 показана последовательность изменения амплитуды импульсов напряженности магнитного поля по величине и направлению во времени. На фиг. 2 показаны ход изменения величины градиента нормальной составляющей напряженности поля остаточной намагниченности при намагничивании и перемагничивании импульсным магнитным полем в указанной на фиг. 1 последовательности и измеряемые величины градиентов , , 0, , 0, . На фиг. 3 показана одна из возможных структурных схем устройства для реализации способа. На фиг. 4 показана корреляция между рассчитанными толщиной р и твердостьюпо уравнениям множественной корреляции и измеренными толщинойи поверхностной твердостьюдля изделий типа шток амортизатора диаметром 12, 35 мм, диной 220 мм, закаленных ТВЧ при разных частотах генератора и скоростях нагрева до разных температур с самоотпуском. 3 10698 1 2008.06.30 Способ осуществляют следующим образом. На испытуемое изделие в исходном состоянии после закалки ТВЧ и самоотпуска воздействуют первой серией из нечетного числа импульсов неоднородного магнитного поля с амплитудой Ни, постоянной по величине,но изменяющейся от импульса к импульсу по направлению (фиг. 1). Такое воздействие необходимо для получения исходной величины градиента(фиг. 2) напряженности поля остаточной намагниченности, не зависящей от магнитного состояния изделия до начала процесса измерения (магнитная подготовка). Затем изделие намагничивают второй серией импульсов (фиг. 1), амплитуду которых увеличивают с шагом и от нуля до Ни. Градиент напряженности поля остаточной намагниченности при этом изменяется по кривой 1 (фиг. 2). В процессе намагничивания второй серией измеряют максимальную величину градиентаи величину градиентапосле окончания этой серии. Продолжают намагничивание третьей серией импульсов, амплитуду которых уменьшают от и до нуля (фиг. 1), при этом градиент напряженности поля остаточной намагниченности возрастает по кривой 2 (фиг. 2). После окончания третьей серии импульсов измеряют величину градиента 0, изменяют направление магнитного поля на противоположное и намагничивают изделие четвертой серией импульсов (фиг. 1), амплитуду которых увеличивают с шагом и от нуля до и, где- заранее установленное число импульсов,меньшее, чем число импульсов во второй серии, и измеряют величину градиентапосле -го импульса. Продолжают намагничивать изделие пятой серией импульсов, амплитуду которых уменьшают с тем же шагом от Нир до нуля (фиг. 1), и измеряют величину 0 после окончания пятой серии импульсов. Изменяют направление импульсов на первоначальное, намагничивают изделие шестой серией импульсов первоначального направления, амплитуду которых увеличивают с шагом и от нуля до Ни, и в процессе намагничивания измеряют максимальную величину градиентана кривой возврата. Числоимпульсов в четвертой серии должно быть меньше числаимпульсов во второй серии, так как в случае, если, получим замкнутую петлю гистерезиса (кривые 12-3-4-5) по градиентунапряженности поля остаточной намагниченности при импульсном намагничивании (фиг. 2), форма которой существенно отличается от петли гистерезиса при намагничивании в статических и квазистатических магнитных полях 2. Однако полная петля гистерезиса (при) не представляет интереса для определения толщиныупрочненного слоя и его поверхностной твердости , так как при и-, 0-0 и нет максимумана кривой 5 при намагничивании шестой серией импульсов, так что имеет место потеря трех параметров контроля и снижается его достоверность. Толщинуупрочненного слоя и твердостьего поверхности определяют по заранее установленным уравнениям множественной корреляции типа (1) и (2) соответственно,при этом числоимпульсов в четвертой серии и численные величины коэффициентов а 0,а 1, а 2, а 3, а 4, а 5, 6 и 0, 1, 2, 3, 4, 5, 6 устанавливают предварительно из условия минимальных среднеквадратических отклонений и максимальных коэффициентов корреляции. Предложенный способ может быть реализован, например, с помощью устройства, показанного на фиг. 3. Устройство содержит блок управления 1, программируемый генератор 2 импульсов тока, намагничивающий соленоид 3, внутри которого на его оси расположен феррозондградиентометр 4, блок 5 возбуждения феррозонда-градиентометра, измерительный блок 6,вычислительный блок 7, индикатор 8. Для реализации предлагаемого способа устанавливают преобразователь устройства,состоящий из соленоида 3 и феррозонда-градиентометра 4, на поверхность испытуемого изделия так, что ось соленоида перпендикулярна поверхности изделия. Включают блок управления 1, который запускает программируемый генератор 2 импульсов тока, изменяющихся во времени, как показано на фиг. 1, блок 5 возбуждения феррозондаградиентометра и формирует импульсы управления. Импульсы тока, проходя через на 4 10698 1 2008.06.30 магничивающий соленоид 3 преобразователя, создают импульсное магнитное поле, которое намагничивает и перемагничивает локальную область испытуемого изделия (изделие на фиг. 3 не показано). Электрический сигнал феррозонда-градиентометра 4, вторая гармоника которого пропорциональна градиенту напряженности поля локальной остаточной намагниченности изделия, поступает на измерительный блок 6. С измерительного блока 6 сигналы, пропорциональные измеряемому градиенту, поступают в вычислительный блок 7, где в соответствии с командой с блока управления 1 и программой работы вычислительного блока 7 запоминаются максимальные значения градиентов в течение второй и шестой серий импульсов и значения градиентов, измеренных по окончании второй,третьей, четвертой и пятой серий. После окончания всего цикла намагничивания - перемагничивания по сигналу с блока управления 1 запомненные сигналы пересчитываются вычислительным блоком 7 по соответствующим соотношениям в значения толщиныи поверхностной твердостиповерхностно-упрочненного слоя. Результаты вычисления поступают на индикатор 8, который выдает информацию в единицах контролируемой характеристики. При новом пуске блока управления 1 все блоки устанавливаются в исходное состояние и процесс измерения повторяется. Как видно из фиг. 4, для исследованных штоков амортизаторов вычисленные величиныихорошо согласуются с измеренными разрушающими методами величинамии . Полученные результаты позволяют утверждать возможность надежного осуществления одновременного измерения толщиныи поверхностной твердостиупрочненного слоя, однозначно характеризующих его качество. Техническим результатом осуществления предлагаемого способа контроля толщины и твердости поверхностно-упрочненного слоя изделий из ферромагнитных материалов является впервые обеспеченная возможность полной оценки качества поверхностно упрочненного слоя неразрушающим методом по толщинеи поверхностной твердостиупрочненного слоя. Источники информации 1. А.с. СССР 1310619, МПК 01 137/06, 1987. 2. А.с. СССР 1635112, 1991. 3. Патент РБ 3552, МПК 01 27/80, 2003. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: G01N 27/80, G01R 33/12, G01B 7/02, G01N 27/72
Метки: ферромагнитного, изделия, слоя, твердости, способ, контроля, толщины, материала, поверхностно-упрочненного
Код ссылки
<a href="https://by.patents.su/6-10698-sposob-kontrolya-tolshhiny-i-tverdosti-poverhnostno-uprochnennogo-sloya-izdeliya-iz-ferromagnitnogo-materiala.html" rel="bookmark" title="База патентов Беларуси">Способ контроля толщины и твердости поверхностно-упрочненного слоя изделия из ферромагнитного материала</a>
Способ импульсного магнитного многопараметрового контроля твердости изделия из ферромагнитного материала
Номер патента: 9748
Опубликовано: 30.10.2007
Авторы: Пинчуков Дмитрий Анатольевич, Матюк Владимир Федорович, Мельгуй Михаил Александрович
МПК: G01N 27/80, G01R 33/12
Метки: магнитного, материала, импульсного, многопараметрового, твердости, способ, ферромагнитного, контроля, изделия
Текст:
...фиг. 1 показано изменение амплитуды импульсов во времени в первой, второй,третьей, четвертой и пятой сериях импульсов. На фиг. 2 показано изменение величины градиентанормальной составляющей напряженности поля остаточной намагниченности вдоль оси симметрии намагничивающего поля с изменением амплитуды импульсов и измеряемые величины градиента ,и, 0, р, 0, . На фиг. 3 показана одна из возможных структурных схем устройства для реализации...
Способ импульсного магнитного контроля твердости изделия из ферромагнитной стали
Номер патента: 8813
Опубликовано: 30.12.2006
Авторы: Матюк Владимир Федорович, Пинчуков Дмитрий Анатольевич, Любарец Алексей Леонидович, Мельгуй Михаил Александрович
МПК: G01N 27/80
Метки: магнитного, ферромагнитной, способ, изделия, импульсного, стали, твердости, контроля
Текст:
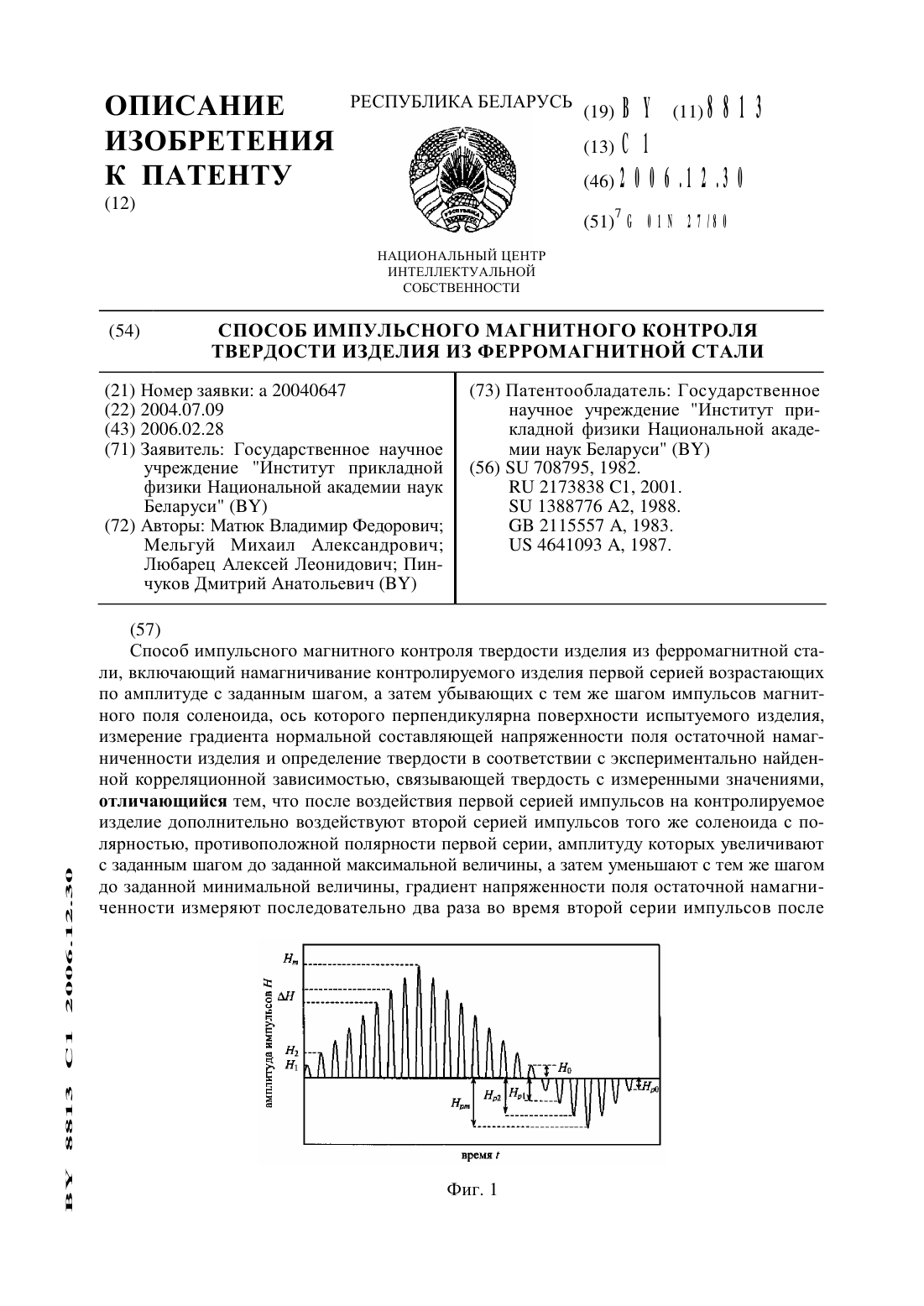
...уравнению корреляции судят о твердости.На фиг. 1 показано изменение амплитуды импульсов напряженности магнитного поля во времени по настоящему изобретению.На фиг. 2 показано изменение градиента УНТ напряженности магнитного поля остаточной намагниченности после каждого из импульсов, показанных на фиг. 1.На фиг. 3 показана одна из возможных структурных схем устройства для реализации способа по заявке.На фиг. 4 показана зависимость...
Способ многопараметрового импульсного магнитного контроля твердости изделия из ферромагнитной стали
Номер патента: 8812
Опубликовано: 30.12.2006
Авторы: Мельгуй Михаил Александрович, Любарец Алексей Леонидович, Матюк Владимир Федорович
МПК: G01N 27/80
Метки: контроля, изделия, стали, ферромагнитной, многопараметрового, способ, твердости, импульсного, магнитного
Текст:
...импульсов.На фиг. 3 показана одна из возможных структурных схем устройства для реализации способа.На фиг. 4 показана зависимость твердости НКС, измеренной прямым методом, твердости НКСР, рассчитанной по уравнению множественной корреляции, а также градиента ТНЮ (по прототипу) от температуры отпуска образцов рессорно-пружинной стали 6 ОС 2,закаленных от 870 С.На фиг. 5 показана корреляционная связь между твердостью НКСр, вычисленной по...
Способ контроля толщины поверхностно-упрочненных слоев ферромагнитных изделий
Номер патента: 3215
Опубликовано: 30.12.1999
Авторы: Осипов Александр Александрович, Матюк Владимир Федорович, Кратиров Валерий Борисович
МПК: G01N 27/80
Метки: способ, ферромагнитных, изделий, толщины, поверхностно-упрочненных, контроля, слоев
Текст:
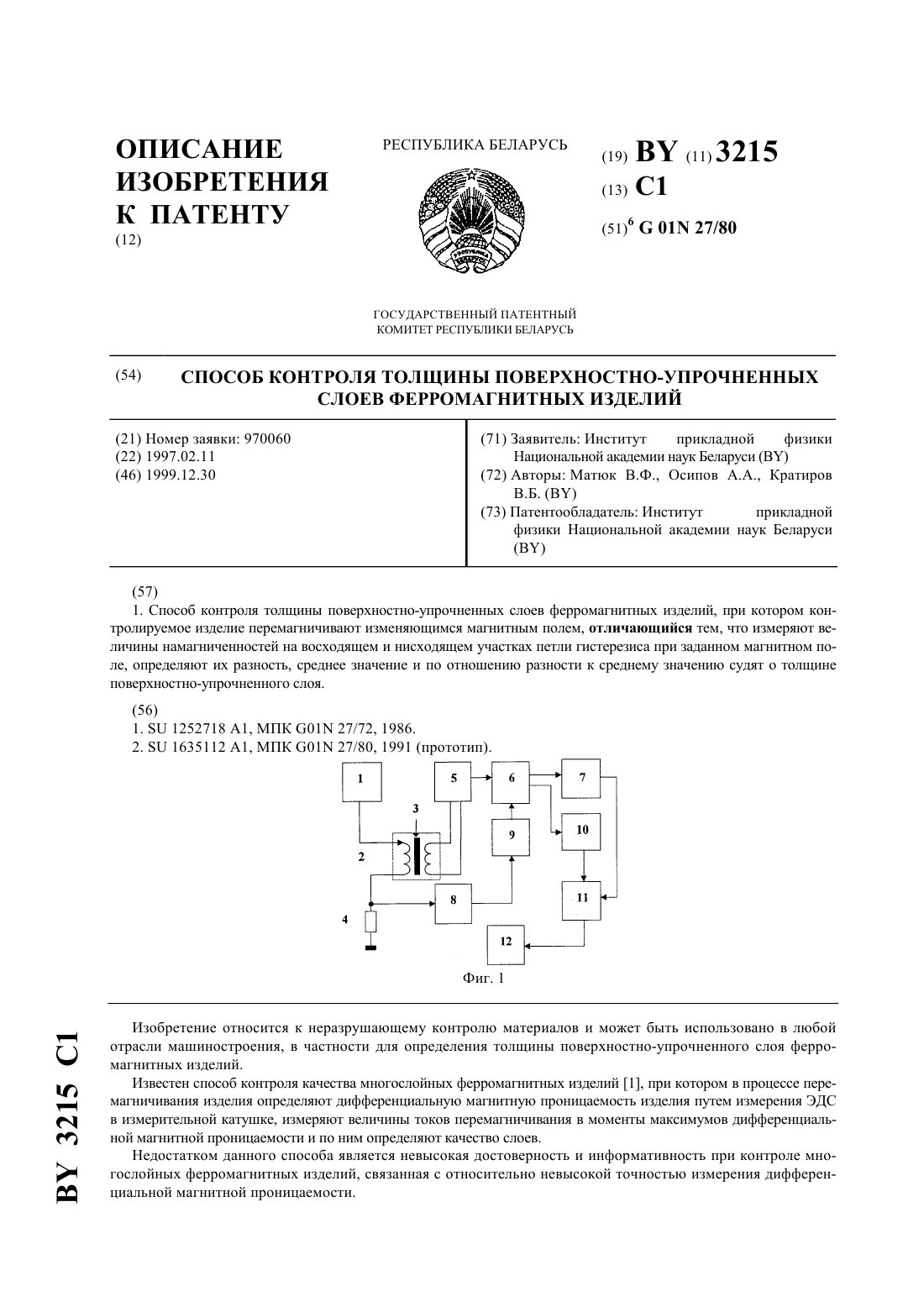
...в том, что для решения задачи о повышении достоверности контролируемое изделие перемагничивают изменяющимся полем Н, измеряют величины намагниченности контролируемого изделия на восходящеми нисходящем - участках петли гистерезиса при заданном поле Нзад., определяют их разностьи среднее значение ср и по отношению разности к среднему значению /ср. определяют толщину упрочненного слоя отн. Способ включает в себя следующую...
Способ контроля толщины поверхностно-упрочненных слоев ферромагнитных изделий
Номер патента: 3552
Опубликовано: 30.09.2000
Авторы: Осипов Александр Александрович, Кратиров Валерий Борисович, Матюк Владимир Федорович
МПК: G01N 27/80
Метки: контроля, толщины, ферромагнитных, поверхностно-упрочненных, способ, изделий, слоев
Текст:
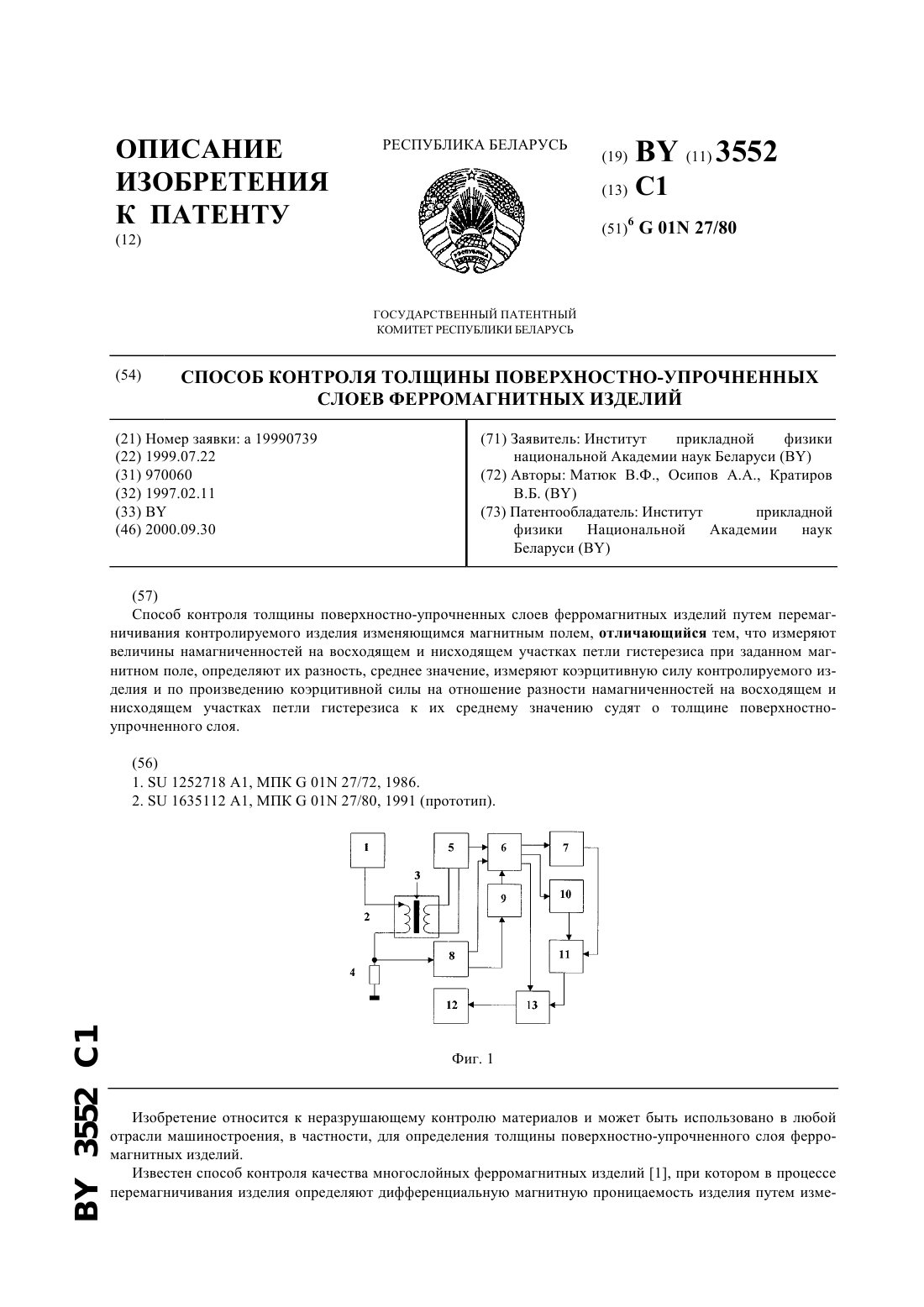
...контролируемого изделия на восходящеми нисходящем - участках петли гистерезиса при заданном поле Нзад., определяют их разностьи среднее значение ср., измеряют коэрцитивную силу с и по произведению коэрцитивной силы с на отношение разности намагниченностей к среднему значению намагниченности при заданном поле /ср. определяют толщину упрочненного слоя отн Способ включает в себя следующую последовательность операций перемагничивают...
Предыдущий патент: Люминесцирующая пленка
Следующий патент: Способ электродуговой сварки чугуна со сталью
Случайный патент: Сельскохозяйственная уборочная машина