Способ импульсного магнитного многопараметрового контроля твердости изделия из ферромагнитного материала
Номер патента: 9748
Опубликовано: 30.10.2007
Авторы: Матюк Владимир Федорович, Мельгуй Михаил Александрович, Пинчуков Дмитрий Анатольевич
Текст
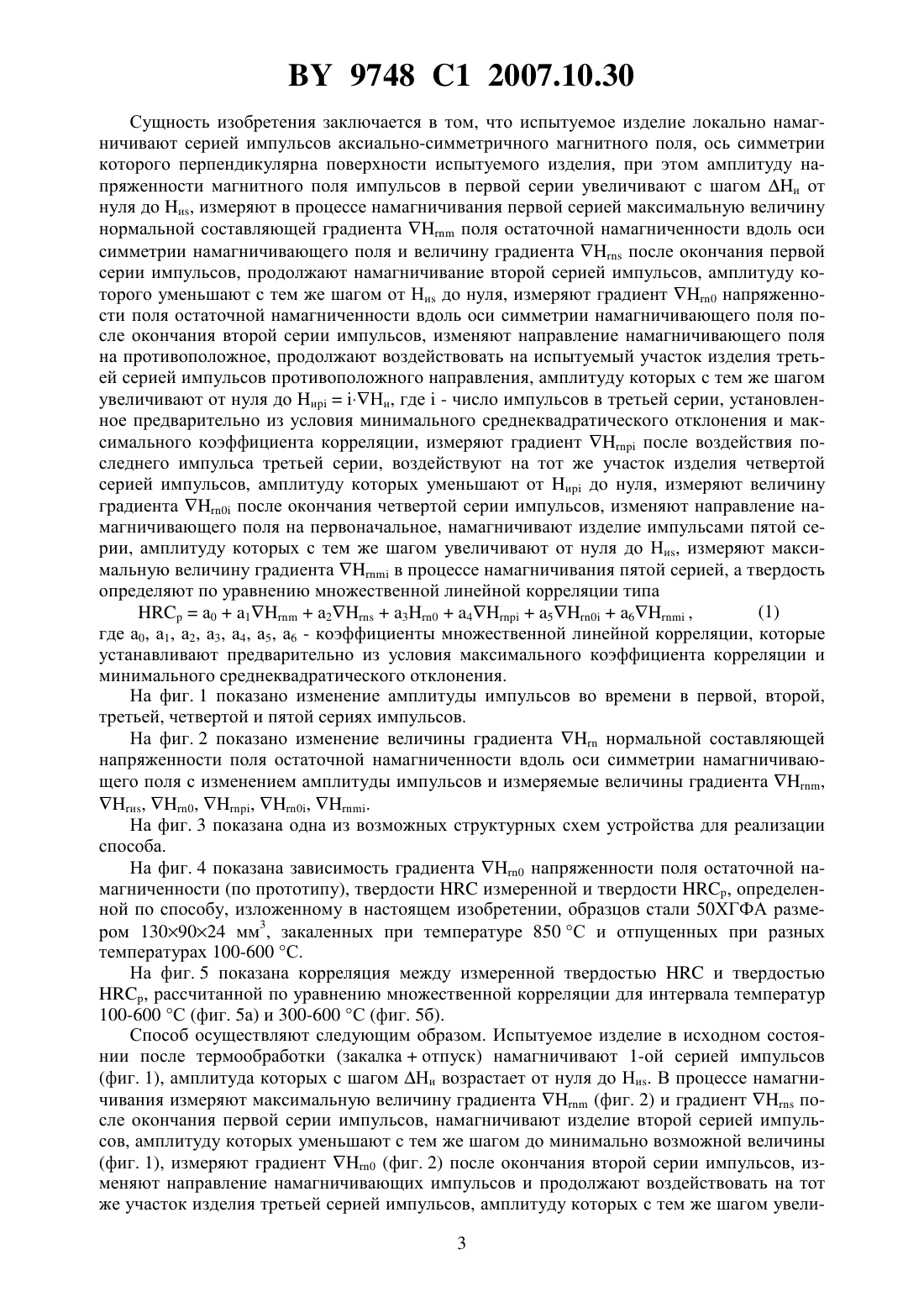
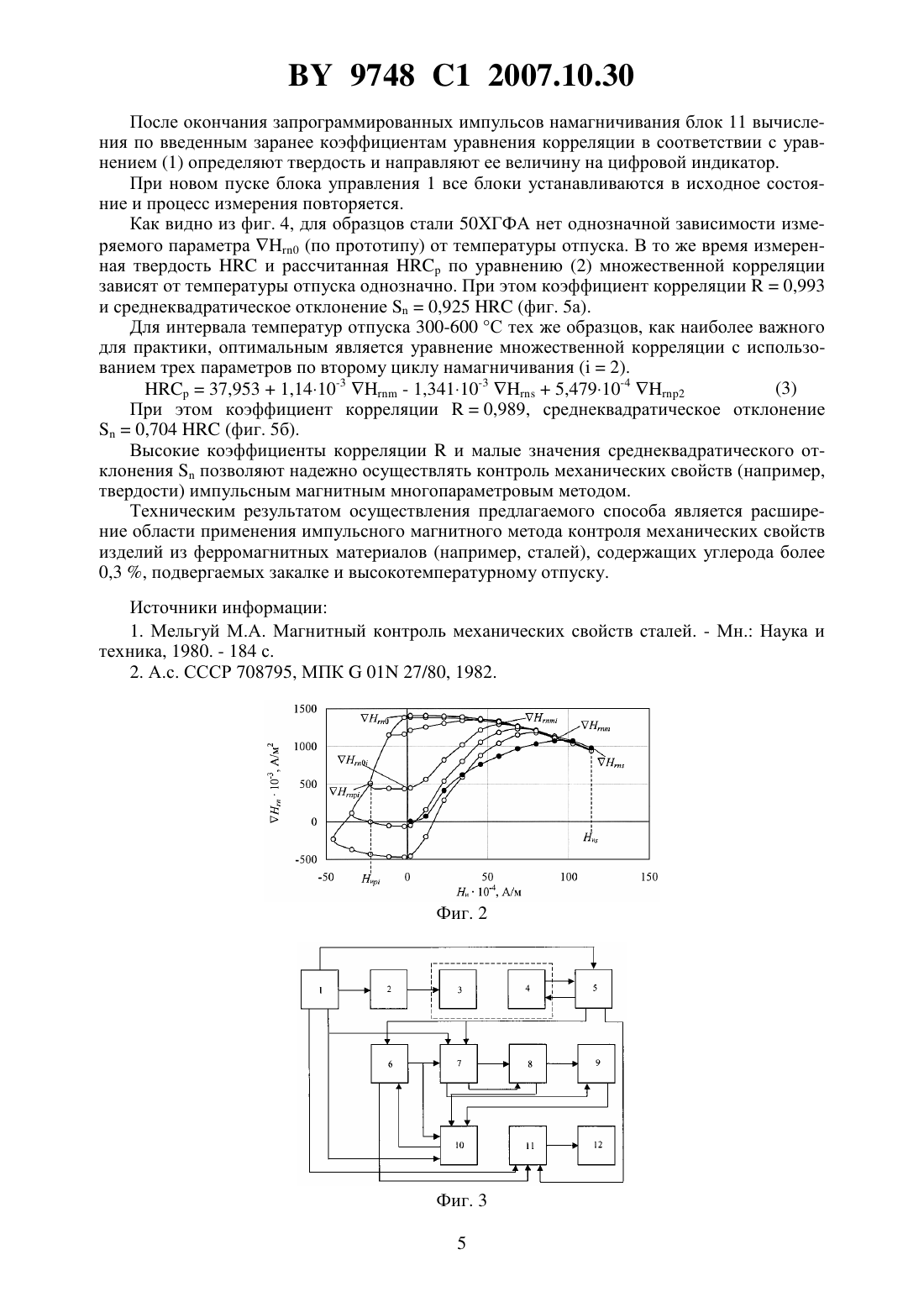
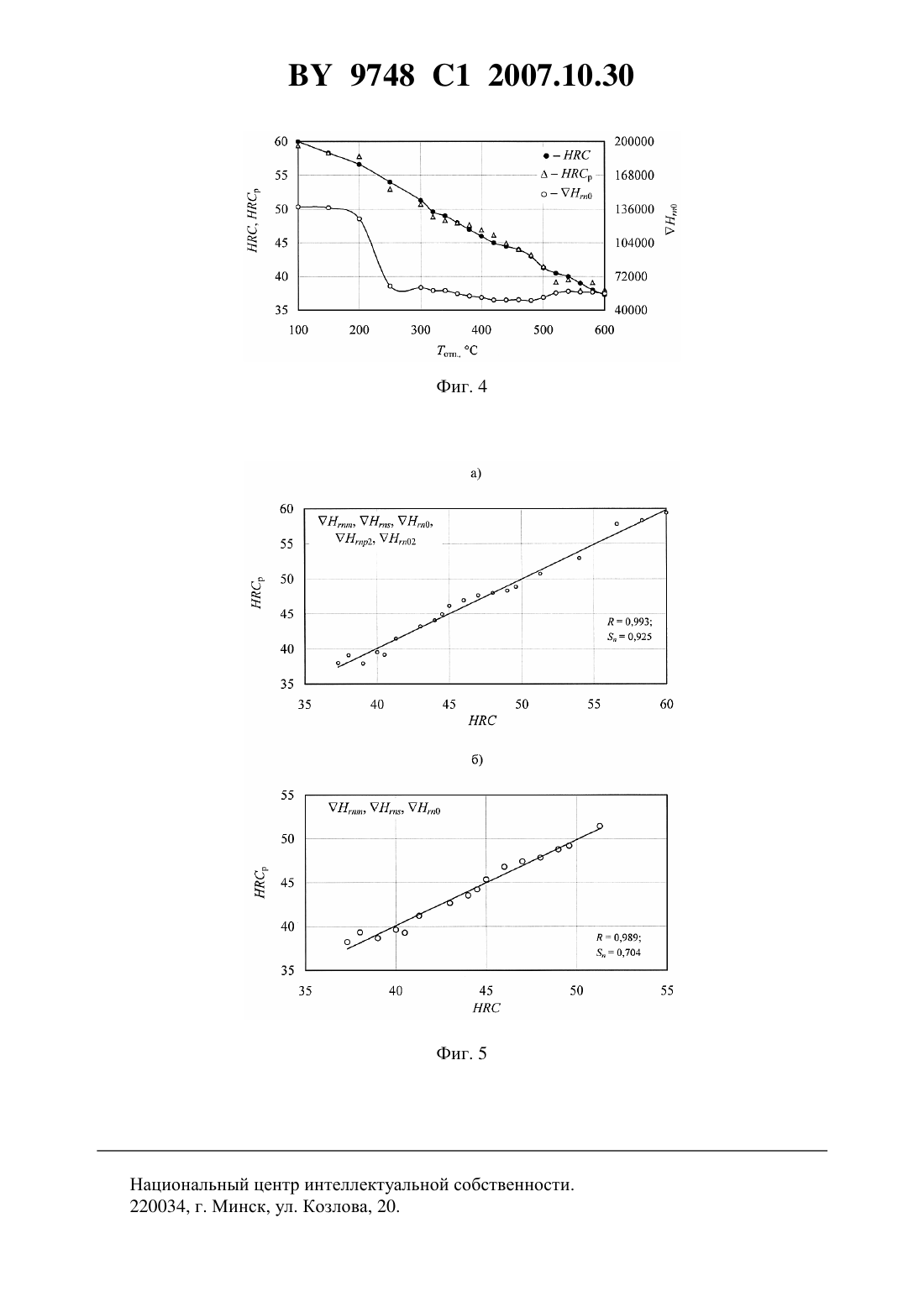
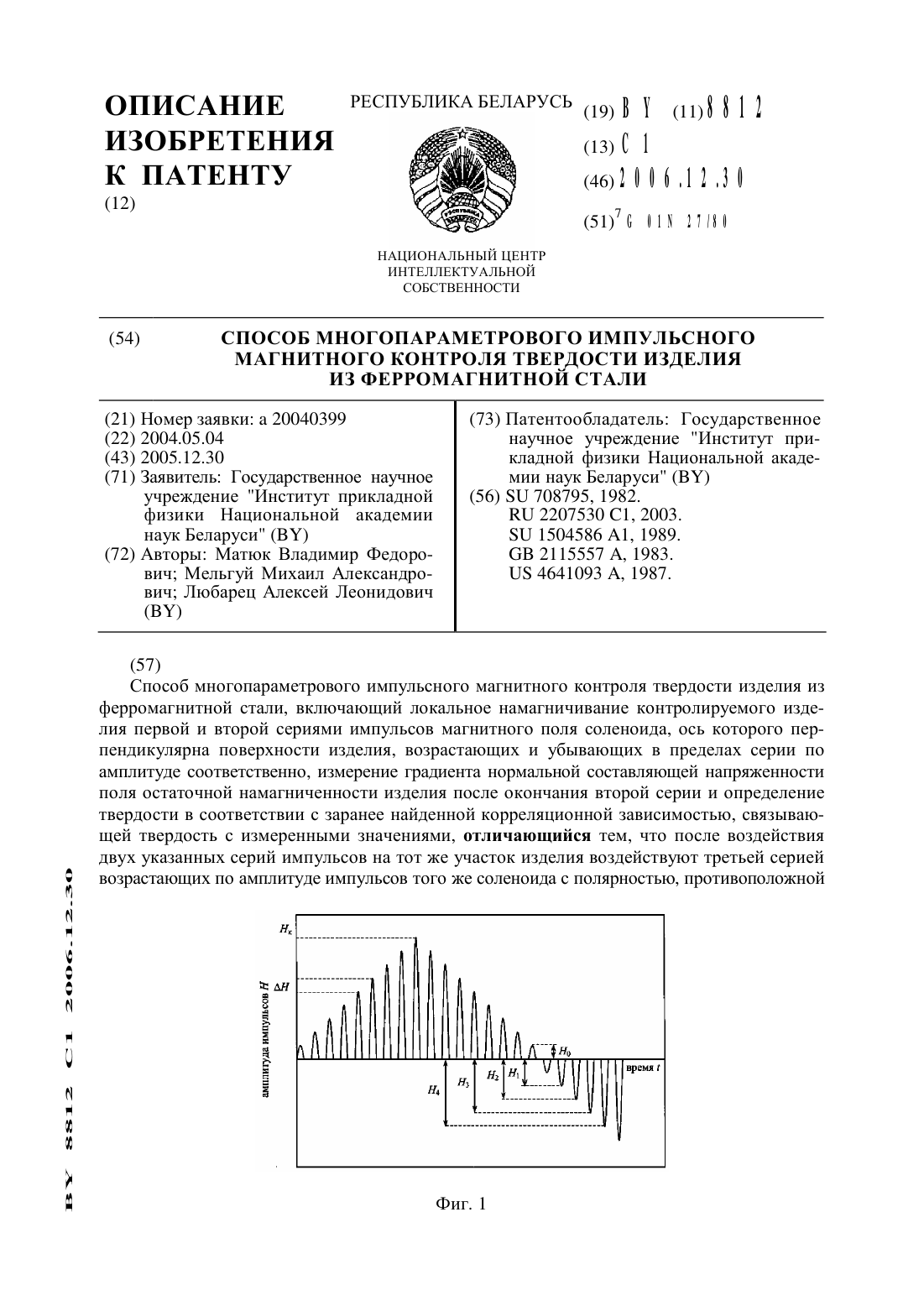
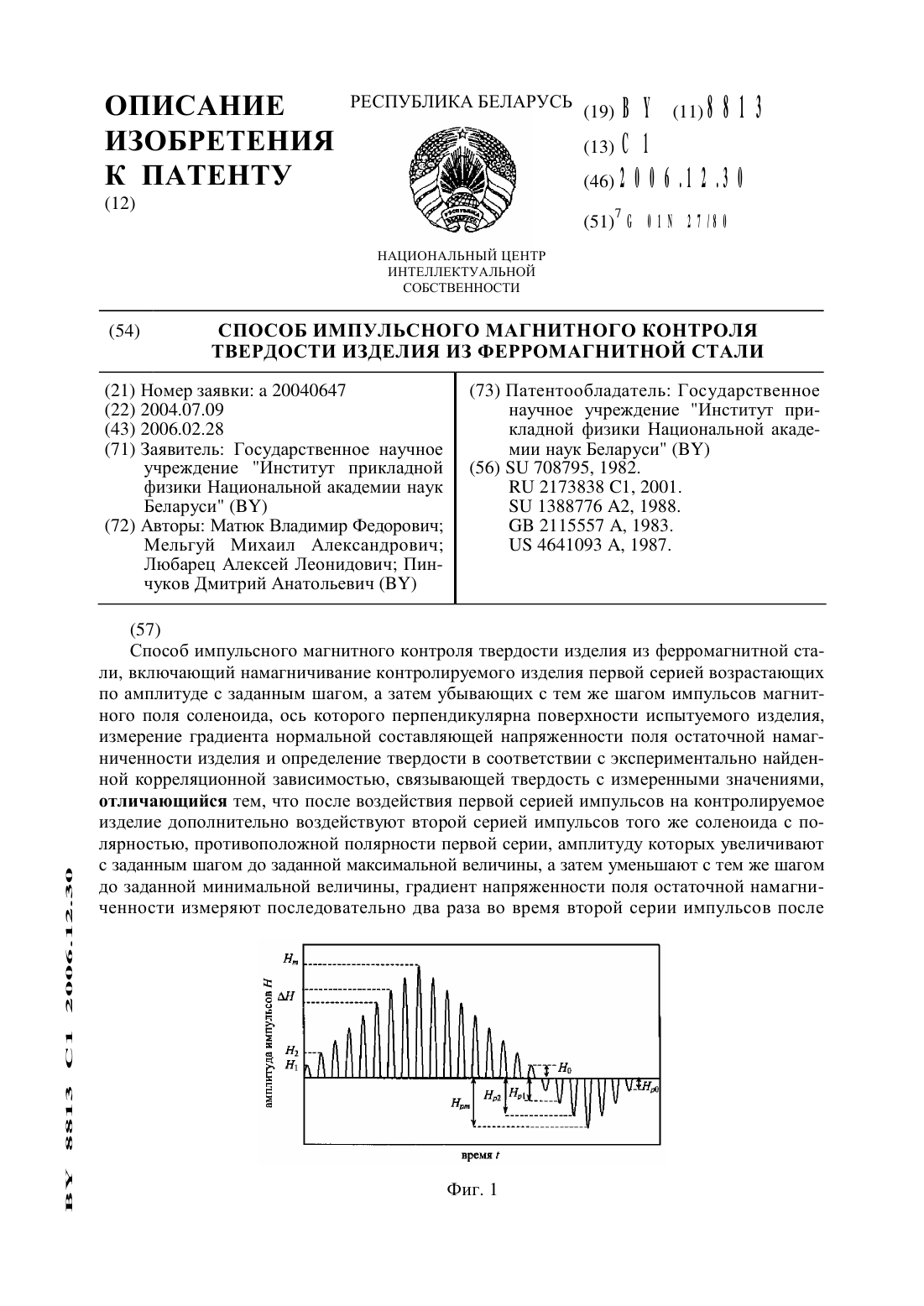
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИМПУЛЬСНОГО МАГНИТНОГО МНОГОПАРАМЕТРОВОГО КОНТРОЛЯ ТВЕРДОСТИ ИЗДЕЛИЯ ИЗ ФЕРРОМАГНИТНОГО МАТЕРИАЛА(71) Заявитель Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси(72) Авторы Матюк Владимир Федорович Мельгуй Михаил Александрович Пинчуков Дмитрий Анатольевич(73) Патентообладатель Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси(57) Способ импульсного магнитного многопараметрового контроля твердости изделия из ферромагнитного материала, включающий локальное намагничивание изделия первой серией импульсов аксиально-симметричного магнитного поля с возрастающей от нуля до заданного значения и амплитудой с шагом Ни, затем второй серией импульсов с убывающей от и до нуля с тем же шагом амплитудой, измерение после окончания второй серии импульсов градиента 0 напряженности поля остаточной намагниченности вдоль оси симметрии намагничивающего поля и вычисление твердости на основании измеренного значения посредством определенного заранее корреляционного уравнения, отличающийся тем, что в процессе намагничивания первой серией импульсов дополнительно 9748 1 2007.10.30 измеряют максимальную величину градиента Н напряженности поля остаточной намагниченности, а после окончания первой серии импульсов - величину градиента ,после окончания второй серии импульсов изменяют направление намагничивающих импульсов на противоположное, воздействуют на тот же участок изделия третьей серией импульсов противоположного знака, амплитуду которых увеличивают с тем же шагом до величины иНи, где- число импульсов в третьей серии, установленное предварительно из условия минимального среднеквадратического отклонения и максимального коэффициента корреляции, далее после окончания третьей серии импульсов измеряют величину градиентанапряженности поля остаточной намагниченности, воздействуют на испытуемый участок изделия четвертой серией импульсов, амплитуду которых уменьшают от величины и до нуля с тем же шагом, затем измеряют величину градиента 0 напряженности поля остаточной намагниченности, изменяют направление намагничивающего поля на первоначальное и намагничивают изделие пятой серией импульсов с увеличивающейся от нуля до значения Ни амплитудой с тем же шагом, и измеряют максимальную величину градиентанапряженности поля остаточной намагниченности,а твердость изделияопределяют посредством уравнения множественной линейной корреляцииа 012304506,где а 0, а 1, а 2, а 3, а 4, а 5, 6 - коэффициенты множественной корреляции. Изобретение относится к исследованиям физических и химических свойств материалов и сплавов и может быть использовано на машиностроительных и металлургических предприятиях для неразрушающего контроля твердости изделий из ферромагнитных сталей, подвергаемых закалке и отпуску. Известен способ импульсного магнитного контроля механических свойств изделий из ферромагнитных материалов, при котором изделие локально намагничивают серией импульсов аксиально симметричного магнитного поля, ось симметрии которого перпендикулярна поверхности испытуемого изделия, при этом амплитуду импульсов в серии поддерживают постоянной, а о механических свойствах изделия судят по величине градиентанормальной составляющей напряженности поля остаточной намагниченности вдоль оси симметрии намагничивающего поля 1. Недостатком известного способа является невозможность контроля изделий из сталей,содержащих углерода более 0,3 и подвергаемых высокотемпературному (300-600 С) отпуску после закалки из-за неоднозначной зависимости градиентаот температуры отпуска и, соответственно, от механических свойств (например, твердости) изделий из этих сталей. Наиболее близким по технической сущности является способ импульсного магнитного контроля механических свойств изделий из ферромагнитных материалов, при котором изделие намагничивают серией импульсов аксиально симметричного магнитного поля,ось симметрии которого перпендикулярна поверхности испытуемого изделия, при этом амплитуду импульсов в первой серии увеличивают от нуля до Ни с шагом и, амплитуду импульсов второй серии уменьшают от и до минимально возможной величины, после чего измеряют градиент 0 нормальной составляющей напряженности поля остаточной намагниченности вдоль оси симметрии намагничивающего поля, по величине которого судят о механических свойствах изделия 2. Недостатком известного способа является невозможность контроля изделий из сталей с содержанием углерода более 0,3 , подвергаемых высокотемпературному (300-600 С) отпуску после закалки (например, рессорно-пружинных сталей) из-за неоднозначной зависимости градиента 0 от температуры отпуска и, соответственно, твердости этих сталей. Цель настоящего изобретения - обеспечение контроля твердости изделий из сталей с содержанием углерода более 0,3 , подвергаемых закалке и высокотемпературному (300600 С) отпуску. 2 9748 1 2007.10.30 Сущность изобретения заключается в том, что испытуемое изделие локально намагничивают серией импульсов аксиально-симметричного магнитного поля, ось симметрии которого перпендикулярна поверхности испытуемого изделия, при этом амплитуду напряженности магнитного поля импульсов в первой серии увеличивают с шагом и от нуля до и, измеряют в процессе намагничивания первой серией максимальную величину нормальной составляющей градиентаполя остаточной намагниченности вдоль оси симметрии намагничивающего поля и величину градиентапосле окончания первой серии импульсов, продолжают намагничивание второй серией импульсов, амплитуду которого уменьшают с тем же шагом от Ни до нуля, измеряют градиент 0 напряженности поля остаточной намагниченности вдоль оси симметрии намагничивающего поля после окончания второй серии импульсов, изменяют направление намагничивающего поля на противоположное, продолжают воздействовать на испытуемый участок изделия третьей серией импульсов противоположного направления, амплитуду которых с тем же шагом увеличивают от нуля до иНи, где- число импульсов в третьей серии, установленное предварительно из условия минимального среднеквадратического отклонения и максимального коэффициента корреляции, измеряют градиентпосле воздействия последнего импульса третьей серии, воздействуют на тот же участок изделия четвертой серией импульсов, амплитуду которых уменьшают от и до нуля, измеряют величину градиента 0 после окончания четвертой серии импульсов, изменяют направление намагничивающего поля на первоначальное, намагничивают изделие импульсами пятой серии, амплитуду которых с тем же шагом увеличивают от нуля до Ни, измеряют максимальную величину градиентав процессе намагничивания пятой серией, а твердость определяют по уравнению множественной линейной корреляции типа(1)а 01 а 2304506 ,где а 0, а 1, а 2, а 3, а 4, а 5, а 6 - коэффициенты множественной линейной корреляции, которые устанавливают предварительно из условия максимального коэффициента корреляции и минимального среднеквадратического отклонения. На фиг. 1 показано изменение амплитуды импульсов во времени в первой, второй,третьей, четвертой и пятой сериях импульсов. На фиг. 2 показано изменение величины градиентанормальной составляющей напряженности поля остаточной намагниченности вдоль оси симметрии намагничивающего поля с изменением амплитуды импульсов и измеряемые величины градиента ,и, 0, р, 0, . На фиг. 3 показана одна из возможных структурных схем устройства для реализации способа. На фиг. 4 показана зависимость градиента 0 напряженности поля остаточной намагниченности (по прототипу), твердостиизмеренной и твердости , определенной по способу, изложенному в настоящем изобретении, образцов стали 50 ХГФА размером 1309024 мм 3, закаленных при температуре 850 С и отпущенных при разных температурах 100-600 С. На фиг. 5 показана корреляция между измеренной твердостьюи твердостью, рассчитанной по уравнению множественной корреляции для интервала температур 100-600 С (фиг. 5 а) и 300-600 С (фиг. 5 б). Способ осуществляют следующим образом. Испытуемое изделие в исходном состоянии после термообработки (закалкаотпуск) намагничивают 1-ой серией импульсов(фиг. 1), амплитуда которых с шагом Ни возрастает от нуля до Ни. В процессе намагничивания измеряют максимальную величину градиента(фиг. 2) и градиентпосле окончания первой серии импульсов, намагничивают изделие второй серией импульсов, амплитуду которых уменьшают с тем же шагом до минимально возможной величины(фиг. 1), измеряют градиент 0 (фиг. 2) после окончания второй серии импульсов, изменяют направление намагничивающих импульсов и продолжают воздействовать на тот же участок изделия третьей серией импульсов, амплитуду которых с тем же шагом увели 3 9748 1 2007.10.30 чивают от минимально возможного до заранее установленного значения Нири(фиг. 1), где- число импульсов противоположного направления, измеряют величину градиента(фиг. 2) после окончания третьей серии импульсов, намагничивают изделие четвертой серией импульсов (фиг. 1), амплитуду которых уменьшают с тем же шагом от Ни до минимально возможной величины, измеряют градиент 0 (фиг. 2) после окончания четвертой серии, изменяют направление намагничивающих импульсов на первоначальное, намагничивают изделие пятой серией (фиг. 1) импульсов первоначального направления, амплитуду которых увеличивают с шагом Ни от минимального значения до Ни, измеряют максимальную величину градиента(фиг. 2) в процессе намагничивания пятой серией, а твердость изделия определяют по уравнению множественной линейной корреляции типа (1). Например для образцов из стали 50 ХГФА размером 1309024 мм 3, закаленных от температуры 850 С и отпущенных в интервале температур 100-600 С, установлено уравнение корреляции с пятью параметрами по второму циклу (2).43,8691,11910-31,17710-3- 3,47610-4 0(2)1,13510-32 - 1,74510-402. Предложенный способ может быть реализован, например, с помощью устройства, показанного на фиг. 3. Устройство содержит блок 1 управления, программируемый генератор 2 импульсов тока, намагничивающий соленоид 3, внутри которого на его оси расположен феррозондградиентометр 4, измерительный блок 5, блок 6 сравнения, электронный ключи 7, блоки 8 и 9 памяти, электронный ключ 10, блок 11 вычисления и цифровой индикатор 12. Для реализации предлагаемого способа устанавливают преобразователь устройства,состоящий из соленоида 3 и феррозонда-градиентометра 4, на поверхность испытуемого изделия (на фиг. 3 не показано) так, что ось соленоида перпендикулярна поверхности изделия. Включают блок 1 управления, который запускает программируемый генератор 2 импульсов тока, изменяющихся во времени по -тому циклу, как показано на фиг. 1 (число, количество и наименование измеряемых градиентов установлено заранее), формирует импульсы управления измерительным блоком 5. Импульсы тока, проходя через намагничивающий соленоид 3 преобразователя, создают импульсное магнитное поле, которое локально намагничивает и перемагничивает испытуемое изделие. Электрический сигнал феррозонда-градиентометра 4, вторая гармоника которого пропорциональна градиенту напряженности поля локальной остаточной намагниченности изделия, поступает на измерительный блок 5. Возбуждение первичной обмотки феррозонда-градиентометра 4 осуществляется от генератора переменного тока, также размещенного в измерительном блоке 5. При перемагничивании первой серией импульсов вторая гармоника электрического сигнала феррозонда-градиентометра 4, пропорциональная градиенту напряженности поля локальной остаточной намагниченности изделия, с измерительного блока 5 поступает на блок 6 сравнения и на вход первого электронного ключа 7, выходы которого подсоединены к соответствующим входам первого 8 и второго 9 блоков памяти. Выходы блоков памяти 8 и 9 через второй электронный ключ 10 соединены со вторым входом блока 6 сравнения. Фаза сигнала с блока 1 управления, переключающего электронные ключи 7 и 10 выбрана таким образом, что на второй вход блока 6 сравнения поступает сигнал, пропорциональный градиенту напряженности поля остаточной намагниченности от предыдущего импульса, при этом на первый вход блока 6 сравнения всегда поступает сигнал с измерительного блока 5, пропорциональный градиенту напряженности остаточной намагниченности после очередного импульса. При равенстве сигналов предыдущего и очередного импульсов блок сравнения 6 блокирует электронные ключи 7 и 10, при этом зафиксированное значениепоступает в память блока 11 вычисления. После окончания первой, второй, третьей, четвертой и пятой серий импульсов сигналы пропорциональные , , 0, , 0 ис измерительного блока 5 поступают в память блока 11 вычисления. 4 9748 1 2007.10.30 После окончания запрограммированных импульсов намагничивания блок 11 вычисления по введенным заранее коэффициентам уравнения корреляции в соответствии с уравнением (1) определяют твердость и направляют ее величину на цифровой индикатор. При новом пуске блока управления 1 все блоки устанавливаются в исходное состояние и процесс измерения повторяется. Как видно из фиг. 4, для образцов стали 50 ХГФА нет однозначной зависимости измеряемого параметра 0 (по прототипу) от температуры отпуска. В то же время измеренная твердостьи рассчитаннаяпо уравнению (2) множественной корреляции зависят от температуры отпуска однозначно. При этом коэффициент корреляции 0,993 и среднеквадратическое отклонение 0,925(фиг. 5 а). Для интервала температур отпуска 300-600 С тех же образцов, как наиболее важного для практики, оптимальным является уравнение множественной корреляции с использованием трех параметров по второму циклу намагничивания (2).(3)37,9531,1410-3- 1,34110-35,47910-4 2 При этом коэффициент корреляции 0,989, среднеквадратическое отклонение 0,704(фиг. 5 б). Высокие коэффициенты корреляциии малые значения среднеквадратического отклоненияпозволяют надежно осуществлять контроль механических свойств (например,твердости) импульсным магнитным многопараметровым методом. Техническим результатом осуществления предлагаемого способа является расширение области применения импульсного магнитного метода контроля механических свойств изделий из ферромагнитных материалов (например, сталей), содержащих углерода более 0,3 , подвергаемых закалке и высокотемпературному отпуску. Источники информации 1. Мельгуй М.А. Магнитный контроль механических свойств сталей. - Мн. Наука и техника, 1980. - 184 с. 2. А.с. СССР 708795, МПК 01 27/80, 1982. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: G01R 33/12, G01N 27/80
Метки: изделия, способ, твердости, ферромагнитного, магнитного, контроля, многопараметрового, материала, импульсного
Код ссылки
<a href="https://by.patents.su/6-9748-sposob-impulsnogo-magnitnogo-mnogoparametrovogo-kontrolya-tverdosti-izdeliya-iz-ferromagnitnogo-materiala.html" rel="bookmark" title="База патентов Беларуси">Способ импульсного магнитного многопараметрового контроля твердости изделия из ферромагнитного материала</a>
Способ многопараметрового импульсного магнитного контроля твердости изделия из ферромагнитной стали
Номер патента: 8812
Опубликовано: 30.12.2006
Авторы: Любарец Алексей Леонидович, Матюк Владимир Федорович, Мельгуй Михаил Александрович
МПК: G01N 27/80
Метки: способ, контроля, стали, изделия, ферромагнитной, твердости, многопараметрового, магнитного, импульсного
Текст:
...импульсов.На фиг. 3 показана одна из возможных структурных схем устройства для реализации способа.На фиг. 4 показана зависимость твердости НКС, измеренной прямым методом, твердости НКСР, рассчитанной по уравнению множественной корреляции, а также градиента ТНЮ (по прототипу) от температуры отпуска образцов рессорно-пружинной стали 6 ОС 2,закаленных от 870 С.На фиг. 5 показана корреляционная связь между твердостью НКСр, вычисленной по...
Способ импульсного магнитного контроля твердости изделия из ферромагнитной стали
Номер патента: 8813
Опубликовано: 30.12.2006
Авторы: Любарец Алексей Леонидович, Мельгуй Михаил Александрович, Матюк Владимир Федорович, Пинчуков Дмитрий Анатольевич
МПК: G01N 27/80
Метки: способ, магнитного, изделия, ферромагнитной, импульсного, контроля, твердости, стали
Текст:
...уравнению корреляции судят о твердости.На фиг. 1 показано изменение амплитуды импульсов напряженности магнитного поля во времени по настоящему изобретению.На фиг. 2 показано изменение градиента УНТ напряженности магнитного поля остаточной намагниченности после каждого из импульсов, показанных на фиг. 1.На фиг. 3 показана одна из возможных структурных схем устройства для реализации способа по заявке.На фиг. 4 показана зависимость...
Способ импульсного магнитного контроля твердости изделий из ферромагнитных материалов
Номер патента: 8826
Опубликовано: 30.12.2006
Авторы: Мельгуй Михаил Александрович, Любарец Алексей Леонидович, Матюк Владимир Федорович
МПК: G01N 27/80
Метки: контроля, ферромагнитных, изделий, твердости, материалов, импульсного, магнитного, способ
Текст:
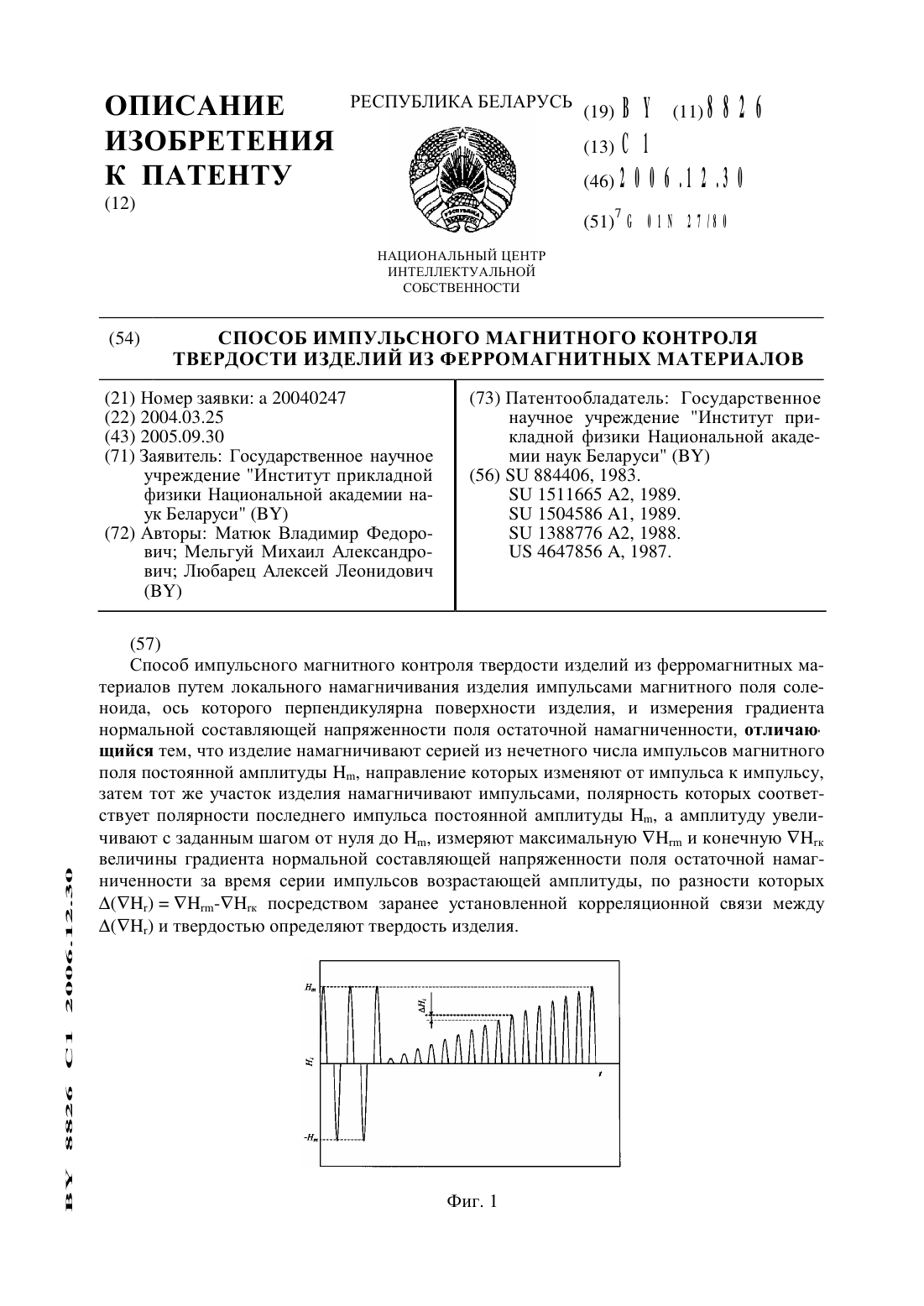
...от амплитуды Н, импульсов одного знака,возрастающих с постоянным щагом АН, от нуля до Нт для изделия, находящегося в состоянии, намагниченном серией из нечетного числа импульсов одинаковой амплитуды Нт, чередующихся по знаку.На фиг. 3 показана одна из возможных структурных схем устройства для реализации способа по заявке.На фиг. 4 показана зависимость НТЮ (по прототипу), максимального УНГШ и конечного ТНЖ значений градиентов за время...
Способ импульсного магнитного контроля толщины изделий из ферромагнитных материалов при одностороннем доступе к изделию
Номер патента: 9480
Опубликовано: 30.06.2007
Авторы: Матюк Владимир Федорович, Мельгуй Михаил Александрович
МПК: G01B 7/02
Метки: толщины, доступе, способ, материалов, контроля, магнитного, одностороннем, изделий, изделию, импульсного, ферромагнитных
Текст:
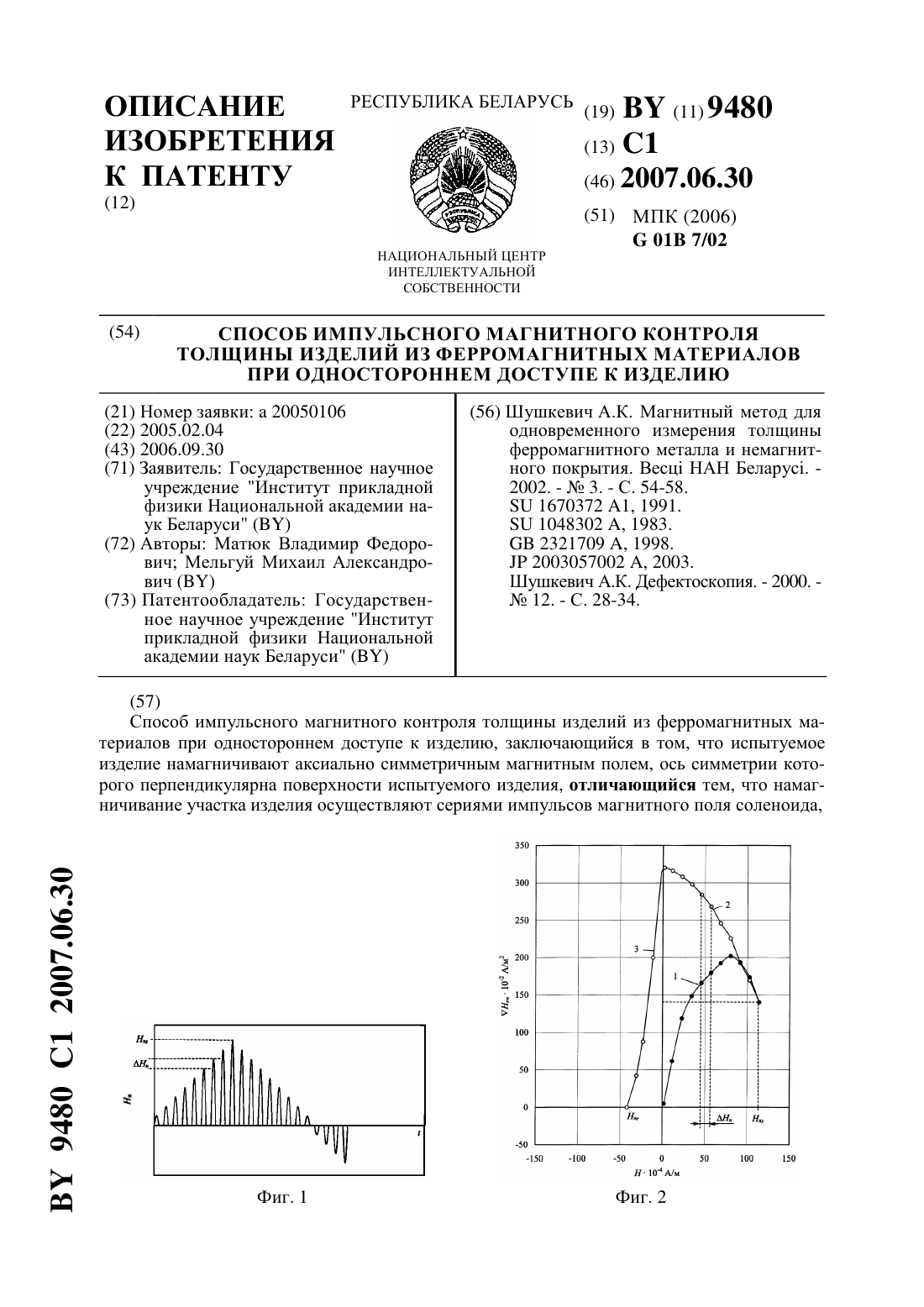
...направление импульсов магнитно 2 9480 1 2007.06.30 го поля на противоположное и перемагничивают тот же участок изделия третьей серией импульсов, амплитуду которых увеличивают от нуля, и измеряют градиент нормальной составляющей напряженности поля остаточной намагниченности после каждого импульса из третьей серии, определяют амплитуду импульса из третьей серии, после воздействия которого величина измеряемого градиента равна или близка к...
Способ импульсного магнитного контроля механических свойств изделий из ферромагнитных материалов
Номер патента: 7879
Опубликовано: 28.02.2006
Авторы: Любарец Алексей Леонидович, Матюк Владимир Федорович, Мельгуй Михаил Александрович
МПК: G01N 27/80
Метки: механических, материалов, способ, магнитного, импульсного, свойств, изделий, контроля, ферромагнитных
Текст:
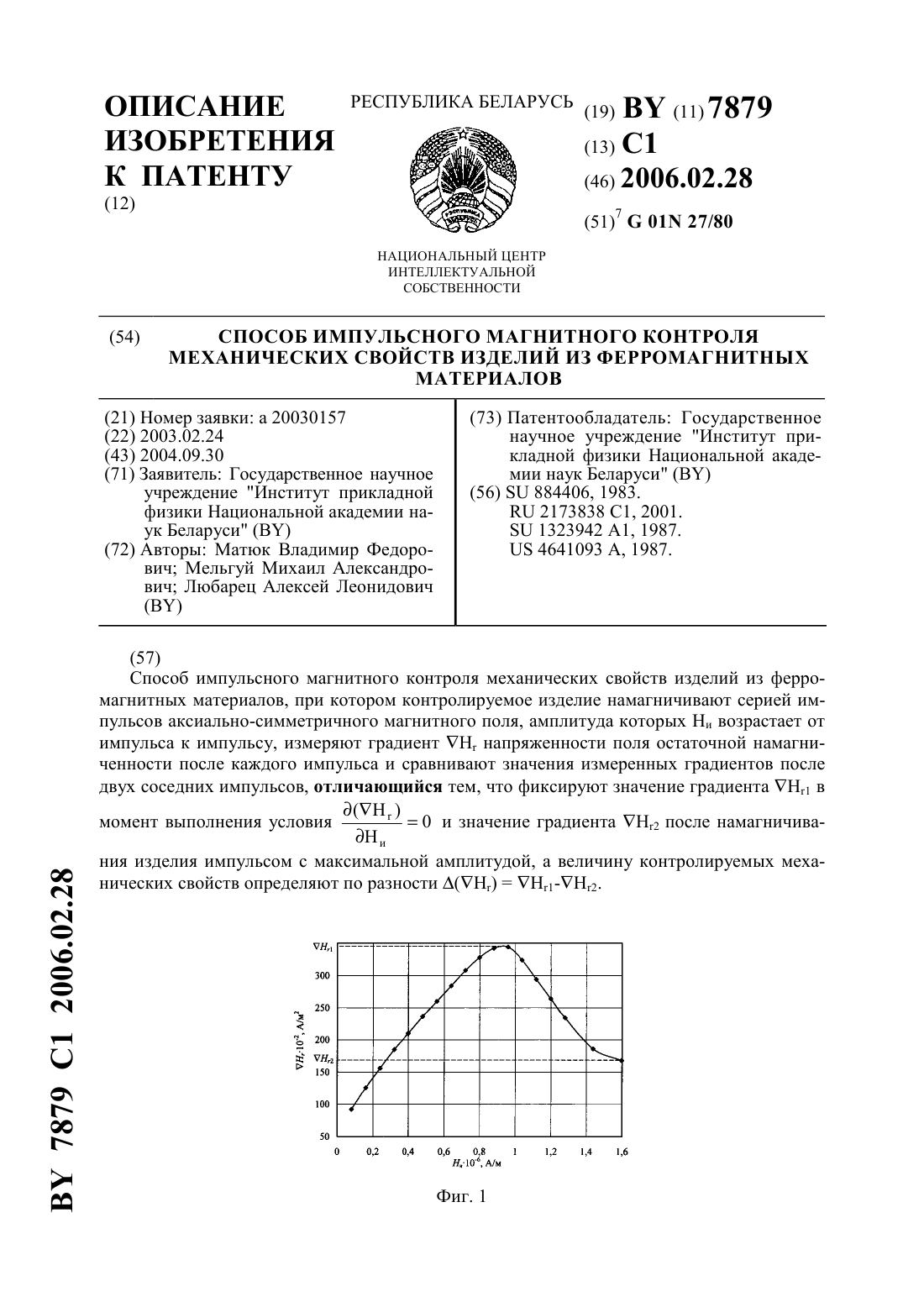
...значение градиента Н 1 напряженности поля остаточной на магниченности фиксируют не при условии 0 , а при условии 0 , кромеии того фиксируют второе значение градиента 2 напряженности поля остаточной намагниченности после намагничивания импульсом с максимальной амплитудой, и о механических свойствах судят не по результатам измерения градиента напряженности поля остаточной намагниченности при выбранной амплитуде, а по разности зафиксированных...
Предыдущий патент: Способ получения пористого материала из керамических порошков
Следующий патент: Способ лечения ишемической болезни сердца
Случайный патент: Пародинамическая тепловая труба