Установка для вакуумной обработки деталей
Номер патента: U 9116
Опубликовано: 30.04.2013
Авторы: Колесникова Алла Алексеевна, Биленко Эдуард Григорьевич, Белый Алексей Владимирович, Карпович Анна Николаевна
Текст
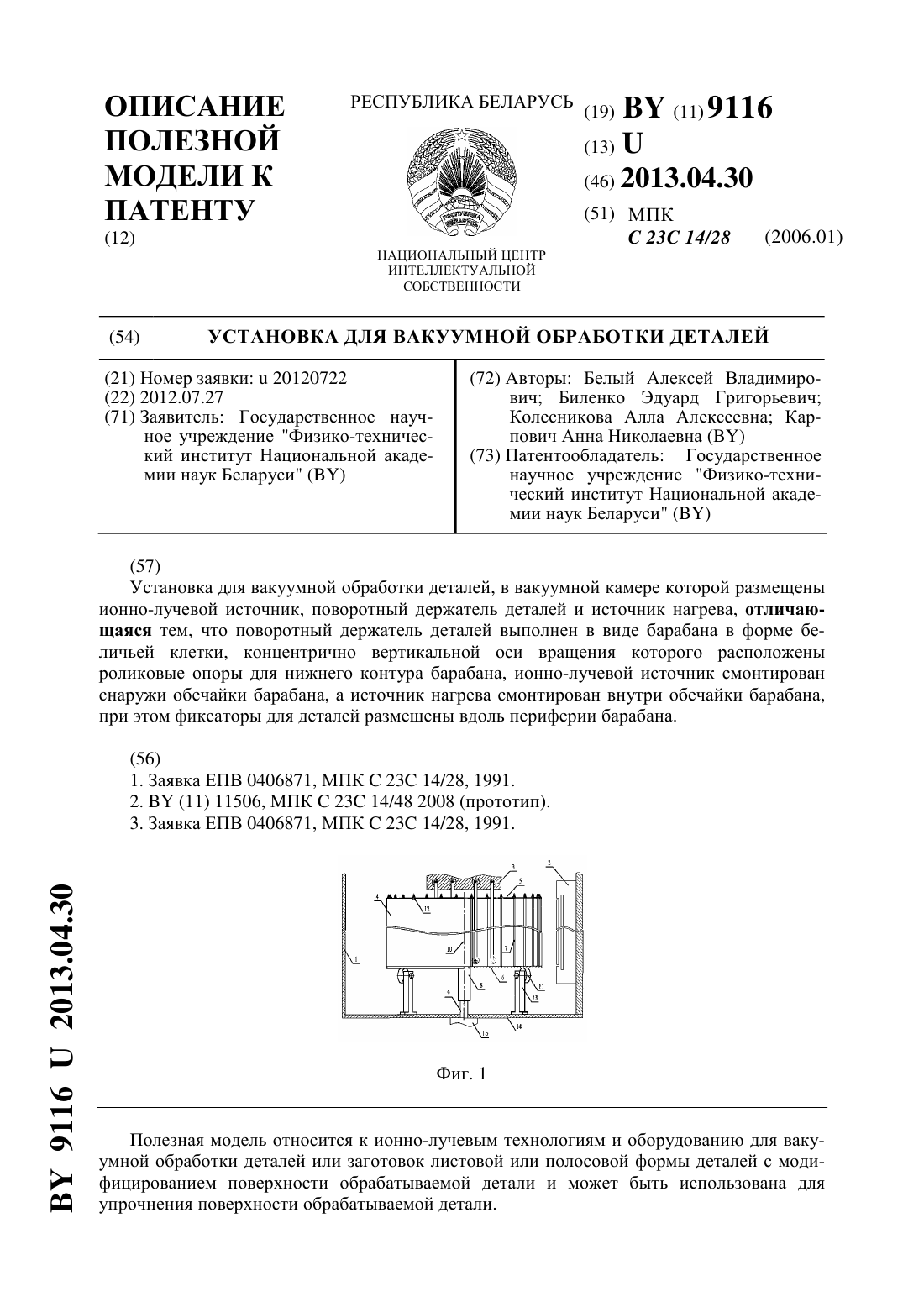
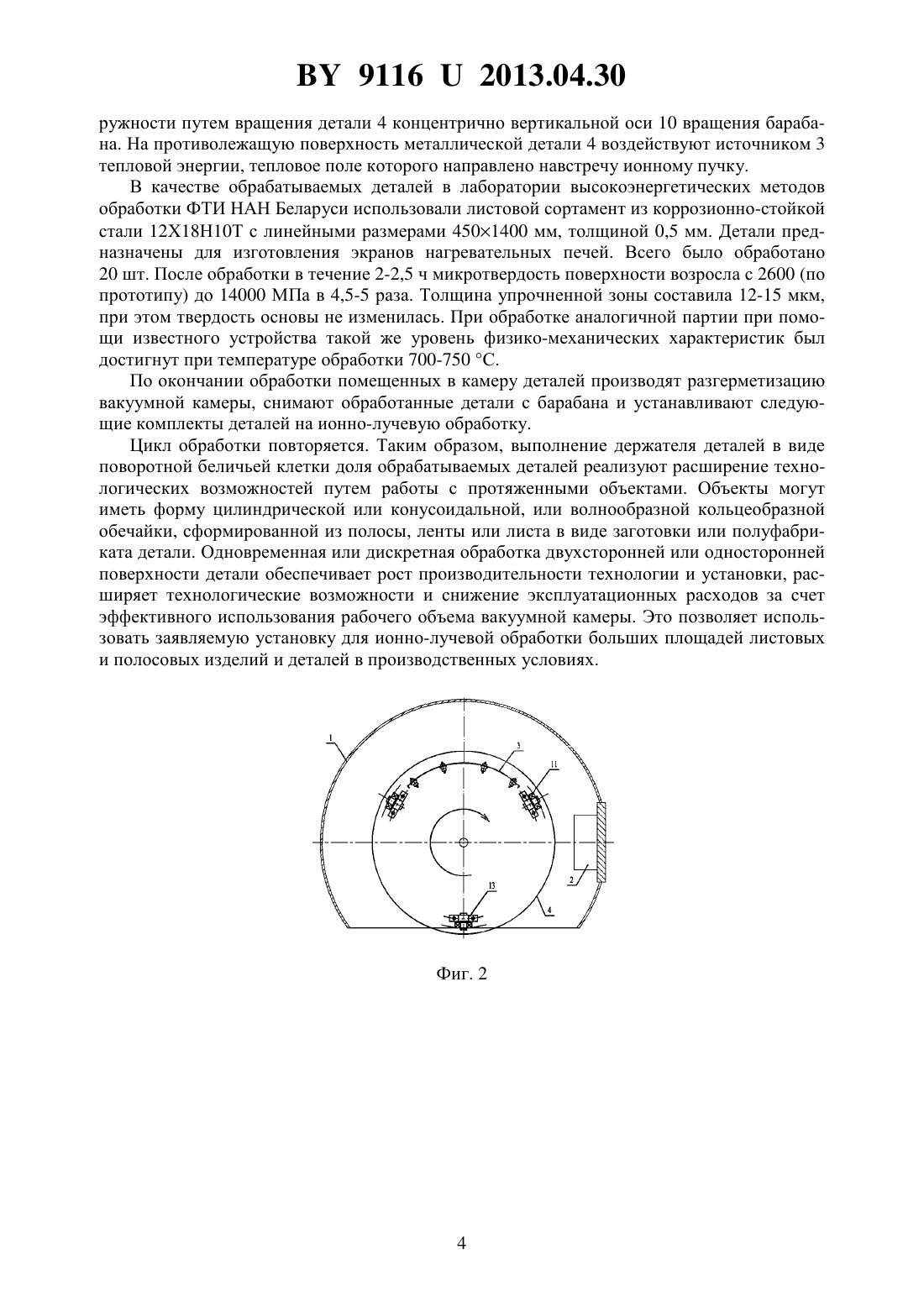
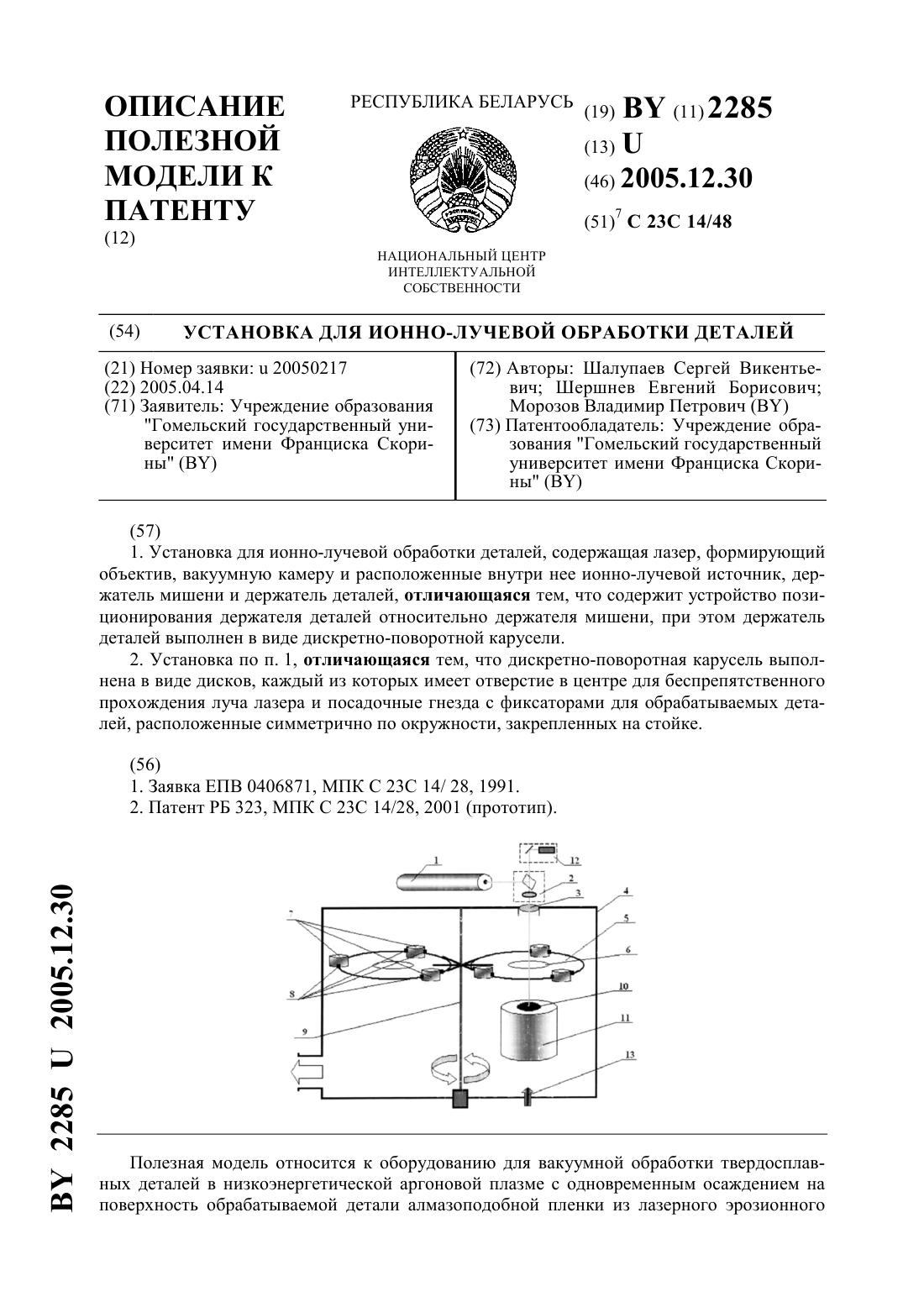
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТАНОВКА ДЛЯ ВАКУУМНОЙ ОБРАБОТКИ ДЕТАЛЕЙ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Белый Алексей Владимирович Биленко Эдуард Григорьевич Колесникова Алла Алексеевна Карпович Анна Николаевна(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Установка для вакуумной обработки деталей, в вакуумной камере которой размещены ионно-лучевой источник, поворотный держатель деталей и источник нагрева, отличающаяся тем, что поворотный держатель деталей выполнен в виде барабана в форме беличьей клетки, концентрично вертикальной оси вращения которого расположены роликовые опоры для нижнего контура барабана, ионно-лучевой источник смонтирован снаружи обечайки барабана, а источник нагрева смонтирован внутри обечайки барабана,при этом фиксаторы для деталей размещены вдоль периферии барабана. Фиг. 1 Полезная модель относится к ионно-лучевым технологиям и оборудованию для вакуумной обработки деталей или заготовок листовой или полосовой формы деталей с модифицированием поверхности обрабатываемой детали и может быть использована для упрочнения поверхности обрабатываемой детали. 91162013.04.30 Известна установка для вакуумной обработки поверхности металлических деталей,содержащая лазер, фокусирующий объектив, вакуумную камеру и жестко закрепленные внутри нее держатель с графитовой мишенью и держатель обрабатываемых деталей, которые подвергаются воздействию лазерной эрозионной плазмы, образуемой при фокусировке фокусирующим объективом излучения лазера на графитовую мишень, а также расположенное на пути между мишенью и деталью устройство для ограничения пучка испаренного материала в пределах заданного угла 2. Известная технология и установка обеспечивают возможность обработки дискретных изделий лазерной углеродной плазмой и ионной имплантацией с возможностью повышения трещиностойкости и повышения прочности обрабатываемого изделия, что приводит к увеличению срока службы изделия. Недостаток проявляется в низкой скорости нанесения покрытия и малой площади обрабатываемой поверхности. Использовать известную установку возможно лишь в лабораторных условиях. Наиболее близкой по технической сущности является установка для вакуумной обработки деталей, содержащая лазер, формирующий объектив, вакуумную камеру и расположенные внутри нее ионно-лучевой источник, держатель мишени и держатель деталей. Установка содержит устройство позиционирования держателя деталей относительно держателя мишени, при этом держатель деталей выполнен в виде дискретно-поворотной карусели 2. Выполнение держателя деталей в виде поворотной карусели обеспечивает обработку партии деталей в едином технологическом цикле без разгерметизации и откачки до рабочего давления вакуумной камеры при смене обрабатываемых деталей. Количество обрабатываемых деталей ограничивается лишь размерами вакуумной камеры. Это позволяет максимально эффективно использовать рабочий объем вакуумной камеры, увеличить производительность и уменьшить энергопотребление процесса обработки деталей. Использование устройства позиционирования обеспечивает точную установку обрабатываемого комплекта деталей в зоне формирования лазерного эрозионного факела, а также визуальный контроль развития лазерного эрозионного кратера, что позволяет существенно повысить качество обработки деталей и высокую повторяемость результатов обработки от комплекта деталей к комплекту. Недостатком известной установки является ограничение технологических возможностей путем работы с деталями и заготовками дискретной формы, что делает невозможной обработку деталей листовой и полосовой формы. Полезная модель решает задачу расширения технологических возможностей путем работы с протяженными деталями листовой и полосовой формы и одновременной или дискретной обработки двухсторонней или односторонней поверхности детали. Достижение указанной задачи обеспечивается тем, что в установке для вакуумной обработки деталей, в вакуумной камере которой размещены ионно-лучевой источник, поворотный держатель деталей и источник нагрева, согласно полезной модели, поворотный держатель деталей выполнен в виде барабана в форме беличьей клетки, концентрично вертикальной оси вращения которого расположены роликовые опоры для нижнего контура барабана, ионно-лучевой источник смонтирован снаружи обечайки барабана, а источник нагрева смонтирован внутри обечайки барабана, при этом фиксаторы для деталей размещены вдоль периферии барабана. Технический результат объекта промышленной собственности реализован путем обработки поверхности заготовок и изделий больших площадей листовой и полосовой формы с одной и/или с обеих сторон. Для лучшего понимания полезная модель поясняется чертежом, где фиг. 1 - общий вид кинематической схемы установки для вакуумной обработки деталей 2 91162013.04.30 фиг. 2 - вид сверху схемы установки для вакуумной обработки деталей с расположением источника нагрева фиг. 3, 4, - соответственно свертка цилиндрической листовой обечайки и развертка для свертки конусообразной обечайки. Установка для вакуумной обработки по фиг. 1, 2 деталей, изделий и заготовок содержит вакуумную камеру 1, внутри которой размещены ионно-лучевой источник 2, источник нагрева 3 и поворотный держатель деталей 4. Поворотный держатель деталей 4 выполнен в виде барабана, образованного верхним и нижним кольцевыми контурами 5, 6. Наружная обечайка барабана имеет форму беличьей клетки. Обечайка образована вертикальными стержневыми элементами 7, расположенными вдоль образующей барабана между верхним и нижним кольцевыми контурами 5, 6,нижний из которых 6 имеет втулочную опору 8 на вращаемой на оси 9. Концентрично вертикальной оси 10 вращения барабана расположены роликовые опоры 11 для нижнего контура барабана 6. Ионно-лучевые источники 2 могут быть смонтированы снаружи обечайки барабана внутри вакуумной камеры 1. Фиксаторы 12 для крепления обрабатываемых изделий, заготовок или полуфабрикатов деталей 4 листового, полосового, ленточного сортамента, свернутого в виде обечайки цилиндрической формы по фиг. 3 или конусоидальной формы по фиг. 4, размещены вдоль периферии барабана. Роликовые опоры 11 для нижнего контура барабана 6 закреплены на стойках 13 на основании 14 вакуумной камеры 1. Вращаемая на оси 9 приводится в движение, например, от сервопривода 15. Поворотный держатель деталей 4 в виде барабана, наружная обечайка которого имеет форму беличьей клетки, обеспечивает крепление протяженных листовых или полосовых обрабатываемых деталей 4 значительной площади поверхности и работает как в режиме непрерывного вращения, так и в режиме дискретного вращения. Обрабатываемые детали 4 крепят на элементах 7 вращаемого держателя в форме цилиндрической или конической кольцевой обечайки, сформированной из полосы или листа. Установка работает следующим образом. Подготовленные к обработке листовые или полосовые детали 4 устанавливают вдоль периферии беличьей клетки барабана путем свертки обечайки заданной формы вокруг барабана и фиксируют фиксаторами 12 для крепления изделий, заготовок или деталей 4. Вакуумную камеру 1 откачивают до рабочего давления 10-2 Па, включают источник нагрева детали 3 до температуры 400-500 С, затем к ионному источнику 2 прикладывают рабочее напряжение. Включают ионно-лучевой источник 2 и в зависимости от величины подаваемого напряжения и количества рабочего газа могут реализовываться режим высоковольтного разряда, при котором возможна генерация сфокусированного электронного пучка, или режим тлеющего разряда, при котором возможно получение значительного количества ионов 3. Включают привод 15 барабана в режим постоянного вращения и воздействием источника 2 осуществляют ионно-лучевую бомбардировку обрабатываемой поверхности деталей 4. Ионы из источника 2 бомбардируют расположенную на беличьей клетке барабана деталь 4 в импульсном режиме, разогревая ее до рабочих температур 450-550 С. Таким образом, новый конструктив установки реализует технологическую схему воздействия вакуума и сильноточного низкоэнергетического ионного пучка на поверхность металлических деталей 4, при котором ионному пучку от протяженного ионно-лучевого источника 2 придают сканирующее движение, состоящее из линейного перемещения по траектории вдоль образующей цилиндрической или конической поверхности металлической вращаемой детали 4, а образующей цилиндрической или конической поверхности металлической детали придают вращение вдоль ее кольцевой направляющей по дуге ок 3 91162013.04.30 ружности путем вращения детали 4 концентрично вертикальной оси 10 вращения барабана. На противолежащую поверхность металлической детали 4 воздействуют источником 3 тепловой энергии, тепловое поле которого направлено навстречу ионному пучку. В качестве обрабатываемых деталей в лаборатории высокоэнергетических методов обработки ФТИ НАН Беларуси использовали листовой сортамент из коррозионно-стойкой стали 12 Х 18 Н 10 Т с линейными размерами 4501400 мм, толщиной 0,5 мм. Детали предназначены для изготовления экранов нагревательных печей. Всего было обработано 20 шт. После обработки в течение 2-2,5 ч микротвердость поверхности возросла с 2600 (по прототипу) до 14000 МПа в 4,5-5 раза. Толщина упрочненной зоны составила 12-15 мкм,при этом твердость основы не изменилась. При обработке аналогичной партии при помощи известного устройства такой же уровень физико-механических характеристик был достигнут при температуре обработки 700-750 С. По окончании обработки помещенных в камеру деталей производят разгерметизацию вакуумной камеры, снимают обработанные детали с барабана и устанавливают следующие комплекты деталей на ионно-лучевую обработку. Цикл обработки повторяется. Таким образом, выполнение держателя деталей в виде поворотной беличьей клетки доля обрабатываемых деталей реализуют расширение технологических возможностей путем работы с протяженными объектами. Объекты могут иметь форму цилиндрической или конусоидальной, или волнообразной кольцеобразной обечайки, сформированной из полосы, ленты или листа в виде заготовки или полуфабриката детали. Одновременная или дискретная обработка двухсторонней или односторонней поверхности детали обеспечивает рост производительности технологии и установки, расширяет технологические возможности и снижение эксплуатационных расходов за счет эффективного использования рабочего объема вакуумной камеры. Это позволяет использовать заявляемую установку для ионно-лучевой обработки больших площадей листовых и полосовых изделий и деталей в производственных условиях. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: C23C 14/28
Метки: установка, вакуумной, обработки, деталей
Код ссылки
<a href="https://by.patents.su/5-u9116-ustanovka-dlya-vakuumnojj-obrabotki-detalejj.html" rel="bookmark" title="База патентов Беларуси">Установка для вакуумной обработки деталей</a>
Установка для ионно-лучевой обработки деталей
Номер патента: U 2285
Опубликовано: 30.12.2005
Авторы: Морозов Владимир Петрович, Шершнев Евгений Борисович, Шалупаев Сергей Викентьевич
МПК: C23C 14/48
Метки: ионно-лучевой, установка, обработки, деталей
Текст:
...слоем, обладающим повышенной микротвердостью, износостойкостью, коррозионной стойкостью, жаростойкостью, а также улучшенными фрикционными свойствами. Технический результат, достигаемый при осуществлении заявляемой полезной модели увеличение числа деталей, обрабатываемых в едином технологическом цикле без разгерметизации вакуумной камеры уменьшение эксплуатационных расходов при обработке деталей эффективное использование рабочего объема...
Устройство универсальное для магнитно-абразивной обработки цилиндрических поверхностей деталей и деталей со сложнопрофильной поверхностью
Номер патента: U 3525
Опубликовано: 30.04.2007
Авторы: Лебедев Владимир Яковлевич, Сергеев Леонид Ефимович, Миронов Алексей Михайлович
МПК: B24B 31/00
Метки: устройство, поверхностью, магнитно-абразивной, сложнопрофильной, обработки, цилиндрических, деталей, универсальное, поверхностей
Текст:
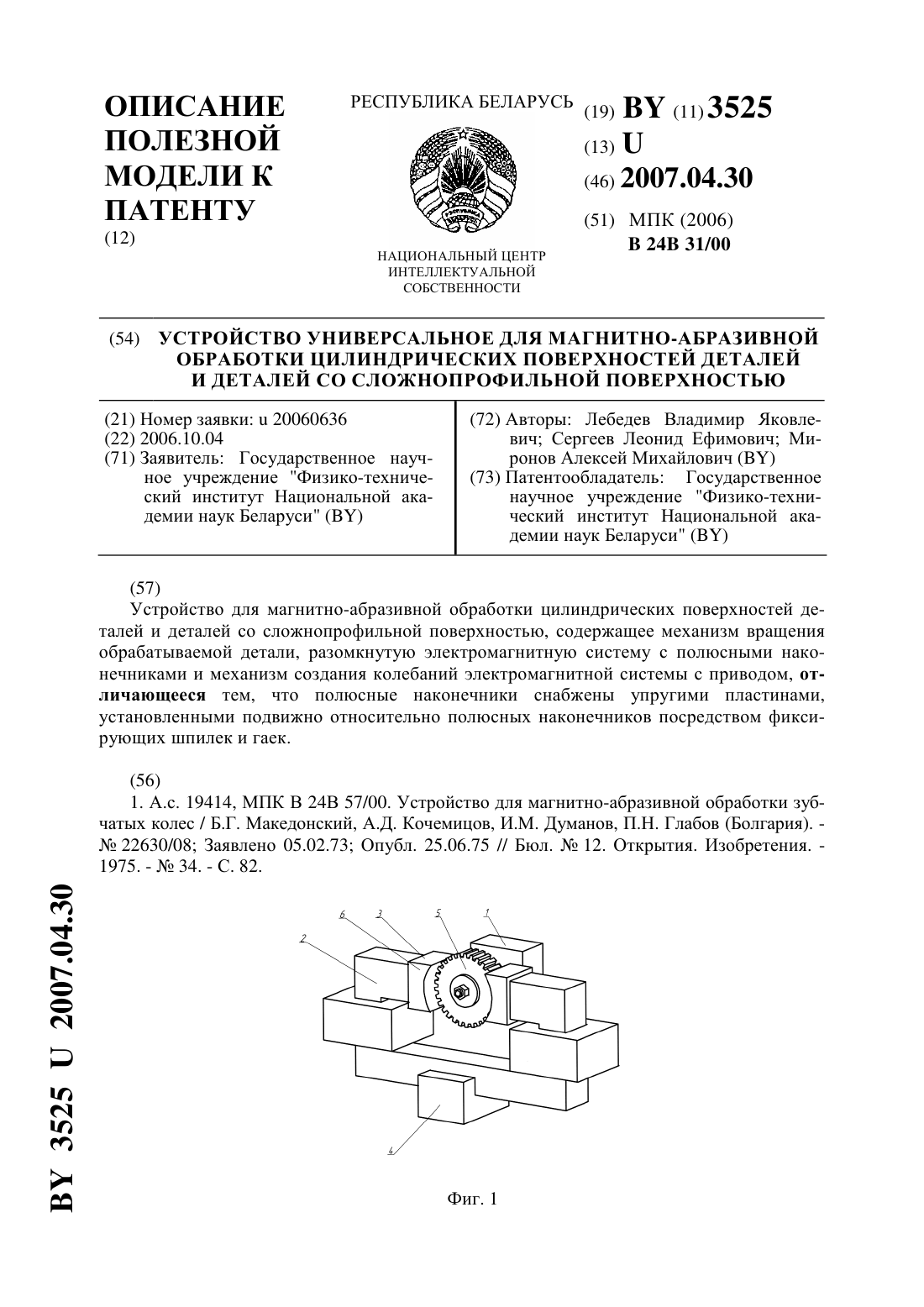
...прерывистой поверхностью, а именно венцов зубчатых колес разного модуля на одном устройстве. Поставленная задача решается за счет того, что в устройстве для магнитно-абразивной обработки цилиндрических поверхностей деталей и деталей со сложнопрофильной поверхностью, содержащем механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с полюсными наконечниками и механизм создания колебаний электромагнитной системы с...
Устройство для сильноточной низкоэнергетической ионно-лучевой обработки
Номер патента: U 1071
Опубликовано: 30.12.2003
Авторы: Лях Анатолий Александрович, Белый Алексей Владимирович, Ших Сергей Константинович, Лях Александр Анатольевич
МПК: C23C 14/48
Метки: устройство, низкоэнергетической, сильноточной, ионно-лучевой, обработки
Текст:
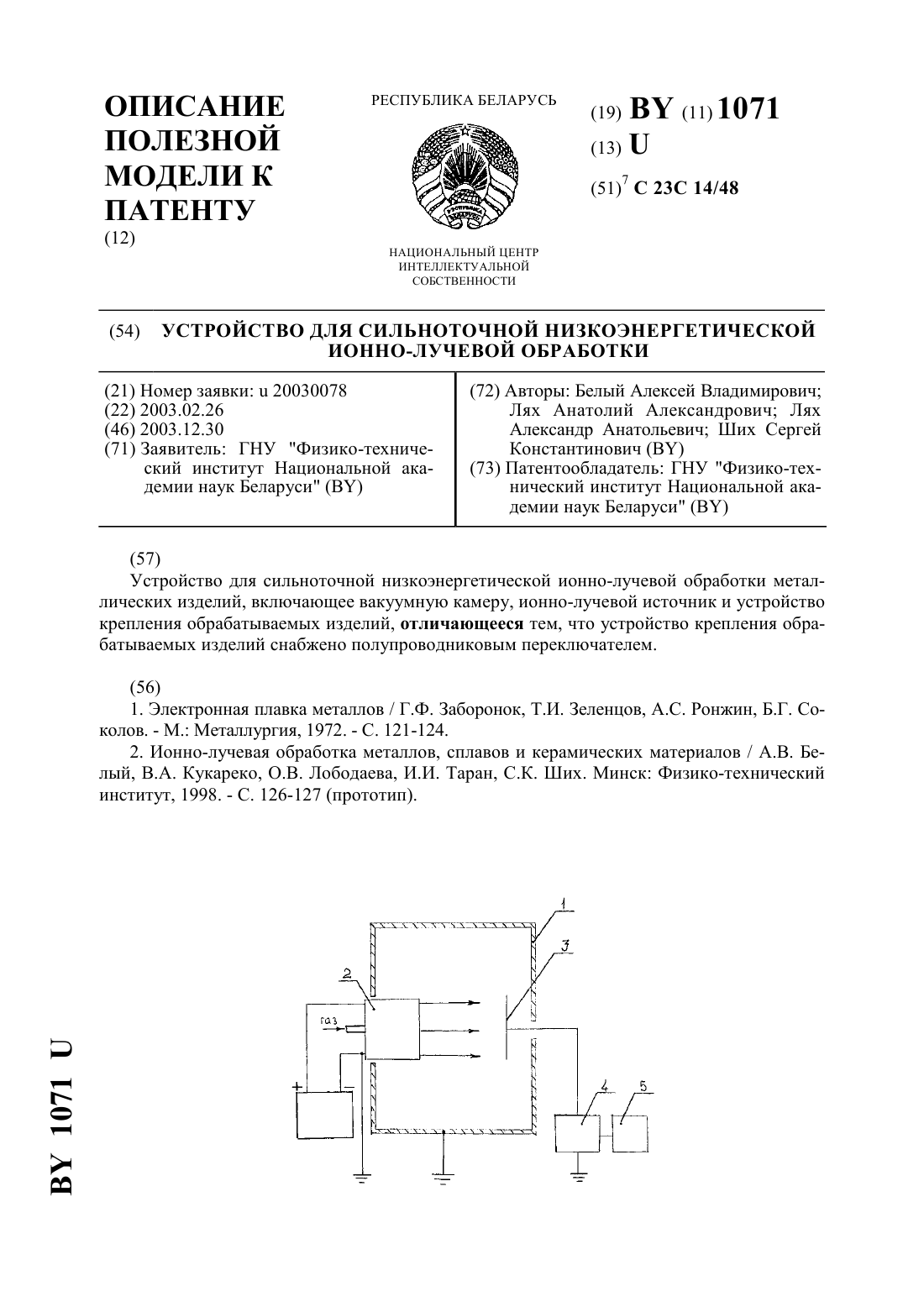
...характеристик обрабатываемой детали, достигнутых предшествующими технологическими операциями. Наиболее близким является устройство для ионной имплантации погружением в плазму, в котором к обрабатываемой детали прикладываются импульсы высокого напряжения 2. Недостатком этого устройства является необходимость для получения достаточной для использования в качестве промышленного источника производительности разогрев детали до...
Установка для мойки деталей

Номер патента: U 9040
Опубликовано: 28.02.2013
Авторы: Антошук Сергей Анатольевич, Сорокин Эдуард Петрович, Павинич Евгений Михайлович
МПК: A01J 7/00
Метки: мойки, деталей, установка
Текст:
...Недостатком установки является то, что кривошип через тягу приводит в движение одну сторону платформы, вторая сторона платформы имеет слабые колебания, а следовательно, и мойка деталей в этой части платформы происходит с небольшой интенсивностью. Эта установка принята в качестве прототипа. Задачей полезной модели является повышение качества мойки деталей. Указанный технический результат достигается тем, что в установке для мойки деталей,...
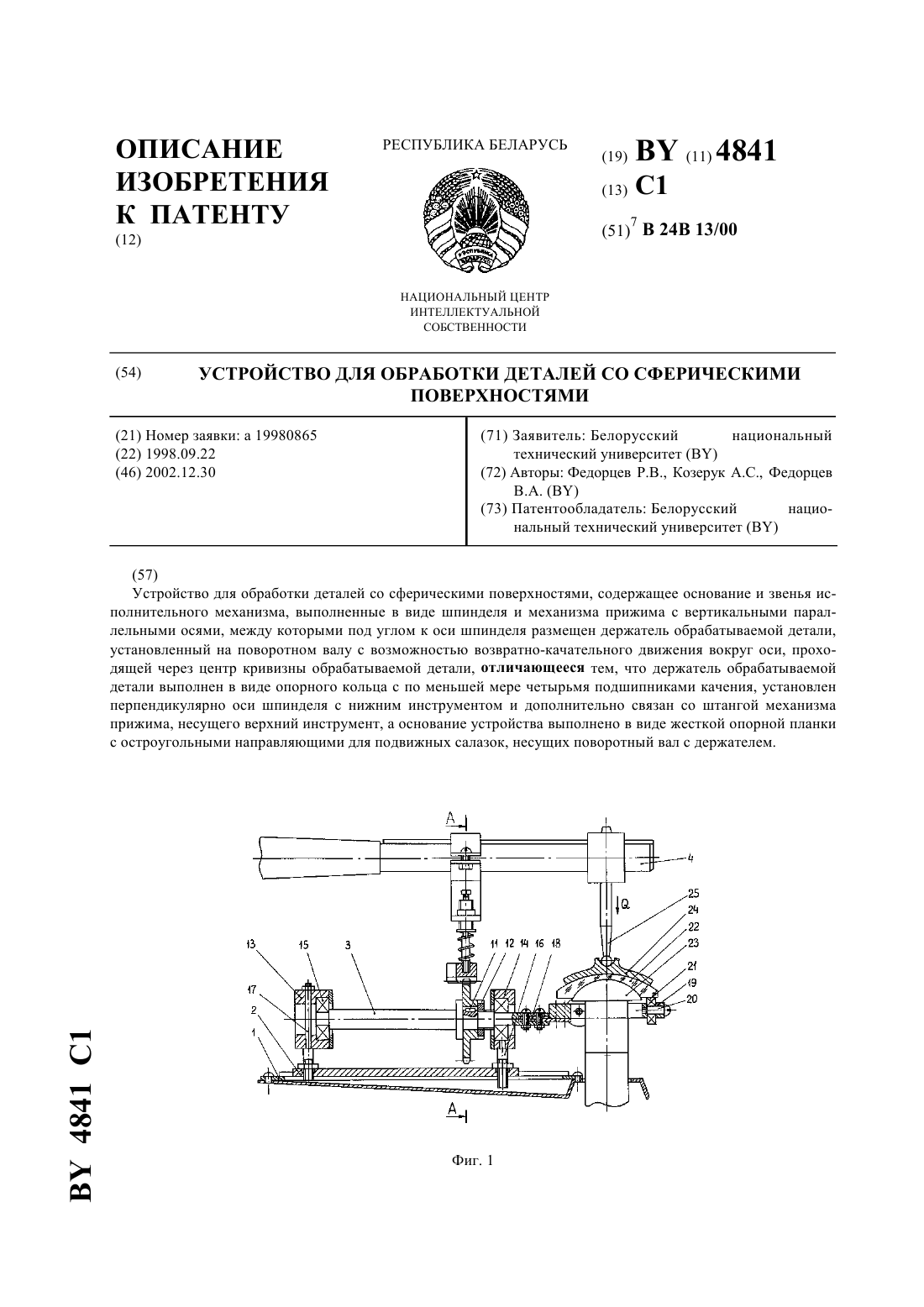
Устройство для обработки деталей со сферическими поверхностями
Номер патента: 4841
Опубликовано: 30.12.2002
Авторы: Федорцев Валерий Александрович, Козерук Альбин Степанович, Федорцев Ростислав Валерьевич
МПК: B24B 13/00
Метки: обработки, поверхностями, сферическими, устройство, деталей
Текст:
...в виде жесткой опорной планки с остроугольными направляющими для подвижных салазок, несущих поворотный вал с держателем. Существенным отличием предлагаемого технического решения является то, что держатель обрабатываемой детали выполнен в виде опорного кольца с подшипниками качения, позволяющего обрабатываемому изделию совершать дополнительное вращательное движение вокруг собственной оси симметрии. Кроме того, установка держателя...
Предыдущий патент: Устройство для отбора проб из газового потока
Следующий патент: Тренажер для обучения спасателей-пожарных
Случайный патент: Устройство для подачи бетонной смеси