Устройство универсальное для магнитно-абразивной обработки цилиндрических поверхностей деталей и деталей со сложнопрофильной поверхностью
Номер патента: U 3525
Опубликовано: 30.04.2007
Авторы: Лебедев Владимир Яковлевич, Сергеев Леонид Ефимович, Миронов Алексей Михайлович
Текст
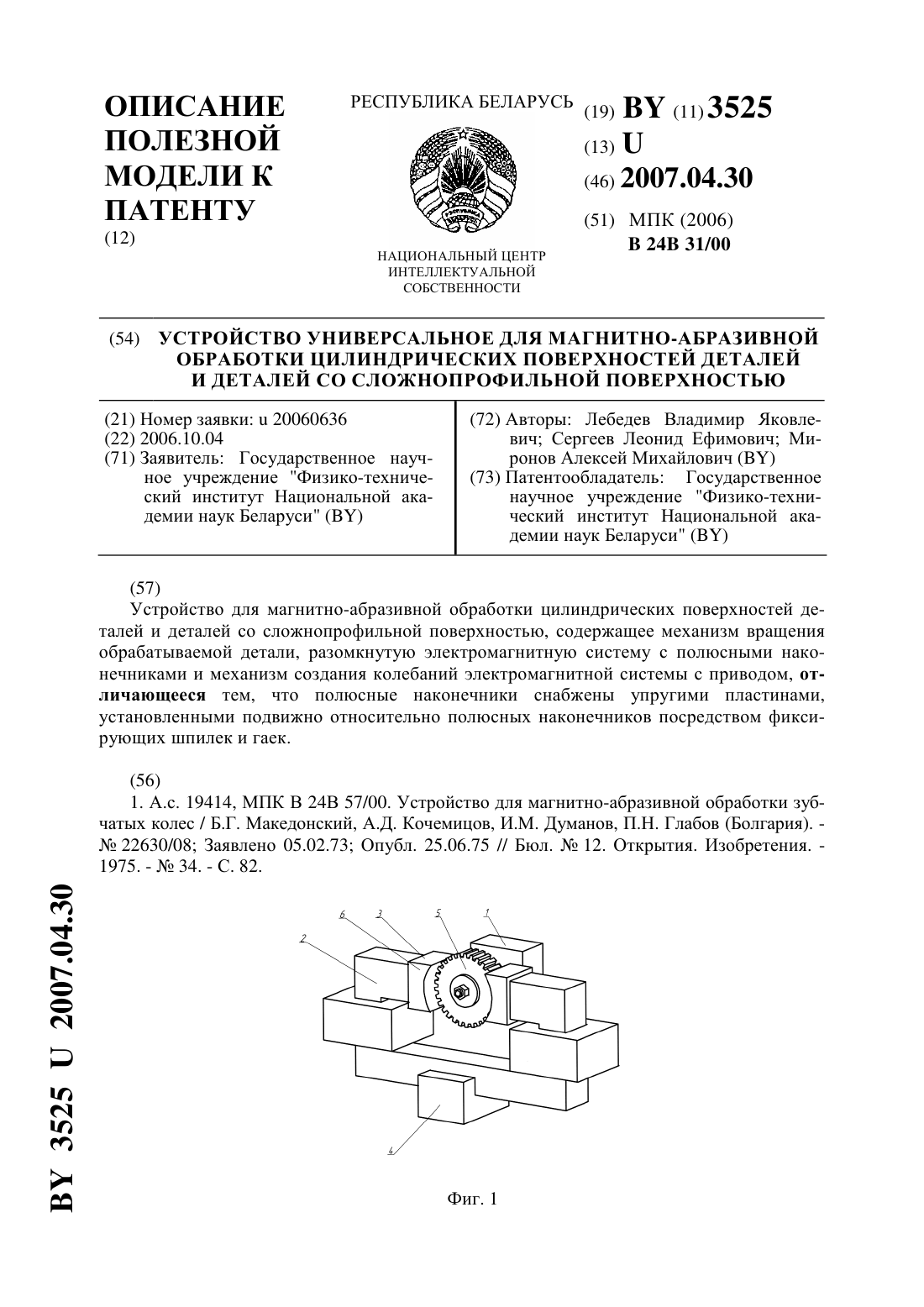
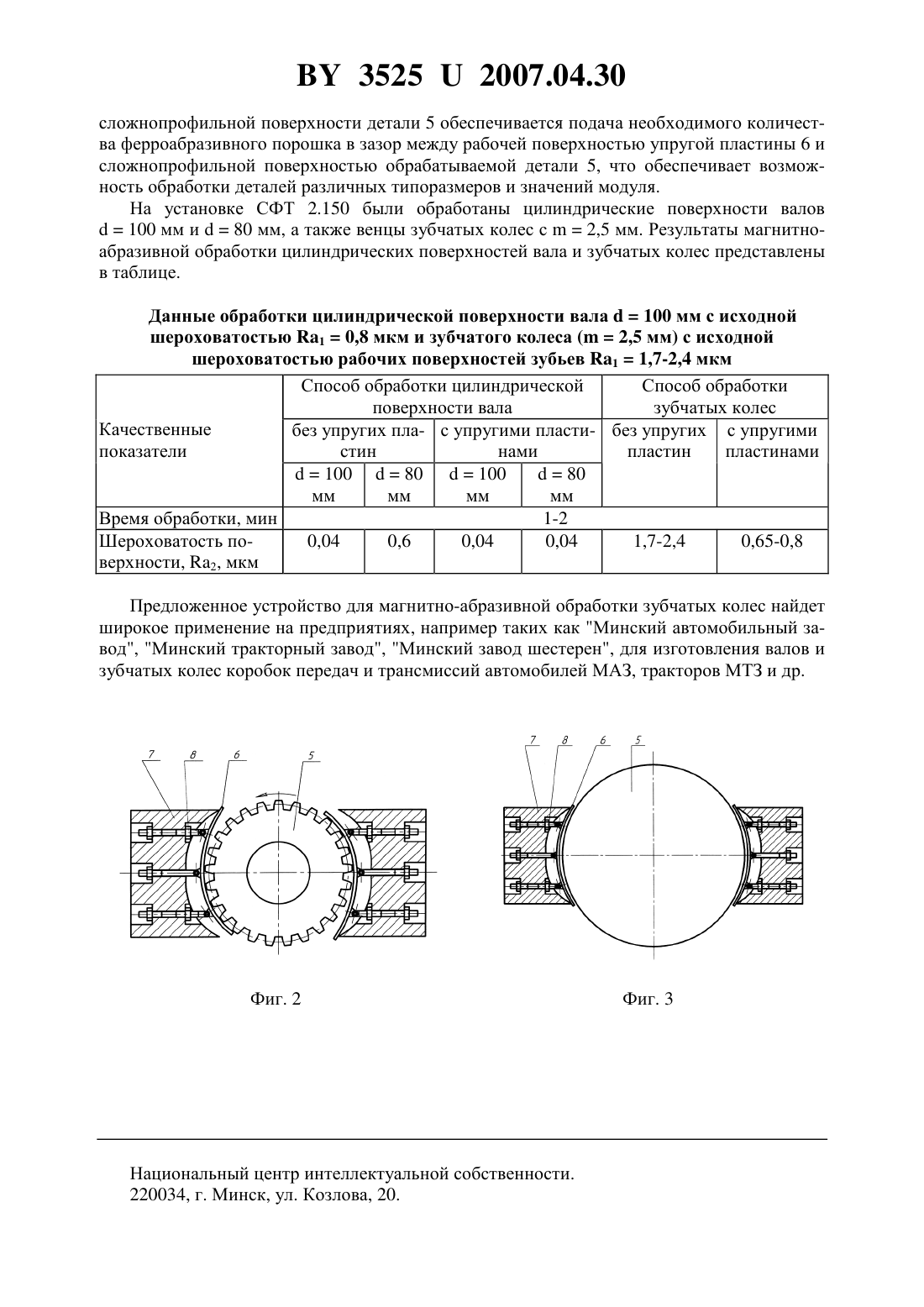
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(54) УСТРОЙСТВО УНИВЕРСАЛЬНОЕ ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ И ДЕТАЛЕЙ СО СЛОЖНОПРОФИЛЬНОЙ ПОВЕРХНОСТЬЮ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Лебедев Владимир Яковлевич Сергеев Леонид Ефимович Миронов Алексей Михайлович(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Устройство для магнитно-абразивной обработки цилиндрических поверхностей деталей и деталей со сложнопрофильной поверхностью, содержащее механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с полюсными наконечниками и механизм создания колебаний электромагнитной системы с приводом, отличающееся тем, что полюсные наконечники снабжены упругими пластинами,установленными подвижно относительно полюсных наконечников посредством фиксирующих шпилек и гаек.(56) 1. А.с. 19414, МПК В 24 В 57/00. Устройство для магнитно-абразивной обработки зубчатых колес / Б.Г. Македонский, А.Д. Кочемицов, И.М. Думанов, П.Н. Глабов (Болгария).22630/08 Заявлено 05.02.73 Опубл. 25.06.75 // Бюл.12. Открытия. Изобретения. 1975. -34. - С. 82. 35252007.04.30 2. А.с. 1774912 А 3, МПК В 24 В 31/112. Устройство для магнитно-абразивной обработки зубчатых колес / Н.С. Хомич (СССР). -4907913/08 Заявлено 06.02.91 Опубл. 07.11.92 // Бюл.41. Открытия. Изобретения. - 1992. -34. - С. 73. 3. Барон Ю.М. Технология абразивной обработки в магнитном поле. - Л. Машиностроение, 1975. - С. 16 (прототип). Предлагаемое техническое решение относится к чистовой обработке изделий ферроабразивным порошком в магнитном поле и может быть использовано в различных отраслях машиностроения при обработке цилиндрических поверхностей деталей типа вал, а также венцов зубчатых колес. Известно устройство для магнитно-абразивной обработки зубчатых колес, содержащее магнитную систему с двумя дисками, установленными на оси из ферромагнитного материала. Для обработки зубчатых колес разных диаметров и с разными модулями предусмотрена возможность перемещения дисков по оси на определенное расстояние друг от друга с последующей их фиксацией. Между дисками расположена электромагнитная катушка. Диски входят в пазы обрабатываемого зубчатого колеса без соприкосновения с зазорами, в которые подается ферроабразивный порошок. При подаче электрического тока на обмотку катушки между дисками, имеющими разную полярность, протекает магнитный поток. При вращении электромагнитной системы относительно зубчатого колеса происходит абразивная обработка 1. В известном устройстве имеет место неравномерность распределения ферроабразивного порошка на периферийной части дисков, что не обеспечивает достаточной производительности и качества обработки. Известно устройство для магнитно-абразивной обработки зубчатых колес, содержащее магнитную систему с обращенными друг к другу чашечными полюсными наконечниками с боковой рабочей поверхностью, закрепленными на связанной с приводом вращения немагнитной оси, и диск из ферромагнитного материала, установленный между полюсными наконечниками и отделенный от них немагнитными вставками, наружный диаметр которых равен наружному диаметру полюсных наконечников, наружный диаметр диска равен наружному диаметру полюсных наконечников, боковая поверхность полюсных наконечников, диска и немагнитных вставок выполнена в виде профилированной винтовой канавки, образующей рабочую поверхность, а толщина диска равна половине шага винтовой канавки 2. В известном устройстве имеет место неравномерность обработки рабочей поверхности зубчатых колес, что не обеспечивает достаточной производительности и качества обработки, а также не обеспечивается возможность обработки деталей различного диаметра. Наиболее близким техническим решением к предложенной полезной модели является устройство для магнитно-абразивной обработки наружных цилиндрических поверхностей деталей. Устройство содержит механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с полюсными наконечниками и механизм создания колебаний электромагнитной системы, имеющий привод 3. Недостатком данного устройства является то, что данное устройство обеспечивает возможность обработки детали только одного диаметра, а обработка венца зубчатых колес невозможна, так как силовые линии поля и, как следствие, ферроабразивный порошок концентрируется только на наружной поверхности и на кромках зубьев и вследствие относительного скольжения происходит микрорезание только наружной поверхности колеса и кромок зубьев. Задачей предлагаемой полезной модели является обеспечение возможности обработки цилиндрических поверхностей деталей типа вал разного диаметра, а также деталей с 2 35252007.04.30 прерывистой поверхностью, а именно венцов зубчатых колес разного модуля на одном устройстве. Поставленная задача решается за счет того, что в устройстве для магнитно-абразивной обработки цилиндрических поверхностей деталей и деталей со сложнопрофильной поверхностью, содержащем механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с полюсными наконечниками и механизм создания колебаний электромагнитной системы с приводом, полюсные наконечники снабжены упругими пластинами, установленными подвижно относительно полюсных наконечников посредством фиксирующих шпилек и гаек. Полезная модель поясняется графическими чертежами, где на фиг. 1 изображен общий вид устройства на фиг. 2 изображены полюсные наконечники и обрабатываемая деталь в разрезе на фиг. 3 изображены полюсные наконечники и обрабатываемая деталь(типа вал) в разрезе. Устройство для магнитно-абразивной обработки цилиндрических поверхностей деталей и деталей со сложнопрофильной поверхностью включает механизм вращения обрабатываемой детали 1, разомкнутую электромагнитную систему 2 с полюсными наконечниками 3 и механизм создания колебаний электромагнитной системы с приводом 4. Между полюсными наконечниками 3 устанавливается обрабатываемая деталь 5. Полюсные наконечники 3 электромагнитной системы 2 снабжены упругими пластинами 6, установленными подвижно относительно полюсных наконечников 3 посредством фиксирующих шпилек 7 и гаек 8. Устройство работает следующим образом. Механизм вращения обрабатываемой детали 1 приводит в движение обрабатываемую деталь (вращение) 5 и при помощи механизма создания колебаний электромагнитной системы 4 наконечники 3 совершают возвратно-поступательное движение вдоль оси вращения детали 5. При помощи фиксирующих шпилек 7 и гаек 8 упругие пластины 6 закрепляются на полюсных наконечниках 3 на необходимом расстоянии от обрабатываемой детали 5, причем радиус кривизны упругой пластины 6 задается теми же фиксирующими шпильками 7 и гайками 8, радиус кривизны пластин зависит от диаметра детали и образует рабочий зазор между упругой пластиной 6 и обрабатываемой деталью 5. В случае обработки гладкой цилиндрической детали радиус кривизны упругой пластины 6 постоянен (фиг. 3). За счет изменения радиуса кривизны упругой пластины 6 обеспечивается возможность обработки цилиндрических деталей различного диаметра. При обработке венца зубчатого колеса радиус кривизны поверхности упругой пластины 6 изменяется, образуя одной частью упругой пластины 6 клин между обрабатываемой деталью 5 (клинообразующая часть пластины), другая часть упругой пластины 6 образует постоянный радиус кривизны (рабочая часть пластины). В процессе прохождения магнитного потока через деталь 5 по средствам разомкнутой электромагнитной системы 2 через наконечники 3, обрабатываемая деталь (шестерня) 5 намагничивается и при подаче на венец зубчатого колеса порошка на нем образуется ферроабразивная щетка, которая при помощи клинообразующей части упругой пластины 6 и относительного вращения детали 5 концентрируется в зазоре между рабочей поверхностью упругой пластины 6 и сложнопрофильной поверхностью обрабатываемой детали 5 с уплотнением. За счет того, что магнитное поле удерживает уплотненный ферроабразивный порошок в зазоре между рабочей поверхностью упругой пластины 6 и сложнопрофильной поверхностью обрабатываемой детали 5 и возвратно-поступательного движения полюсных наконечников 3 при помощи механизма создания колебаний разомкнутой электромагнитной системы 4 вдоль оси вращения обрабатываемой детали 5 происходит процесс микрорезания сложнопрофильной поверхности детали 5. За счет изменения угла наклона клинообразующей части упругой пластины 6, а также за счет изменения радиуса кривизны рабочей части упругой пластины 6 относительно 3 35252007.04.30 сложнопрофильной поверхности детали 5 обеспечивается подача необходимого количества ферроабразивного порошка в зазор между рабочей поверхностью упругой пластины 6 и сложнопрофильной поверхностью обрабатываемой детали 5, что обеспечивает возможность обработки деталей различных типоразмеров и значений модуля. На установке СФТ 2.150 были обработаны цилиндрические поверхности валов 100 мм и 80 мм, а также венцы зубчатых колес с 2,5 мм. Результаты магнитноабразивной обработки цилиндрических поверхностей вала и зубчатых колес представлены в таблице. Данные обработки цилиндрической поверхности вала 100 мм с исходной шероховатостью 10,8 мкм и зубчатого колеса (2,5 мм) с исходной шероховатостью рабочих поверхностей зубьев 11,7-2,4 мкм Способ обработки цилиндрической Способ обработки поверхности вала зубчатых колес Качественные без упругих пла- с упругими пласти- без упругих с упругими показатели стин нами пластин пластинами 1008010080 мм мм мм мм Время обработки, мин 1-2 Шероховатость по 0,04 0,6 0,04 0,04 1,7-2,4 0,65-0,8 верхности, 2, мкм Предложенное устройство для магнитно-абразивной обработки зубчатых колес найдет широкое применение на предприятиях, например таких как Минский автомобильный завод, Минский тракторный завод, Минский завод шестерен, для изготовления валов и зубчатых колес коробок передач и трансмиссий автомобилей МАЗ, тракторов МТЗ и др. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B24B 31/00
Метки: поверхностей, устройство, сложнопрофильной, универсальное, деталей, магнитно-абразивной, поверхностью, цилиндрических, обработки
Код ссылки
<a href="https://by.patents.su/4-u3525-ustrojjstvo-universalnoe-dlya-magnitno-abrazivnojj-obrabotki-cilindricheskih-poverhnostejj-detalejj-i-detalejj-so-slozhnoprofilnojj-poverhnostyu.html" rel="bookmark" title="База патентов Беларуси">Устройство универсальное для магнитно-абразивной обработки цилиндрических поверхностей деталей и деталей со сложнопрофильной поверхностью</a>
Устройство для магнитно-абразивной обработки зубчатых колес
Номер патента: U 2707
Опубликовано: 30.04.2006
Авторы: Сергеев Леонид Ефимович, Лебедев Владимир Яковлевич, Миронов Алексей Михайлович
МПК: B24B 31/00
Метки: устройство, обработки, колес, зубчатых, магнитно-абразивной
Текст:
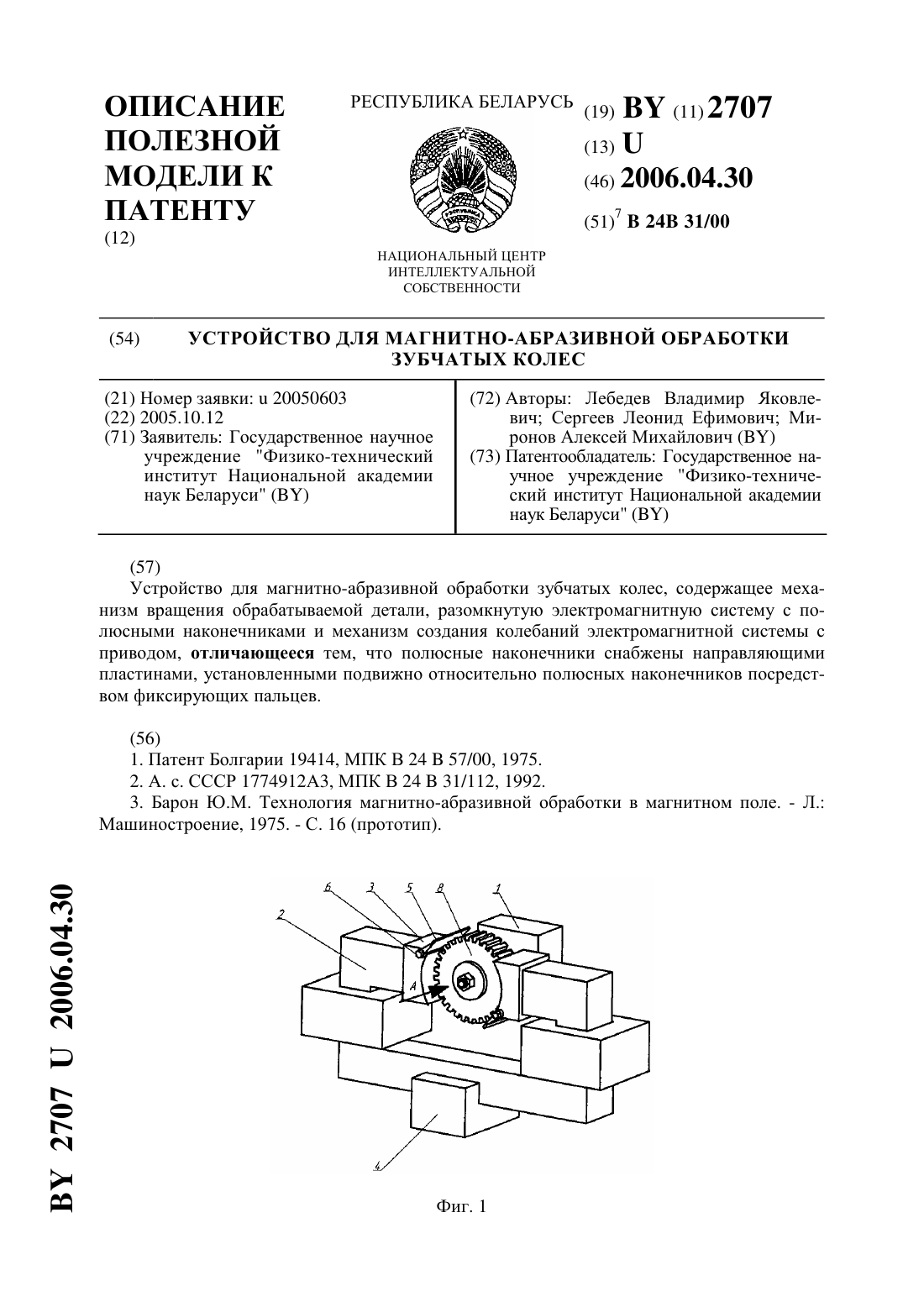
...деталей с прерывистой поверхностью, а именно рабочих поверхностей зубчатых колес. Поставленная задача решается за счет того, что в устройстве для магнитно-абразивной обработки зубчатых колес, содержащем механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с полюсными наконечниками и механизм создания колебаний электромагнитной системы с приводом, полюсные наконечники снабжены направляющими пластинами,...
Устройство для магнитно-абразивной обработки деталей
Номер патента: 5246
Опубликовано: 30.06.2003
Авторы: Сидоренко Михаил Иванович, Сергеев Леонид Ефимович, Гулецкий Владимир Алексеевич, Ящерицын Петр Иванович, Ракомсин Александр Петрович
МПК: B24B 31/10
Метки: деталей, устройство, обработки, магнитно-абразивной
Текст:
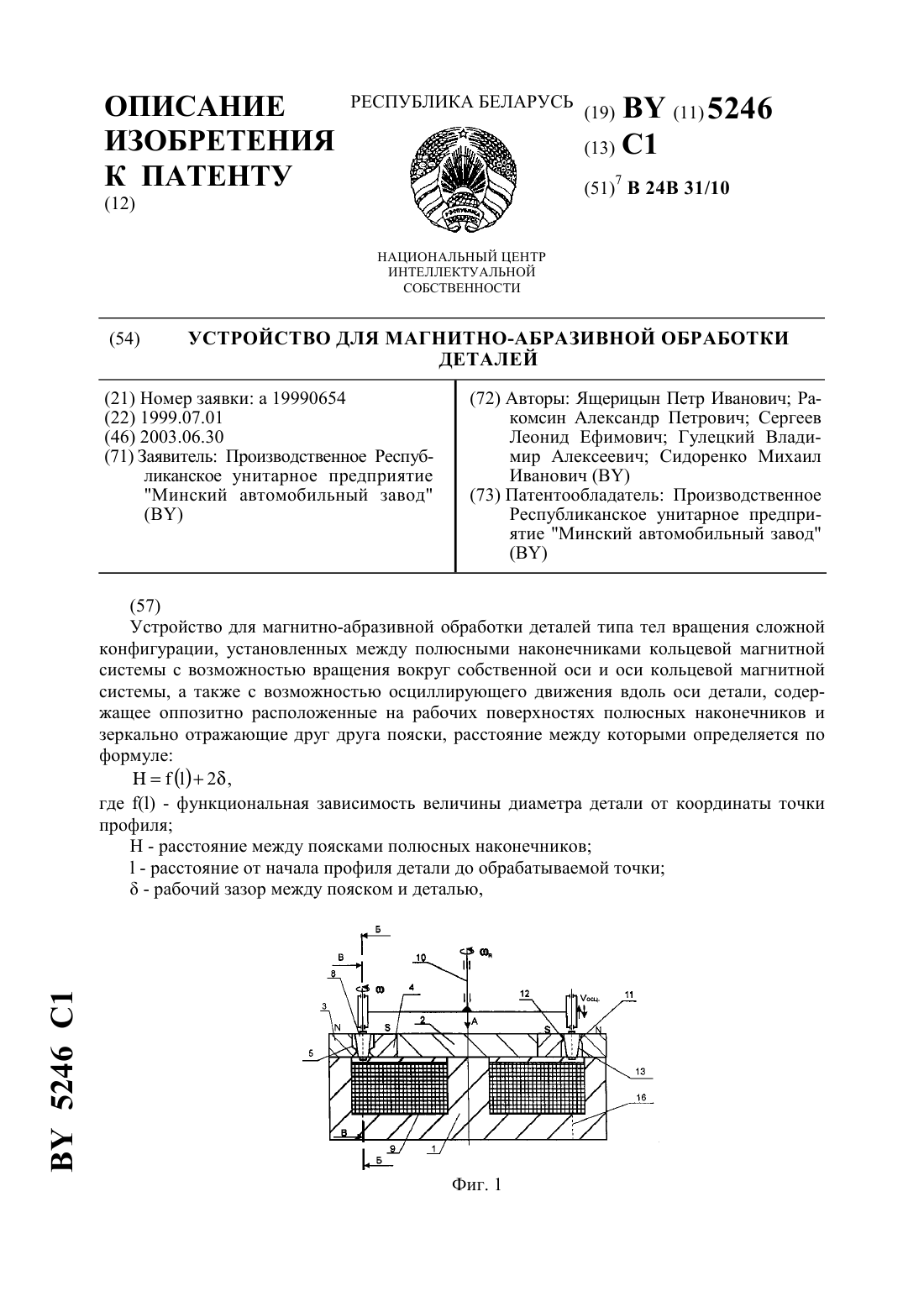
...с линейной скоростью каждая точка сложнопрофильной поверхности по всей высоте обрабатывается за одно и то же время, что позволяет осуществить равномерность съема материала для любой точки с постоянной скоростью резания без изменения скорости их вращения, а значит, без применения дополнительных дорогостоящих устройств регулирования скорости, поскольку каждая точка обрабатываемой поверхности будет находиться в контакте с ферроабразивным порошком...
Устройство для магнитно-абразивной обработки зубчатых колес
Номер патента: U 2135
Опубликовано: 30.09.2005
Авторы: Миронов Алексей Михайлович, Сидоренко Михаил Иванович, Сергеев Леонид Ефимович, Акулович Леонид Михайлович, Ракомсин Александр Петрович, Ящерицын Петр Иванович
МПК: B24B 31/112, B24B 57/00
Метки: зубчатых, устройство, колес, обработки, магнитно-абразивной
Текст:
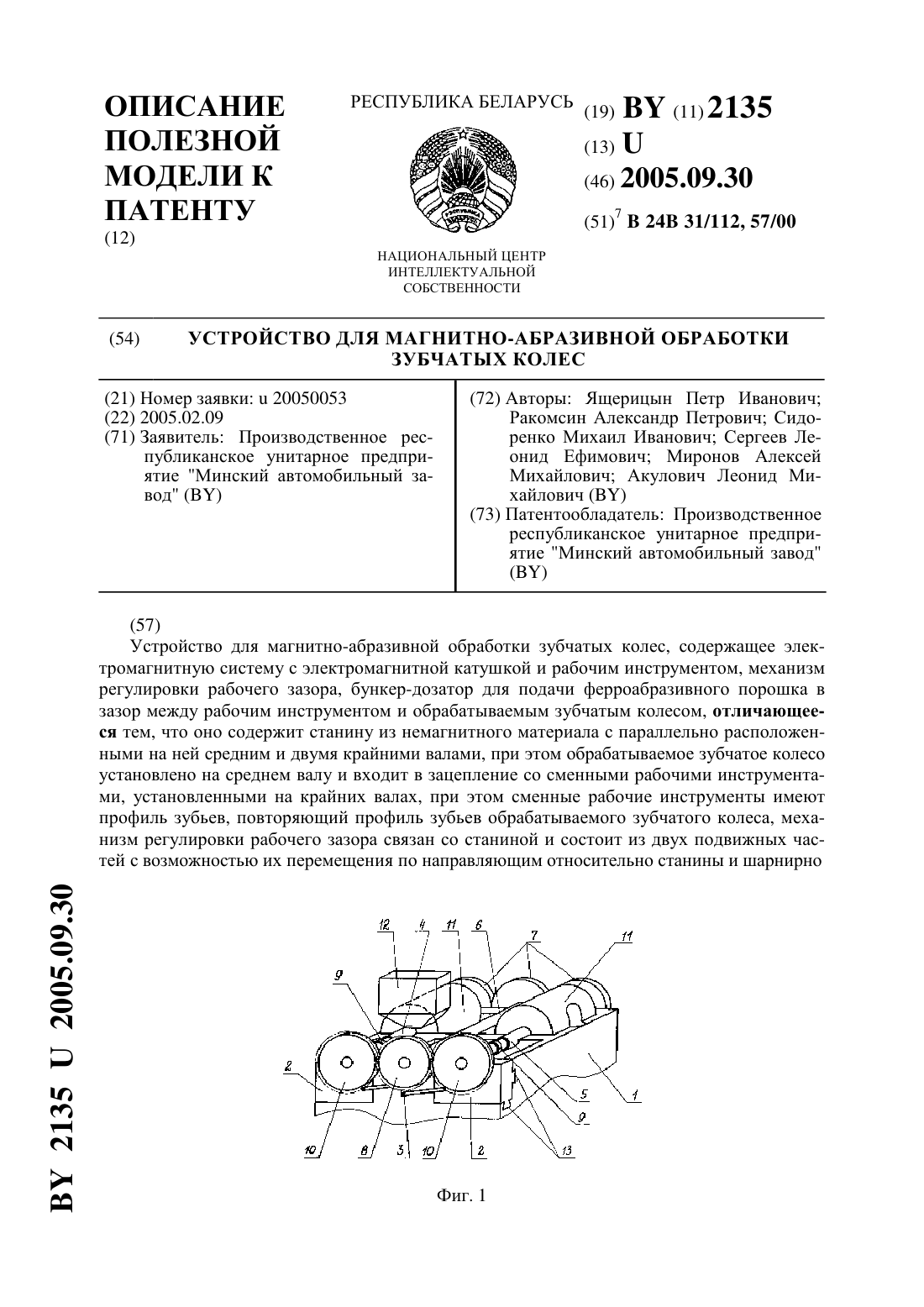
...Задачей предлагаемой полезной модели является повышение производительности и качества обработки. Поставленная задача решается тем, что в устройство для магнитно-абразивной обработки зубчатых колес, содержащем электромагнитную систему с электромагнитной катушкой и рабочим инструментом, механизм регулировки рабочего зазора, бункер-дозатор для подачи ферроабразивного порошка в зазор между рабочим инструментом и обрабатываемым зубчатым колесом,...
Устройство для чистовой обработки наружных поверхностей профильных деталей
Номер патента: U 3124
Опубликовано: 30.10.2006
Авторы: Масальский Юрий Юльянович, Данилов Виктор Алексеевич
МПК: B24B 1/00
Метки: профильных, устройство, поверхностей, наружных, деталей, чистовой, обработки
Текст:
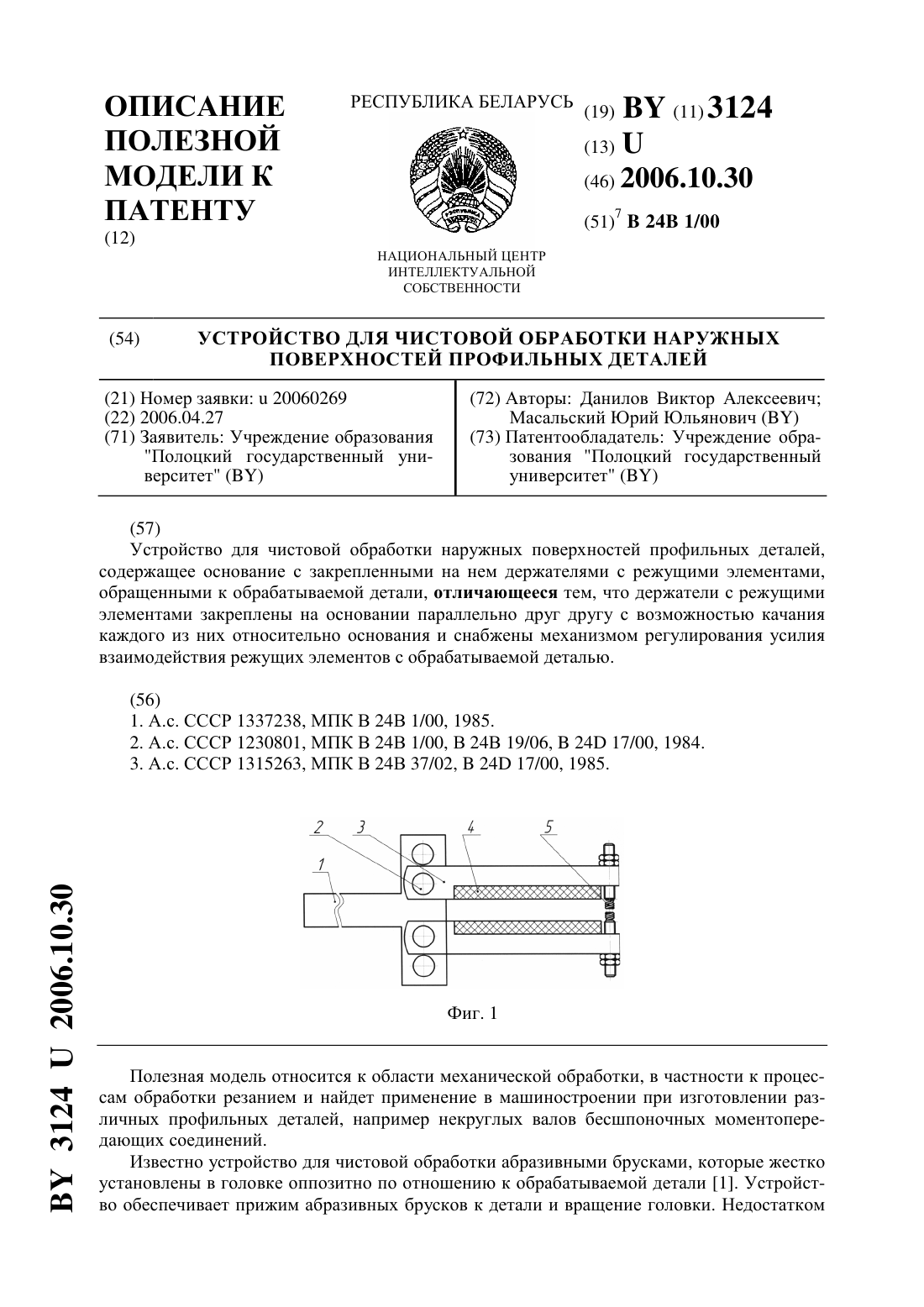
...настоящего предложения является повышение его надежности и универсальности, а также расширение его технологических возможностей и области применения. Указанная задача решается за счет того, что устройство для чистовой обработки наружных поверхностей профильных деталей содержит основание с закрепленными на нем держателями с режущими элементами, обращенными к обрабатываемой детали, при этом держатели с режущими элементами закреплены на...
Устройство для чистовой обработки внутренних поверхностей профильных деталей

Номер патента: U 3209
Опубликовано: 30.12.2006
Авторы: Масальский Юрий Юльянович, Данилов Виктор Алексеевич
МПК: B24B 1/00
Метки: поверхностей, внутренних, чистовой, деталей, устройство, профильных, обработки
Текст:
...несущими режущие элементы. При этом держатели выполнены в виде двуплечих рычагов, закрепленных на основании с возможностью качания каждого из них. На одних концах плеч держателей установлен механизм регулирования усилия взаимодействия режущих элементов с обрабатываемой деталью, а на других концах плеч держателей закреплены режущие элементы с возможностью качания относительно держателей.Заявляемая полезная модель отличаетсяналичием механизма...
Предыдущий патент: Мельница
Следующий патент: Воздушный каскадно-гравитационный трёхпродуктовый классификатор
Случайный патент: Устройство для изготовления периодических структур