Нож дереворежущий
Номер патента: 9574
Опубликовано: 30.08.2007
Авторы: Гришкевич Александр Александрович, Клубков Анатолий Петрович, Аникеенко Андрей Федорович
Текст
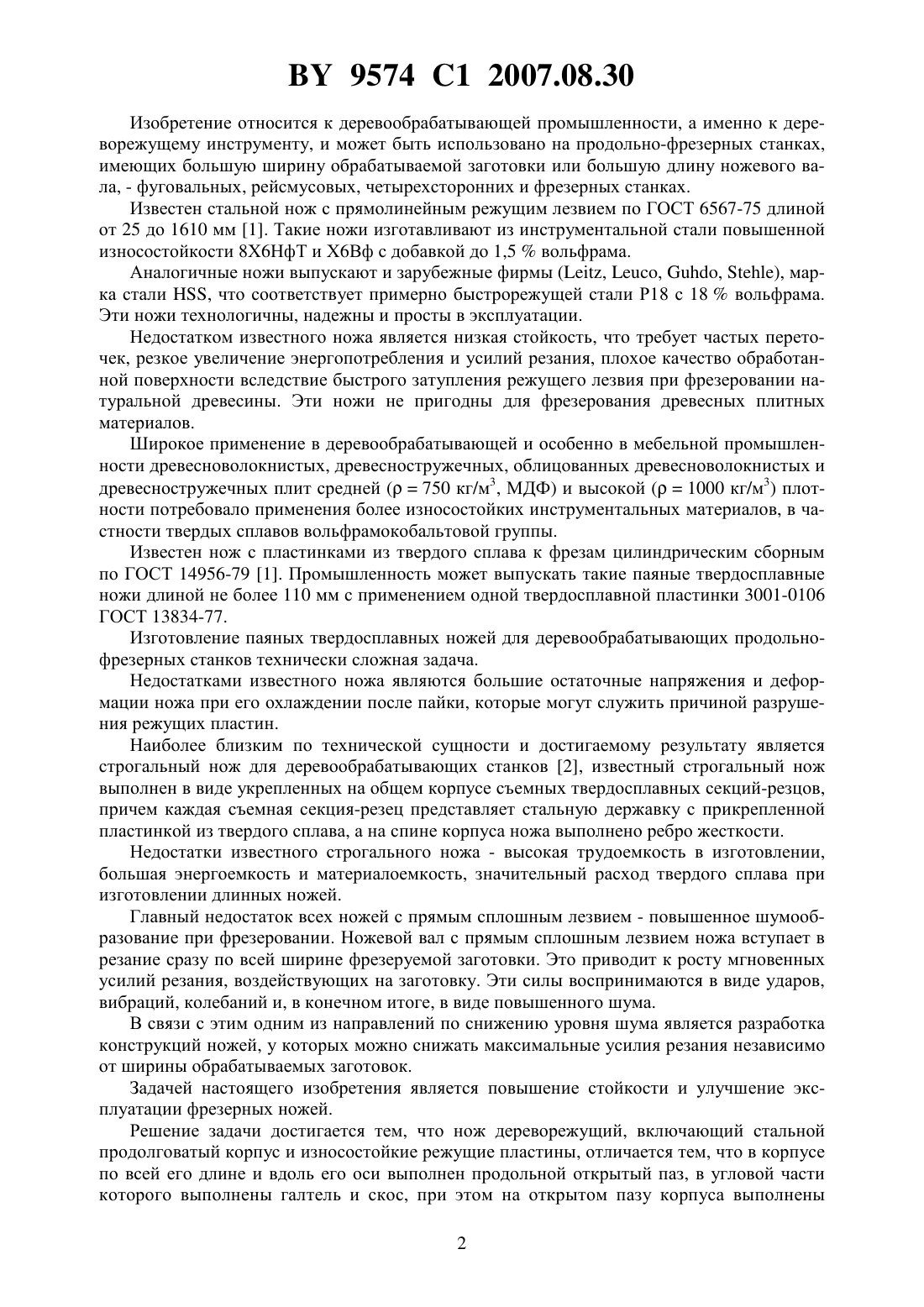
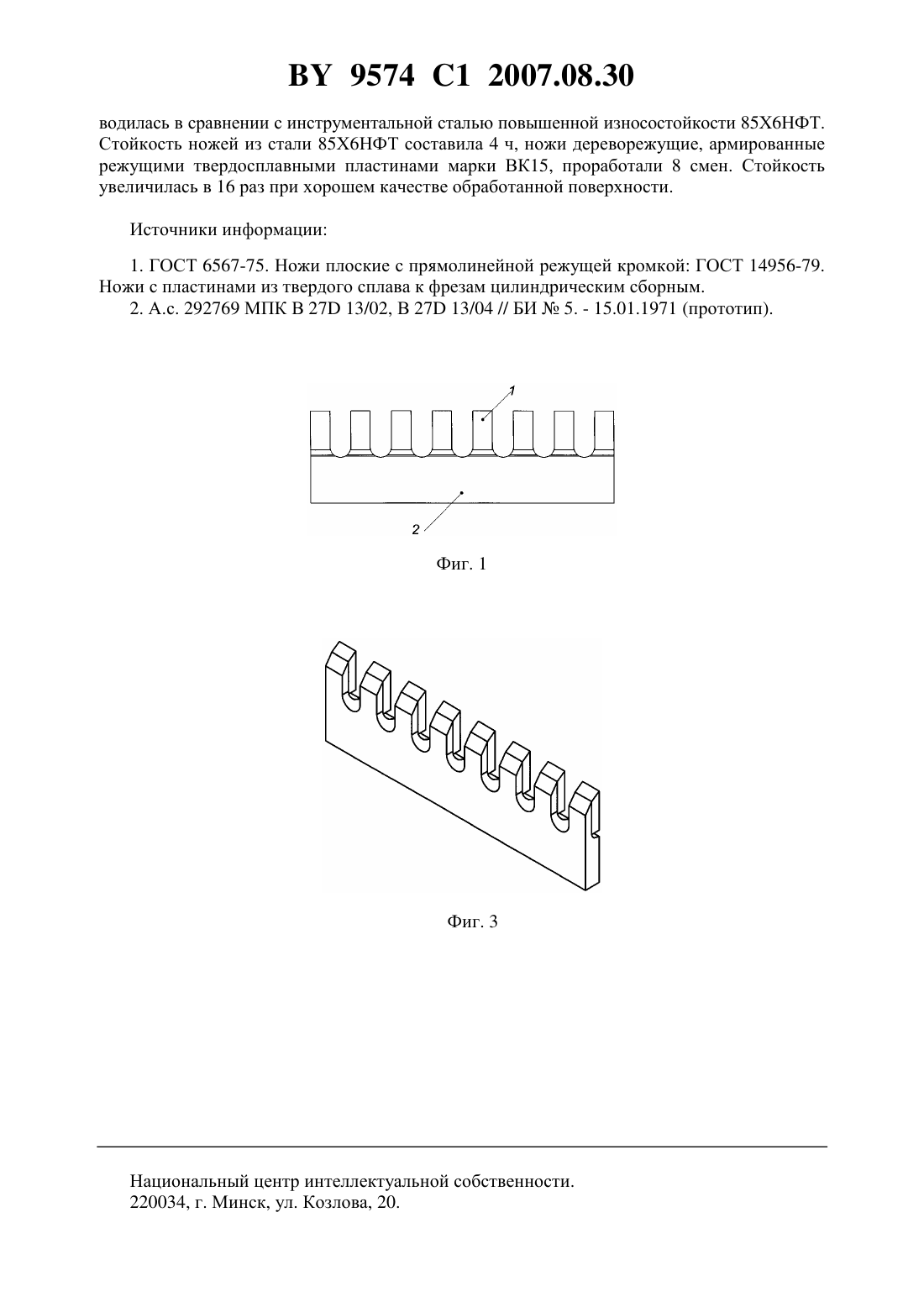
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Учреждение образования Белорусский государственный технологический университет(72) Авторы Клубков Анатолий Петрович Гришкевич Александр Александрович Аникеенко Андрей Федорович(73) Патентообладатель Учреждение образования Белорусский государственный технологический университет(57) Нож дереворежущий, включающий стальной продолговатый корпус и износостойкие режущие пластины, отличающийся тем, что в корпусе по всей его длине и вдоль его оси выполнен продольный открытый паз, в угловой части которого выполнены галтель и скос,при этом на открытом пазу корпуса выполнены сквозные -образные прорези с одинаковым шагом, образуя ряд зубьев ножа, причем ширина каждого зуба ножа на 3-4 мм больше ширины прорези, и к каждому зубу прикреплена износостойкая режущая пластина,ширина и толщина которой равна ширине и глубине продольного открытого паза, а на задней поверхности стального корпуса выполнен дополнительный скос, угол которого связан с углом заточки износостойкой режущей пластины следующим соотношением 21(510),где 1 - угол заточки режущей пластины 2 - угол дополнительного скоса на задней поверхности стального корпуса. 9574 1 2007.08.30 Изобретение относится к деревообрабатывающей промышленности, а именно к дереворежущему инструменту, и может быть использовано на продольно-фрезерных станках,имеющих большую ширину обрабатываемой заготовки или большую длину ножевого вала, - фуговальных, рейсмусовых, четырехсторонних и фрезерных станках. Известен стальной нож с прямолинейным режущим лезвием по ГОСТ 6567-75 длиной от 25 до 1610 мм 1. Такие ножи изготавливают из инструментальной стали повышенной износостойкости 8 Х 6 НфТ и Х 6 Вф с добавкой до 1,5 вольфрама. Аналогичные ножи выпускают и зарубежные фирмы (, , , ), марка стали , что соответствует примерно быстрорежущей стали Р 18 с 18 вольфрама. Эти ножи технологичны, надежны и просты в эксплуатации. Недостатком известного ножа является низкая стойкость, что требует частых переточек, резкое увеличение энергопотребления и усилий резания, плохое качество обработанной поверхности вследствие быстрого затупления режущего лезвия при фрезеровании натуральной древесины. Эти ножи не пригодны для фрезерования древесных плитных материалов. Широкое применение в деревообрабатывающей и особенно в мебельной промышленности древесноволокнистых, древесностружечных, облицованных древесноволокнистых и древесностружечных плит средней (750 кг/м 3, МДФ) и высокой (1000 кг/м 3) плотности потребовало применения более износостойких инструментальных материалов, в частности твердых сплавов вольфрамокобальтовой группы. Известен нож с пластинками из твердого сплава к фрезам цилиндрическим сборным по ГОСТ 14956-79 1. Промышленность может выпускать такие паяные твердосплавные ножи длиной не более 110 мм с применением одной твердосплавной пластинки 3001-0106 ГОСТ 13834-77. Изготовление паяных твердосплавных ножей для деревообрабатывающих продольнофрезерных станков технически сложная задача. Недостатками известного ножа являются большие остаточные напряжения и деформации ножа при его охлаждении после пайки, которые могут служить причиной разрушения режущих пластин. Наиболее близким по технической сущности и достигаемому результату является строгальный нож для деревообрабатывающих станков 2, известный строгальный нож выполнен в виде укрепленных на общем корпусе съемных твердосплавных секций-резцов,причем каждая съемная секция-резец представляет стальную державку с прикрепленной пластинкой из твердого сплава, а на спине корпуса ножа выполнено ребро жесткости. Недостатки известного строгального ножа - высокая трудоемкость в изготовлении,большая энергоемкость и материалоемкость, значительный расход твердого сплава при изготовлении длинных ножей. Главный недостаток всех ножей с прямым сплошным лезвием - повышенное шумообразование при фрезеровании. Ножевой вал с прямым сплошным лезвием ножа вступает в резание сразу по всей ширине фрезеруемой заготовки. Это приводит к росту мгновенных усилий резания, воздействующих на заготовку. Эти силы воспринимаются в виде ударов,вибраций, колебаний и, в конечном итоге, в виде повышенного шума. В связи с этим одним из направлений по снижению уровня шума является разработка конструкций ножей, у которых можно снижать максимальные усилия резания независимо от ширины обрабатываемых заготовок. Задачей настоящего изобретения является повышение стойкости и улучшение эксплуатации фрезерных ножей. Решение задачи достигается тем, что нож дереворежущий, включающий стальной продолговатый корпус и износостойкие режущие пластины, отличается тем, что в корпусе по всей его длине и вдоль его оси выполнен продольной открытый паз, в угловой части которого выполнены галтель и скос, при этом на открытом пазу корпуса выполнены 2 9574 1 2007.08.30 сквозные -образные прорези с одинаковым шагом, образуя ряд зубьев ножа, причем ширина каждого зуба ножа на 3-4 мм больше ширины прорези, и к каждому зубу прикреплена износостойкая режущая пластина, ширина и толщина которой равна ширине и глубине продольного открытого паза, а на задней поверхности стального корпуса выполнен дополнительный скос, угол которого связан с углом заточки износостойкой режущей пластины следующим соотношением 21(5-10) ,где 1 - угол заточки режущей пластины 2 - угол дополнительного скоса на задней поверхности стального корпуса. Нож дереворежущий и принцип его устройства иллюстрируются чертежами фиг. 1 - фронтальная проекция ножа фиг. 2 - вид сбоку фиг. 1 фиг. 3 - нож в сборе. Нож дереворежущий включает стальной корпус 1, режущие зубья 2, износостойкие режущие пластины 3. Ширина зуба ножа на 3-4 мм больше ширины прорези. Это дает возможность устанавливать ножи в ножевом валу без смещения вдоль оси вала, так как последующий нож перекрывает прорези предыдущего. Чтобы все режущие лезвия пластин находились на одной линии, создавая при этом постоянный радиус окружности резания, они должны быть заточены алмазным кругом под углом 1. Для исключения касания алмазного круга стального корпуса выполнен дополнительный угол 2 на задней поверхности стального корпуса 21(510) . В технологии абразивно-алмазной обработки твердосплавных фрезерных ножей, при их изготовлении и эксплуатации чаще всего встречается алмазная доводка по фаске на передней поверхности и заточка по двум углам 1 и 2 на задней поверхности. Рациональной также является конструкция ножа со свободным пространством между пластиной твердого сплава и стальным корпусом передней поверхности ножа. Свободное пространство дает возможность раздельно шлифовать переднюю поверхность стальной части корпуса ножа абразивными кругами из электрокорунда, а твердосплавную пластину - алмазными. Алмазная обработка только твердосплавной пластинки позволяет сразу получать точность и качество поверхности с заданными техническими условиями. В результате этого отпадает надобность введения фаски на режущем лезвии, необходимой в конструкциях ножей с припаянными пластинками. По сравнению с прототипом и с учетом того, что характеристики износостойкости твердого сплава группы ВК близки, эффективность замены пайки секций-резцов на пайку твердого сплава на зуб ножа повышает стойкость последнего на 40-50 , вследствие существенного снижения остаточных деформаций и напряжений в паяном соединении. Имеется существенное различие в трудоемкости изготовления одной секции-резца и режущей пластины зуба ножа. По данным инструментального отдела ОАО Минскпроектмебель трудоемкость изготовления одной секции-резца длиной 60 мм прототипа составляет 2,8 ч/часа, а на подготовку режущего зуба ножа - 0,4 ч/часа, т.е. трудоемкость подготовки режущего зуба ножа в 7 раз меньше, чем изготовление секции-резца прототипа. Масса ножа-прототипа в 2,1-2,5 раза выше массы ножа дереворежущего, так как толщина ножа-прототипа составляет 9-10 мм, а ножа дереворежущего - 4 мм. Существенно сокращается расход твердого сплава на один нож дереворежущий. Если взять нож длиной 600 мм, то на нож строгальный потребуется 600 мм длины твердосплавных пластин, а на нож дереворежущий - в 2 раза меньше. 3 9574 1 2007.08.30 Теоретический анализ формулы мощности Р и силы резанияна дуге контакта(Бершадский А.Л. Расчет режимов резания древесины, справочник, 1967 г, стр. 136,ф. 268, 269) где К - среднее условное напряжение резания, Н/мм 2- ширина фрезерования, мм- толщина срезаемого слоя, мм- скорость подачи, м/мин- скорость резания, м/с,показывает, что мощность и сила резания ножа строгального (прототипа) и ножа дереворежущего изменяется в отношении 600 2 раза .З 300 Для слесаря-инструментальщика часовая тарифная ставка шестого разряда (на 01.04.05 г.) составляет 787,0 руб. Тогда эффект от изготовления ножа дереворежущего длиной 600 мм составит 18 880,0 руб. На один рейсмусовый станок модели СР 6-10 необходимо 4 ножа, следовательно, эффект на один станок от снижения трудозатрат составит 75 552 руб. Значительная экономия будет от сокращения расхода твердого сплава. Одна пластина твердого сплава ВК 15 длиной 60 мм стоит 4 600 руб. На один нож длиной 600 мм (прототип) потребуется 46 000 руб. На нож дереворежущий - в 2 раза меньше, т.е. 23 000 руб. Технические характеристики ножа дереворежущего. Материал режущей пластины - твердый сплав ВК 6, ВК 8, ВК 10, ВК 25. Материал корпуса ножа - легированная конструкционная сталь марки 40 Х или 35 ХГСА по ГОСТ 4543-71 или углеродистая конструкционная сталь марки 45 по ГОСТ 1050-74. Длина ножа дереворежущего, мм Ширина, мм Толщина, мм Размер зуба, мм Размер твердосплавных пластин, мм Изобретение может быть использовано на деревообрабатывающих, мебельных, столярно-строительных предприятиях, а также в производствах музыкальных инструментов,авиа- и вагоностроении, сельхозмашиностроении, автостроении. На продольно-фрезерных станках моделей фуговальные станки модели СФ 3-3(300), СФ 4-1(400), СФ 6-1(600), СФА 3(300),СФА 4-1(400), С 2 Ф 3(300), С 2 Ф 4(400), СФК 6-1(600) рейсмусовые станки моделей СР 3-7(300), СР 3-8(300), СР 4-1(400), СР 6-10(600), СР 82(800), СР 12-3(1200), С 2 Р 8-3(800), С 2 Р 12-3(1200) четырехсторонние продольно-фрезерные станки моделей С 10-3(200), С 16-4 А(160),С 16-2 А(160), С 16 Ф-1 А(160), С 25-2 А(250), С 26-2(260), С 26-2 М(260). В скобках указана ширина фрезерования в мм. Изготовлены опытные образцы ножа дереворежущего. Параметры ножа - длина 250 мм,толщина 4 мм, длина режущего зуба 10 мм. Нож дереворежущий испытан в производственных условиях на ОАО Минскдрев на четырехстороннем продольно-фрезерном станке С 25-2 А при фрезеровании сосновых погонажных строительных изделий влажностью 12-15 . Опытная проверка на стойкость про 4 9574 1 2007.08.30 водилась в сравнении с инструментальной сталью повышенной износостойкости 85 Х 6 НФТ. Стойкость ножей из стали 85 Х 6 НФТ составила 4 ч, ножи дереворежущие, армированные режущими твердосплавными пластинами марки ВК 15, проработали 8 смен. Стойкость увеличилась в 16 раз при хорошем качестве обработанной поверхности. Источники информации 1. ГОСТ 6567-75. Ножи плоские с прямолинейной режущей кромкой ГОСТ 14956-79. Ножи с пластинами из твердого сплава к фрезам цилиндрическим сборным. 2. А.с. 292769 МПК В 27 13/02, В 27 13/04 // БИ 5. - 15.01.1971 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B27B 33/02
Метки: нож, дереворежущий
Код ссылки
<a href="https://by.patents.su/5-9574-nozh-derevorezhushhijj.html" rel="bookmark" title="База патентов Беларуси">Нож дереворежущий</a>
Режущий механизм волчка
Номер патента: 4033
Опубликовано: 30.09.2001
Авторы: Басенок Геннадий Сергеевич, Ковалев Владимир Яковлевич, Дмитриев Анатолий Максимович
МПК: B02C 18/30, B02C 18/36, A22C 17/00...
Метки: механизм, волчка, режущий
Текст:
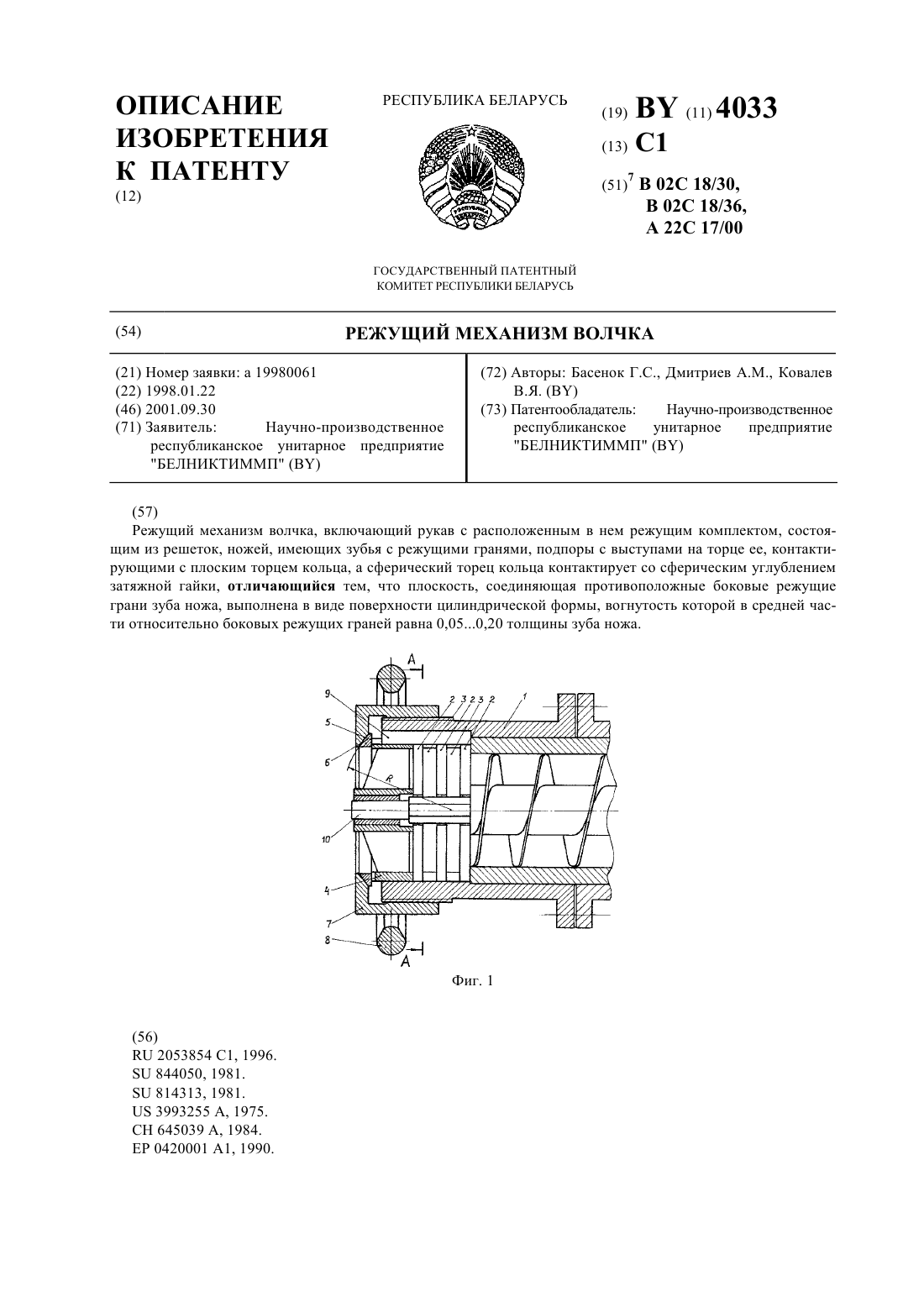
...ножа, выполнена в виде поверхности цилиндрической формы, вогнутость которой в средней части относительно боковых режущих граней равна 0,050,20 толщины зуба ножа. Выполнение поверхности, соединяющей противоположные боковые режущие грани ножа, вогнутой цилиндрической формы радиусом 1, рассчитывается по формуле где- толщина зуба ножа,- вогнутость цилиндрической поверхности и составляет 0,050,20 , что обеспечивает угол заострения ножа меньше...
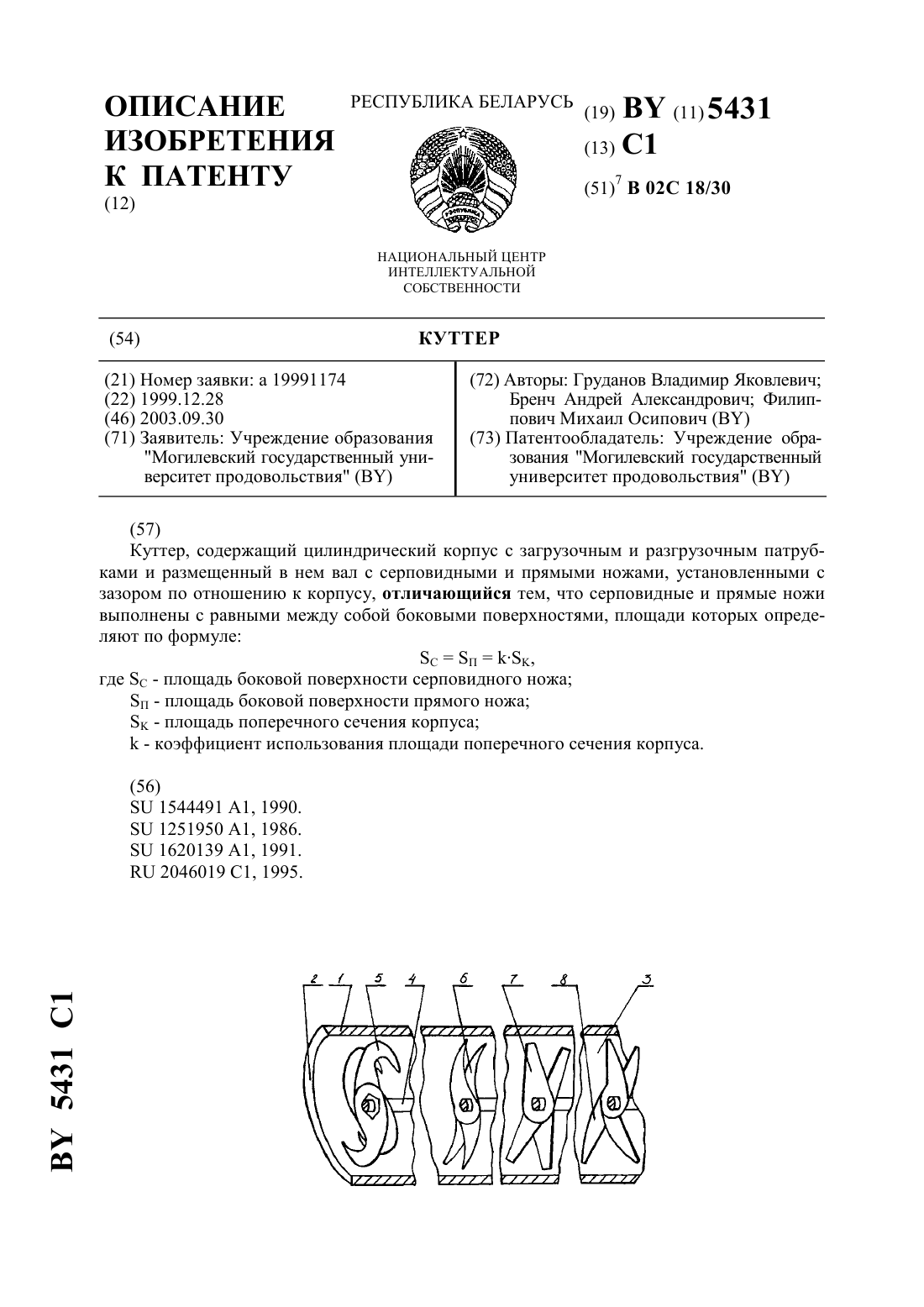
Куттер
Номер патента: 5244
Опубликовано: 30.06.2003
Авторы: Филиппович Михаил Осипович, Бренч Андрей Александрович, Груданов Владимир Яковлевич
МПК: B02C 18/06
Метки: куттер
Текст:
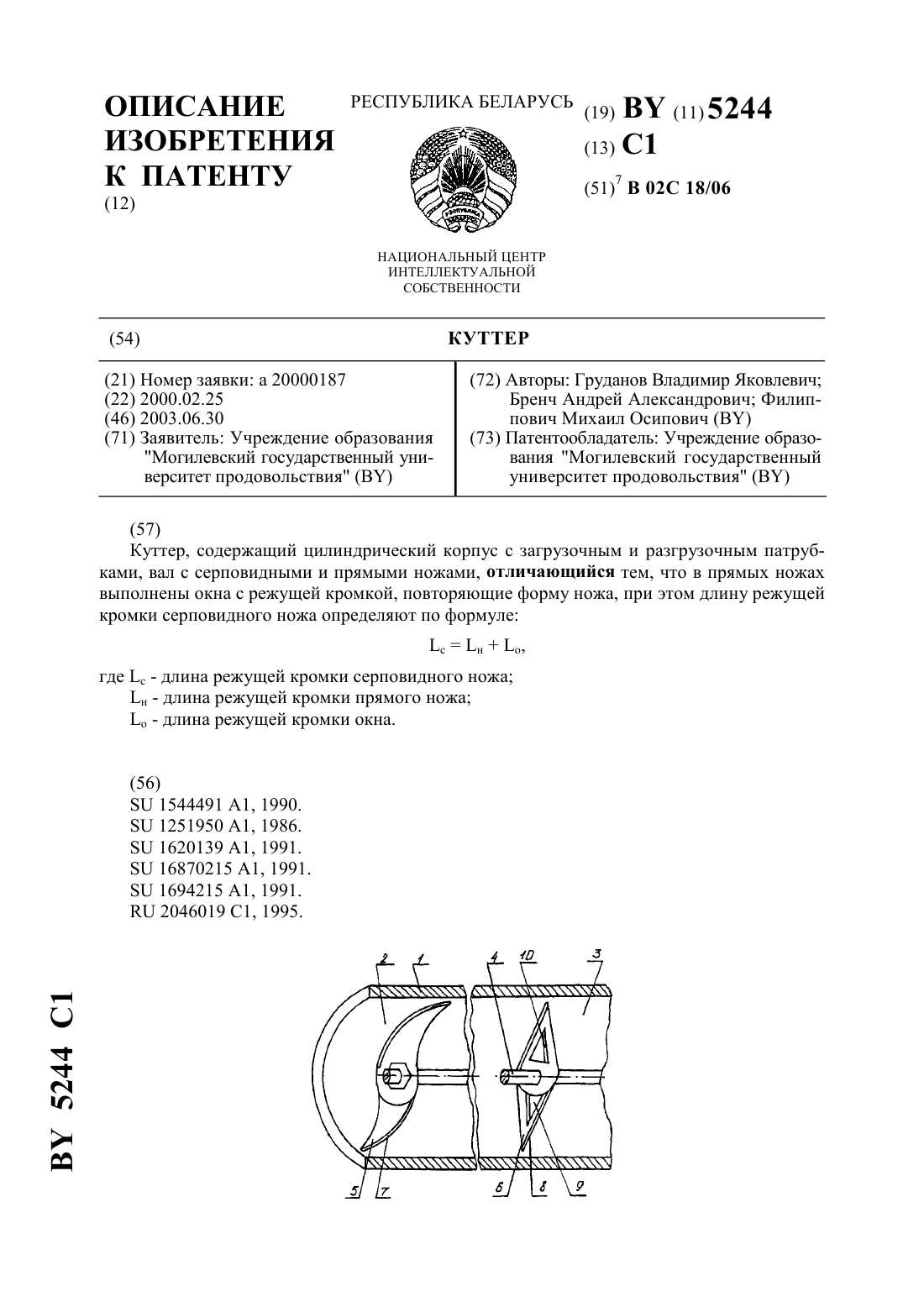
...с режущей кромкой, повторяющих форму ножа и определение длины режущей кромки серповидного ножа по формулен,где- длина режущей кромки серповидного ножа н - длина режущей кромки прямого ножа о - длина режущей кромки окна,позволяет обеспечить постоянную длину режущих кромок серповидного и прямого ножей на всех участках корпуса куттера. Это приводит к достижению технического результата - стабилизированного движения продукта, уменьшенного...
Нож к механизму для измельчения мясопродуктов
Номер патента: 6960
Опубликовано: 30.03.2005
Автор: Басенок Геннадий Сергеевич
МПК: B02C 18/36, A22C 17/00
Метки: измельчения, механизму, мясопродуктов, нож
Текст:
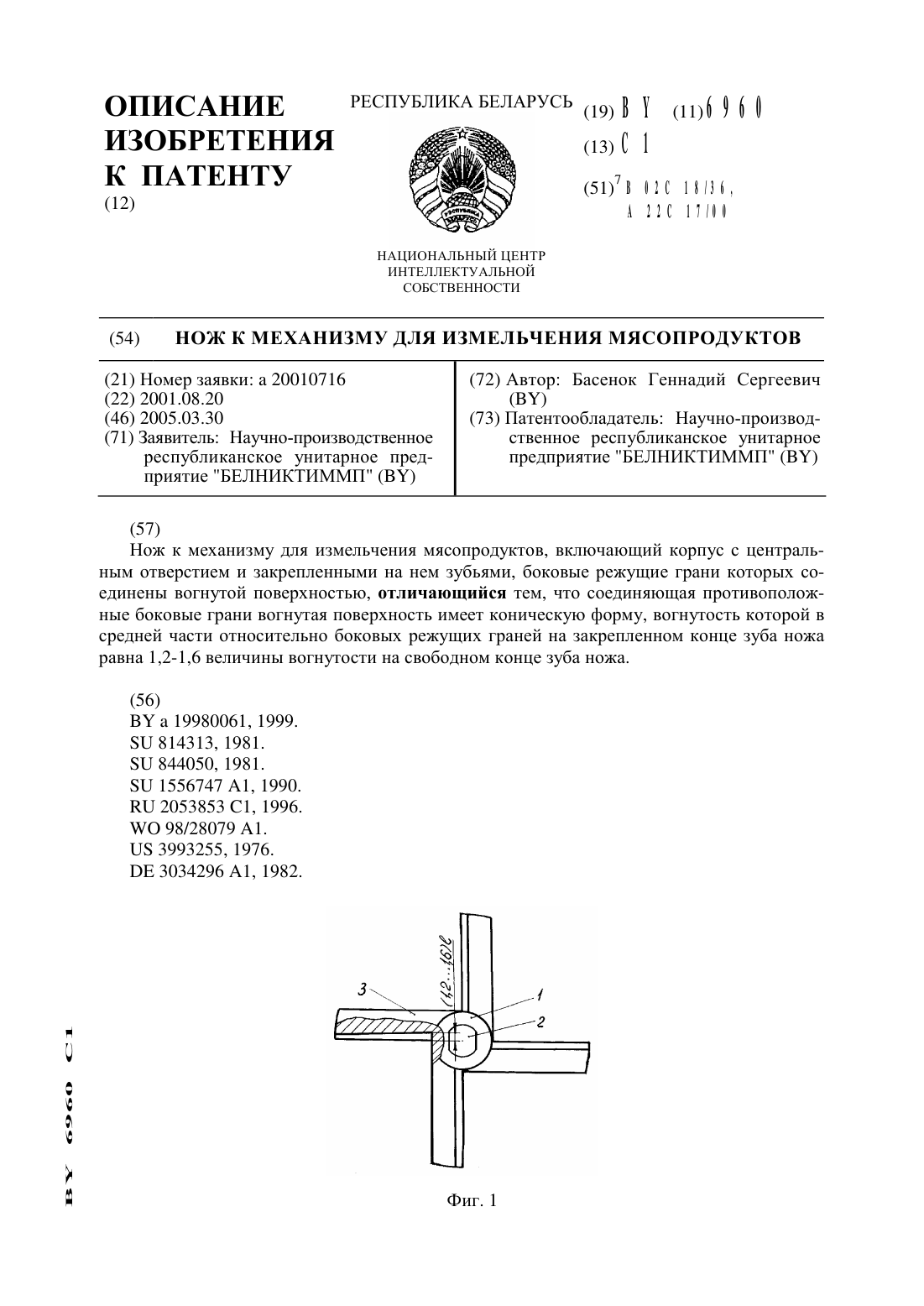
...включающий корпус с Центральным отверстием и закрепленными на нем зубьями,боковые режущие грани которых соединены вогнутой поверхностью конической формой,вогнутость которой в средней части относительно боковых режущих граней на закрепленном конце зуба ножа равна 1,21,6 величины вогнутости на свободном конце зуба ножа.Вогнутая поверхность конической формы обеспечивает уменьшение угла заострения боковой режущей грани от свободного к...
Куттер
Номер патента: 5431
Опубликовано: 30.09.2003
Авторы: Груданов Владимир Яковлевич, Бренч Андрей Александрович, Филиппович Михаил Осипович
МПК: B02C 18/30
Метки: куттер
Текст:
...и прямые ножи выполнены с равными между собой боковыми поверхностями, площади которых определяют по формуле СП,(1) где С - площадь боковой поверхности серповидного ножа П - площадь боковой поверхности прямого ножа К - площадь поперечного сечения корпуса- коэффициент использования площади поперечного сечения корпуса. На фигуре представлена принципиально-конструктивная схема куттера. Куттер содержит цилиндрический корпус 1 с загрузочным 2 и...
Блок ножей для резки рулонного материала
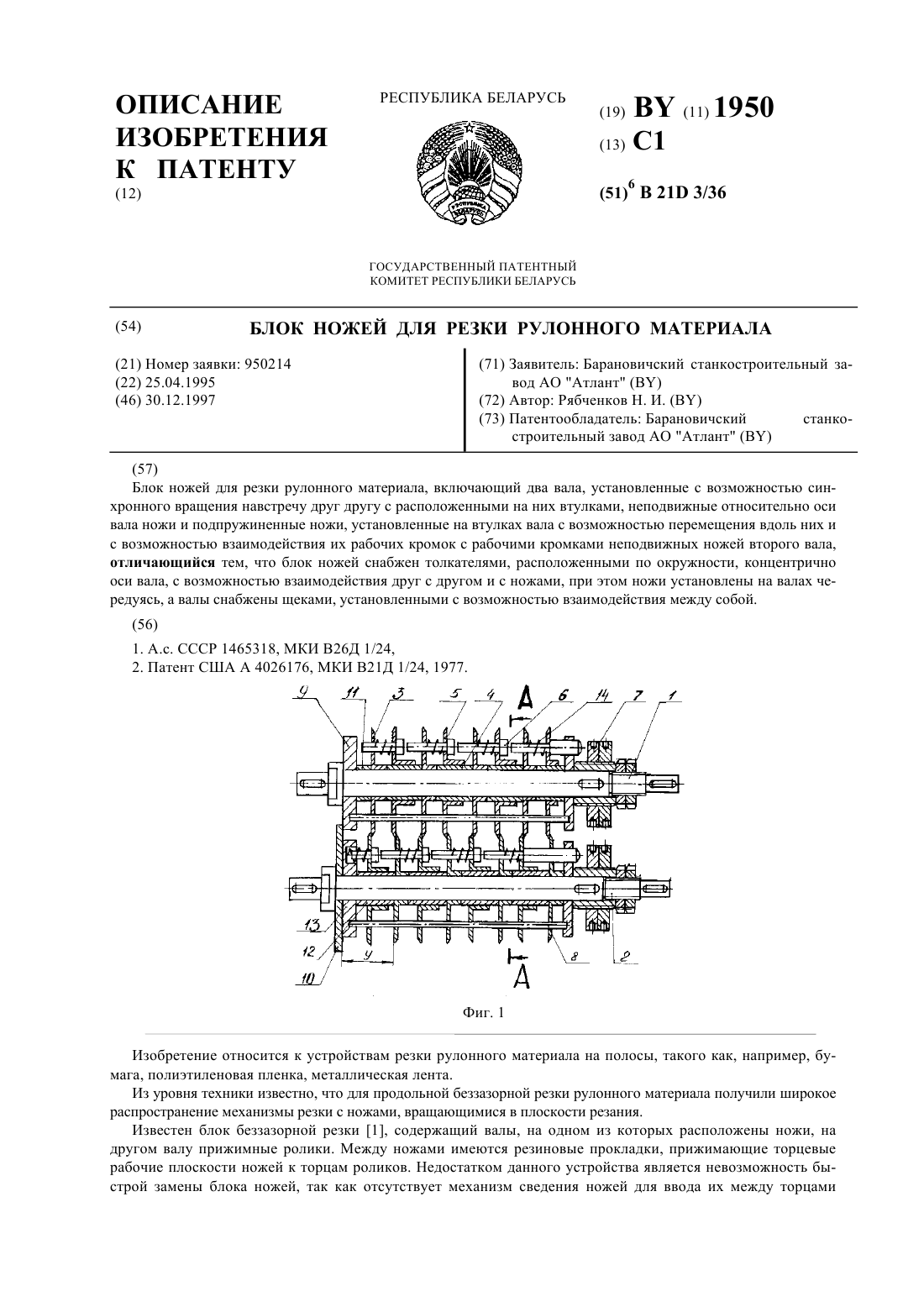
Номер патента: 1950
Опубликовано: 30.12.1997
Автор: Рябченков Николай Иванович
МПК: B21D 3/36
Метки: блок, материала, рулонного, резки, ножей
Текст:
...возможностью синхронного вращения навстречу друг другу, с расположенными на них втулками и неподвижными относительно оси вала ножами, подпружиненные ножи установлены на втулках вала с возможностью взаимодействия их рабочих кромок с рабочими кромками неподвижных ножей второго вала, блок ножей снабжен толкателями расположенными по окружности, концентрично оси вала, толкатели выполнены с возможностью взаимодействия друг с другом и с ножами, и...
Предыдущий патент: Скважинный фильтр
Следующий патент: Способ стимуляции скелетных мышц
Случайный патент: Экструдер для рециклинга отходов кожевенных материалов