Экструдер для рециклинга отходов кожевенных материалов
Номер патента: U 1530
Опубликовано: 30.09.2004
Авторы: Станкевич Павел Васильевич, Матвеев Константин Сергеевич, Новиков Александр Кузьмич, Голубев Алексей Николаевич, Фомин Павел Михайлович

Текст
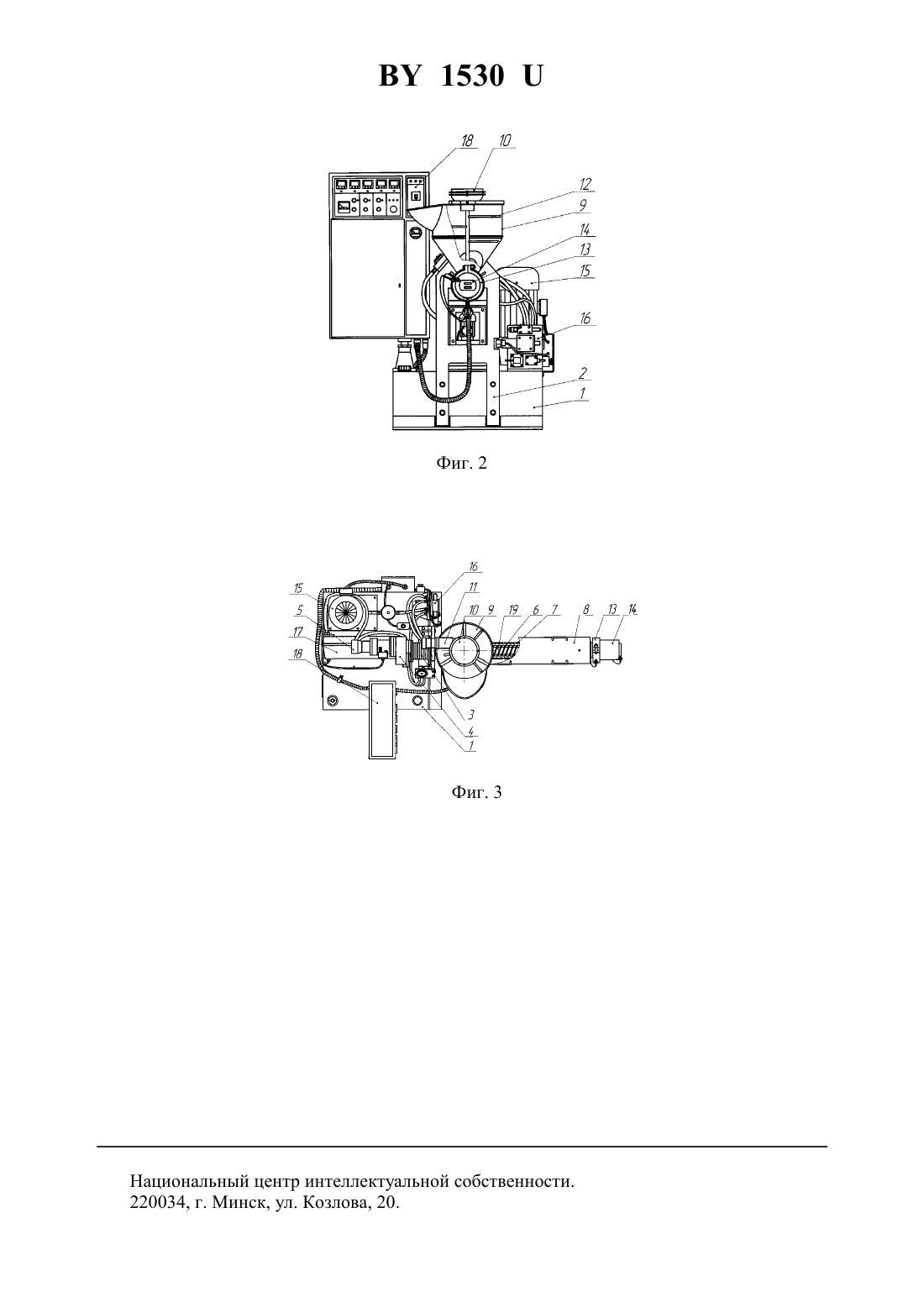
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ЭКСТРУДЕР ДЛЯ РЕЦИКЛИНГА ОТХОДОВ КОЖЕВЕННЫХ МАТЕРИАЛОВ(71) Заявитель Учреждение образования Витебский государственный технологический университет(72) Авторы Матвеев Константин Сергеевич Новиков Александр Кузьмич Голубев Алексей Николаевич Станкевич Павел Васильевич Фомин Павел Михайлович(73) Патентообладатель Учреждение образования Витебский государственный технологический университет(57) 1. Экструдер для рециклинга отходов кожевенных материалов, состоящий из станины,привода вращения шнека, подшипникового узла, корпуса с нагревателями, загрузочного бункера с ворошителем, привода вращения ворошителя, шнека с уменьшающейся глубиной канавки и фильеры, отличающийся тем, что привод вращения шнека состоит из гидронасоса соединенного напорной магистралью с гидромотором, сливная магистраль которого соединена с напорной магистралью гидромотора привода вращения ворошителя. 2. Экструдер по п. 1, отличающийся тем, что шнек, выполнен сборным и состоит из пяти секций, при этом длина каждой секции равна 3 , где- диаметр секций шнека. 3. Экструдер по п. 1, отличающийся тем, что глубина винтовой канавки каждой последующей секции, начиная от зоны загрузки, определяется исходя из соотношения 0,85 (-1), гдеи (-1) - глубина последующей и предыдущей секций шнека. 4. Экструдер по п. 1, отличающийся тем, что станина выполнена в виде гидробака с вертикальной стойкой-плитой, по разные стороны которой соосно закреплены подшипниковый узел и корпус с нагревателями. Предполагаемая полезная модель предназначена для осуществления процесса рециклинга отходов кожевенных материалов, преимущественно натуральных, и относится к вспомогательному оборудованию, которое может использоваться в условиях производств,связанных с использованием кожевенных материалов, для обеспечения переработки отходов основного технологического процесса. Одним из таких производств является обувное, которое характеризуется образованием больших объемов отходов натуральных кожевенных материалов. За небольшим исключением, когда в отходы выбрасывают большие дефектные куски, остальные отходы представляют собой небольшие перемычки и мостики, остающиеся после раскроя деталей верха обуви и стелек. Основным отличием этих отходов являются их малые размеры,разнообразная цветовая гамма, применяемый вид покрытия. Существующие технологии химического рециклинга малоэффективны в условиях обувных предприятий. Наиболее оптимальное направление рециклинга - это термомеханическая переработка предварительно измельченных кожевенных отходов в композиционный термопластичный материал. Для осуществления указанного процесса применяются различные виды оборудования,но наиболее оптимальным является шнековый экструдер, который позволяет осуществлять смешивающий, пластифицирующий, термический, прессующий и формообразующий эффекты в одной единице оборудования. Известен экструдер для переработки пенополиуретана 1, который является наиболее близким по технической сущности, конструктивному исполнению и совокупности признаков. Этот экструдер состоит из привода вращения, шнека с уменьшающейся глубиной канавки, щелевой головки и механизма прокатки. Данная полезная модель позволяет подвергать переработке отходы пенополиуретана,образующиеся при производстве обуви. Пройдя этап предварительной термодеструкции,материал приобретает термопластичные свойства, продавливается через щелевую головку в виде расплава и получает окончательную форму в зазоре между валками механизма прокатки. Подобная конструкция шнекового экструдера позволяет осуществлять переработку очень ограниченного количества отходов кожевенных материалов, которые можно вводить в отходы пенополиуретана в мелкоизмельченном виде. Это накладывает существенные ограничения по ассортименту получаемых материалов, что определяется принципиальной конструкцией установки. Техническая задача, которую решает предполагаемая полезная модель, заключается в расширении ассортимента и повышении качества композиционных материалов, получаемых на шнековом экструдере. Сущность предполагаемой полезной модели заключается в том, что в экструдере для рециклинга отходов кожевенных материалов, состоящем из станины, привода вращения шнека, подшипникового узла, корпуса с нагревателями, загрузочного бункера с ворошителем, привода вращения ворошителя, шнека с уменьшающейся глубиной канавки и фильеры, привод вращения шнека состоит из гидронасоса, соединенного напорной магистралью с гидромотором, сливная магистраль которого соединена с напорной магистралью гидромотора привода вращения ворошителя. При этом шнек, выполнен сборным и состоит из пяти секций, при этом длина каждой секции равна 3 , где- диаметр секций шнека. 2 1530 При этом глубина винтовой канавки каждой последующей секции, начиная от зоны загрузки, определяется исходя из соотношения 0,85 (-1), гдеи (-1) - глубина последующей и предыдущей секцийшнека. При этом станина выполнена в виде гидробака с вертикальной стойкой-плитой, по разные стороны которой соосно закреплены подшипниковый узел и корпус с нагревателями. На фиг. 1 представлен общий вид экструдера для рециклинга отходов кожевенных материалов (вид сбоку). На фиг. 2 представлен общий вид экструдера для рециклинга отходов кожевенных материалов (вид спереди) . На фиг. 3 представлен общий вид экструдера для рециклинга отходов кожевенных материалов (вид сверху). Экструдер для рециклинга отходов кожевенных материалов состоит из станиныгидробака 1, с вертикальной стойкой-плитой 2, с одной стороны которой закреплен подшипниковый узел 3, одноступенчатый цилиндрический редуктор 4 и гидромотор 5, а с другой - соосно закреплен корпус 6 с нагревателями 7, которые закрыты защитным кожухом 8. К корпусу через фланец крепится загрузочный бункер 9, на котором установлен червячный редуктор 10, быстроходный вал которого связан с гидромотором 11, а тихоходный вал - с ворошителем 12. К выходному концу корпуса посредством зажима 13 крепится фильера 14. На гидробаке закреплены гидронасос с электродвигателем 15, распределительная плита с гидроаппаратурой 16, система охлаждения 17 и, на стойке, с возможностью вращения установлен шкаф управления 18, с пускорегулирующей электроаппаратурой. Шнек 19, расположенный в корпусе, выполнен сборным и состоит из пяти секций, при этом длина каждой секции равна трем диаметрам шнека, а глубина винтовой канавки каждой последующей секции, начиная от зоны загрузки, определяется исходя из соотношения 0,85 (-1), гдеи (-1) - глубина последующей и предыдущей секций шнека. Работает экструдер для рециклинга отходов кожевенных материалов следующим образом. Вначале подается электрическое напряжение на нагреватели 7, которые нагреваются и передают тепло корпусу 6, который также нагревается. После включения электродвигателя 15, связанный с ним гидронасос подает рабочую жидкость в напорную магистраль гидромотора 5, который передает производимый крутящий момент, посредством зубчатой передачи редуктора 4 валу подшипникового узла 3, который жестко связан с хвостовиком шнека 19. Поскольку сливная магистраль гидромотора 5 экструдера связана с напорной магистралью гидромотора 11 ворошителя, последний приобретает с частоту вращения,пропорциональную частоте вращения шнека. В загрузочный бункер 9 засыпается смесь отходов кожи и термопластичного компонента, предварительно измельченные. Перемешиваясь посредством ворошителя 12, смесь отходов поступает в зону загрузки шнека, захватывается его витками и транспортируется вдоль винтовой канавки к формующей фильере 14. При этом, под действием температурных воздействий, термопластичный компонент плавится, смешивается с отходами натуральных кожевенных материалов, гомогенизируется, создавая наполненный композиционный полимерный материал и, продавливаясь через фильеру, приобретает форму, соответствующую ее выходному отверстию. Полученный композиционный материал далее попадает на приемный лоток (на рисунке не показан), охлаждается и режется на необходимые мерные заготовки, затем укладывается на стеллажах для процесса вылеживания, который необходим для стабилизации механических свойств, после чего может использоваться по назначению. 3 1530 Наличие отличительных признаков предполагаемой полезной модели определяется как характерными особенностями перерабатываемого материала, так и технологическими режимами процесса термомеханического рециклинга. В процессе перемещения измельченной массы по шнеку в пределах зоны питания происходит интенсивное перемешивание и нагрев композиции с частичным уплотнением. Далее, резкое уменьшение глубины канавки в зоне сжатия вызывает адекватное увеличение сжатия смеси, что приводит к ускоренному выдавливанию жидкости, содержащейся в отходах натуральных кожевенных материалов. Дальнейшее продвижение вдоль винтовой канавки шнека композиционного материала сопровождается плавлением термопластичного компонента и соответственно уменьшением его объема. Циклически уменьшающаяся глубина винтовой нарезки канавки шнека,обеспечиваемая в соответствии с приведенными отличительными признаками, способствует тому, что материал полностью заполняет межвитковое пространство шнека в зоне дозирования. Приведенный в отличительных признаках, монтаж подводящих магистралей гидромоторов, обеспечивающих вращение шнека и ворошителя, позволяет синхронизировать их частоту вращения, а соответственно обеспечить подачу материала из загрузочного бункера с максимально возможным заполнением межвиткового пространства шнека в зоне пластикации. В результате все функциональные зоны шнека работают с полной загрузкой, материал в вязко-текучем состоянии равномерно поступает к формующей фильере и продавливается через нее, без пульсаций и разрывов, что повышает качество готовых изделий. Большая длина шнека способствует равномерной гомогенизации композиционного материала, что позволяет снизить давление в зоне формующей фильеры и получать тонкие листовые материалы, как путем прямого экструдирования, так и с последующим дополнительным формообразованием. Характерное изготовление шнека имеет дополнительную функцию. Так как в процессе работы шнек изнашивается неравномерно - основной износ наблюдается в зоне загрузочного бункера и последних двух витков, то выполнение шнека сборным из различных секций, позволяет значительно уменьшить затраты на ремонтные работы путем изготовления и замены только этих двух секций. Выполнение компоновки в соответствии с отличительными признаками, а именно размещение подшипникового узла с редуктором и гидромотором, по одну сторону от стойкиплиты, а корпуса шнека с другой стороны, позволяет существенно снизить энергопотери,вызванные утечками тепла на массивные станины, как это имеет место в установках прототипах. Использование предполагаемой полезной модели позволит повысить качество получаемых композиционных материалов из отходов натуральных кожевенных материалов, а также расширить ассортимент выпускаемой продукции. Применение экструдера для рециклинга отходов кожевенных материалов на предприятиях, применяющих при изготовлении своей продукции натуральные кожевенные материалы, позволит подвергать утилизации все образующиеся отходы, что значительно повысит степень экологической безопасности производства. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: C08G 18/00
Метки: экструдер, отходов, материалов, рециклинга, кожевенных
Код ссылки
<a href="https://by.patents.su/5-u1530-ekstruder-dlya-reciklinga-othodov-kozhevennyh-materialov.html" rel="bookmark" title="База патентов Беларуси">Экструдер для рециклинга отходов кожевенных материалов</a>
Экструдер для переработки кожевенных отходов
Номер патента: U 1249
Опубликовано: 30.03.2004
Авторы: Голубев Алексей Николаевич, Новиков Александр Кузьмич, Хмельницкий Владимир Александрович, Гусаков Алексей Владимирович, Матвеев Константин Сергеевич
МПК: C08J 5/12
Метки: отходов, переработки, экструдер, кожевенных
Текст:
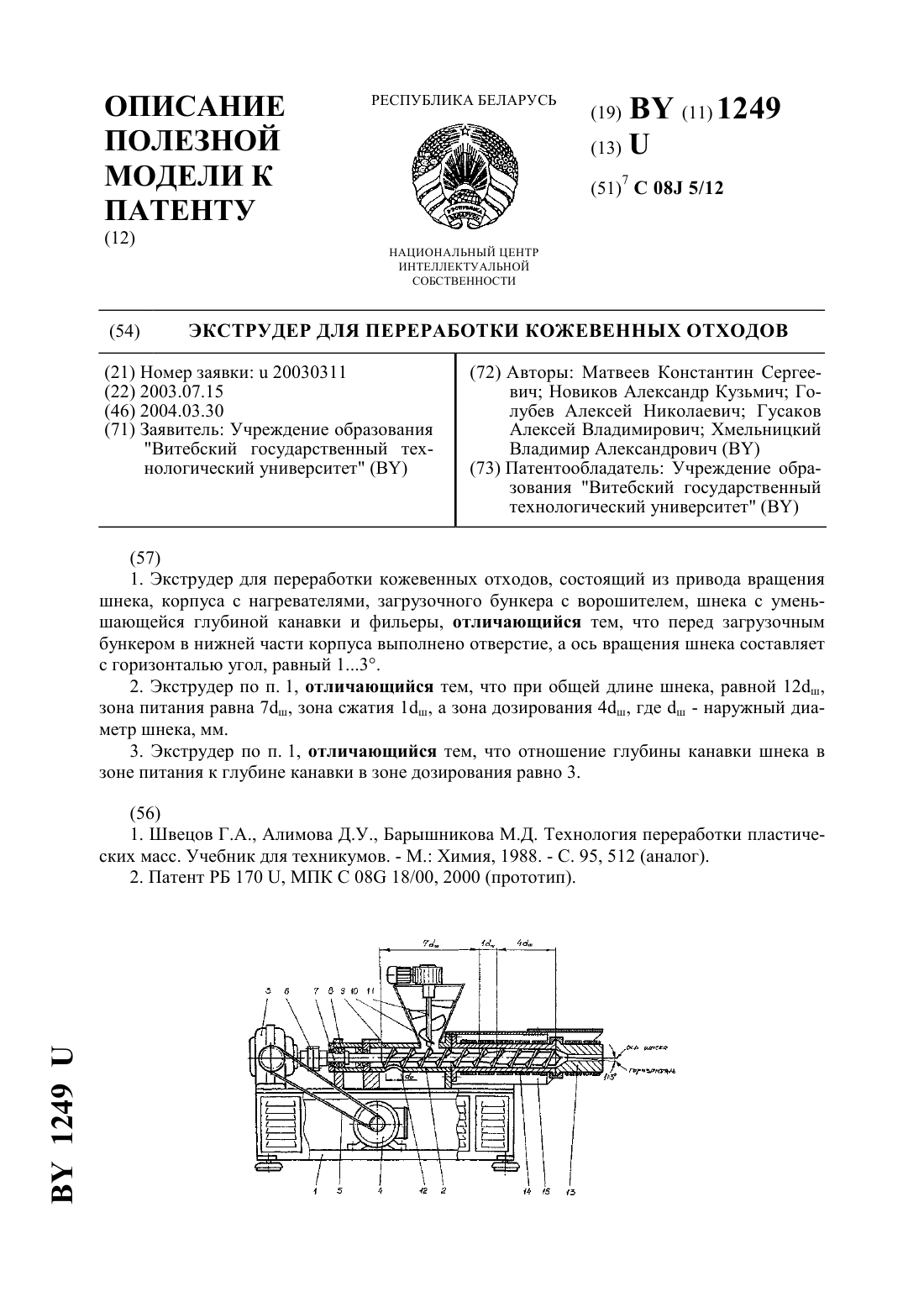
...возможности качественной переработки отходов кожевенных материалов в композиционное изделие на шнековом экструдере. Сущность предлагаемой полезной модели заключается в том, что в экструдере для переработки кожевенных отходов, состоящем из привода вращения шнека, корпуса с нагревателями, загрузочного бункера с ворошителем, шнека с уменьшающейся глубиной канавки и фильеры, перед загрузочным бункером в нижней части корпуса выполнено отверстие, а...
Экструдер для переработки отходов пенополиуретана
Номер патента: U 170
Опубликовано: 30.09.2000
Авторы: Новиков Александр Кузьмич, Савицкий Василий Васильевич, Стайнов Олег Викторович, Буркин Александр Николаевич, Матвеев Константин Сергеевич
МПК: C08G 18/00
Метки: переработки, пенополиуретана, отходов, экструдер
Текст:
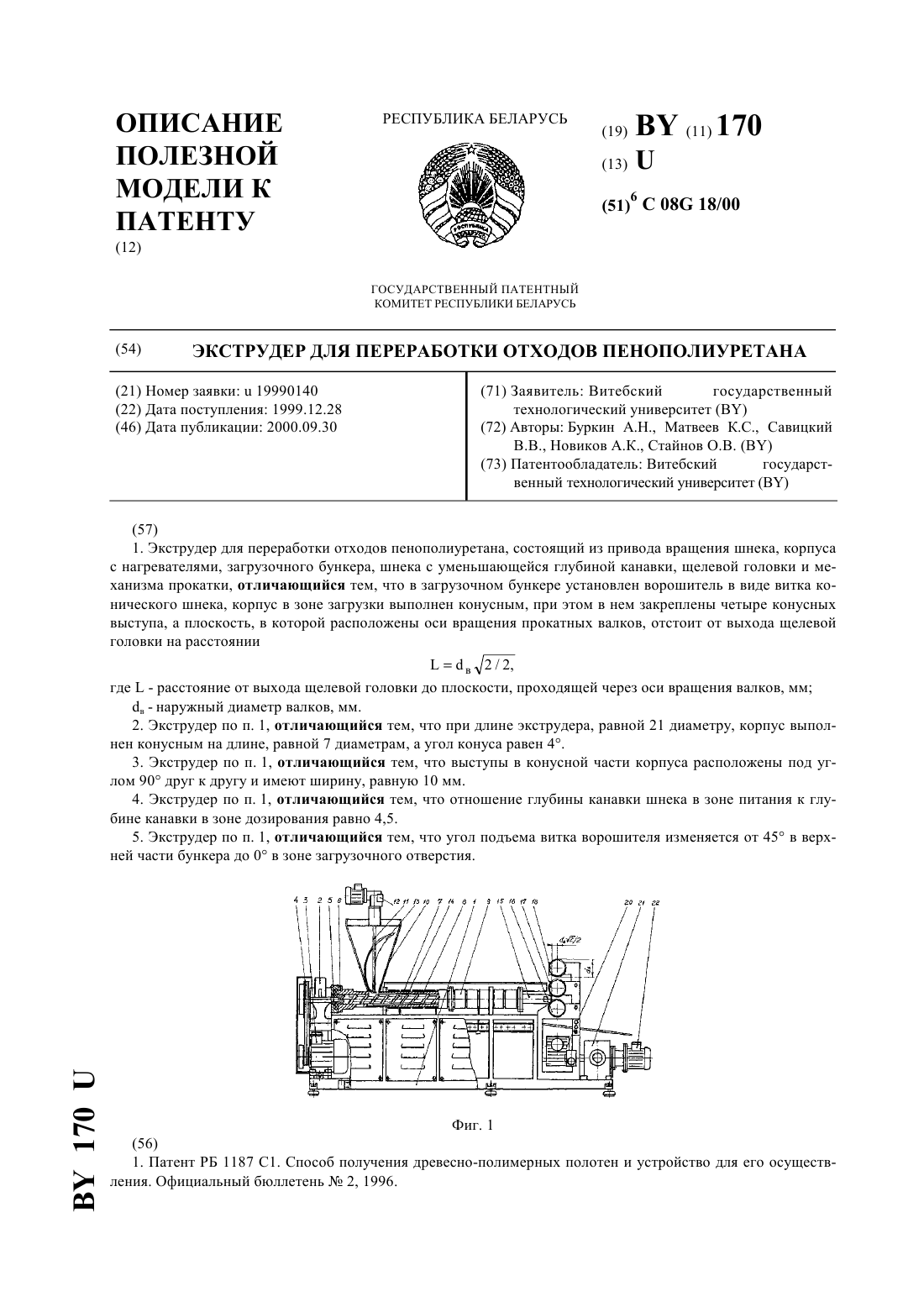
...до плоскости, проходящей через оси вращения валков, мм в - наружный диаметр валков, мм при этом при длине экструдера, равной 21 диаметру, корпус выполнен конусным на длине, равной 7 диаметрам, а угол конуса равен 4 при этом выступы в конусной части корпуса расположены под углом 90 друг к другу и имеют ширину,равную 10 мм при этом отношение глубины канавки шнека в зоне питания к глубине канавки в зоне дозирования равна 4,5 при этом угол...
Линия рециклинга твердых отходов
Номер патента: 4238
Опубликовано: 30.12.2001
Авторы: Воробьев Владимир Васильевич, Артамонов Анатолий Михайлович, Бабич Андрей Николаевич, Фогелев Владимир Арсеньевич, Гринько Михаил Федорович
МПК: B07B 15/00, B09B 3/00
Метки: твердых, линия, рециклинга, отходов
Текст:
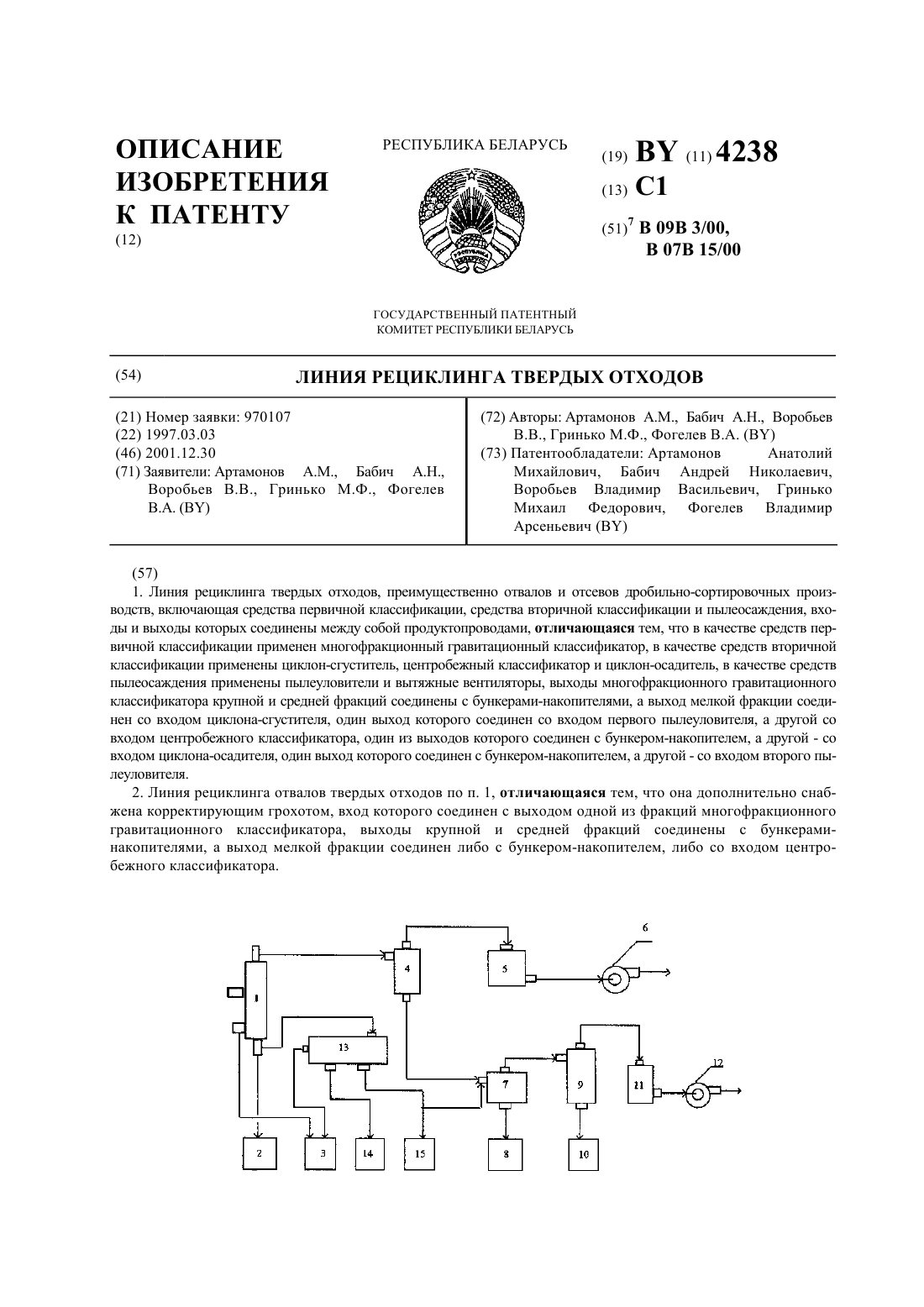
...один из выходов которого соединен с бункером накопителем, а другой со входом циклона-осадителя, один выход которого соединен с бункером накопителем, а другой со входом второго пылеуловителя, причем она может быть дополнительно снабжена корректирующим грохотом, вход которого соединен с выходом одной из фракций многофракционного гравитационного классификатора, выходы крупной и средней фракций соединены с бункерами накопителями, а выход...
Линия рециклинга отвалов твердых отходов
Номер патента: 4349
Опубликовано: 30.03.2002
Авторы: Бабич Андрей Николаевич, Артамонов Анатолий Михайлович
Метки: линия, отвалов, рециклинга, отходов, твердых
Текст:
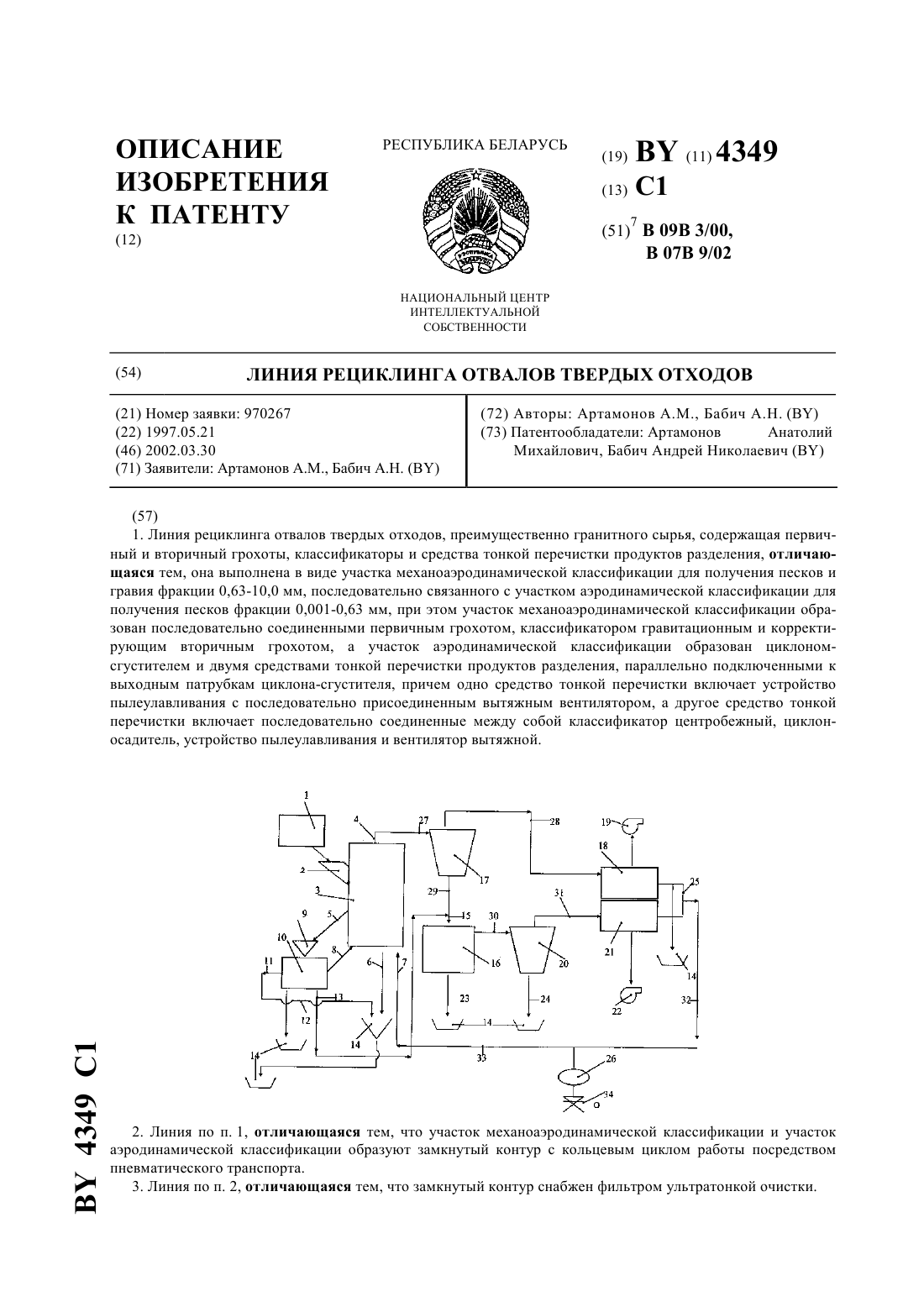
...для фракции 1,25, а патрубок 12 связан с отсеком бункеранакопителя 14 для фракции -1,25 мм гравия. Патрубок 13 корректирующего грохота 10 присоединен к загрузочному бункеру 15 классификатора 16 центробежного участка аэродинамической классификации. Второй участок аэродинамической классификации содержит циклон-сгуститель 17, к выходным патрубкам которого подключены параллельно два средства тонкой перечистки продуктов разделения. Одно из средств...
Способ получения твердого хозяйственного мыла из жиросодержащих кожевенных отходов
Номер патента: 1124
Опубликовано: 14.03.1996
Автор: Гайдук Виктор Владимирович
МПК: C11D 13/02
Метки: жиросодержащих, способ, мыла, кожевенных, твердого, отходов, хозяйственного, получения
Текст:
...по измерению его объема. который в реакторе составляет 1300 л и плотность, которая составляет 0.950 г/смалроиэведение объема на плот ность составляет массу жира 1300 х 0.950ДЛЯ приготовления РВСЧЕТНОГО КОЛИЧВ 7 СТВЕ ЩВЛОЧНОЙ СМЕСИ В ОТДВЛЬНУЮ ЕМКОСТЬ подают 45 от массы жира заранее приготовленного и профильтрованного водногоот массы жира ааранееприготовленного и - профильтрованного раствора карбонатаемыленияжира заснет поддержания омы...
Предыдущий патент: Настенное покрытие
Следующий патент: Погрузчик одноковшовый фронтальный
Случайный патент: Автомобильный кран