Способ управляемого закалочного охлаждения стальных изделий
Номер патента: 7184
Опубликовано: 30.06.2005
Авторы: Гаухштейн Иосиф Самуилович, Гурченко Павел Семенович, Ракомсин Александр Петрович, Михлюк Анатолий Игнатьевич

Текст
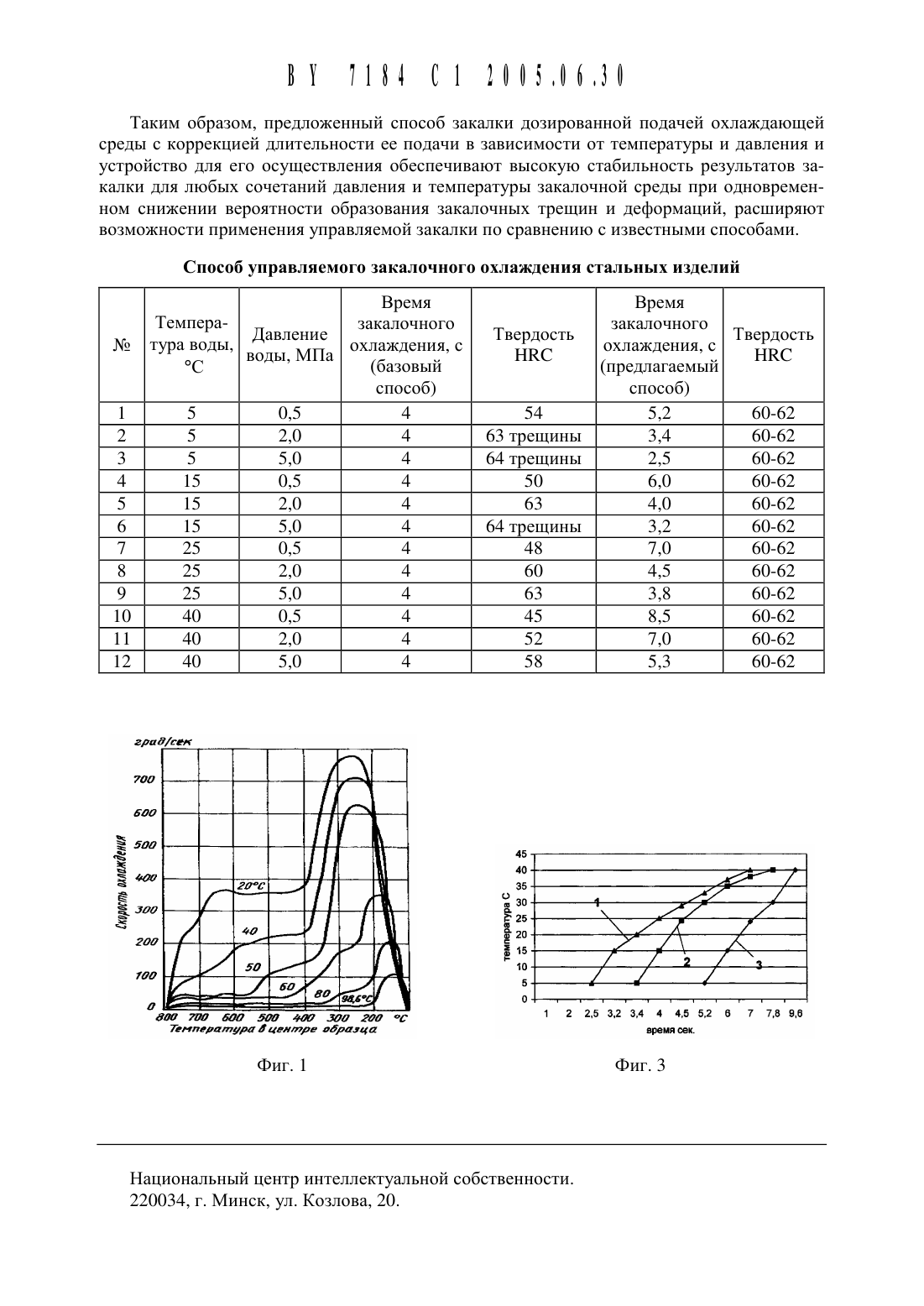
Изобретение относится К металлургии, в частности К термической обработке стальных изделий, и может быть использовано при упрочнении изделий сложной конфигурации,имеющих в зоне закалки концентраторы напряжений, таких как шлицевые и зубчатые поверхности, острые кромки, радиусы, галтели и другие.Известен способ закалки стальных изделий, включающий нагрев до температуры аустенизации, локальное охлаждение упрочняемой поверхности водо-воздушной смесью до температуры распада аустенита, изотермическую выдержку и окончательное охлаждение (А.с. СССР 1666550, МПК С 2113 1/20, 1991).Недостатком этого способа является то, что режим охлаждения выполняется при помощи ЭВМ с контролем температуры охлаждаемой поверхности при помощи датчиков температуры. Такое управляемое охлаждение приемлемо в лабораторных условиях при закалке единичных изделий. А в производственных условиях при закалке серийных изделий установка на обрабатываемых изделиях датчиков температуры, да еще в нескольких характерных зонах, становится задачей практически неосуществимой. Контроль температуры поверхности при помощи пирометров в условиях пароводовоздушной среды также не приносит желаемых результатов. Таким образом, использование управляемой закалки по данному способу в производственных условиях затруднено, а в ряде случаев и неосуществимо.Наиболее близким техническим решением к заявляемому способу является способ управляемого закалочного охлаждения стальных изделий водо-воздушной смесью по патенту РБ 4566, МПК С 2113 11/00, 2002, включающий регулируемое для каждой зоны охлаждение до температуры распада аустенита с регулируемой подачей водо-воздушной смеси и самоотпуск. При этом регулирование подачи водо-воздушной смеси осуществляют по программе, заранее рассчитанной на ЭВМ путем математического моделирования процесса охлаждения с отслеживанием для упрочняемых зон изделия заданной термической кривой охлаждения при поддержании постоянными заданных значений температуры и давления подводимых воды и воздуха и регулированием их соотношения, при этом подачу водо-воздушной смеси осуществляют до тех пор, пока расчетное количество теплоты во всем закаливаемом изделии станет равным значению, соответствующему заданной температуре самоотпуска.Недостатком известного способа управляемого закалочного охлаждения является то,что при регулировании длительности этапов охлаждения и пауз между ними не учтено влияние изменяющихся параметров охлаждающей среды температуры и давления в подводящей системе. В известном способе их поддерживают неизменными при помощи специального оборудования, которое не всегда обеспечивает стабильность указанных параметров. Неконтролируемое изменение давления и температуры охлаждающей среды в подводящей системе (что для всех промышленных предприятий явление неизбежное) приводит к изменению охлаждающей способности этой среды, нестабильности результатов закалки и к ухудшению качества упрочняемого изделия. Кроме того, известный способ не учитывает расход охлаждающей среды, который может меняться из-за неисправности отдельных форсунок, что приводит к уменьшению скорости закалочного охлаждения и появлению мягких пятен на участках, охлаждаемых данными форсунками.Экспериментально установлено, что в производственных условиях давление и температура технической воды, используемой для закалочного охлаждения, многократно изменяются в течение суток на 20-30 в зависимости от использования ее технологическим оборудованием. Кроме того, температура используемой технической воды в системе сильно изменяется в течение года, так, например, зимой она составляет 10-15 С, а летом достигает 35-40 С. Результаты закалки в этом случае при регулировании только длительности периодов охлаждения и пауз между ними (без учета параметров охлаждающей среды) не отличаются стабильностью, что приводит к ухудшению качества закаливаемых изделий. Так, например, в процессе закалки холодной водой при высоком давлении воз 2никают закалочные трещины и деформации, а при закалке нагретой водой при одновременном низком ее давлении из-за недостаточной скорости закалочного охлаждения возникают мягкие пятна, глубина закалки занижена. Для поддержания постоянными значений температуры и давления подаваемой охлаждающей среды требуется дополнительное оборудование, дополнительные материальные и энергетические затраты, что на практике не всегда осуществимо. Необходимость использования закалочной среды постоянного давления и температуры в подводящей системе сужает возможности применения известного способа.Задачей предлагаемого изобретения является повыщение качества упрочняемых изделий путем управления процессом закалки изделий с учетом параметров используемой закалочной среды.Техническим результатом использования предлагаемого изобретения является получение для каждой зоны изделия сложной конфигурации значений твердости, обеспечивающих максимальную работоспособность этой зоны и всего изделия в целом, повыщение стабильности результатов обработки, расширение возможностей применения управляемой закалки.Поставленная задача достигается тем, что в способе управляемого закалочного охлаждения стальных изделий, включающем регулируемое для каждой зоны охлаждение до температуры распада аустенита путем регулируемой подачи закалочной среды через электромагнитные клапаны и самоотпуск, в процессе подачи закалочной среды измеряют текущие значения температуры, давления и закалочной среды в подводящей системе, сравнивают полученные значения с заранее введенными в блок программного управления значениями и осуществляют регулируемую подачу закалочной среды на обрабатываемое изделие в соответствии с изменениями температуры, давления и расхода закалочной среды, автоматически компенсируемыми с помощью блока управления.Регулирование длительности периодов охлаждения и пауз для каждого очередного обрабатываемого изделия с учетом текущего значения температуры, давления, а также расхода подаваемой охлаждающей среды позволяет повысить качество закаливаемых изделий.Введение в конструкцию устройства для осуществления способа закалки датчиков температуры и давления (для измерения параметров закалочной среды), установленных в подводящей системе и связанных с блоком программного управления электромагнитными клапанами, позволяет производить закалку изделий с учетом текущих параметров закалочной среды, что в свою очередь позволяет повысить качество закаливаемых изделий.На фиг. 1 показан график зависимости скорости охлаждения стальных образцов от температуры воды для различных температурных интервалов охлаждения.На фиг. 2 изображена схема устройства для осуществления предлагаемого способа закалки.На фиг. 3 показан график зависимости оптимальной длительности периода закалочного охлаждения от температуры и давления закалочной оборотной воды в подающей системе.В таблице показана зависимость оптимальной длительности периода закалочного охлаждения от температуры и давления закалочной оборотной воды в подающей системе.Предлагаемый способ закалки включает регулируемое охлаждение до температуры распада аустенита с регулируемой подачей закалочной среды и самоотпуск. В процессе охлаждения измеряют текущие значения температуры, давления и расхода закалочной среды с помощью датчиков 7, 8, 9 и сравнивают их со значениями, заложенными в блоке 6 программного управления электромагнитными клапанами, выбирают оптимальную программу подачи закалочной среды и по выбранной программе осуществляют подачу закалочной среды на обрабатываемое изделие.Предлагаемый способ закалки осуществляют следующим образом.Заранее экспериментальным путем на стадии отладки процесса закалки или методом математического моделирования определяют зависимость оптимальной длительности периодов подачи охлаждающей среды и перерывов между ними, обеспечивающих получение задаваемых свойств конкретного типа упрочняемь 1 х изделий, от температуры, давления и расхода охлаждающей среды, подаваемой на закаливаемое изделие. Одновременно составляют массив программ срабатывания электромагнитных клапанов подачи закалочной среды для данного типа изделий, обеспечивающих заданные свойства при различных сочетаниях значений температуры, давления и расхода охлаждающей среды. Перед закалкой производят нагрев всего изделия или упрочняемой зоны изделия на требуемую глубину до температуры аустенитного превращения и помещают обрабатываемое изделие в охлаждающую камеру.В рабочем Цикле упрочнения при закалке каждого очередного изделия блок программного управления электромагнитными клапанами сравнивает текущие значения температуры, давления и расхода закалочной среды с массивом ранее разработанных программ и выбирает оптимальную программу работы электромагнитных клапанов, обеспечивающую получение задаваемых свойств обрабатываемого изделия при текущем сочетании давления и температуры подаваемой закалочной среды. Таким образом, при управлении проЦессом охлаждения с учетом температуры, давления и расхода закалочной среды изменение параметров закалочной среды автоматически компенсируется соответствующим изменением при помощи блока программного управления электромагнитными клапанами.Устройство для осуществления предлагаемого способа состоит из корпуса 1 камеры охлаждения, на котором расположены Центрирующие упоры 2, регулируемые в вертикальной и горизонтальной плоскостях, блок 3 распределения закалочной среды с форсунками (калиброванными отверстиями спрейерного устройства) 4 и электромагнитным клапаном 5, связанным с блоком 6 программного управления электромагнитным клапаном,датчиков температуры 7, давления 8 и расхода 9, установленных в подводящей системе охлаждающей среды, соединенных с блоком 6 программного управления электромагнитным клапаном. Подачу закалочной среды к форсункам 4 осуществляют по подводящему трубопроводу и регулируют электромагнитным клапаном 5.Количество форсунок 4 (или калиброванных отверстий спрейерного устройства), их направление, частота расположения на отдельных участках, количество электромагнитных клапанов 5 для каждого конкретного упрочняемого изделия определяют индивидуально в зависимости от конструкции упрочняемого изделия и требований, предъявляемых к упрочнению его отдельных участков. В приведенном примере использован один электромагнитный клапан, с которым связаны все форсунки (калиброванные отверстия диаметром 1,8 мм, направленные перпендикулярно соответствующим им обрабатываемым поверхностям изделия).Устройство работает следующим образом.Обрабатываемое изделие 10 устанавливают на упоры 2 камеры охлаждения таким образом, чтобы каждый обрабатываемый участок изделия 10 находился в зоне воздействия соответствующих форсунок 4. Заранее определяют программу работы электромагнитного клапана 5 в зависимости от температуры, давления и расхода закалочной среды в подводящей системе и вводят в блок 6 программного управления работой форсунок. Во время охлаждения температуру, давление и расход закалочной среды, подаваемой к форсункам 4, измеряют с помощью датчиков 7, 8, 9, установленных к подводящей системе. Эти значения поступают в блок 6 программного управления электромагнитным клапаном, в котором в зависимости от текущих значений температуры, давления и расхода охлаждающей среды выбирается соответствующая оптимальная программа работы электромагнитного клапана 5 подачи закалочной среды. Электромагнитный клапан 5, открывая и закрывая подводящий трубопровод, обеспечивает импульсную направленную подачу закалочной среды на обрабатываемое изделие 10 через форсунки 4 блока 3 распределения закалочнойсреды. Охлаждение прекращают, когда суммарное остаточное тепло в закаливаемом изделии обеспечивает заданную температуру самоотпуска.После прекращения принудительного охлаждения температура по всему сечению изделия выравнивается за счет теплопроводности и достигает заданного значения температуры самоотпуска.Таким образом, применение предложенного технического решения позволяет получить стабильное значение твердости на обрабатываемых изделиях по сравнению с традиционной технологией упрочнения независимо от колебаний параметров закалочной среды.По предлагаемому способу и способу прототипа упрочнению подвергали представленные образцы, а также детали автомобиля МАЗ ведущие шестерни и сателлиты колесной передачи ведущего моста автомобиля из стали 60 ПП. Для закалочного охлаждения использовали техническую воду оборотной системы Центральной заводской лаборатории Минского автозавода. На фиг. 1 показана зависимость скорости охлаждения от температуры воды для различных температурных интервалов для условий закалочного охлаждения при окунании в закалочную среду, который характеризует изменение интенсивности закалочного охлаждения от температуры закалочной среды. /(град/сек) Н С). Из графика зависимости (фиг. 1) видно, что при изменении температуры воды в интервале от 20 до 40 С скорость охлаждения в интервале температур 700-400 С снижается в 1,5-3 раза. В течение проведения экспериментов давление в оборотной системе изменяли от 5 до 50 МПа, температуру от 5 до 40 С. Меньшее давление охлаждающей воды не обеспечивает непрерывности потока, подаваемого на закаливаемую поверхность, а получение большего давления требует применения специальной насосной станции высокого давления. Минимальное значение температуры, равное 5 С, обусловлено тем, что дальнейшее снижение температуры в системе оборотной воды в зимний период сопряжено с опасностью размораживания трубопроводов. Максимальное значение, равное 40 С, обусловлено верхним пределом температуры в системе оборотной воды завода в летний период, а искусственный подогрев воды в системе до более высоких температур требует дополнительных затрат энергоресурсов и экономически нецелесообразен. Расход закалочной воды - 20 л/с в данной серии экспериментов обусловлен суммарным сечением калиброванных отверстий (форсунок блока распределения закалочной среды) для данных конкретных деталей. Результаты закалки образцов и деталей в условиях Минского автомобильного завода приведены в таблице. В качестве базового варианта закалки использовали результаты охлаждения форсунками без учета изменений температуры и давления закалочной среды в подводящей системе, который традиционно используется в промышленности при поверхностной закалке. Установленная при обработке опытных партий зависимость оптимальной длительности периода охлаждения от температуры и давления закалочной среды приведена в таблице и на фиг. 3. На фиг. 3 показан график зависимости оптимальной длительности периода закалочного охлаждения от температуры и давления закалочной оборотной воды в подающей системе, определенная экспериментальным путем для закалки ведущих шестерен колесной передачи заднего моста автомобиля МА 3 из стали 60 ПП после нагрева 800 С при расходе охлаждающей воды 20 л/с. По вертикали на фиг. 3 показано изменение температуры закалочной среды в процессе опытов, по горизонтали - оптимальное время закалочного охлаждения, обеспечивающее стабильное значение твердости обрабатываемых изделий при отсутствии закалочных трещин для случаев обработки при значениях давления 0,5 МПа, 2,0 МПа и 5,0 МПа.При оптимальных режимах охлаждения по предлагаемому способу достигается равномерная твердость поверхности 60-62 НКС с мартенситной структурой закаленного слоя. Деформация делительного диаметра зубьев при этом не превышает 0,02 мм, закалочные трещины отсутствуют. Закалка шестерен по способу прототипа, обеспечивая твердость 45-64 НКС для различных сочетаний температуры и давления закалочной воды, приводит к образованию мягких троститных пятен (для теплой воды малого давления) или закалочных трещин (для холодной воды большого давления).
МПК / Метки
МПК: C21D 11/00, C21D 1/78
Метки: охлаждения, стальных, способ, изделий, закалочного, управляемого
Код ссылки
<a href="https://by.patents.su/6-7184-sposob-upravlyaemogo-zakalochnogo-ohlazhdeniya-stalnyh-izdelijj.html" rel="bookmark" title="База патентов Беларуси">Способ управляемого закалочного охлаждения стальных изделий</a>
Способ управляемого закалочного охлаждения стальных изделий водовоздушной смесью и устройство для его осуществления

Номер патента: 4566
Опубликовано: 30.06.2002
Авторы: Желудкевич Мечеслав Станиславович, Гурченко Павел Семенович
МПК: C21D 11/00
Метки: охлаждения, осуществления, стальных, управляемого, способ, водовоздушной, закалочного, смесью, устройство, изделий
Текст:
...и достигает заданного значения температуры самоотпуска. Преимущества технического решения видны на примере закалки штампов для кузнечного изготовления стальных поковок. Рабочая часть штампа (гравюра) в процессе работы подвергается интенсивному износу и, поэтому, ее долговечность тем выше, чем выше твердость. Однако молотовые штампы при работе подвержены большим ударным нагрузкам, и чем выше их твердость, тем выше опасность их...
Устройство для охлаждения изделий
Номер патента: U 1301
Опубликовано: 30.03.2004
Авторы: Винчо Казимир Станиславович, Антипин Анатолий Сергеевич, Белый Леонид Степанович
МПК: C21D 1/62
Метки: охлаждения, изделий, устройство
Текст:
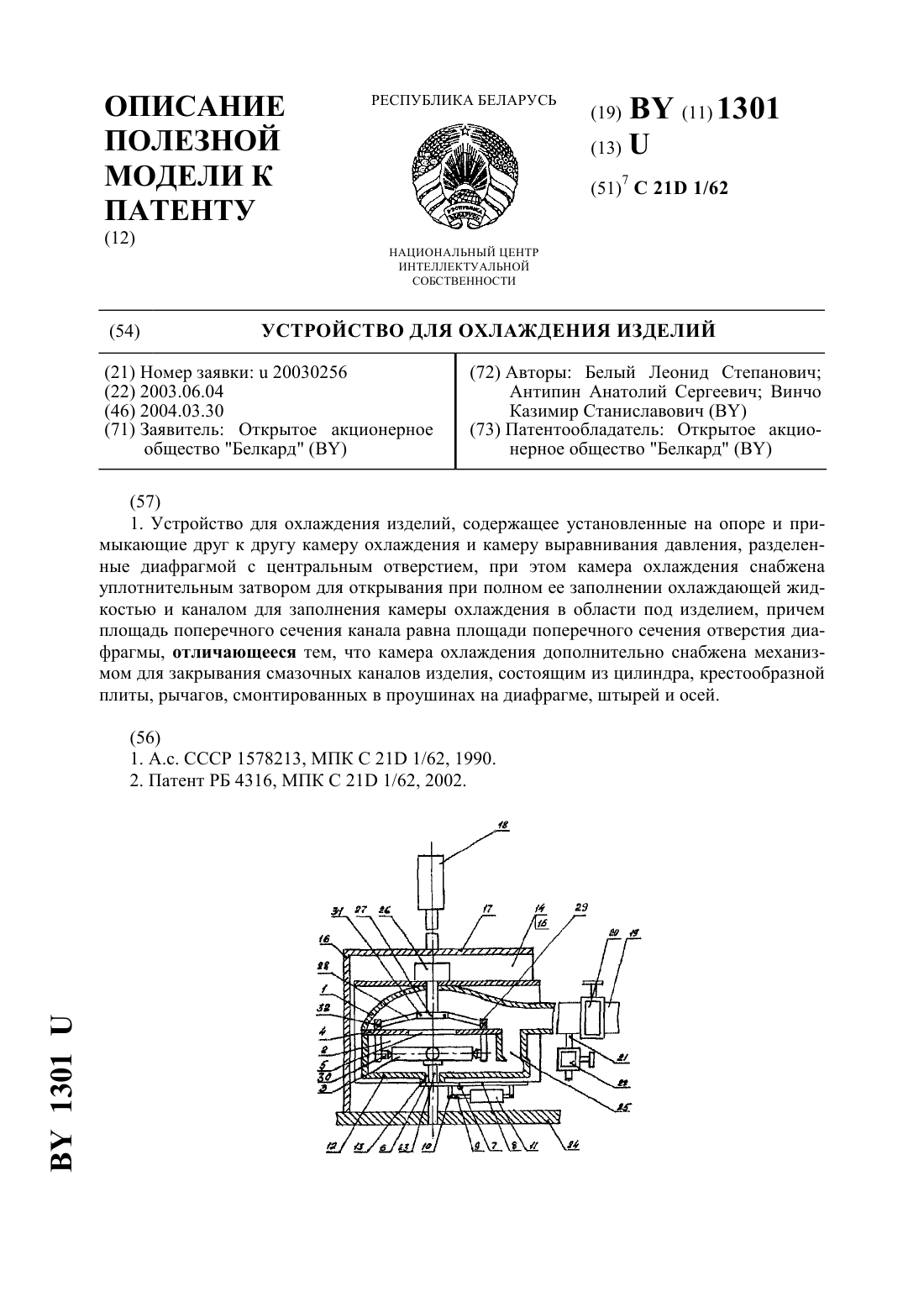
...изделий и получить относительно вязкую сердцевину рабочего сечения изделия, что повышает конструктивную прочность изделий малых типоразмеров. На чертеже представлена конструкция устройства для охлаждения изделий. Устройство содержит камеру выравнивания давления 1, камеру охлаждения 2 изделий 3, диафрагму 4 с отверстием 5, уплотнительный затвор 6, оси поворота уплотнительного затвора 7, механизм подъема уплотнительного затвора 8, состоящий...
Устройство для охлаждения изделий
Номер патента: 4316
Опубликовано: 30.03.2002
Авторы: Кравченко Виктор Иванович, Дереченик Леонард Иосифович, Ивашко Виктор Сергеевич, Винчо Казимир Станиславович, Буйкус Кястас Вито
МПК: C21D 1/62
Метки: устройство, охлаждения, изделий
Текст:
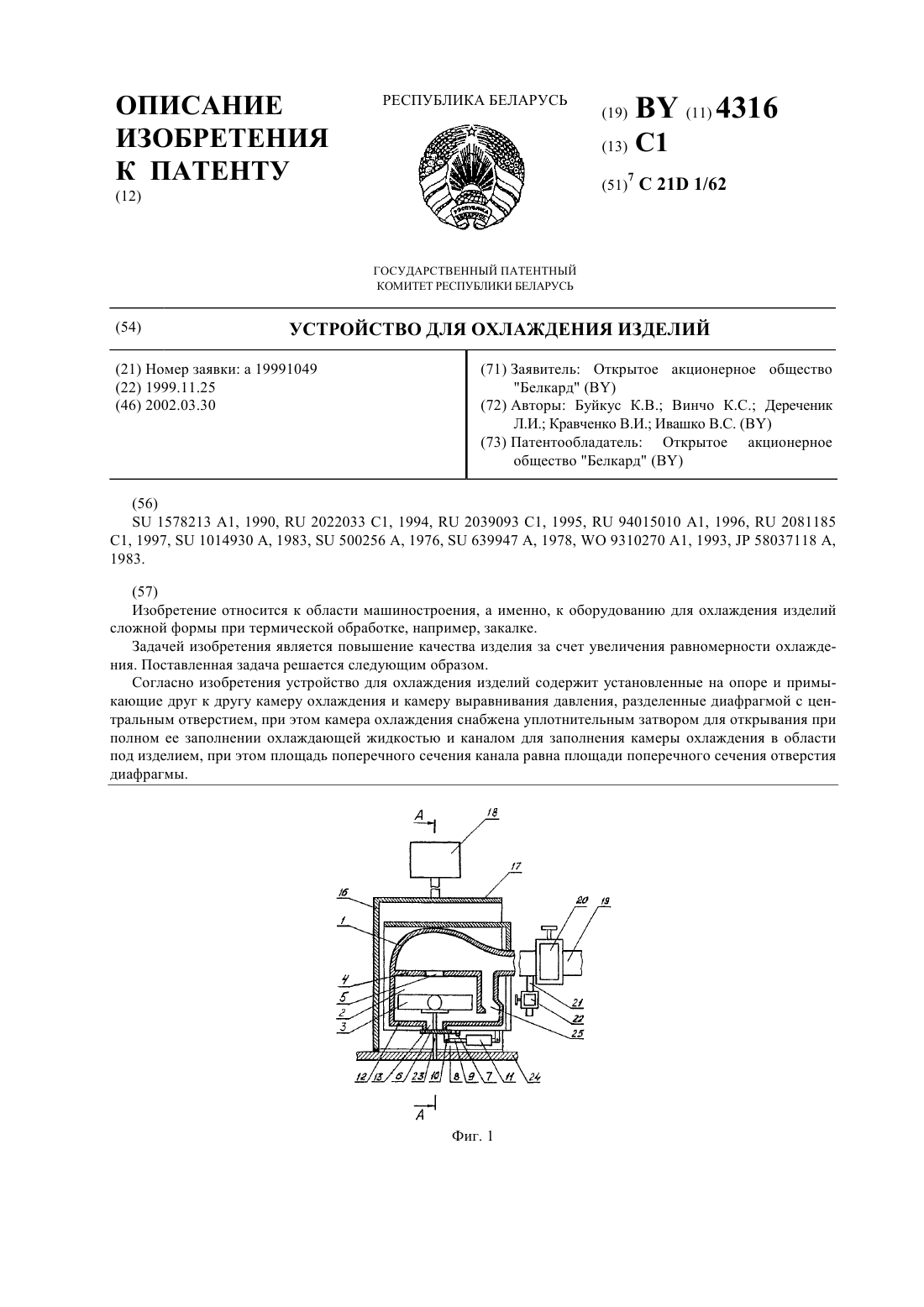
...давления имеется сливной патрубок 21 с краном 22. В камере охлаждения 2 размещена опора 23, закрепленная на столе 24 с возможностью перемещения в пазе 13 перпендикулярно стенкам 14 и 15. Для дополнительного подвода охлаждающей жидкости в камеру охлаждения 2 в область под изделием 3 служит канал 25. Устройство работает следующим образом. Перед охлаждением изделия гидроцилиндр 18 поднимает боковые стенки 14 и 15 камеры 2. Вращающийся...
Устройство для охлаждения изделий
Номер патента: 299
Опубликовано: 30.12.1994
Авторы: Двоскин Л. И., Дереченик Л. И., Островский Г. А., Огневский В. А., Шкляров И. Н., Степин А. Л., Рыскинд А. М.
МПК: C21D 1/62
Метки: устройство, изделий, охлаждения
Текст:
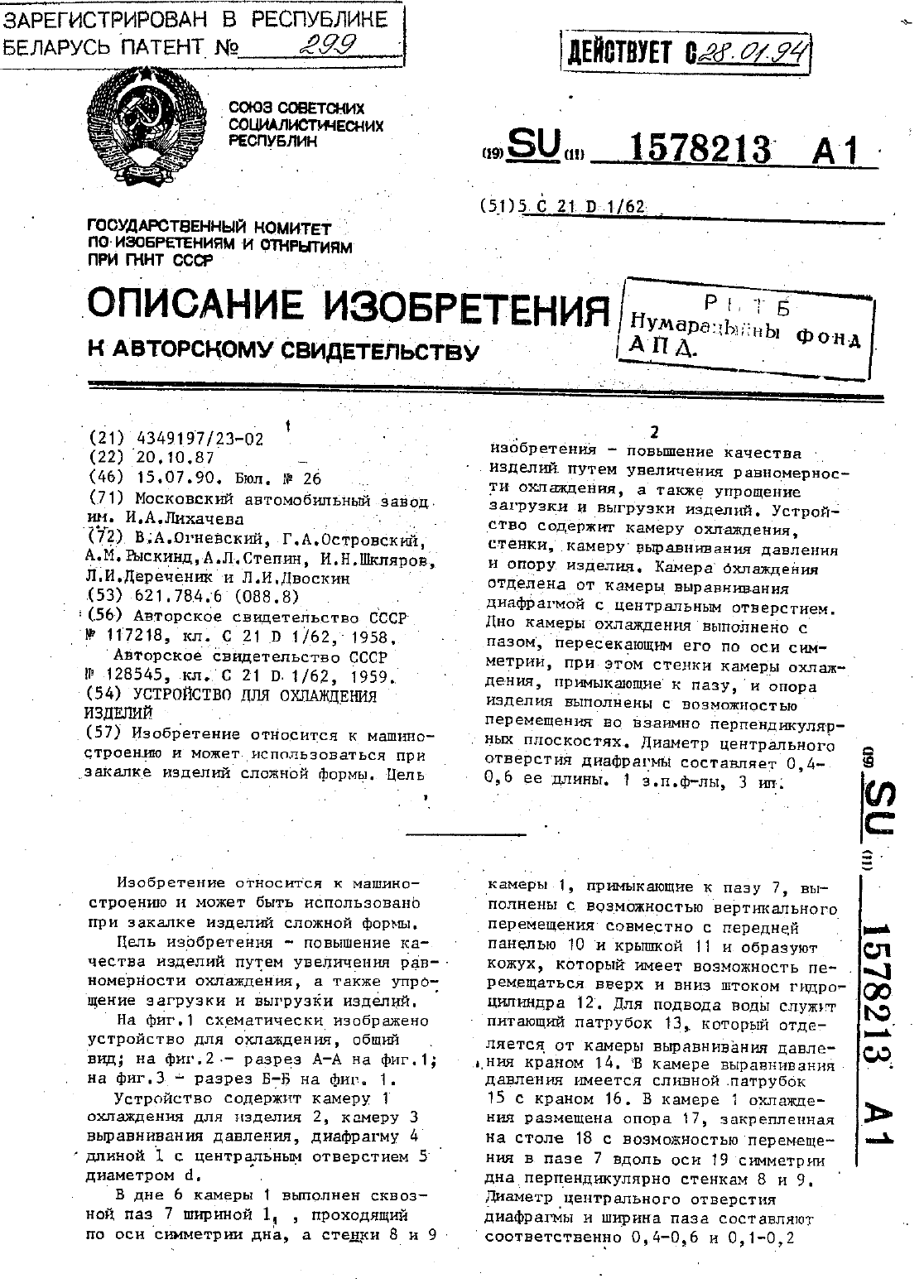
...охлаждення.перед очеред ной подачей жидкости на.закалку.центрального отверстия диафрагмы Иширины паза Ц 0,4 - 0,6 1 И 1,О,1-0,2 1 обеспечивает.пред 0 хРгНЕ Нние детали от первоначальных брызг воаникающнк при формировании ПТка, и равномерное распределение саМОГО ПОТОКЗ ВДОЛЬ ПОВЕРХНОСТЦ ДЕТЗповерхности изделия сложной формчивается необходиостью образовы 157821 ЗМнннмальнй диаметр СО,д 1) обусловлен необходимостью подачи достаточнаго...
Способ термической обработки изделий
Номер патента: 986
Опубликовано: 15.12.1995
Авторы: Пауль Хайльманн, Фридрих Прайсер, Ральф Шустер
МПК: C21D 1/74
Метки: обработки, термической, способ, изделий
Текст:
...их нагрева и последующего охлаждения охлаждающим газом под давлением и при помощи газоциркуляции и добиться более высокой интенсивности закалки без повышения мощности двигателя для циркуляции охлаждающего газа.Эта задача согласно изобретению решаетсяТЕМ, ЧТО ИНСРТНЫЙ ГЗЗ В СМЕСИ ИСПОЛЬЗУЮТдо 30 объемных , давление охлаждающей СМВСН В ПЕЧИ УСТЗНЗВЛИВЗЮТ В пределах ОТ 1,4 до 4 МПа, а скорость циркуляции охлаждающего газа устанавливают такую,...
Предыдущий патент: Способ прокатки заготовок
Следующий патент: Рычажно-храповой реверсивный механизм с шарнирно-рычажным приводом
Случайный патент: Способ и устройство для подвешивания и установки взрывозаградительных водяных резервуаров в подземных горных разработках и туннелях