Способ разделения заготовок перед счетчиком
Номер патента: 5652
Опубликовано: 30.12.2003
Авторы: Леневский Александр Николаевич, Абитоцкий Владимир Григорьевич, Маточкин Виктор Аркадьевич, Анелькин Николай Иванович
Текст
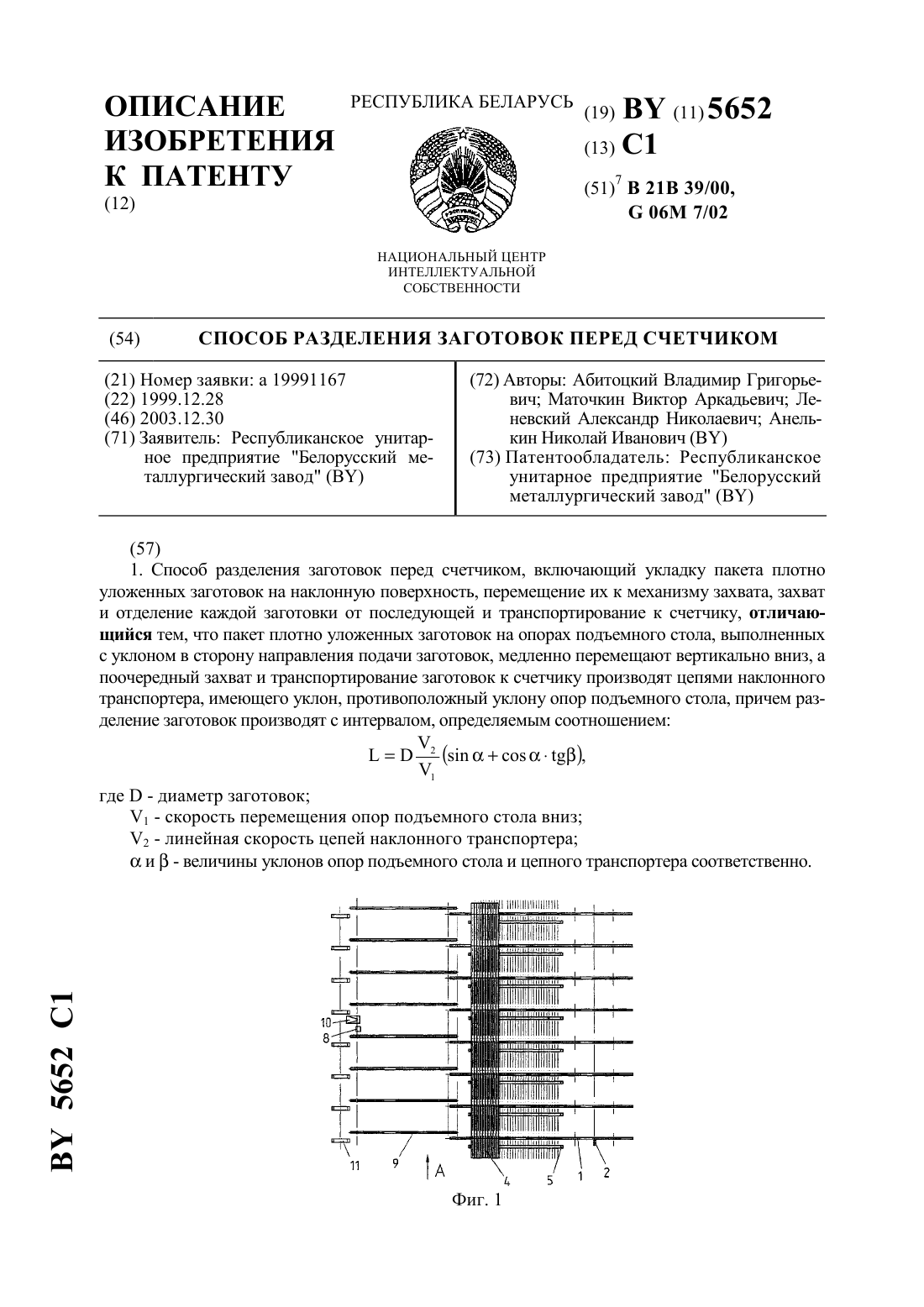
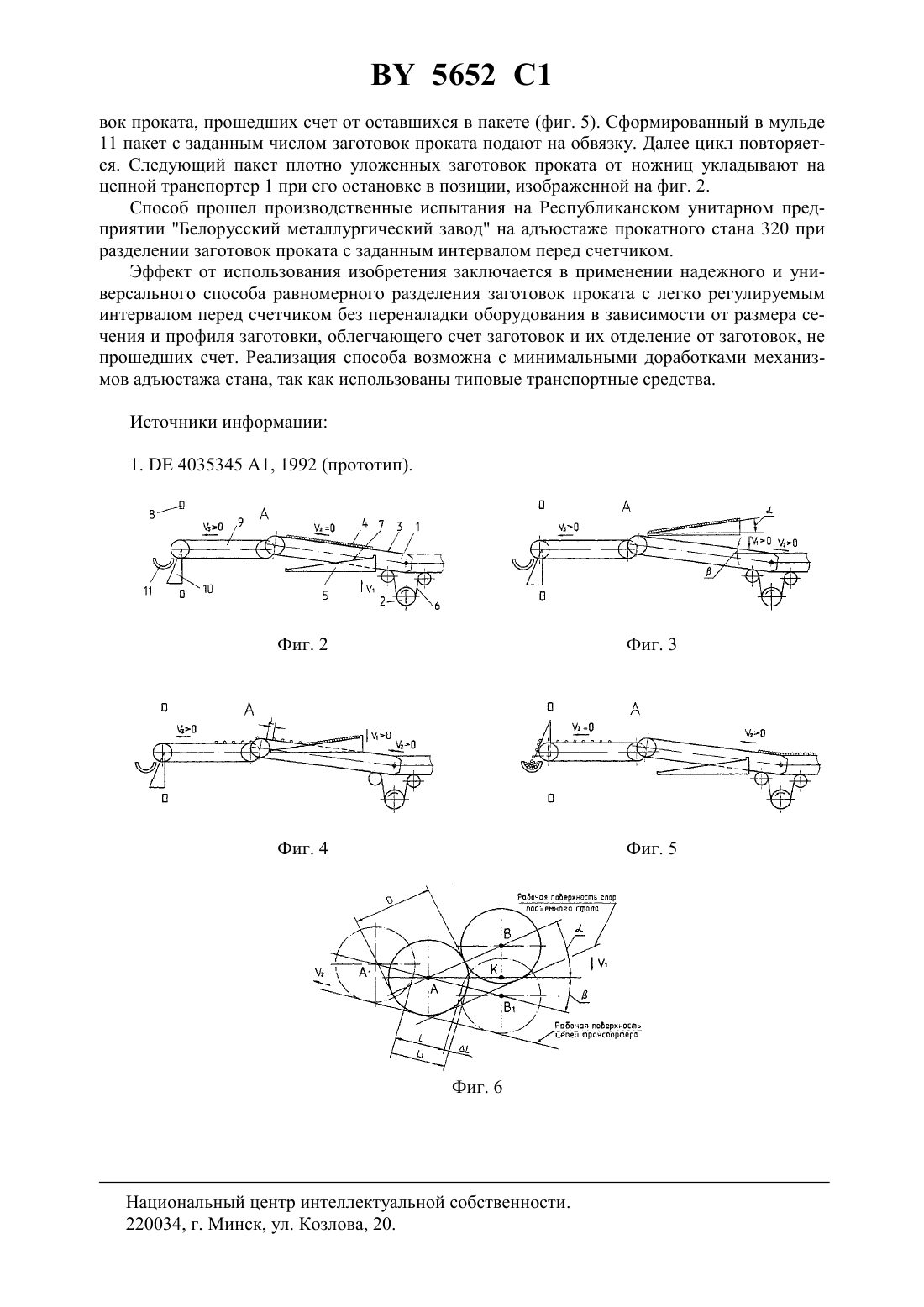
06 7/02 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ РАЗДЕЛЕНИЯ ЗАГОТОВОК ПЕРЕД СЧЕТЧИКОМ(71) Заявитель Республиканское унитарное предприятие Белорусский металлургический завод(72) Авторы Абитоцкий Владимир Григорьевич Маточкин Виктор Аркадьевич Леневский Александр Николаевич Анелькин Николай Иванович(73) Патентообладатель Республиканское унитарное предприятие Белорусский металлургический завод(57) 1. Способ разделения заготовок перед счетчиком, включающий укладку пакета плотно уложенных заготовок на наклонную поверхность, перемещение их к механизму захвата, захват и отделение каждой заготовки от последующей и транспортирование к счетчику, отличающийся тем, что пакет плотно уложенных заготовок на опорах подъемного стола, выполненных с уклоном в сторону направления подачи заготовок, медленно перемещают вертикально вниз, а поочередный захват и транспортирование заготовок к счетчику производят цепями наклонного транспортера, имеющего уклон, противоположный уклону опор подъемного стола, причем разделение заготовок производят с интервалом, определяемым соотношением 2 ,1 где- диаметр заготовок 1 - скорость перемещения опор подъемного стола вниз 2 - линейная скорость цепей наклонного транспортераи- величины уклонов опор подъемного стола и цепного транспортера соответственно. 5652 1 2. Способ по п. 1, отличающийся тем, что пакет плотно уложенных заготовок на опорах подъемного стола при перемещении вертикально вниз одновременно перемещают в сторону, противоположную направлению подачи заготовок. 3. Способ по п. 1 или 2, отличающийся тем, что наклонные поверхности опор подъемного стола и цепного транспортера выполнены с мелкими насечками.(56)40353451, 1992.1731323 1, 1992.801923, 1981.2048222 1, 1995.0426612 1, 1991.4662500, 1987.59108614 , 1984.06298351 , 1994. Изобретение относится к черной металлургии, точнее к прокатному производству, а именно к способам подготовки пакетов заготовок преимущественно мелкосортных станов перед счетчиком. В качестве прототипа принято изобретение 1. Способ разделения заготовок с заданным интервалом перед счетчиком включает укладку пакета заготовок на наклонную поверхность вибрационного (качающегося) конвейера, перемещение заготовок по наклонной плоскости к регулируемым упорам. Осуществляются захват каждой отдельной заготовки зубьями грейферных колес преимущественно в средней ее части, в момент касания и быстрое перемещение заготовки с целью отделения от последующей заготовки. От упоров только один пруток захватывается зубьями грейферных колес, поскольку зубья транспортных колес (цепей) не выступают за упоры. Грейферные колеса поднимают пруток за середину и немного изгибают его, благодаря чему он постепенно попадает в зону зубьев транспортных колес. Подсчет осуществляется сенсорными датчиками, установленными в самой высокой точке зоны грейферных колес. Одним из существенных недостатков прототипа является его сложность, так как устройство, реализующее данный способ, фактически является транспортной системой,встроенной в адъюстаж прокатного стана. Систему невозможно отключить при отсутствии необходимости в счете заготовок. К тому же возникает необходимость в переналадках устройства при замене диаметра прутка и особенно при переходе на сложный профиль заготовки. Использование вибрационного (качающегося) конвейера при реализации способа, изложенного в прототипе, приводит к воздействию динамических нагрузок на фундаменты,устранение которых затруднительно из-за значительного отличия масс заготовок, транспортируемых к счетчику. Такой способ разделения заготовок на современных высокопроизводительных станах вряд ли можно считать надежным. Задача, решаемая изобретением, заключается в создании более надежного способа разделения заготовок с заданным интервалом перед счетчиком. Технический результат от применения способа заключается в повышении надежности работы транспортной системы и в возможности периодического разделения заготовок независимо от их диаметра или профиля. Решение поставленной задачи обеспечивается тем, что способ разделения заготовок перед счетчиком включает укладку пакета плотно уложенных заготовок на наклонную по 2 5652 1 верхность, перемещение их к механизму захвата, захват и отделение каждой заготовки от последующей и транспортирование к счетчику. По изобретению пакет плотно уложенных заготовок на опорах подъемного стола, выполненных с уклоном в сторону направления подачи заготовок, медленно перемещают вертикально вниз, а поочередный захват и транспортирование заготовок к счетчику производят цепями наклонного транспортера, имеющего уклон, противоположный уклону опор подъемного стола, причем разделение заготовок производят с интервалом, определяемым соотношением 2 ,1 где- диаметр заготовок 1 - скорость перемещения опор подъемного стола вниз 2 - линейная скорость цепей наклонного транспортераи- величины уклонов опор подъемного стола и цепного транспортера, соответственно. Пакет плотно уложенных заготовок на опорах подъемного стола при перемещении вертикально вниз могут одновременно перемещать в сторону, противоположную направлению подачи заготовок, увеличивая таким образом интервал между заготовками. Наклонные поверхности опор подъемного стола и цепного транспортера могут быть выполнены с мелкими насечками высотой 23 мм для увеличения сил трения. При необходимости уклон может быть выполнен только на опорах подъемного стола (предпочтительный вариант) или на цепном транспортере. Цепи транспортера должны быть, как правило, пластинчатыми (прямыми) с целью обеспечения условия надежного поочередного захвата заготовок при их разделении. Согласно изобретению, подача заготовок к механизму захвата осуществляется не в плоскости пакета заготовок, а вертикально вниз с возможным одновременным перемещением в направлении, обратном направлению подачи проката. В качестве механизма захвата в заявленном способе использована гладкая или с мелкими насечками высотой 2 3 мм поверхность пластинчатых цепей, не требующая регулируемых упоров и переналадок в зависимости от размера сечения и профиля заготовок. Изобретение поясняется чертежами, где на фиг. 1 изображено устройство, вид в плане на фиг. 2-5 - вид А на фиг. 1 сразличным положением исполнительных органов на фиг. 6 приведена расчетная схема для определения интервала между заготовками. Устройство содержит подающий цепной транспортер 1, состоящий в нашем случае из восьми транспортеров с общим приводом 2 и имеющий наклонную поверхность 3. Транспортер предназначен для подачи пакетов 4 плотно уложенных заготовок проката к опорам 5 подъемного стола (стол не показан). Транспортеры оснащены пластинчатыми цепями 6 с целью получения прямолинейной поверхности. Опоры подъемного стола расположены в промежутках между транспортерами и имеют уклон 7, направление которого совпадает с направлением подачи заготовок и противоположный уклону цепного транспортера. Величина уклона как на опорах, так и на цепном транспортере должна быть достаточной для устойчивого положения заготовок (на опорах 38, на транспортере 08). Величину уклона можно увеличить при нанесении на поверхности мелких зубьев или ступеней высотой 23 мм. Подъем стола имеет две скорости подач ускоренную при подъеме и медленную при опускании (10,020,03 м/сек). Транспортирование заготовок к счетчику 8, уложенных с заданным интервалом на цепном транспортере 1, обеспечивает отводящий цепной транспортер 9, состоящий из восьми в нашем случае транспортеров, имеющих общий привод. Скорости цепей на транспортере 1 и на отводящем транспортере 9 могут как совпадать, так и отличаться(20,50,6 м/сек). Для отделения заготовок проката, прошедших счет на счетчике 8 от общего пакета, предназначен отделитель 10, имеющий пирамидальную форму и установ 3 5652 1 ленный на одной линии с датчиком счета 8. Привод вертикального перемещения отделителя 10 не показан. Заготовки проката, прошедшие счет, собирают в мульде 11 и подают на обвязку. Для вывода формулы зависимости величины интервала (промежутка) между заготовкамиот параметров устройства, реализующего способ, приведена расчетная схема на фиг. 6. На схеме изображено положение двух соседних заготовок с центрами сечений А и В на наклонной поверхности опор подъемного стола с углом . При вертикальном перемещении опор подъемного стола точка В переместится в точку В 1, т.е. заготовка коснется цепи наклонного транспортера с углом . За это время предыдущая заготовка с центром А передвинется в точку А 1, т.е. на расстояние 12,где- время опускания заготовки с центром В в положение В 1, т.е.1 / 1 ,1 - скорость опускания опор подъемного стола 2 - скорость цепи транспортера. Тогда 1-,где-1-1. Путем несложных преобразований получим формулу 2/1/ - 1. Учитывая относительно малые величины угловии незначительное их отличие по величине, можно с большой степенью достоверности считать, что/ - 10. Окончательно получим 2/1. Пример. При диаметре заготовок 12 мм и рекомендуемых минимальных скоростях 10,02 м/сек и 20,5 м/сек, а также рекомендуемых максимальных углах 8 и 5 получим 120,5/0,02(0,1390,990,087)67,7 мм. Устройство работает следующим образом. Пакет плотно уложенных заготовок проката от ножниц подают на наклонную часть цепного транспортера 1 и останавливают над опущенными вниз опорами 5 подъемного стола (фиг. 2), после чего поступает команда подъем опор и. соответственно, укладку заготовок на их наклонной поверхности 7 (фиг. 3). Для равномерного разделения заготовок с заданным интервалом включают приводы подающего цепного транспортера 1 и отводящего цепного транспортера 9 в направлении подачи заготовок проката соответственно со скоростями цепей 2 и 3, после чего включают привод медленной подачи вертикально вниз опор 5 с пакетами заготовок проката 4 со скоростью 1 (фиг. 3), при этом желательно, чтобы заготовка первоначально коснулась цепей транспортера в своей средней части по длине. В результате происходит укладка заготовок проката с заданным интерваломна цепном транспортере 1, передача их на цепной транспортер 9 и далее к счетчику 8(фиг. 4). Для увеличения интервала между заготовками возможен вариант включения двух подач подъемного стола одновременно вертикально вниз и горизонтально в сторону, противоположную направлению подачи заготовки. Поскольку счет заготовок проката возможен при более медленной скорости цепей транспортера 9 (390,1250,150 м/сек), то желательно, чтобы длина транспортера 9 была достаточной для расположения на нем полностью уложенного пакета заготовок с интервалом . При подходе к счетчику 8 последнего прутка пакета, формируемого в мульде 11, включают медленную скорость, цепей транспортера 9 и, после счета последнего прутка, его остановку. При подъеме вверх отделителя 10 происходит отдаление части загото 4 5652 1 вок проката, прошедших счет от оставшихся в пакете (фиг. 5). Сформированный в мульде 11 пакет с заданным числом заготовок проката подают на обвязку. Далее цикл повторяется. Следующий пакет плотно уложенных заготовок проката от ножниц укладывают на цепной транспортер 1 при его остановке в позиции, изображенной на фиг. 2. Способ прошел производственные испытания на Республиканском унитарном предприятии Белорусский металлургический завод на адъюстаже прокатного стана 320 при разделении заготовок проката с заданным интервалом перед счетчиком. Эффект от использования изобретения заключается в применении надежного и универсального способа равномерного разделения заготовок проката с легко регулируемым интервалом перед счетчиком без переналадки оборудования в зависимости от размера сечения и профиля заготовки, облегчающего счет заготовок и их отделение от заготовок, не прошедших счет. Реализация способа возможна с минимальными доработками механизмов адъюстажа стана, так как использованы типовые транспортные средства. Источники информации 1.4035345 А 1, 1992 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B21B 39/00, G06M 7/02
Метки: счетчиком, способ, заготовок, разделения
Код ссылки
<a href="https://by.patents.su/5-5652-sposob-razdeleniya-zagotovok-pered-schetchikom.html" rel="bookmark" title="База патентов Беларуси">Способ разделения заготовок перед счетчиком</a>
Устройство для счета и отделения заготовок проката
Номер патента: 4591
Опубликовано: 30.09.2002
Авторы: Абитоцкий Владимир Григорьевич, Мачулина Наталья Васильевна, Хесин Борис Яковлевич
МПК: G06M 7/02
Метки: отделения, устройство, заготовок, счета, проката
Текст:
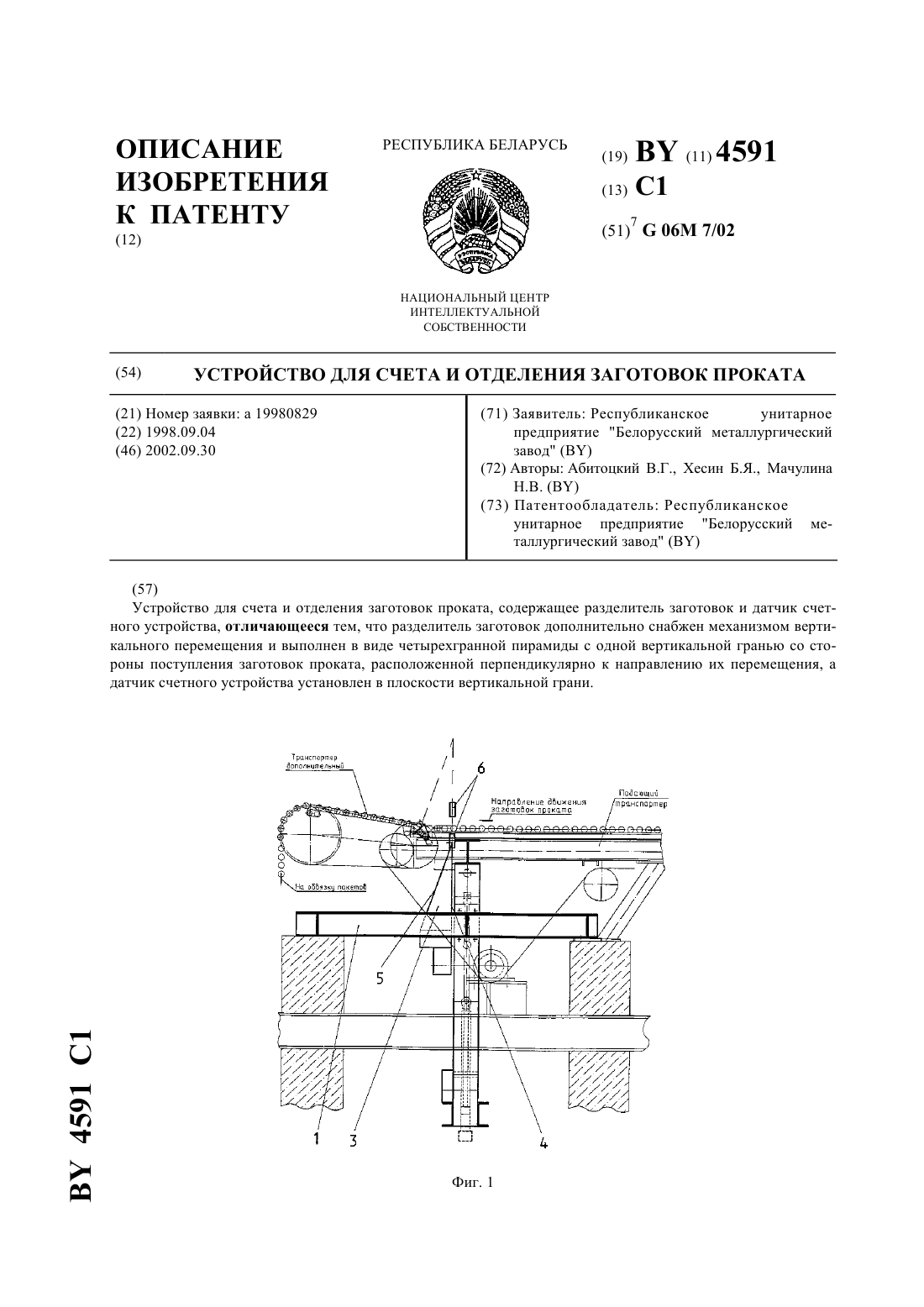
...конструкции устройства, в повышении его надежности и удобства при работе с различными профилями. Решение поставленной задачи обеспечивается тем, что устройство для счета и отделения заготовок проката содержит разделитель заготовок и датчик счетного устройства. По изобретению разделитель заготовок дополнительно снабжен механизмом вертикального перемещения и выполнен в виде четырехгранной пирамиды с одной вертикальной гранью со стороны...
Способ и устройство для продольного разделения проката
Номер патента: 3811
Опубликовано: 30.03.2001
Авторы: Иванов Геннадий Нариманович, Рогачев Владимир Иванович, Карцев Юрий Иванович
МПК: B21B 1/02
Метки: устройство, продольного, проката, способ, разделения
Текст:
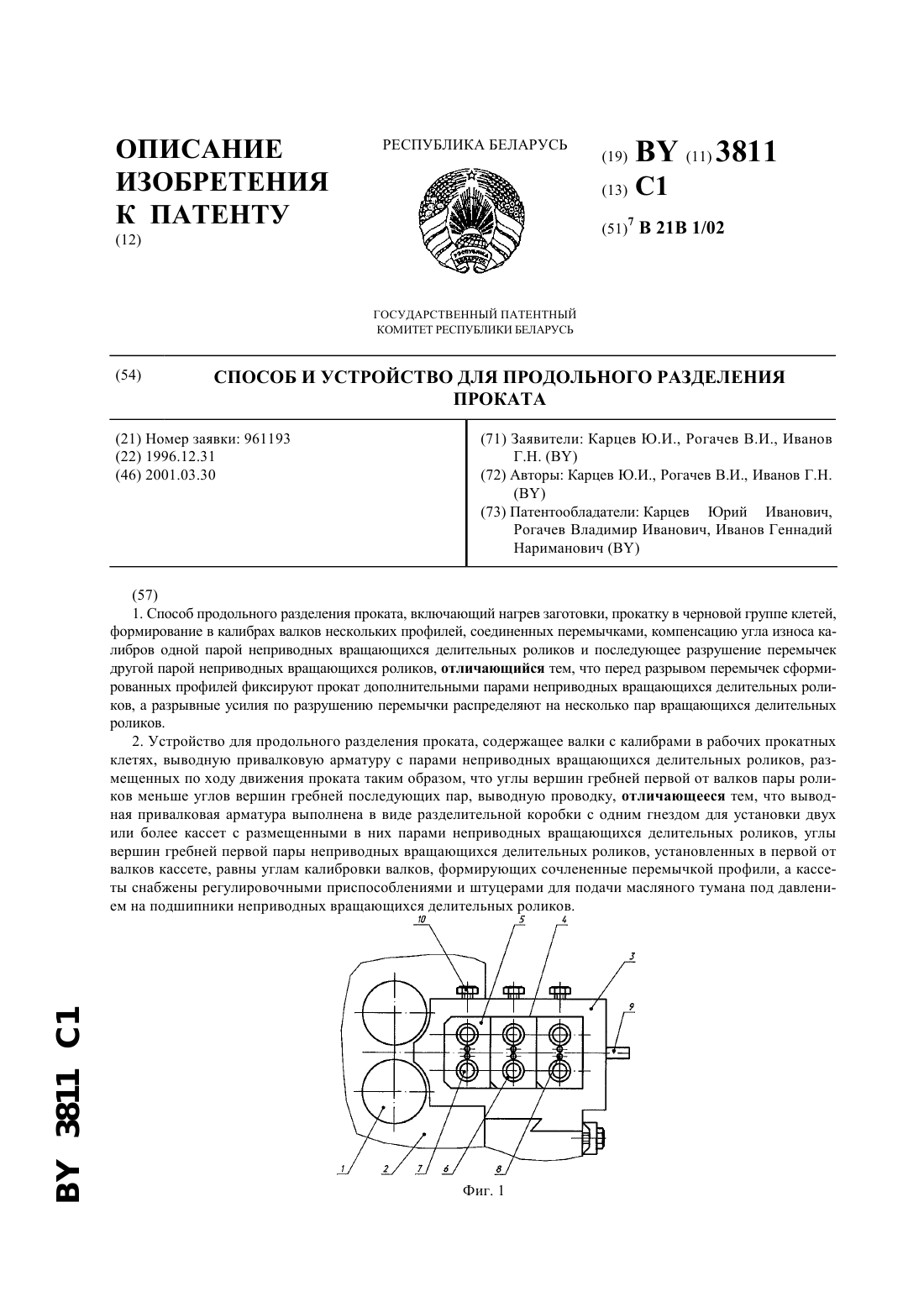
...разделения сдвоенного профиля с перемычкой двумя кассетами с неприводными вращающимися делительными роликами, на фиг. 3 показан разрез кассеты (5). Способ реализуется с помощью устройства. Устройство состоит из прокатной клети, калибры валков (1) которой формируют сочлененные перемычкой профили, привалкового бруса (2), разрезной коробки (привалковой арматуры) (3) с гнездом (4) для установки двух или более кассет (5) с парами неприводных...
Способ разделения пьезокерамической заготовки
Номер патента: 760
Опубликовано: 15.08.1995
Авторы: Лайков Г. Д., Александренко В. Т.
МПК: H01L 21/304
Метки: пьезокерамической, заготовки, способ, разделения
Текст:
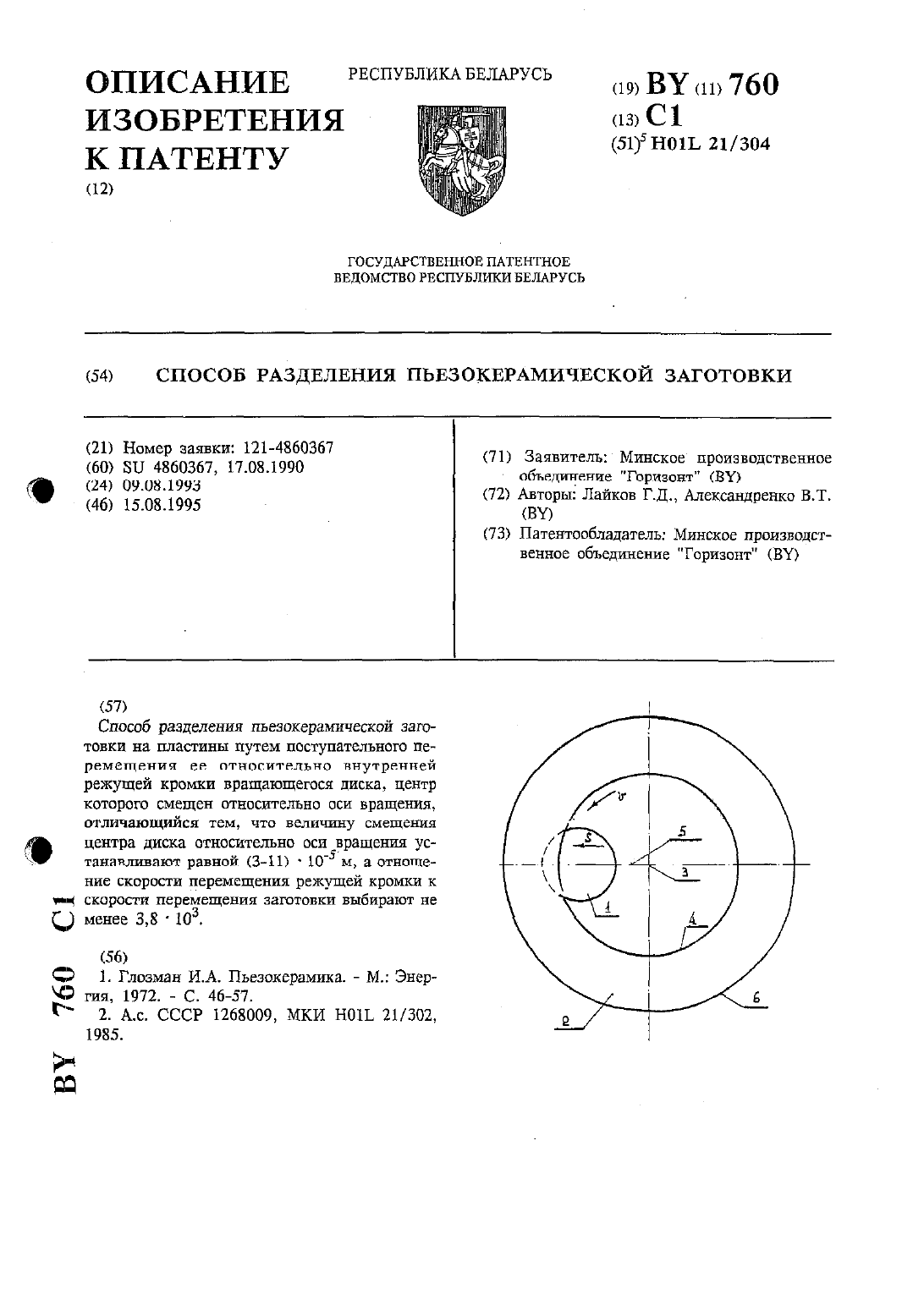
...пластины от заготовки 1 и образованию шлама в зоне обмработки. При смещении цента З режущей кромки 4 относительно оси вращения алмазного диска 2 резание пьезокерамической загоТОВКИ 1 ОСУЩЕСТВЛЯЕТСЯ ТОЛЬКО ЧЗСТЬЮ режущей кромки 4, наиболее близко расположенной к оси вращения алмазного диска 2, а остальная часть диска 2 удаляет шлам из зоны обработки. При этом процесс резания пьезокерамнческой заготовки 1 осуществляется только в...
Способ прокатки заготовок разделением
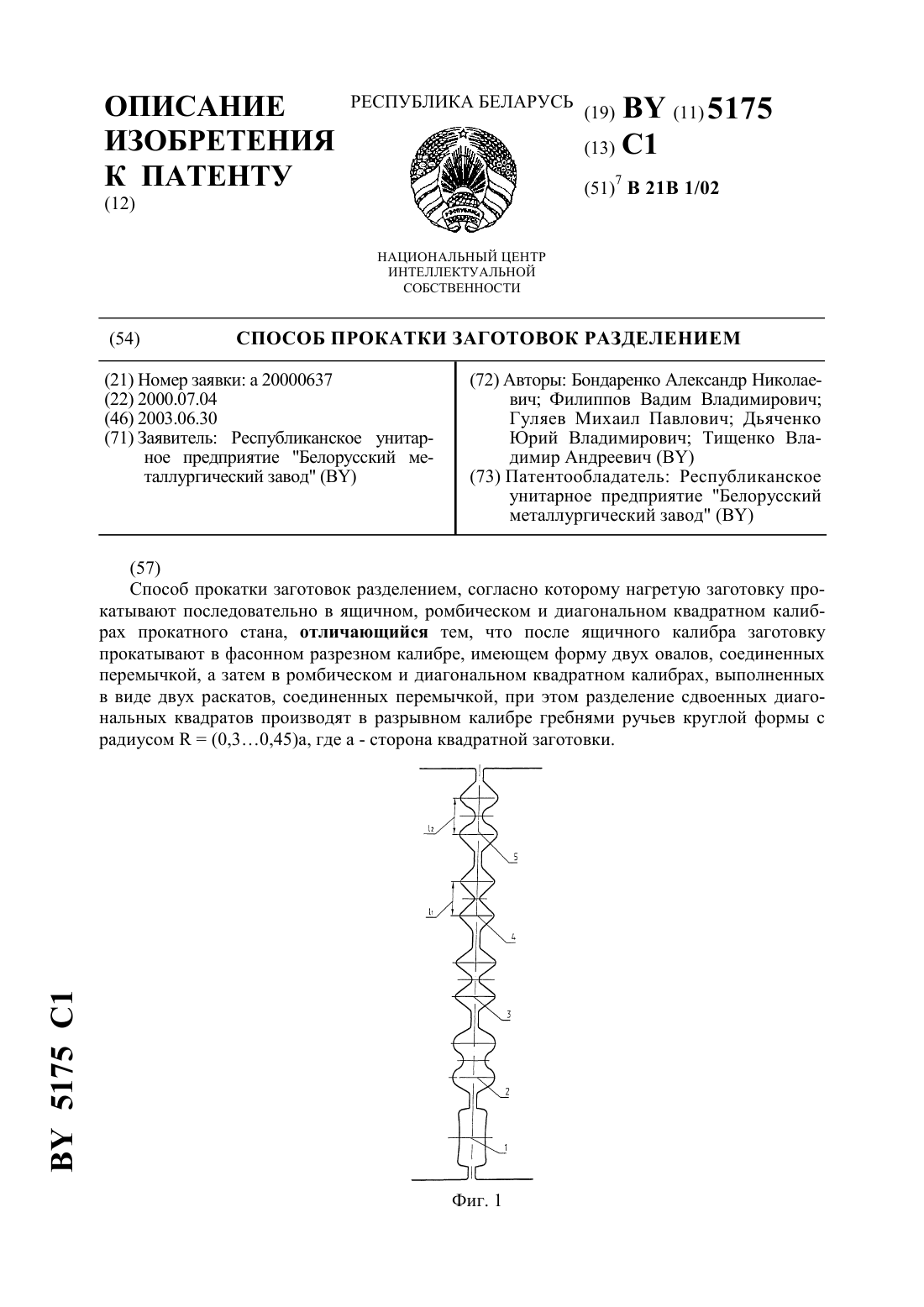
Номер патента: 5175
Опубликовано: 30.06.2003
Авторы: Филиппов Вадим Владимирович, Дьяченко Юрий Владимирович, Бондаренко Александр Николаевич, Тищенко Владимир Андреевич, Гуляев Михаил Павлович
МПК: B21B 1/02
Метки: разделением, заготовок, способ, прокатки
Текст:
...диагональных квадратов производят в разрывном калибре гребнями ручьев круглой формы с радиусом(0,30,45)а, где а - сторона квадратной заготовки. Изобретение поясняется чертежом, где на фиг. 1 представлена система калибров валков, состоящая из пяти калибров на фиг. 2 - схема калибра двух диагональных квадратов соединенных перемычкой на фиг. 3 - схема разрывного калибра, обеспечивающего разрыв перемычки и разделение сдвоенного раската на...
Способ многопродуктового разделения дисперсных материалов

Номер патента: 3964
Опубликовано: 30.06.2001
Авторы: Воробьев Владимир Васильевич, Фогелев Владимир Арсеньевич
Метки: материалов, многопродуктового, разделения, дисперсных, способ
Текст:
...в подаче исходного материала в основной воздушный поток и образовании потока аэросмеси,который последовательно подают снизу вверх в один или несколько расположенных один выше другого основных сепарационных модулей классификатора, последовательном выделении из него промежуточных продуктов разделения, модуль крупности которых и/или плотность соответственно уменьшается в каждом из них, отводе из нижней части основных...
Предыдущий патент: Монополярный электролизер
Следующий патент: Средство для коррекции ишемического инсульта
Случайный патент: Универсальный стан для мокрого волочения и плющения стальной высокоуглеродистой проволоки