Способ шлифования тонкостенных и клиновидных деталей с одновременной закалкой
Текст
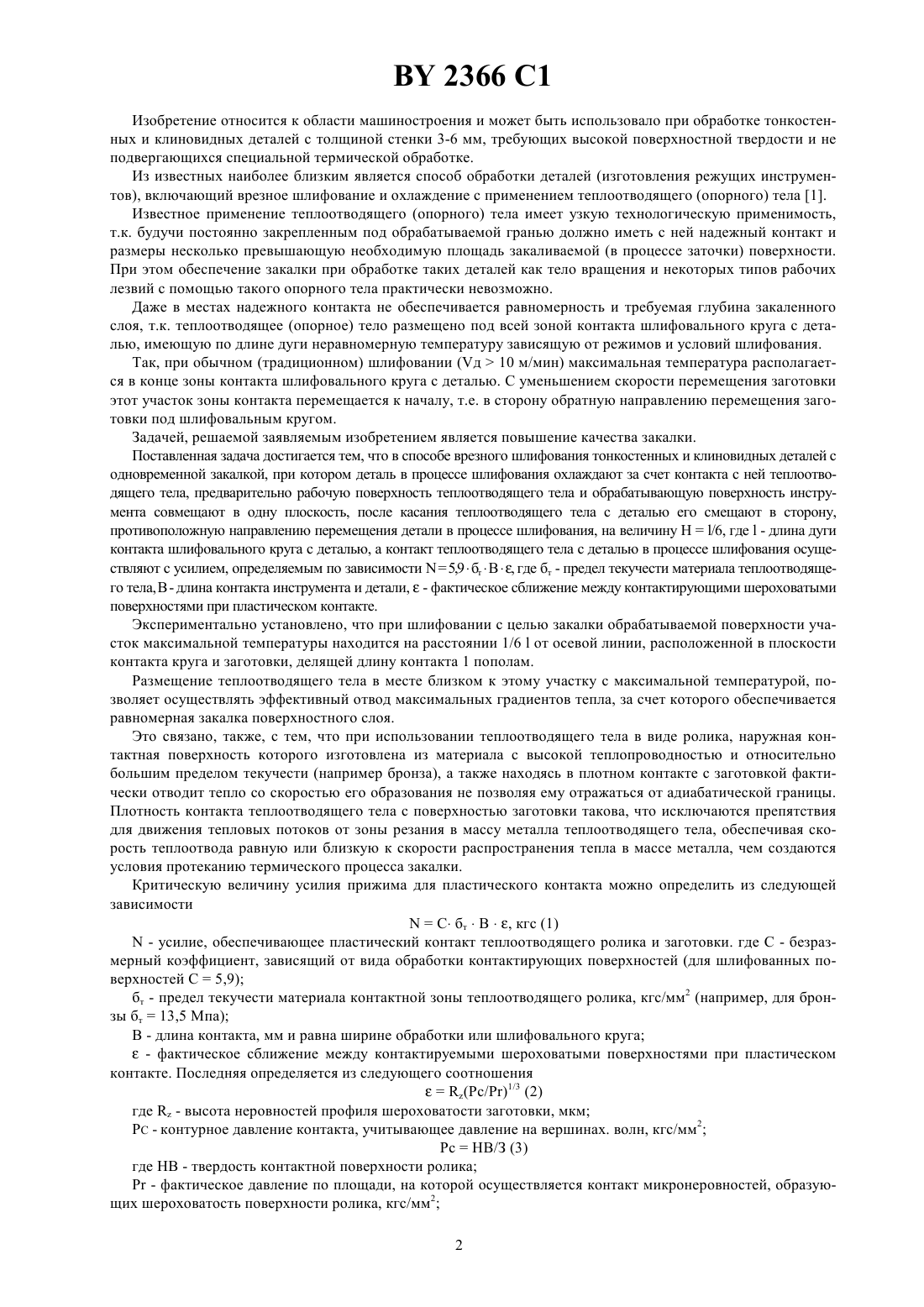
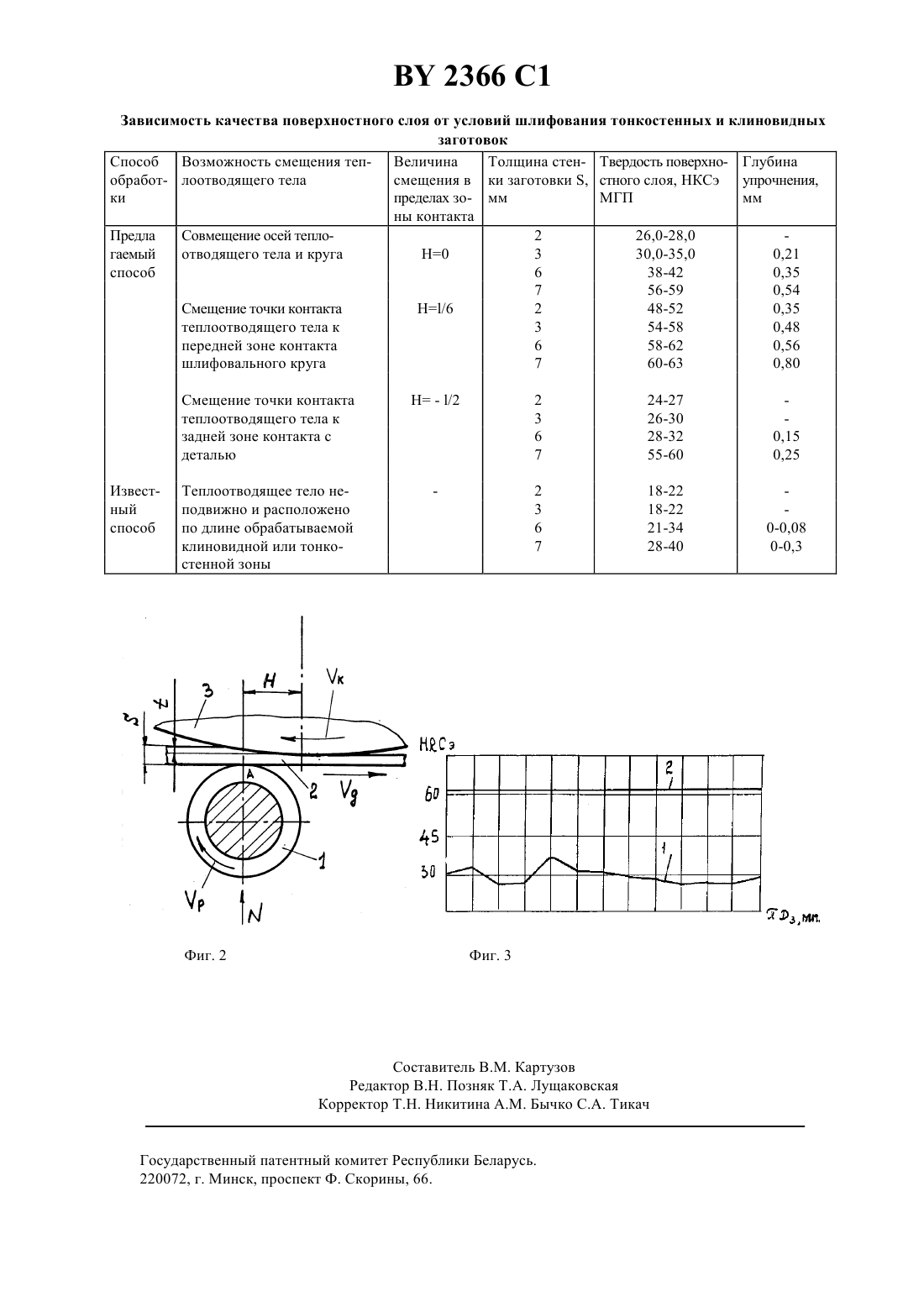
21 9/22, 24 1/00 ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ ВРЕЗНОГО ШЛИФОВАНИЯ ТОНКОСТЕННЫХ И КЛИНОВИДНЫХ ДЕТАЛЕЙ С ОДНОВРЕМЕННОЙ ЗАКАЛКОЙ(71) Заявитель Белорусский аграрный университет(73) Патентообладатель Белорусский технический университет(57) Способ врезного шлифования тонкостенных и клиновидных деталей с одновременной закалкой, при котором деталь в процессе шлифования охлаждают за счет контакта с ней теплоотводящего тела, отличающийся тем, что предварительно рабочую поверхность теплоотводящего тела и обрабатывающую поверхность инструмента совмещают в одну плоскость, после касания теплоотводящего тела с деталью его смещают в сторону, противоположную направлению перемещения детали в процессе шлифования, на величину 1 Н ,6 где 1 - длина дуги контакта инструмента с деталью,а контакт теплоотводящего тела с деталью в процессе шлифования осуществляют с усилием, определяемым по зависимости-5,9 т В ,где т - предел текучести материала теплоотводящего тела,В - длина контакта инструмента и детали, - фактическое сближение между контактирующими шероховатыми поверхностями при пластическом контакте. 2366 1 Изобретение относится к области машиностроения и может быть использовало при обработке тонкостенных и клиновидных деталей с толщиной стенки 3-6 мм, требующих высокой поверхностной твердости и не подвергающихся специальной термической обработке. Из известных наиболее близким является способ обработки деталей (изготовления режущих инструментов), включающий врезное шлифование и охлаждение с применением теплоотводящего (опорного) тела 1. Известное применение теплоотводящего (опорного) тела имеет узкую технологическую применимость,т.к. будучи постоянно закрепленным под обрабатываемой гранью должно иметь с ней надежный контакт и размеры несколько превышающую необходимую площадь закаливаемой (в процессе заточки) поверхности. При этом обеспечение закалки при обработке таких деталей как тело вращения и некоторых типов рабочих лезвий с помощью такого опорного тела практически невозможно. Даже в местах надежного контакта не обеспечивается равномерность и требуемая глубина закаленного слоя, т.к. теплоотводящее (опорное) тело размещено под всей зоной контакта шлифовального круга с деталью, имеющую по длине дуги неравномерную температуру зависящую от режимов и условий шлифования. Так, при обычном (традиционном) шлифовании (д 10 м/мин) максимальная температура располагается в конце зоны контакта шлифовального круга с деталью. С уменьшением скорости перемещения заготовки этот участок зоны контакта перемещается к началу, т.е. в сторону обратную направлению перемещения заготовки под шлифовальным кругом. Задачей, решаемой заявляемым изобретением является повышение качества закалки. Поставленная задача достигается тем, что в способе врезного шлифования тонкостенных и клиновидных деталей с одновременной закалкой, при котором деталь в процессе шлифования охлаждают за счет контакта с ней теплоотводящего тела, предварительно рабочую поверхность теплоотводящего тела и обрабатывающую поверхность инструмента совмещают в одну плоскость, после касания теплоотводящего тела с деталью его смещают в сторону,противоположную направлению перемещения детали в процессе шлифования, на величину Н/6, где- длина дуги контакта шлифовального круга с деталью, а контакт теплоотводящего тела с деталью в процессе шлифования осуществляют с усилием, определяемым по зависимости 5,9 бтВ, где бт - предел текучести материала теплоотводящего тела, В - длина контакта инструмента и детали,- фактическое сближение между контактирующими шероховатыми поверхностями при пластическом контакте. Экспериментально установлено, что при шлифовании с целью закалки обрабатываемой поверхности участок максимальной температуры находится на расстоянии 1/6 от осевой линии, расположенной в плоскости контакта круга и заготовки, делящей длину контакта 1 пополам. Размещение теплоотводящего тела в месте близком к этому участку с максимальной температурой, позволяет осуществлять эффективный отвод максимальных градиентов тепла, за счет которого обеспечивается равномерная закалка поверхностного слоя. Это связано, также, с тем, что при использовании теплоотводящего тела в виде ролика, наружная контактная поверхность которого изготовлена из материала с высокой теплопроводностью и относительно большим пределом текучести (например бронза), а также находясь в плотном контакте с заготовкой фактически отводит тепло со скоростью его образования не позволяя ему отражаться от адиабатической границы. Плотность контакта теплоотводящего тела с поверхностью заготовки такова, что исключаются препятствия для движения тепловых потоков от зоны резания в массу металла теплоотводящего тела, обеспечивая скорость теплоотвода равную или близкую к скорости распространения тепла в массе металла, чем создаются условия протеканию термического процесса закалки. Критическую величину усилия прижима для пластического контакта можно определить из следующей зависимостиС бтВ, кгс (1)- усилие, обеспечивающее пластический контакт теплоотводящего ролика и заготовки. где С - безразмерный коэффициент, зависящий от вида обработки контактирующих поверхностей (для шлифованных поверхностей С 5,9) бт - предел текучести материала контактной зоны теплоотводящего ролика, кгс/мм 2 (например, для бронзы бт 13,5 Мпа) В - длина контакта, мм и равна ширине обработки или шлифовального круга- фактическое сближение между контактируемыми шероховатыми поверхностями при пластическом контакте. Последняя определяется из следующего соотношения(/)1/3 (2) где- высота неровностей профиля шероховатости заготовки, мкм РС - контурное давление контакта, учитывающее давление на вершинах. волн, кгс/мм 2 РсНВ/З (3) где НВ - твердость контактной поверхности ролика- фактическое давление по площади, на которой осуществляется контакт микронеровностей, образующих шероховатость поверхности ролика, кгс/мм 2 2 2366 1 Н, где Н - величина микротвердости ролика. На фиг. 1 представлен способ обработки тонкостенной заготовки типа тела вращения. На фиг. 2 представлен способ обработки тонкостенной заготовки типа плоскости. На фиг. 1, 2 приведены следующие обозначения. Теплоотводящее тело 1, смещенное на расстояние Н в точку контакта А, диаметром Др, направлением и скоростью вращения , а также направлением и силой прижимаобрабатывающая заготовка 2 с толщиной стенки , направлением и скоростью перемещенияи внутренним диаметром Двн шлифовальный круг 3 с глубиной врезания , направлением и скоростью перемещения к скорость перемещения заготовки 3 направление усилия прижима теплоотводящего тела- толщина заготовки- скорость вращения теплоотводящего тела (ролика) Д - внутренний диаметр заготовки Н - величина смещения теплоотводящего тела А - точка контакта теплоотводящего тела с обрабатываемой заготовкой после смещения. На фиг. 3 представлен график изменения средней поверхностной твердости для толщины стенки заготовки 3-6 мм при шлифовании с применением неподвижного теплоотводящего тела (кривая 1) и с применением теплоотводящего тела по предлагаемому способу (кривая 2). Клиновидная часть заготовки с позиций теплопроводности относится к типу тонкостенных, но с переменной толщиной или с переменным теплоотводящим объемом металла, величина которого снижается до нуля в месте пересечения образующих е граней. Поэтому принцип реализации способа применительно к клиновидным деталям не отличается от обработки тонкостенных заготовок и может соответствовать схемам приведенным на фиг. 1, 2. Предлагаемый способ врезного шлифования тонкостенных и клиновидных заготовок включает подвод теплоотводящего тела до контакта с заготовкой так, что линии контакта совмещаются в одну плоскость,проходящую через продольные оси вращения шлифовального круга, теплоотводящего тела, например, ролика и заготовки. Затем теплоотводящее тело смещают на величину Н/6 в сторону противоположную направлению перемещения заготовки. Осуществляют поджим теплоотводящего тела усилием,рассчитываемым по зависимостиСбтВ и врезание вращающегося круга в обрабатываемую заготовку на глубину всего припуска. При этом теплоотводящее тело контактирует с внутренней поверхностью заготовки и обработку ведут при глубине врезанияи скорости перемещения детали д, обеспечивающие образование критических температур закалки на определенной глубине упрочнения. Предложенный способ осуществлялся на модернизированном круглошлифовальном станке мод.ЗА 130 кругом из электрокорунда ПП 300 х 25 х 105 с характеристикой 24 А 40 СМ 1 К 56 с частотой вращения 35 м/с. Режимы обработки глубина резания - 0,6 мм, частота вращения заготовки - 1 об/мин. Обработке подвергались наружные поверхности полых заготовок выталкивателей прессформ из стали У 8 А, толщиной стенки 2-7 мм и высотой 30 мм, установленной на специальной оправке, закрепленной в пиноли задней бабки станка соосно с обрабатываемой заготовкой и возможностью поворота относительно своей оси. Экспериментом предусматривалось осуществить обработку в трех положениях теплоотводящего ролика без смещения (Н 0), со смещением к передней части зоны контакта (Н 1/6 ) и со смещением к заднему участку зоны контакта (Н-1/2 ). Усилие поджимарассчитывалось при условии изготовления теплоотводящего тела из меди (бт 7,2 МПа), латуни Л 85(бт 8,4 МПа), бронзы (бт 13,5 МПа) и стали (бт 28 МПа). Смещением задней бабки в поперечном направлении подводилось теплоотводящее тело до контакта с необрабатываемой поверхностью заготовки и фиксировалась величина смещения от оси заготовки, которая предварительно может быть рассчитана по формуле МДз/2 - Др/2 . (4) где М - разность Дз - внутренний диаметр обрабатываемой заготовки, мм Др - наружный диаметр теплоотводящего ролика, мм Совмещение в одну плоскость осей обрабатываемой заготовки, теплоотводящего тела. с обрабатываемой поверхностью шлифовального круга, позволяет осуществить теплоотвод и зафиксировать средину длины контакта, от которой производится смещение на 1/6 в направлении противоположном перемещению заготовки. Теплоотвод при совмещении не позволяет обеспечить равномерную закалку обрабатываемой поверхности на требуемую глубину, т.к. максимальная температура, обеспечивающая закалку располагается ближе к началу дуги контакта и фактически находится на расстоянии 1/6 от средней линии длины контакта. В зависимости от вида шлифования, определяется длина дуги контакта шлифовального кругадеталью 5. В приведенном примере вид шлифования - круглое и формула для определения длины дуги контакта будет иметь вид 2366 1 д - скорость вращения заготовки, рассчитанная из условия шлифования с одновременной закалкой,м/мин- скорость вращения шлифовального круга, м/с прод. - продольная подача стола, м/мин Дз - наружный диаметр заготовки, мм. Поскольку шлифование врезное, то зависимость связанная с прод. исключается из формулы (5). Тогда)2 ДзДк 60 Подставляя значение параметров в формулу (6) получим 6,5 мм. Рассчитаем необходимую величину смещения теплоотводящего ролика Н 1/6 , мм (7) или Н 1 мм. Вращая маховик задней бабки, выводим оправку из контакта с внутренней стороны обрабатываемой заготовки. Смещая ось теплоотводящего ролика, на расчетную величину Н равную 1 мм в сторону противоположную перемещению заготовки, вводим теплоотводящее тело до контакта с обрабатываемой заготовкой. Усилие поджима ролика к поверхности заготовки (67,2 кгс для ролика из латуни Л 85) определялось из зависимости (1) и осуществлялось путем смещения задней бабки в поперечном направлении. При этом пользовались тарировочным графиком зависимости усилия прижима от величины перемещения задней бабки. Включив привод вращения передней и шлифовальной бабок, подводом шлифовального круга, осуществляли врезание на полную глубину резания . Рабочий проход производили за один оборот заготовки со скоростью д 5 мм/с и глубиной резания 0,6 мм, по истечении которого включали ускоренное вращение заготовки и осуществляли выхаживание до получения требуемого качества поверхности, соответствующего традиционному шлифованию. Это обеспечивалось продольным возвратно-поступательным перемещению шлифовальной бабки. После окончания цикла обработки круг и теплоотводящее тело выводились из контакта и производился съем и установка новой заготовки, после чего цикл повторялся. Результаты проведенного эксперимента представлены в таблице. Изменение твердости упрочненной зоны показало равномерную закалку поверхностного слоя до твердости НСэ 62, а глубина закаленного слоя достигла величины 56 мм (см. табл.). Наилучшие результаты получены при изготовлении теплоотводящего тела из латуни Л 85, при этом надежный пластический контакт был достигнут при усилии поджима 67,2 кгс. При обработке заготовоктолщиной стенки 2 мм твердость и глубина упрочнения оказались наименьшими. Сравнение с экспериментами, проведенными по известному способу не дало положительных результатов по закалке поверхности на толщинах заготовки в пределах 3-6 мм. при толщине 7 мм наблюдалось упрочнение на глубину до 0,3 мм до твердости НСэ 40. На фиг. 3 кривая 1 соответствует обработке с применением неподвижного теплоотводящего тела, а линия 2 с применением описанного способа. Из приведенных данных видно, что обработка по предлагаемому способу обеспечивает закачку и исключает наличие в поверхностном слое участковсущественным перепадом твердости (линия 2 на фиг. 3). Применение предлагаемого способа шлифования тонкостенных и клиновидных заготовок с одновременной закалкой позволяет повысить качество закалки за счет равномерного упрочнения шлифованной поверхности. 2366 1 Зависимость качества поверхностного слоя от условий шлифования тонкостенных и клиновидных заготовок Толщина стен- Твердость поверхно- Глубина Способ Возможность смещения теп- Величина упрочнения,смещения в ки заготовки , стного слоя, НКСэ обработ- лоотводящего тела мм МГП пределах зо- мм ки ны контакта Предла Совмещение осей тепло 2 26,0-28,0 гаемый отводящего тела и круга Н 0 3 30,0-35,0 0,21 способ 6 38-42 0,35 7 56-59 0,54 Смещение точки контакта Н/6 2 48-52 0,35 теплоотводящего тела к 3 54-58 0,48 передней зоне контакта 6 58-62 0,56 шлифовального круга 7 60-63 0,80 Смещение точки контакта теплоотводящего тела к задней зоне контакта с деталью Известный способ Теплоотводящее тело неподвижно и расположено по длине обрабатываемой клиновидной или тонкостенной зоны Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: C21D 8/00, B24B 1/00, C21D 9/22
Метки: способ, закалкой, клиновидных, шлифования, одновременной, тонкостенных, деталей
Код ссылки
<a href="https://by.patents.su/5-2366-sposob-shlifovaniya-tonkostennyh-i-klinovidnyh-detalejj-s-odnovremennojj-zakalkojj.html" rel="bookmark" title="База патентов Беларуси">Способ шлифования тонкостенных и клиновидных деталей с одновременной закалкой</a>
Способ бесцентрового шлифования бочкообразных роликов со сферическим торцом
Номер патента: 2176
Опубликовано: 30.06.1998
Автор: Веремейчик Иван Васильевич
Метки: роликов, бочкообразных, торцом, шлифования, сферическим, бесцентрового, способ
Текст:
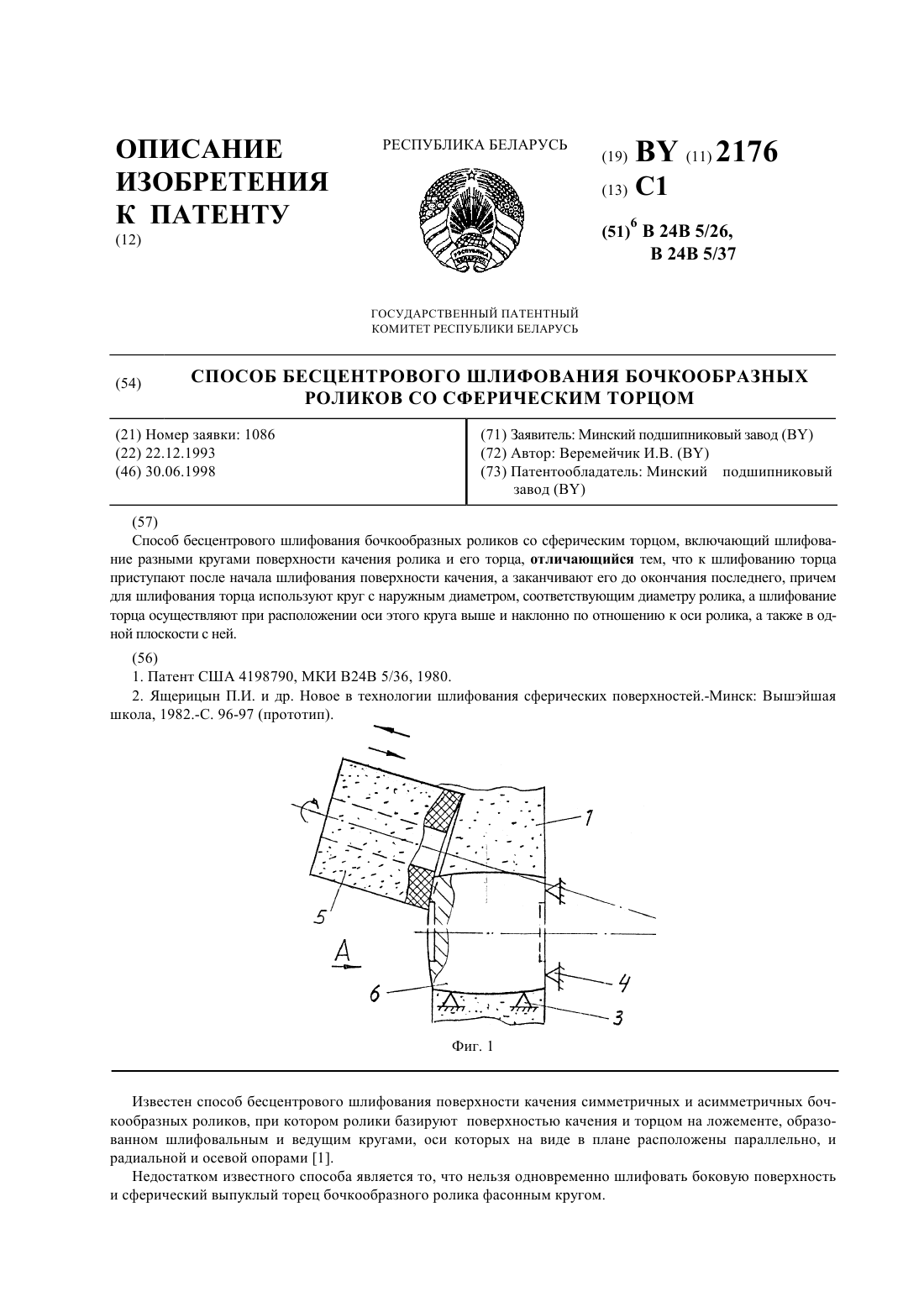
...начала шлифования поверхности качения, а заканчивают его до окончания последнего, причем для шлифования торца используют круг с наружным диаметром, соответствующим диаметру ролика, а шлифование торца осуществляют при расположении оси этого круга выше и наклонно по отношению к оси ролика, а также в одной плоскости с ней. Сущность изобретения поясняется чертежами, где на фиг. 1 показано положение шлифовального инструмента и заготовки в...
Способ зажима тонкостенных трубчатых деталей
Номер патента: 651
Опубликовано: 30.06.1995
Авторы: Павловский А. Н., Мазаник О. Н.
МПК: B23B 31/00
Метки: тонкостенных, способ, зажима, трубчатых, деталей
Текст:
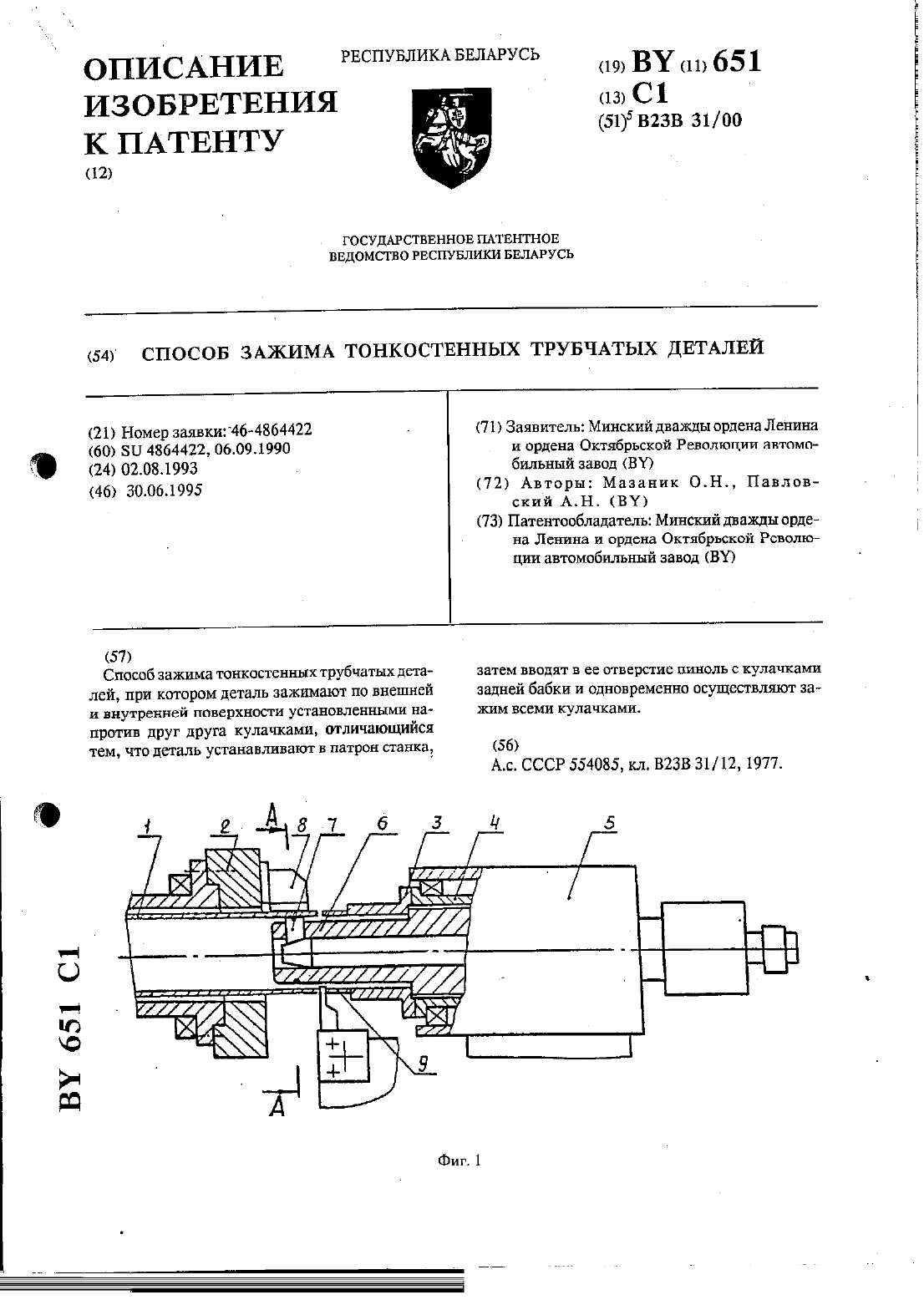
...деталь зажимают по внешней и внутренней поверхности установленными напротив друг друга кулачкаМИ, СОГЛЗСНО ИЗОБРСТСНИЮ ДСТЗЛЬ устанавливают в патрон станка, затем вводят в ее отверстие пиноль с кулачками задней бабки и одновременно осуществляют зажим всеми кулачками.На фит.1 изображена конструктивная схема устройства для осуществления способа на фигСпособ осуществляется следующим образом. цилиндрическую тонкостенную трубчатую деталь 1, если...
Способ торцового шлифования комбинированным инструментом
Номер патента: 451
Опубликовано: 30.03.1995
Авторы: Никитин А. А., Лавров Л. П., Мастюгин Л. И., Федоринчик В. А., Якимахо А. П., Миткевич И. Н.
МПК: B24B 11/00, B24B 13/00
Метки: комбинированным, инструментом, шлифования, торцового, способ
Текст:
...с усилием резаня Рдстд определяемы усилием упругиж деформаций системы СПИД,велчина которых уменьшается при съеме припуска попуска при вынаживанн вызывает уменьшение погрешности грубого шлифования по нсоте АЬст - Уменьшение упругих деформаций снстены СПД изменяет угол Ы междудвследствие чего образуется несферичностъ обрабатываемой поверхности детали-7 с погрешностью формы аВт вначапъный период выкаживанячасть 5 перемещают к детали 7 н...
Способ шлифования поверхности стекла
Номер патента: 455
Опубликовано: 30.03.1995
Авторы: Катюк А. В., Якимахо А. П., Мастюгин Л. И.
МПК: B24B 1/00
Метки: шлифования, поверхности, способ, стекла
Текст:
...на подхннер- ной связке. В зону обработки подают горячую смазочноохлаждающую жидкость СОЖ. Подача СОЖ осуществляется таким образом, чтобы она равномерно оиывала обрабатываемую поверхность детали. После разогрева горячей смазочноохлаждающей жидкостью ЗБРЗЭИБНОГО слоя инструмента н детаЛИ до температуры стеклообразного состояния связки приводят в действие кинематическую часть станка н осущет ствляют процесс шлифования.Предлагаемы...
Способ шлифования экранов кинескопов
Номер патента: 2150
Опубликовано: 30.06.1998
Авторы: Калюко Алексей Яковлевич, Танасейчук Алексей Станиславович, Руденков Сергей Иванович, Шершнёв Евгений Борисович, Романькова Людмила Михайловна, Шевцов Виктор Иванович
МПК: B24B 13/015
Метки: способ, экранов, кинескопов, шлифования
Текст:
...При этом гидроокись кальция (Са(ОН)2) - практически нерастворима в воде и выпадает в осадок, а гидроокиси бария (Ва(ОН)2) и стронция ОН)2) растворяются в СОЖ, образуя щелочной раствор. Показателем количества содержащейся в растворе щелочи принята величина водородного показателя - рН. Водородный показатель нейтральной среды рН 7,0, а при увеличении концентрации щелочи водородный показатель возрастает до рН 8,010,0. При взаимодействии...
Предыдущий патент: Навесной многокорпусный плуг
Следующий патент: Навесной многокорпусный плуг
Случайный патент: Многокорпусный сборно-разборный улей из полимерного материала