Способ бесцентрового шлифования бочкообразных роликов со сферическим торцом
Текст
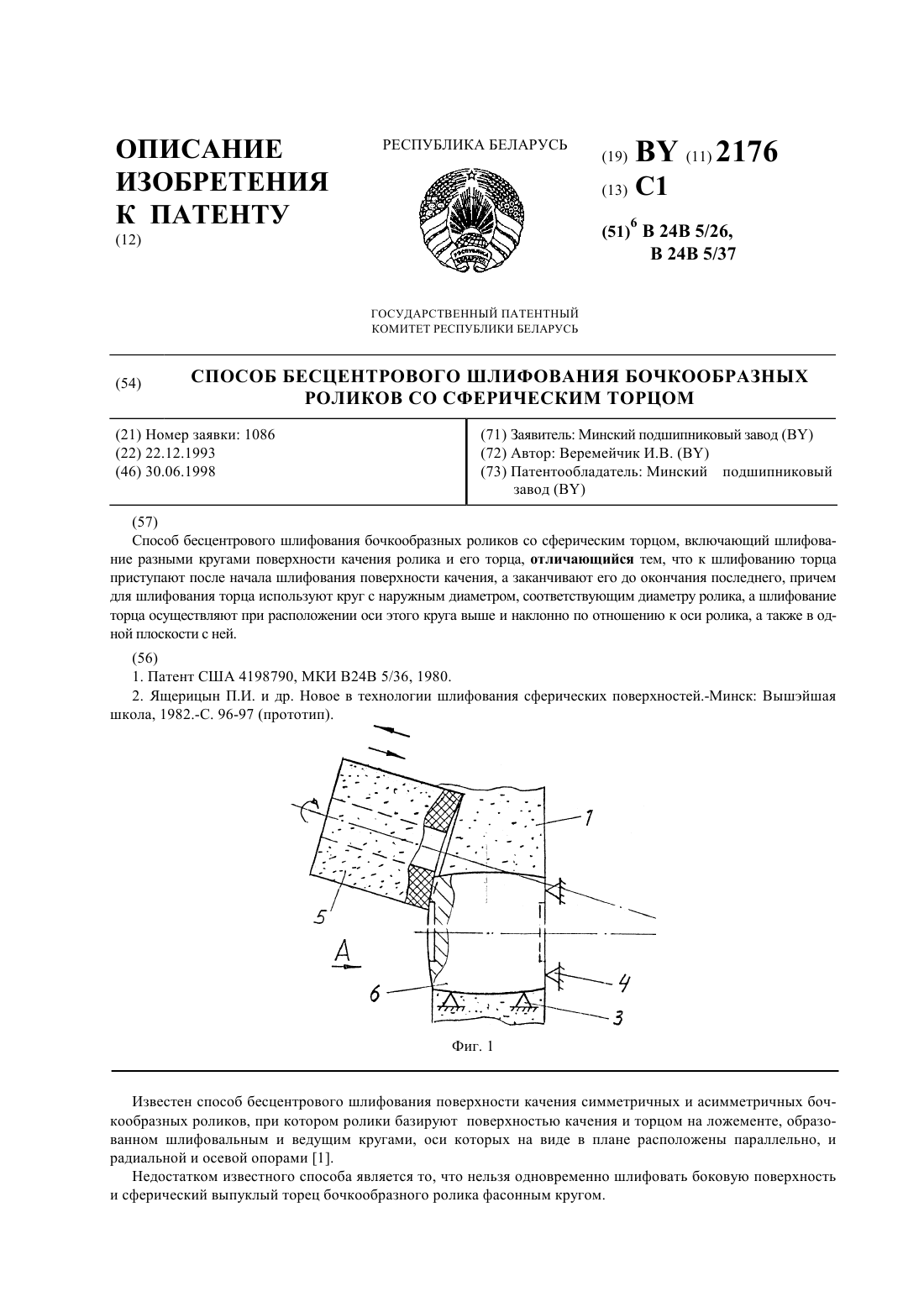
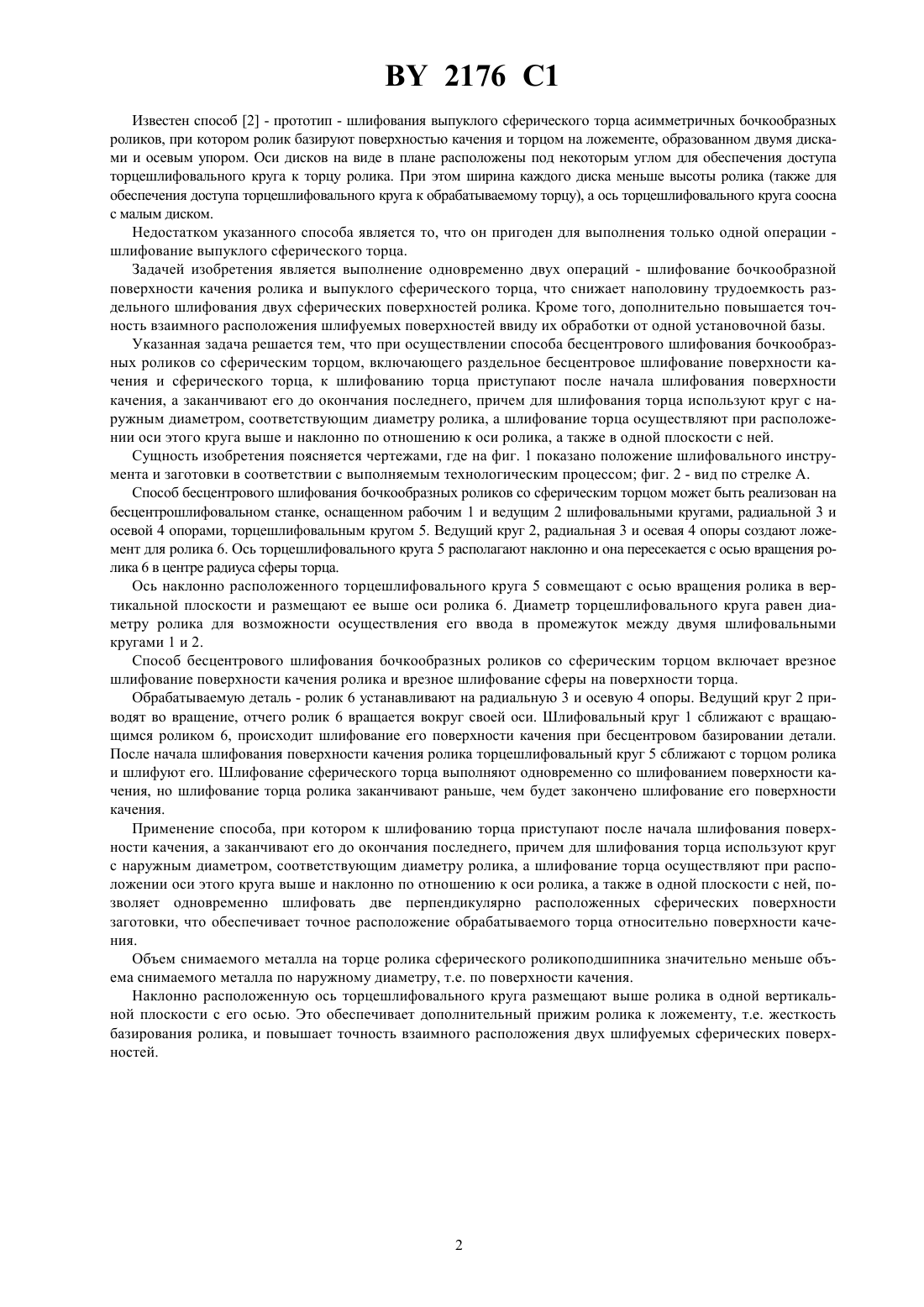
24 5/37 ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ БОЧКООБРАЗНЫХ РОЛИКОВ СО СФЕРИЧЕСКИМ ТОРЦОМ(71) Заявитель Минский подшипниковый завод(73) Патентообладатель Минский подшипниковый завод(57) Способ бесцентрового шлифования бочкообразных роликов со сферическим торцом, включающий шлифование разными кругами поверхности качения ролика и его торца, отличающийся тем, что к шлифованию торца приступают после начала шлифования поверхности качения, а заканчивают его до окончания последнего, причем для шлифования торца используют круг с наружным диаметром, соответствующим диаметру ролика, а шлифование торца осуществляют при расположении оси этого круга выше и наклонно по отношению к оси ролика, а также в одной плоскости с ней.(56) 1. Патент США 4198790, МКИ В 24 В 5/36, 1980. 2. Ящерицын П.И. и др. Новое в технологии шлифования сферических поверхностей.-Минск Вышэйшая школа, 1982.-С. 96-97 (прототип). Известен способ бесцентрового шлифования поверхности качения симметричных и асимметричных бочкообразных роликов, при котором ролики базируют поверхностью качения и торцом на ложементе, образованном шлифовальным и ведущим кругами, оси которых на виде в плане расположены параллельно, и радиальной и осевой опорами 1. Недостатком известного способа является то, что нельзя одновременно шлифовать боковую поверхность и сферический выпуклый торец бочкообразного ролика фасонным кругом. 2176 1 Известен способ 2 - прототип - шлифования выпуклого сферического торца асимметричных бочкообразных роликов, при котором ролик базируют поверхностью качения и торцом на ложементе, образованном двумя дисками и осевым упором. Оси дисков на виде в плане расположены под некоторым углом для обеспечения доступа торцешлифовального круга к торцу ролика. При этом ширина каждого диска меньше высоты ролика (также для обеспечения доступа торцешлифовального круга к обрабатываемому торцу), а ось торцешлифовального круга соосна с малым диском. Недостатком указанного способа является то, что он пригоден для выполнения только одной операции шлифование выпуклого сферического торца. Задачей изобретения является выполнение одновременно двух операций - шлифование бочкообразной поверхности качения ролика и выпуклого сферического торца, что снижает наполовину трудоемкость раздельного шлифования двух сферических поверхностей ролика. Кроме того, дополнительно повышается точность взаимного расположения шлифуемых поверхностей ввиду их обработки от одной установочной базы. Указанная задача решается тем, что при осуществлении способа бесцентрового шлифования бочкообразных роликов со сферическим торцом, включающего раздельное бесцентровое шлифование поверхности качения и сферического торца, к шлифованию торца приступают после начала шлифования поверхности качения, а заканчивают его до окончания последнего, причем для шлифования торца используют круг с наружным диаметром, соответствующим диаметру ролика, а шлифование торца осуществляют при расположении оси этого круга выше и наклонно по отношению к оси ролика, а также в одной плоскости с ней. Сущность изобретения поясняется чертежами, где на фиг. 1 показано положение шлифовального инструмента и заготовки в соответствии с выполняемым технологическим процессом фиг. 2 - вид по стрелке А. Способ бесцентрового шлифования бочкообразных роликов со сферическим торцом может быть реализован на бесцентрошлифовальном станке, оснащенном рабочим 1 и ведущим 2 шлифовальными кругами, радиальной 3 и осевой 4 опорами, торцешлифовальным кругом 5. Ведущий круг 2, радиальная 3 и осевая 4 опоры создают ложемент для ролика 6. Ось торцешлифовального круга 5 располагают наклонно и она пересекается с осью вращения ролика 6 в центре радиуса сферы торца. Ось наклонно расположенного торцешлифовального круга 5 совмещают с осью вращения ролика в вертикальной плоскости и размещают ее выше оси ролика 6. Диаметр торцешлифовального круга равен диаметру ролика для возможности осуществления его ввода в промежуток между двумя шлифовальными кругами 1 и 2. Способ бесцентрового шлифования бочкообразных роликов со сферическим торцом включает врезное шлифование поверхности качения ролика и врезное шлифование сферы на поверхности торца. Обрабатываемую деталь - ролик 6 устанавливают на радиальную 3 и осевую 4 опоры. Ведущий круг 2 приводят во вращение, отчего ролик 6 вращается вокруг своей оси. Шлифовальный круг 1 сближают с вращающимся роликом 6, происходит шлифование его поверхности качения при бесцентровом базировании детали. После начала шлифования поверхности качения ролика торцешлифовальный круг 5 сближают с торцом ролика и шлифуют его. Шлифование сферического торца выполняют одновременно со шлифованием поверхности качения, но шлифование торца ролика заканчивают раньше, чем будет закончено шлифование его поверхности качения. Применение способа, при котором к шлифованию торца приступают после начала шлифования поверхности качения, а заканчивают его до окончания последнего, причем для шлифования торца используют круг с наружным диаметром, соответствующим диаметру ролика, а шлифование торца осуществляют при расположении оси этого круга выше и наклонно по отношению к оси ролика, а также в одной плоскости с ней, позволяет одновременно шлифовать две перпендикулярно расположенных сферических поверхности заготовки, что обеспечивает точное расположение обрабатываемого торца относительно поверхности качения. Объем снимаемого металла на торце ролика сферического роликоподшипника значительно меньше объема снимаемого металла по наружному диаметру, т.е. по поверхности качения. Наклонно расположенную ось торцешлифовального круга размещают выше ролика в одной вертикальной плоскости с его осью. Это обеспечивает дополнительный прижим ролика к ложементу, т.е. жесткость базирования ролика, и повышает точность взаимного расположения двух шлифуемых сферических поверхностей. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
Метки: бочкообразных, способ, бесцентрового, шлифования, торцом, роликов, сферическим
Код ссылки
<a href="https://by.patents.su/3-2176-sposob-bescentrovogo-shlifovaniya-bochkoobraznyh-rolikov-so-sfericheskim-torcom.html" rel="bookmark" title="База патентов Беларуси">Способ бесцентрового шлифования бочкообразных роликов со сферическим торцом</a>
Способ торцового шлифования комбинированным инструментом
Номер патента: 451
Опубликовано: 30.03.1995
Авторы: Якимахо А. П., Никитин А. А., Федоринчик В. А., Лавров Л. П., Мастюгин Л. И., Миткевич И. Н.
МПК: B24B 11/00, B24B 13/00
Метки: способ, комбинированным, торцового, инструментом, шлифования
Текст:
...с усилием резаня Рдстд определяемы усилием упругиж деформаций системы СПИД,велчина которых уменьшается при съеме припуска попуска при вынаживанн вызывает уменьшение погрешности грубого шлифования по нсоте АЬст - Уменьшение упругих деформаций снстены СПД изменяет угол Ы междудвследствие чего образуется несферичностъ обрабатываемой поверхности детали-7 с погрешностью формы аВт вначапъный период выкаживанячасть 5 перемещают к детали 7 н...
Способ шлифования поверхности стекла
Номер патента: 455
Опубликовано: 30.03.1995
Авторы: Мастюгин Л. И., Якимахо А. П., Катюк А. В.
МПК: B24B 1/00
Метки: поверхности, способ, шлифования, стекла
Текст:
...на подхннер- ной связке. В зону обработки подают горячую смазочноохлаждающую жидкость СОЖ. Подача СОЖ осуществляется таким образом, чтобы она равномерно оиывала обрабатываемую поверхность детали. После разогрева горячей смазочноохлаждающей жидкостью ЗБРЗЭИБНОГО слоя инструмента н детаЛИ до температуры стеклообразного состояния связки приводят в действие кинематическую часть станка н осущет ствляют процесс шлифования.Предлагаемы...
Способ шлифования экранов кинескопов
Номер патента: 2150
Опубликовано: 30.06.1998
Авторы: Руденков Сергей Иванович, Танасейчук Алексей Станиславович, Шевцов Виктор Иванович, Калюко Алексей Яковлевич, Романькова Людмила Михайловна, Шершнёв Евгений Борисович
МПК: B24B 13/015
Метки: кинескопов, шлифования, способ, экранов
Текст:
...При этом гидроокись кальция (Са(ОН)2) - практически нерастворима в воде и выпадает в осадок, а гидроокиси бария (Ва(ОН)2) и стронция ОН)2) растворяются в СОЖ, образуя щелочной раствор. Показателем количества содержащейся в растворе щелочи принята величина водородного показателя - рН. Водородный показатель нейтральной среды рН 7,0, а при увеличении концентрации щелочи водородный показатель возрастает до рН 8,010,0. При взаимодействии...
Роликовая проводка с устройством для контроля вращения роликов
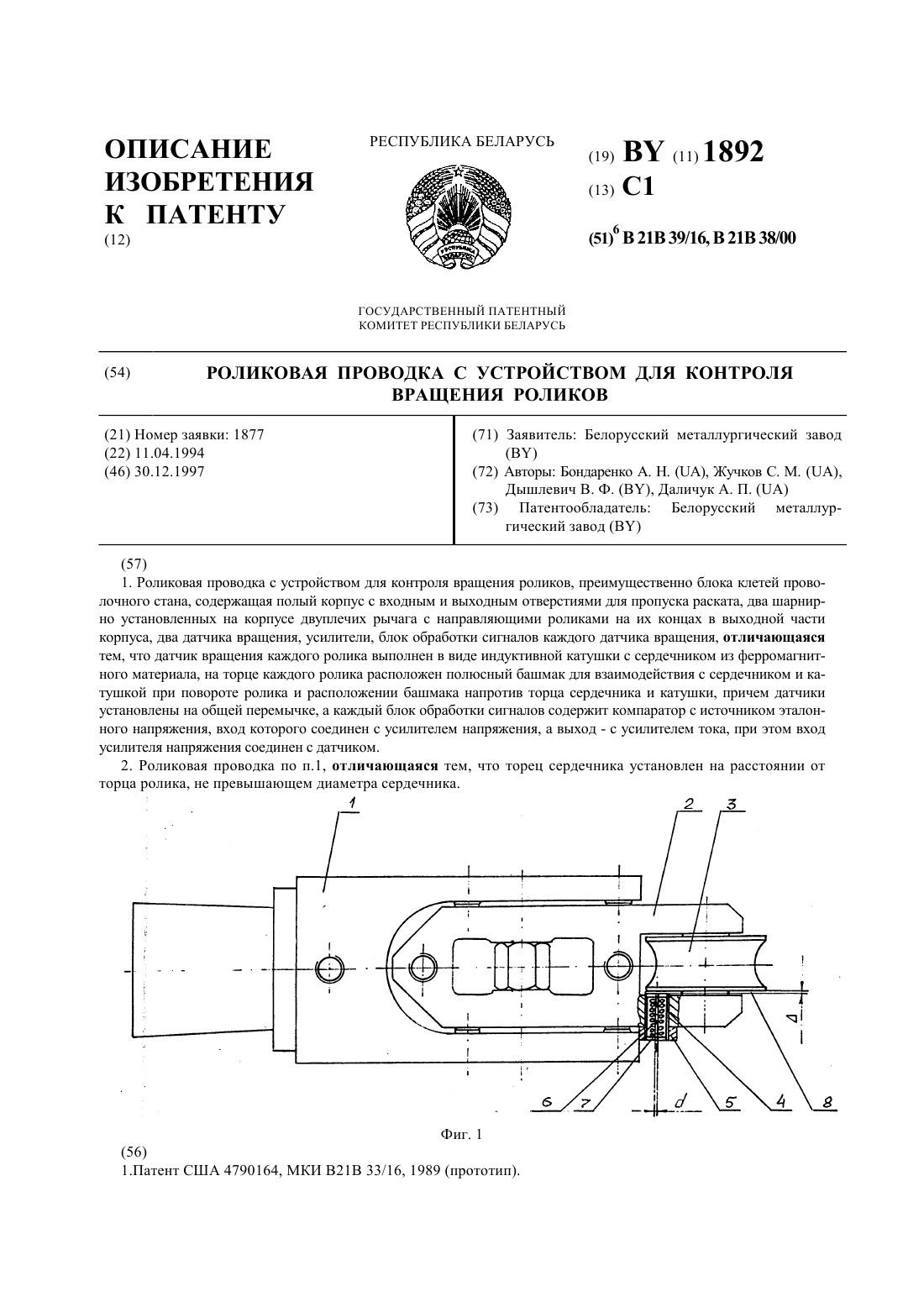
Номер патента: 1892
Опубликовано: 30.12.1997
Авторы: Даличук Анатолий Пантелеевич, Бондаренко Александр Николаевич, Дышлевич Виктор Федорович, Жучков Сергей Михайлович
МПК: B21B 38/00, B21B 39/16
Метки: вращения, проводка, контроля, роликовая, устройством, роликов
Текст:
...располагается на расстоянииот торца соответствующего ролика, не превышающем диаметрасердечника 7, что обеспечивает требуемую амплитуду импульса,индуцируемого в катушке. Указанное обстоятельство предупреждает снижение эффективности контроля работоспособности проводки в процессе работы стана и не требует увеличения габаритов датчика, усложняющего встраивание его в проводку. Работает роликовая проводка с устройством для контроля вращения...
Ролик на платформе
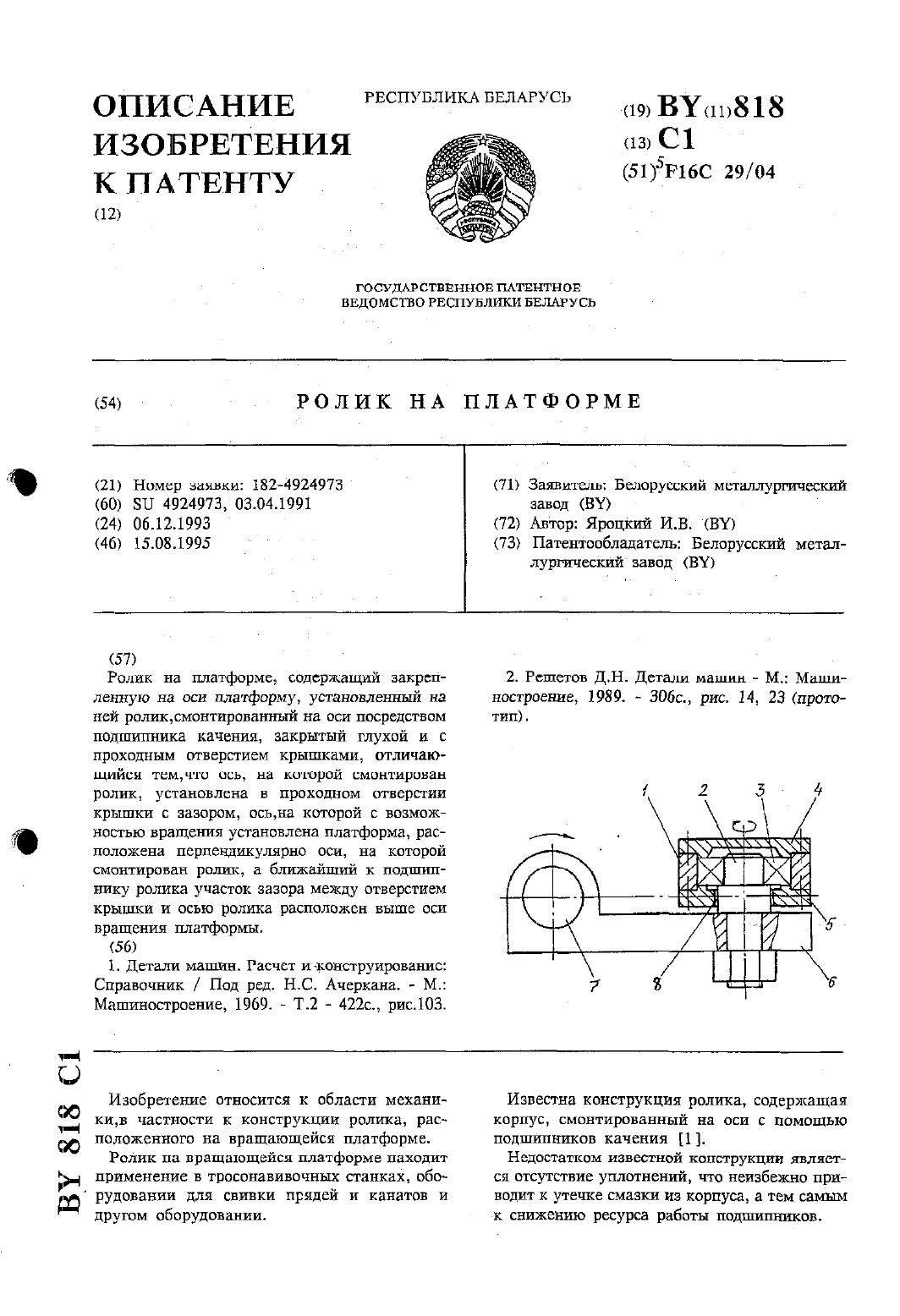
Номер патента: 818
Опубликовано: 15.08.1995
Автор: Яроцкий И. В.
МПК: F16C 29/04
Текст:
...пополнения приводит к выходу из строя подшипников ролика.Задача изобретения - повышение долговечНОСТИ ПУТЕМ ОБЕСПЕЧЕНИЯ удержания СМНЗКИ В корпусе ролика.Поставленная задача достигается тем, что ротак на платформе, содержащий-закрепленную на оси платформу, установленный на ней ролик,смонтированный на оси посредством подцшпника качетшя, закрытый глухой и с проходным отверстием крышками, согласно изобретению,ось, на которой смонтирован...
Предыдущий патент: Стартовый корм для рыб
Следующий патент: Контейнер для транспортировки вещества в твердом состоянии
Случайный патент: Чистовая клеть прокатного стана