Технологическая оснастка для установки ионно-лучевой обработки деталей
Номер патента: U 9112
Опубликовано: 30.04.2013
Авторы: Белый Алексей Владимирович, Карпович Анна Николаевна, Колесникова Алла Алексеевна, Биленко Эдуард Григорьевич
Текст
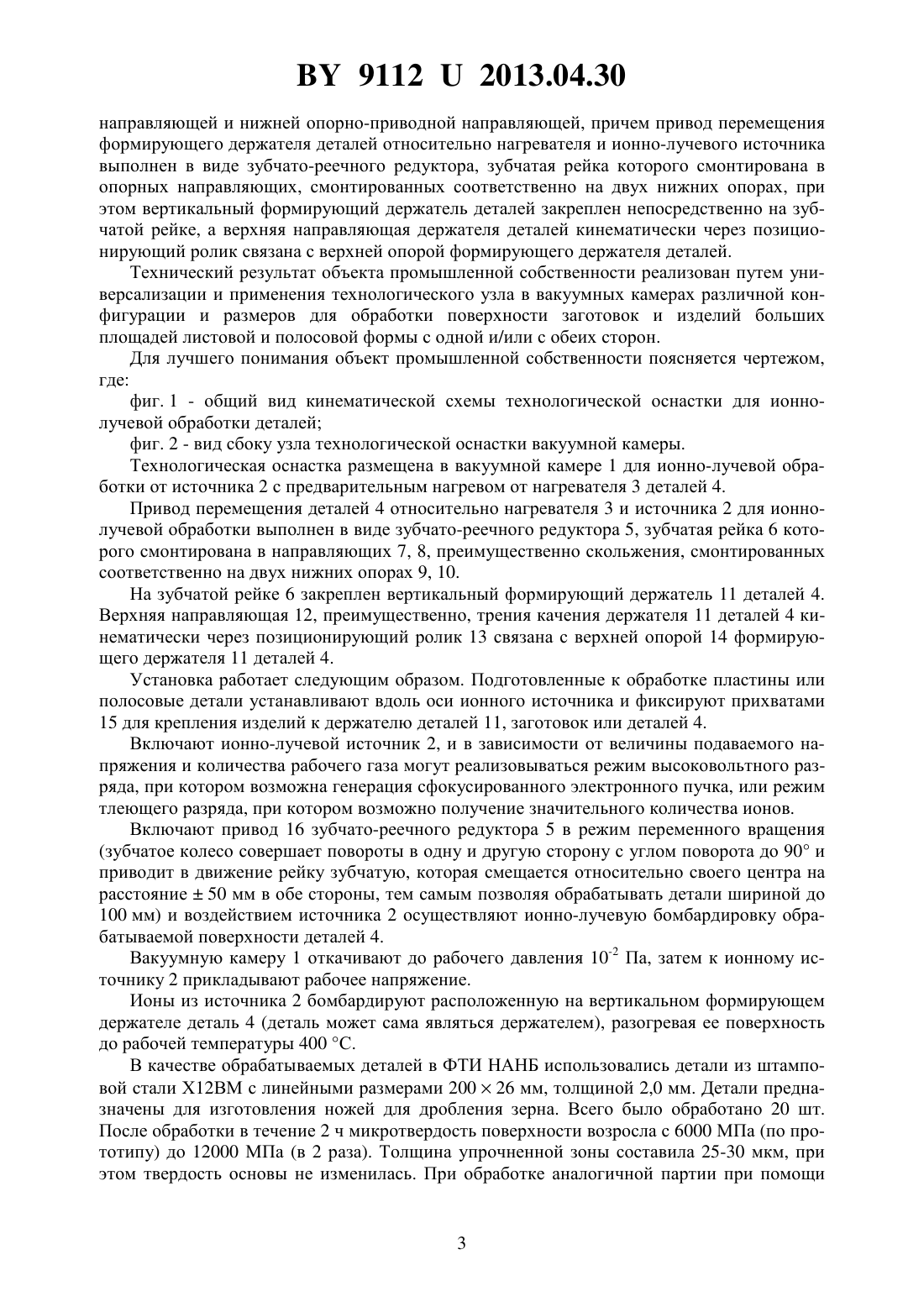
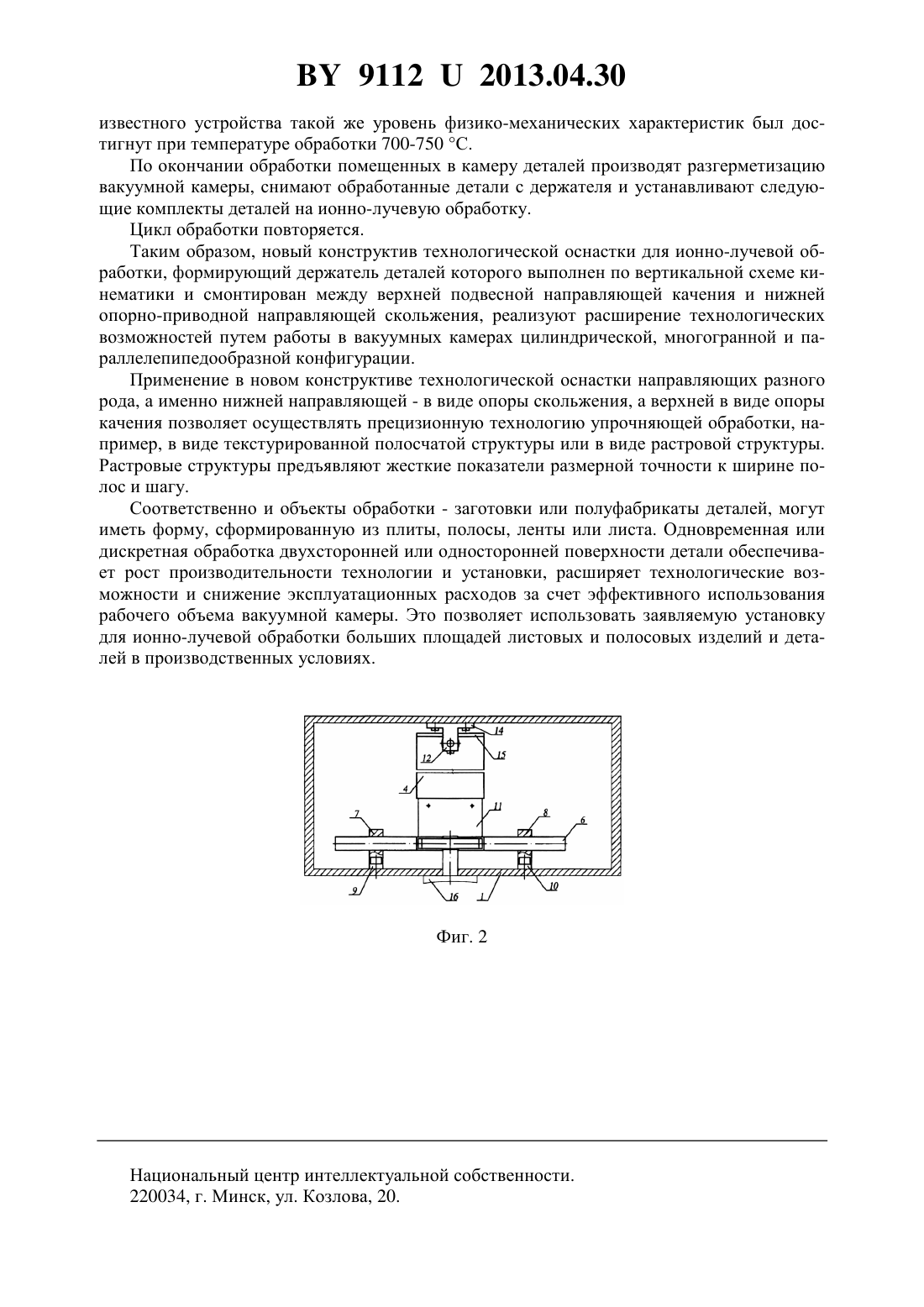
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА ДЛЯ УСТАНОВКИ ИОННОЛУЧЕВОЙ ОБРАБОТКИ ДЕТАЛЕЙ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Белый Алексей Владимирович Биленко Эдуард Григорьевич Колесникова Алла Алексеевна Карпович Анна Николаевна(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Технологическая оснастка для установки ионно-лучевой обработки деталей от источника с предварительным нагревом от нагревателя деталей, содержащая формирующий держатель деталей опоры и привод перемещения деталей, отличающаяся тем, что формирующий держатель деталей выполнен по вертикальной схеме кинематики и смонтирован между верхней подвесной направляющей и нижней опорно-приводной направляющей, причем привод перемещения формирующего держателя деталей относительно нагревателя и ионно-лучевой источника выполнен в виде зубчато-реечного редуктора,зубчатая рейка которого смонтирована в опорных направляющих, смонтированных соответственно на двух нижних опорах, при этом вертикальный формирующий держатель деталей закреплен непосредственно на зубчатой рейке, а верхняя направляющая держателя деталей кинематически через позиционирующий ролик связана с верхней опорой формирующего держателя деталей. Полезная модель относится к оборудованию для вакуумной обработки деталей или заготовок листовой или полосовой формы деталей с одновременным осаждением на поверхность обрабатываемой детали покрытий и может быть использована для модификации поверхности обрабатываемой детали. Известно устройство для сильноточной низкоэнергетической ионно-лучевой обработки металлических изделий, включающее вакуумную камеру, ионно-лучевой источник и устройство технологической оснастки крепления обрабатываемых изделий, снабженное полупроводниковым переключателем 1. Известная установка обеспечивает возможность обработки дискретных изделий с возможностью повышения прочности обрабатываемого изделия, а следовательно, и увеличения срока службы изделия. Недостаток проявляется в ограничении технологических возможностей работы технологической оснастки в вакуумных камерах различной конфигурации и малой площади обрабатываемой поверхности. Наиболее близкой по технической сущности является технологическая оснастка установки для ионно-лучевой обработки деталей, содержащая лазер, формирующий объектив,вакуумную камеру и расположенные внутри нее ионно-лучевой источник, держатель мишени и держатель деталей. Установка содержит устройство позиционирования держателя деталей относительно держателя мишени, при этом держатель деталей выполнен в виде дискретно-поворотной карусели 2. Выполнение держателя деталей в виде поворотной карусели обеспечивает обработку партии деталей в едином технологическом цикле без разгерметизации и откачки до рабочего давления вакуумной камеры при смене обрабатываемых деталей. Количество обрабатываемых деталей ограничивается лишь размерами вакуумной камеры. Это позволяет максимально эффективно использовать рабочий объем вакуумной камеры, увеличить производительность и уменьшить энергопотребление процесса обработки деталей. Использование устройства позиционирования обеспечивает точную установку обрабатываемого комплекта деталей в зоне формирования лазерного эрозионного факела, а также визуальный контроль развития лазерного эрозионного кратера, что позволяет существенно повысить качество обработки деталей и высокую повторяемость результатов обработки от комплекта деталей к комплекту. Недостатком известной технологической оснастки является ограничение технологических возможностей путем работы с деталями развитой формы, что делает невозможной обработку деталей в вакуумных камерах различной конфигурации и размеров (овальная,цилиндрическая, призматическая, кубическая и т.д.). Полезная модель решает задачу расширения технологических возможностей путем применения технологического узла в вакуумных камерах различной конфигурации и размеров (овальная, цилиндрическая, многогранная, призматическая, кубическая, параллелепипедообразная и т.п.) и для обработки протяженных деталей плоской формы и толщиной 0,5-10 мм. Достижение указанной задачи обеспечивается тем, что в технологической оснастке для установки ионно-лучевой обработки деталей от источника с предварительным нагревом от нагревателя деталей, содержащей формирующий держатель деталей опоры и привод перемещения деталей, согласно полезной модели, формирующий держатель деталей выполнен по вертикальной схеме кинематики и смонтирован между верхней подвесной 2 91122013.04.30 направляющей и нижней опорно-приводной направляющей, причем привод перемещения формирующего держателя деталей относительно нагревателя и ионно-лучевого источника выполнен в виде зубчато-реечного редуктора, зубчатая рейка которого смонтирована в опорных направляющих, смонтированных соответственно на двух нижних опорах, при этом вертикальный формирующий держатель деталей закреплен непосредственно на зубчатой рейке, а верхняя направляющая держателя деталей кинематически через позиционирующий ролик связана с верхней опорой формирующего держателя деталей. Технический результат объекта промышленной собственности реализован путем универсализации и применения технологического узла в вакуумных камерах различной конфигурации и размеров для обработки поверхности заготовок и изделий больших площадей листовой и полосовой формы с одной и/или с обеих сторон. Для лучшего понимания объект промышленной собственности поясняется чертежом,где фиг. 1 - общий вид кинематической схемы технологической оснастки для ионнолучевой обработки деталей фиг. 2 - вид сбоку узла технологической оснастки вакуумной камеры. Технологическая оснастка размещена в вакуумной камере 1 для ионно-лучевой обработки от источника 2 с предварительным нагревом от нагревателя 3 деталей 4. Привод перемещения деталей 4 относительно нагревателя 3 и источника 2 для ионнолучевой обработки выполнен в виде зубчато-реечного редуктора 5, зубчатая рейка 6 которого смонтирована в направляющих 7, 8, преимущественно скольжения, смонтированных соответственно на двух нижних опорах 9, 10. На зубчатой рейке 6 закреплен вертикальный формирующий держатель 11 деталей 4. Верхняя направляющая 12, преимущественно, трения качения держателя 11 деталей 4 кинематически через позиционирующий ролик 13 связана с верхней опорой 14 формирующего держателя 11 деталей 4. Установка работает следующим образом. Подготовленные к обработке пластины или полосовые детали устанавливают вдоль оси ионного источника и фиксируют прихватами 15 для крепления изделий к держателю деталей 11, заготовок или деталей 4. Включают ионно-лучевой источник 2, и в зависимости от величины подаваемого напряжения и количества рабочего газа могут реализовываться режим высоковольтного разряда, при котором возможна генерация сфокусированного электронного пучка, или режим тлеющего разряда, при котором возможно получение значительного количества ионов. Включают привод 16 зубчато-реечного редуктора 5 в режим переменного вращения(зубчатое колесо совершает повороты в одну и другую сторону с углом поворота до 90 и приводит в движение рейку зубчатую, которая смещается относительно своего центра на расстояние 50 мм в обе стороны, тем самым позволяя обрабатывать детали шириной до 100 мм) и воздействием источника 2 осуществляют ионно-лучевую бомбардировку обрабатываемой поверхности деталей 4. Вакуумную камеру 1 откачивают до рабочего давления 10-2 Па, затем к ионному источнику 2 прикладывают рабочее напряжение. Ионы из источника 2 бомбардируют расположенную на вертикальном формирующем держателе деталь 4 (деталь может сама являться держателем), разогревая ее поверхность до рабочей температуры 400 С. В качестве обрабатываемых деталей в ФТИ НАНБ использовались детали из штамповой стали Х 12 ВМ с линейными размерами 20026 мм, толщиной 2,0 мм. Детали предназначены для изготовления ножей для дробления зерна. Всего было обработано 20 шт. После обработки в течение 2 ч микротвердость поверхности возросла с 6000 МПа (по прототипу) до 12000 МПа (в 2 раза). Толщина упрочненной зоны составила 25-30 мкм, при этом твердость основы не изменилась. При обработке аналогичной партии при помощи 91122013.04.30 известного устройства такой же уровень физико-механических характеристик был достигнут при температуре обработки 700-750 С. По окончании обработки помещенных в камеру деталей производят разгерметизацию вакуумной камеры, снимают обработанные детали с держателя и устанавливают следующие комплекты деталей на ионно-лучевую обработку. Цикл обработки повторяется. Таким образом, новый конструктив технологической оснастки для ионно-лучевой обработки, формирующий держатель деталей которого выполнен по вертикальной схеме кинематики и смонтирован между верхней подвесной направляющей качения и нижней опорно-приводной направляющей скольжения, реализуют расширение технологических возможностей путем работы в вакуумных камерах цилиндрической, многогранной и параллелепипедообразной конфигурации. Применение в новом конструктиве технологической оснастки направляющих разного рода, а именно нижней направляющей - в виде опоры скольжения, а верхней в виде опоры качения позволяет осуществлять прецизионную технологию упрочняющей обработки, например, в виде текстурированной полосчатой структуры или в виде растровой структуры. Растровые структуры предъявляют жесткие показатели размерной точности к ширине полос и шагу. Соответственно и объекты обработки - заготовки или полуфабрикаты деталей, могут иметь форму, сформированную из плиты, полосы, ленты или листа. Одновременная или дискретная обработка двухсторонней или односторонней поверхности детали обеспечивает рост производительности технологии и установки, расширяет технологические возможности и снижение эксплуатационных расходов за счет эффективного использования рабочего объема вакуумной камеры. Это позволяет использовать заявляемую установку для ионно-лучевой обработки больших площадей листовых и полосовых изделий и деталей в производственных условиях. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: C23C 14/28
Метки: установки, обработки, деталей, оснастка, технологическая, ионно-лучевой
Код ссылки
<a href="https://by.patents.su/4-u9112-tehnologicheskaya-osnastka-dlya-ustanovki-ionno-luchevojj-obrabotki-detalejj.html" rel="bookmark" title="База патентов Беларуси">Технологическая оснастка для установки ионно-лучевой обработки деталей</a>
Установка для ионно-лучевой обработки деталей
Номер патента: U 2285
Опубликовано: 30.12.2005
Авторы: Шершнев Евгений Борисович, Шалупаев Сергей Викентьевич, Морозов Владимир Петрович
МПК: C23C 14/48
Метки: установка, ионно-лучевой, обработки, деталей
Текст:
...слоем, обладающим повышенной микротвердостью, износостойкостью, коррозионной стойкостью, жаростойкостью, а также улучшенными фрикционными свойствами. Технический результат, достигаемый при осуществлении заявляемой полезной модели увеличение числа деталей, обрабатываемых в едином технологическом цикле без разгерметизации вакуумной камеры уменьшение эксплуатационных расходов при обработке деталей эффективное использование рабочего объема...
Устройство для сильноточной низкоэнергетической ионно-лучевой обработки
Номер патента: U 1071
Опубликовано: 30.12.2003
Авторы: Лях Анатолий Александрович, Ших Сергей Константинович, Белый Алексей Владимирович, Лях Александр Анатольевич
МПК: C23C 14/48
Метки: низкоэнергетической, ионно-лучевой, сильноточной, устройство, обработки
Текст:
...характеристик обрабатываемой детали, достигнутых предшествующими технологическими операциями. Наиболее близким является устройство для ионной имплантации погружением в плазму, в котором к обрабатываемой детали прикладываются импульсы высокого напряжения 2. Недостатком этого устройства является необходимость для получения достаточной для использования в качестве промышленного источника производительности разогрев детали до...
Способ ионно-лучевой обработки металлических изделий
Номер патента: 8740
Опубликовано: 30.12.2006
Авторы: Белый Алексей Владимирович, Лях Анатолий Александрович, Ших Сергей Константинович, Кукареко Владимир Аркадьевич, Таран Игорь Иванович
МПК: C23C 14/48
Метки: ионно-лучевой, металлических, способ, обработки, изделий
Текст:
...0 малая толщина азотированного слоя 0Задачей изобретения является расширение технологических возможностей обработки за счет повышения твердости обрабатываемой поверхности. исключения разупрочнения материала основы.Задача предлагаемого изобретения решается следующим образом. В способе ионнолучевой обработки металлических изделий. включающем воздействие в условиях вакуума на поверхность заземленного изделия сильноточного низкоэнергетического...
Установка для вакуумной обработки деталей
Номер патента: U 9116
Опубликовано: 30.04.2013
Авторы: Колесникова Алла Алексеевна, Карпович Анна Николаевна, Белый Алексей Владимирович, Биленко Эдуард Григорьевич
МПК: C23C 14/28
Метки: вакуумной, обработки, деталей, установка
Текст:
...для свертки конусообразной обечайки. Установка для вакуумной обработки по фиг. 1, 2 деталей, изделий и заготовок содержит вакуумную камеру 1, внутри которой размещены ионно-лучевой источник 2, источник нагрева 3 и поворотный держатель деталей 4. Поворотный держатель деталей 4 выполнен в виде барабана, образованного верхним и нижним кольцевыми контурами 5, 6. Наружная обечайка барабана имеет форму беличьей клетки. Обечайка образована...
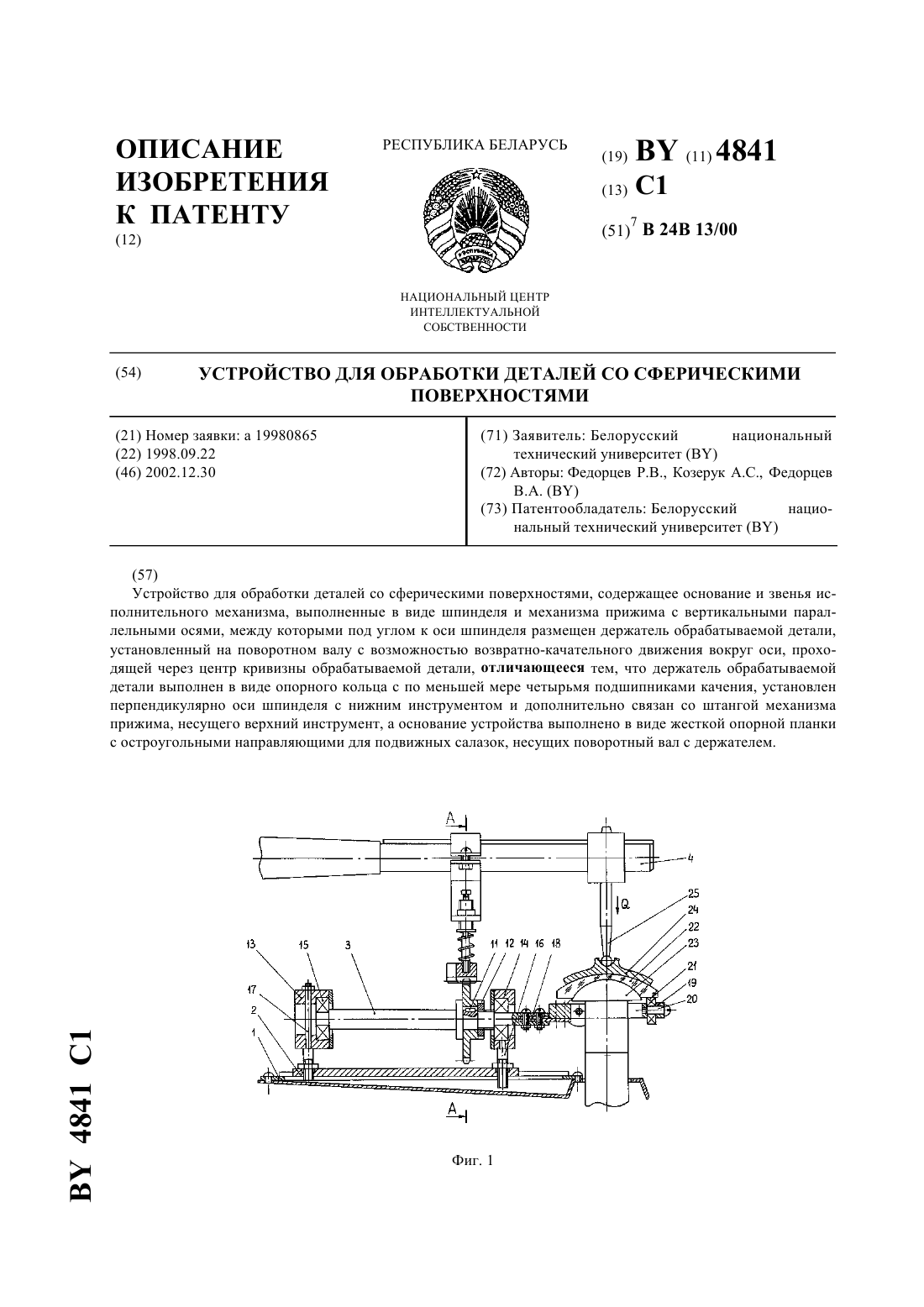
Устройство для обработки деталей со сферическими поверхностями
Номер патента: 4841
Опубликовано: 30.12.2002
Авторы: Козерук Альбин Степанович, Федорцев Валерий Александрович, Федорцев Ростислав Валерьевич
МПК: B24B 13/00
Метки: обработки, устройство, поверхностями, сферическими, деталей
Текст:
...в виде жесткой опорной планки с остроугольными направляющими для подвижных салазок, несущих поворотный вал с держателем. Существенным отличием предлагаемого технического решения является то, что держатель обрабатываемой детали выполнен в виде опорного кольца с подшипниками качения, позволяющего обрабатываемому изделию совершать дополнительное вращательное движение вокруг собственной оси симметрии. Кроме того, установка держателя...
Предыдущий патент: Амортизатор
Следующий патент: Чехол для документов повседневного пользования
Случайный патент: Способ определения концентрации винилацетата на спецодежде