Способ нанесения покрытия на цилиндрические детали
Текст
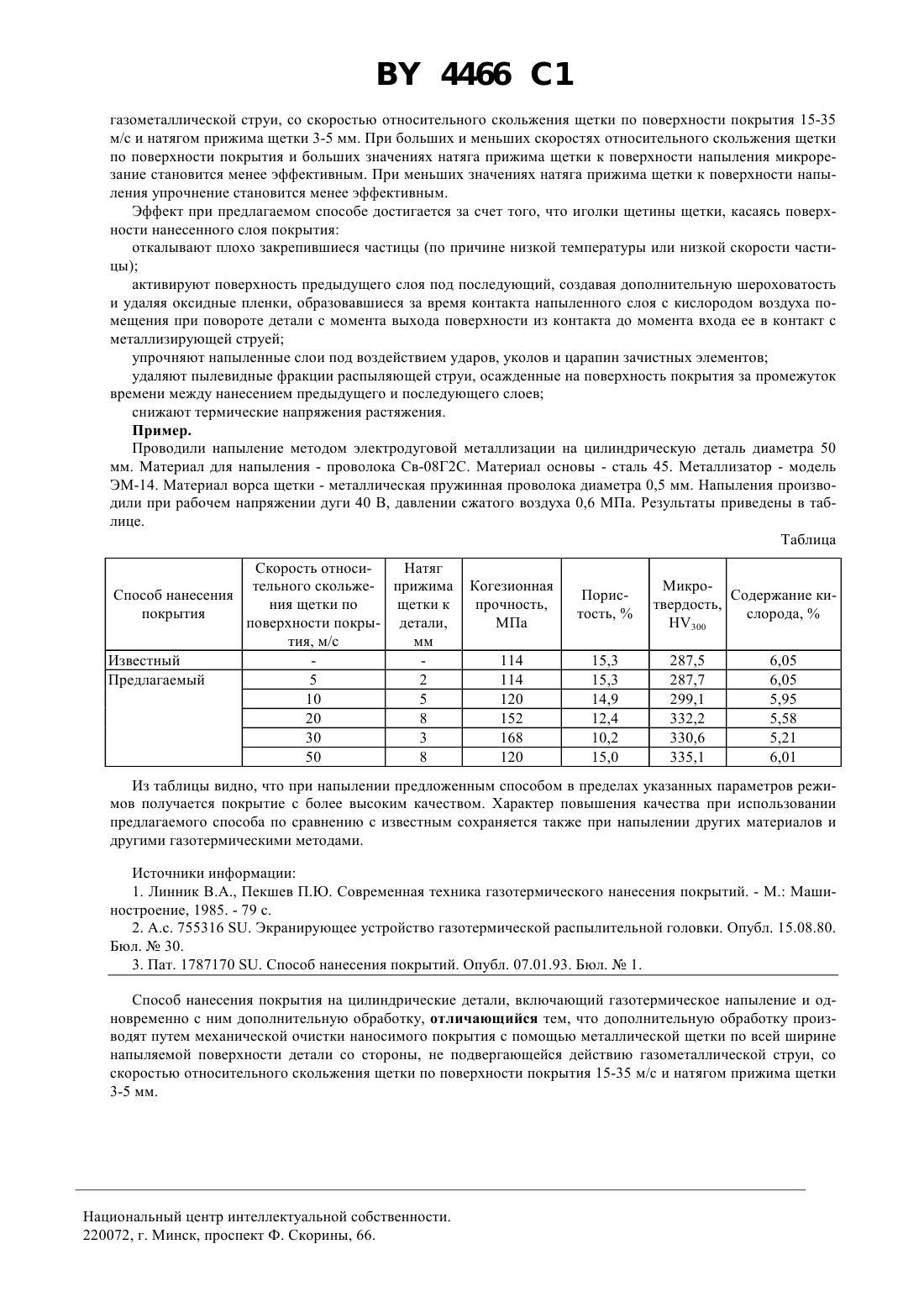
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ЦИЛИНДРИЧЕСКИЕ ДЕТАЛИ(71) Заявитель Научно-исследовательский институт порошковой металлургии с опытным производством(73) Патентообладатель Научно-исследовательский институт порошковой металлургии с опытным производством(56)1787170 3, 1993,755316, 1980, Линник В.А. и др. Современная техника газотермического нанесения покрытий. - М. Машиностроение, 1985. - С. 79.(57) Изобретение относится к области машиностроения, в частности к нанесению покрытий газотермическим напылением. Способ нанесения покрытий на цилиндрические детали заключается в том, что в процессе газотермического напыления ведут дополнительную обработку, которая заключается в механической очистке наносимого покрытия с помощью металлической щетки по всей ширине напыляемой поверхности детали со стороны,не подвергающейся действию газометаллической струи, со скоростью относительного скольжения щетки по поверхности покрытия 15-35 м/с и натягом прижима щетки 3-5 мм. Способ позволяет увеличить когезионную прочность покрытия, уменьшить пористость покрытия, увеличить микротвердость, снизить содержание оксидов в материале покрытия. Изобретение относится к области машиностроения, в частности к нанесению покрытий газотермическим напылением. Известен способ нанесения покрытий, при котором покрытие образуется из отдельных расплавленных частиц, которые с высокой скоростью ударяются и наслаиваются на поверхность основы 1. Способ обладает тем недостатком, что при послойном напылении покрытие имеет значительные включения сильно окисленных и плохо закрепившихся частиц, имеющих перед ударом о поверхность основы либо низкую скорость, либо низкую температуру, что проводит к неоднородности покрытия, ухудшает его физикомеханические свойства. Известен также способ нанесения покрытия с помощью устройства локального сужения струи, в результате чего на поверхность изделия попадают частицы более нагретые с высокой скоростью, а периферийные частицы, более охлажденные и окисленные, отсекаются экраном, благодаря чему и получается более плотное покрытие 2. Однако экраны имеют очень короткий срок службы, так как подвержены интенсивному напылению, из-за чего происходит интенсивное сужение проходного отверстия экрана. К тому же подобное отсечение струи резко снижает коэффициент использования материала, что значительно повышает себестоимость нанесения покрытия и расход энергетических и материальных ресурсов. В качестве прототипа выбран способ нанесения покрытий, согласно которому синхронно с нанесением покрытий перед ним производят струйно-абразивную обработку 3. Такой способ не лишен серьезных недостатков. При струйно-абразивной обработке неизбежно будет образовываться механическая пыль, которая, оседая на основу, значительно ослабляет сцепление напыляемого на нее слоя покрытия. К тому же в пористом покрытии легко закрепляются частицы абразива, ведущие к увеличению износа сопрягаемой детали. Техническая задача изобретения - повышение качества газотермического покрытия. Поставленная техническая задача решается тем, что в способе нанесения покрытий на цилиндрические детали, включающем газотермическое напыление и одновременно с ним дополнительную обработку, дополнительную обработку производят путем механической очистки наносимого покрытия с помощью металлической щетки по всей ширине напыляемой поверхности детали со стороны, не подвергающейся действию 4466 1 газометаллической струи, со скоростью относительного скольжения щетки по поверхности покрытия 15-35 м/с и натягом прижима щетки 3-5 мм. При больших и меньших скоростях относительного скольжения щетки по поверхности покрытия и больших значениях натяга прижима щетки к поверхности напыления микрорезание становится менее эффективным. При меньших значениях натяга прижима щетки к поверхности напыления упрочнение становится менее эффективным. Эффект при предлагаемом способе достигается за счет того, что иголки щетины щетки, касаясь поверхности нанесенного слоя покрытия откалывают плохо закрепившиеся частицы (по причине низкой температуры или низкой скорости частицы) активируют поверхность предыдущего слоя под последующий, создавая дополнительную шероховатость и удаляя оксидные пленки, образовавшиеся за время контакта напыленного слоя с кислородом воздуха помещения при повороте детали с момента выхода поверхности из контакта до момента входа ее в контакт с металлизирующей струей упрочняют напыленные слои под воздействием ударов, уколов и царапин зачистных элементов удаляют пылевидные фракции распыляющей струи, осажденные на поверхность покрытия за промежуток времени между нанесением предыдущего и последующего слоев снижают термические напряжения растяжения. Пример. Проводили напыление методом электродуговой металлизации на цилиндрическую деталь диаметра 50 мм. Материал для напыления - проволока Св-08 Г 2 С. Материал основы - сталь 45. Металлизатор - модель ЭМ-14. Материал ворса щетки - металлическая пружинная проволока диаметра 0,5 мм. Напыления производили при рабочем напряжении дуги 40 В, давлении сжатого воздуха 0,6 МПа. Результаты приведены в таблице. Таблица Натяг Скорость относительного скольже- прижима Способ нанесения щетки к ния щетки по покрытия поверхности покры- детали,мм тия, м/с Известный Предлагаемый 5 2 10 5 20 8 30 3 50 8 Из таблицы видно, что при напылении предложенным способом в пределах указанных параметров режимов получается покрытие с более высоким качеством. Характер повышения качества при использовании предлагаемого способа по сравнению с известным сохраняется также при напылении других материалов и другими газотермическими методами. Источники информации 1. Линник В.А., Пекшев П.Ю. Современная техника газотермического нанесения покрытий. - М. Машиностроение, 1985. - 79 с. 2. А.с. 755316 . Экранирующее устройство газотермической распылительной головки. Опубл. 15.08.80. Бюл.30. 3. Пат. 1787170 . Способ нанесения покрытий. Опубл. 07.01.93. Бюл.1. Способ нанесения покрытия на цилиндрические детали, включающий газотермическое напыление и одновременно с ним дополнительную обработку, отличающийся тем, что дополнительную обработку производят путем механической очистки наносимого покрытия с помощью металлической щетки по всей ширине напыляемой поверхности детали со стороны, не подвергающейся действию газометаллической струи, со скоростью относительного скольжения щетки по поверхности покрытия 15-35 м/с и натягом прижима щетки 3-5 мм. Национальный центр интеллектуальной собственности. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: C23C 4/00
Метки: цилиндрические, детали, способ, нанесения, покрытия
Код ссылки
<a href="https://by.patents.su/2-4466-sposob-naneseniya-pokrytiya-na-cilindricheskie-detali.html" rel="bookmark" title="База патентов Беларуси">Способ нанесения покрытия на цилиндрические детали</a>
Способ нанесения покрытий на цилиндрические детали
Номер патента: 1932
Опубликовано: 30.12.1997
Авторы: Худолей Андрей Леонидович, Сосновский Игорь Александрович, Кашицин Леонид Павлович, Жорник Александр Иванович
МПК: B22F 7/04
Метки: нанесения, покрытий, цилиндрические, способ, детали
Текст:
...покрытия и перемещения материала покрытия из внутренней полости детали на ее наружную поверхность, по меньшей мере, через один канал, согласно изобретению, перед нагревом материала покрытия, по меньшей мере, между одним торцом детали и прокладкой помещают дополнительную прокладку с выемкой, сообщающей внутреннюю полость детали с кольцевым зазором, а скорость вращения сборки определяют из выражения 0, 542 где- ускорение свободного...
Способ нанесения металлических покрытий на поверхности полой цилиндрической детали
Номер патента: 1906
Опубликовано: 30.12.1997
Авторы: Черных Сергей Иванович, Сосновский Игорь Александрович, Кирпиченко Инесса Анатольевна, Жорник Александр Иванович, Худолей Андрей Леонидович, Кашицин Леонид Павлович
МПК: B22F 7/04
Метки: нанесения, металлических, цилиндрической, покрытий, полой, детали, поверхности, способ
Текст:
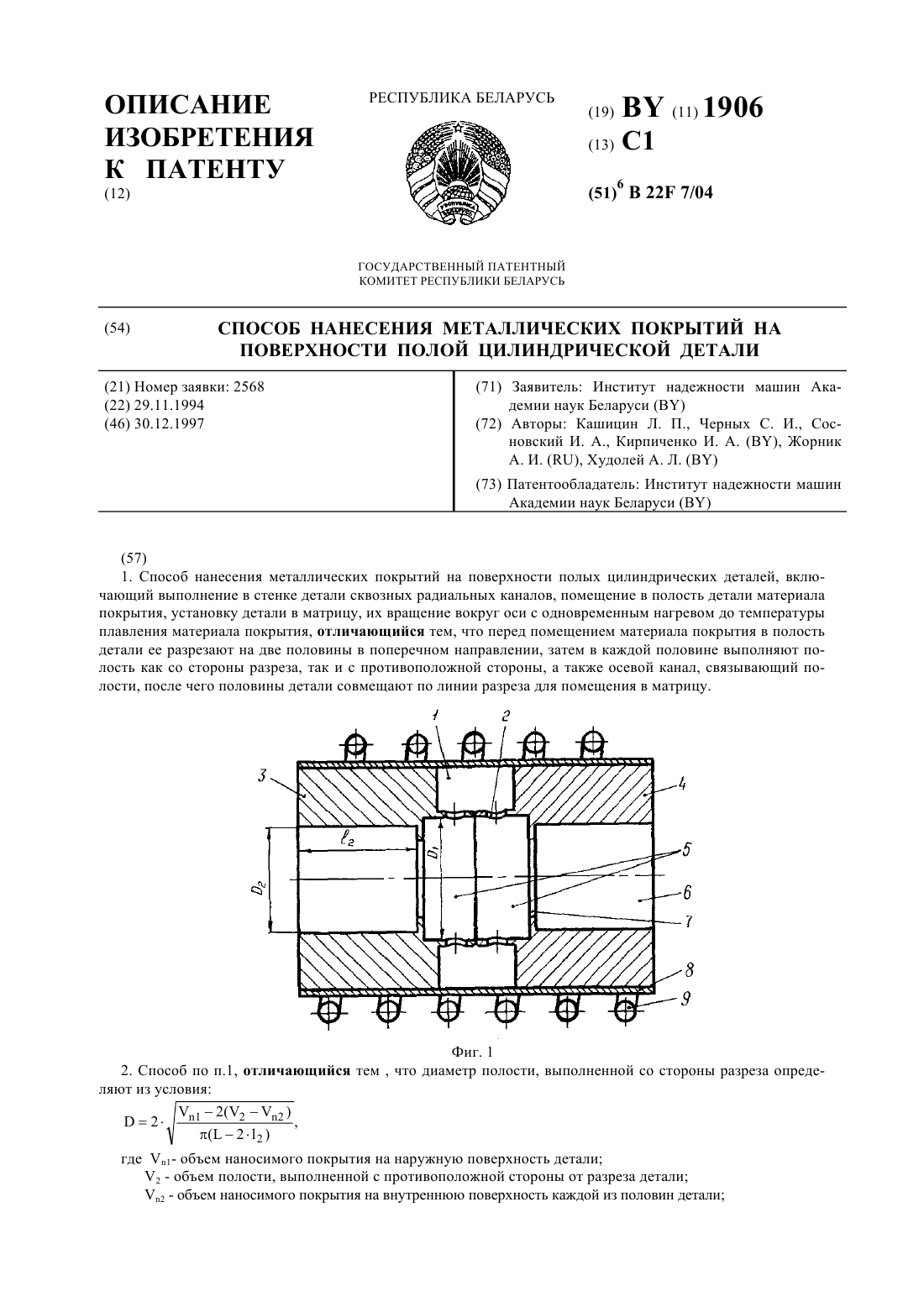
...для дополнительной подачи материала покрытия из полости 6 в канавку 1 на наружной поверхности, равен 2-2. Обозначим объем покрытия, наносимый на наружную поверхность 1 через 1,112(2 - 2),где 1 - объем полости, выполненной со стороны разреза. Обозначим длину детали через . 2.21 . После преобразований получим 2(22 ) 12 1 На фиг.1 - схема устройства для реализации данного способа. На фиг.2 представлен способ нанесения металлических...
Способ нанесения антикоррозионного покрытия
Номер патента: 975
Опубликовано: 15.12.1995
Авторы: Скороход Александр Зосимович, Юркевич Олег Романович, Стухляк Петр Данилович, Ковальчук Людмила Никифоровна, Страх Николай Федорович, Якубеня Николай Александрович
МПК: C23C 4/00
Метки: нанесения, способ, антикоррозионного, покрытия
Текст:
...указанного предела приводит к ухудшению коррозионной стойкости покрытий, так как при пленкообразовании увели чивается доля низкомолекулярных продуктов деструкции, что затруд О)няет пленкообразование и сникает коррозионную стойкость в целом. Увеличение наполнителя более 10 масс.ч. сникает прочность полимерного материала и пропитываемость первого слоя изэа увеличенияВЯЗНОСТИ расплава. НЭПОЛНБНИЭ ПОЛИМ 6 рНОГО материала ВИСМУТОМ Исажей в...
Способ нанесения композиционного полимерного покрытия
Номер патента: 3654
Опубликовано: 30.12.2000
Авторы: Казаченко Виктор Павлович, Рогачев Александр Владимирович
МПК: C23C 14/12, C23C 14/08
Метки: композиционного, покрытия, полимерного, способ, нанесения
Текст:
...состава, морфологического состояния. При этом энергетические затраты незначительны и для его реализации не требуется применение сложного оборудования. Указанный диапазон энергии электронов Е 1,02,5 кэВ, использующийся при зарядке, является оптимальным. При Е 1,0 кэВ зарядка частиц малоэффективна,т.к. в области малых энергий электронов коэффициент вторичной электронной эмиссии 1. При таких значениях энергии нельзя получить поток наночастиц...
Способ нанесения покрытия на вращающееся вокруг оси тело
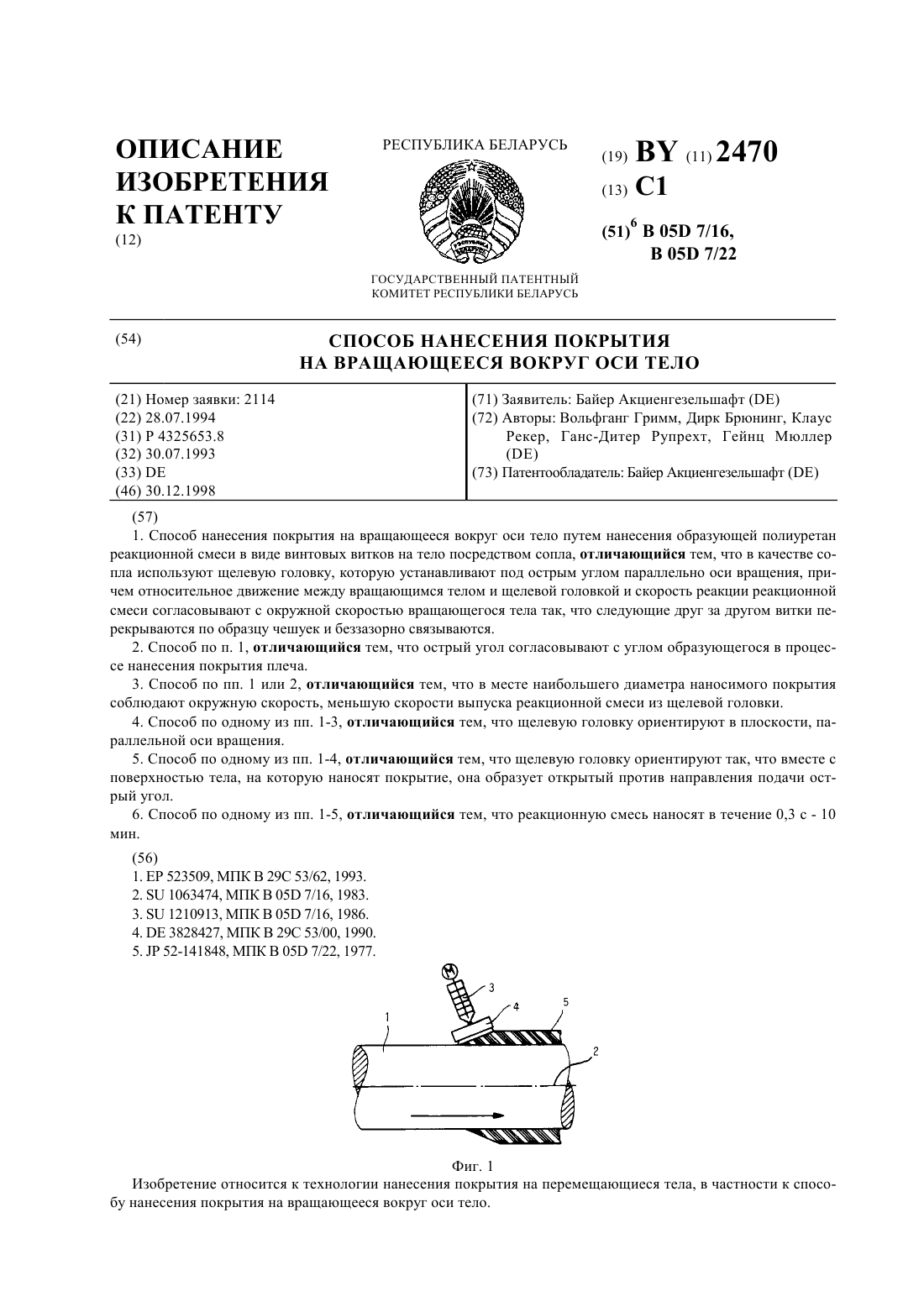
Номер патента: 2470
Опубликовано: 30.12.1998
Авторы: Ганс-Дитер Рупрехт, Дирк Брюнинг, Вольфганг Гримм, Гейнц Мюллер, Клаус Рекер
Метки: оси, способ, нанесения, покрытия, тело, вращающееся, вокруг
Текст:
...1 установлена с возможностью продольного перемещения посредством двигателя М смесительная головка 3 со щелевой головкой 4. Подачу осуществляют с постоянной скоростью. Щелевая головка 4 ориентирована в направлении продольной оси 2 трубы под углом 15. Она установлена над вращающейся вверх четвертью трубы 1 под углом 85 перед зенитом. Нанесенный слой обозначен позицией 5. На фиг. 3 и 4 труба 1 установлена на роликах 6 и приводится во...
Предыдущий патент: Способ субсерозной лапароскопической холецистэктомии
Следующий патент: Каретка для ручной газовой сварки
Случайный патент: Устройство автоматической фокусировки