Способ нанесения металлических покрытий на детали машин
Номер патента: 9423
Опубликовано: 30.06.2007
Авторы: Кашицин Леонид Павлович, Широкий Игорь Владимирович, Гафо Юрий Натанович, Сосновский Алексей Валерьевич
Текст
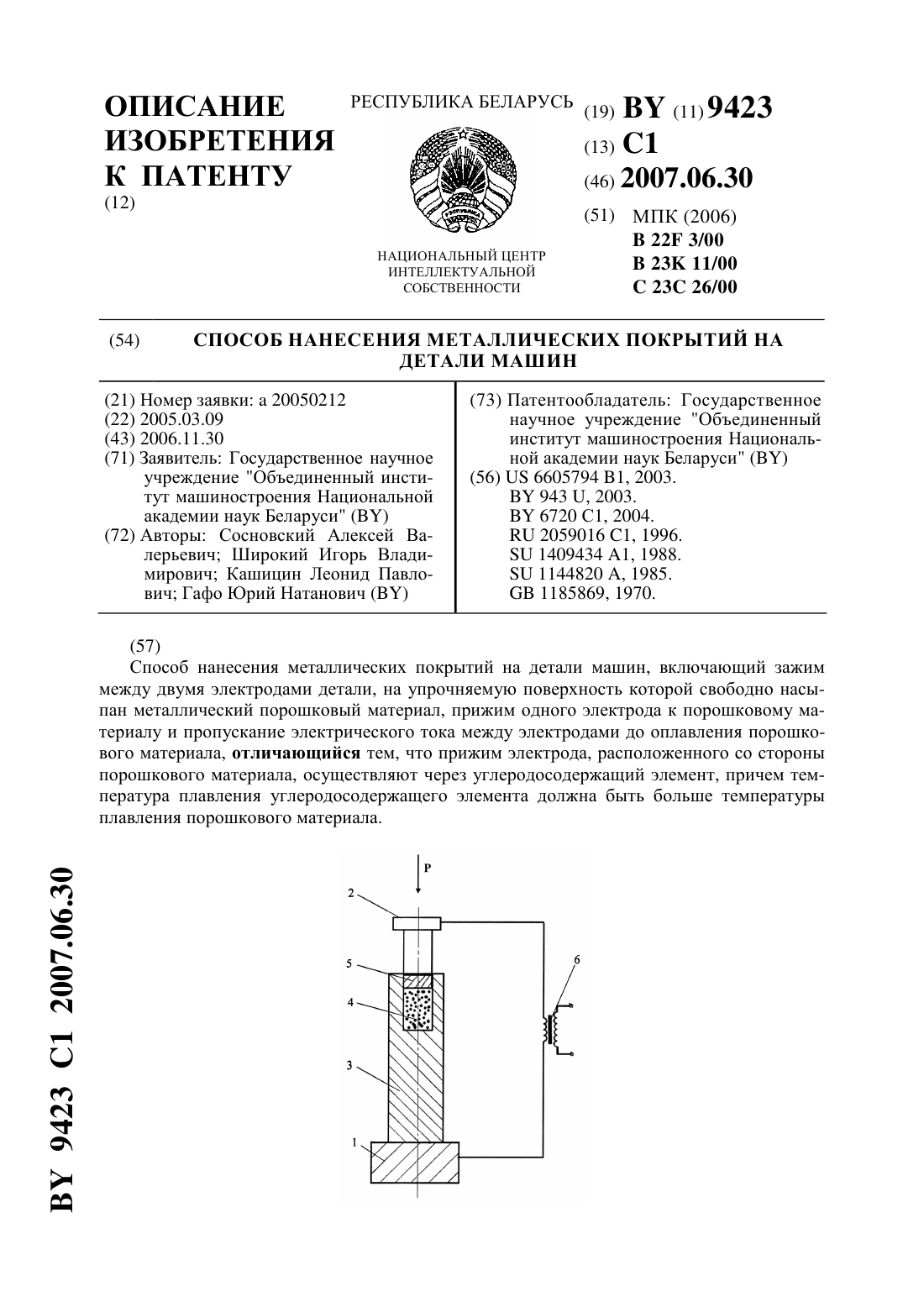
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ НА ДЕТАЛИ МАШИН(71) Заявитель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(72) Авторы Сосновский Алексей Валерьевич Широкий Игорь Владимирович Кашицин Леонид Павлович Гафо Юрий Натанович(73) Патентообладатель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(57) Способ нанесения металлических покрытий на детали машин, включающий зажим между двумя электродами детали, на упрочняемую поверхность которой свободно насыпан металлический порошковый материал, прижим одного электрода к порошковому материалу и пропускание электрического тока между электродами до оплавления порошкового материала, отличающийся тем, что прижим электрода, расположенного со стороны порошкового материала, осуществляют через углеродосодержащий элемент, причем температура плавления углеродосодержащего элемента должна быть больше температуры плавления порошкового материала. 9423 1 2007.06.30 Изобретение относится к области технологии машиностроения и может применяться для нанесения металлических покрытий из порошков с низким содержанием углерода на детали машин. Известен способ нанесения покрытий, включающий засыпку самофлюсующегося порошка на упрочняемую поверхность детали и последующий нагрев до плавления порошка. При этом на поверхности детали формируется покрытие (Патент США 5375759,В 23 К 001/00, 27.11.94). Данный способ позволяет наносить износостойкое покрытие на поверхности деталей машин. Однако при нанесении покрытия необходимо подвергать значительному нагреву упрочняемую деталь. Наиболее близким по технической сущности и достигаемому результату к изобретению является способ нанесения покрытия электроконтактным способом, включающий зажим детали со свободно насыпанным порошковым слоем между двумя электродами электроконтактной установки и пропускание электрического тока между электродами. При этом порошковый слой оплавляется и формируется покрытие на поверхности детали (Патент США 6605794, В 23 К 011/00, 12.08.2003). Данный способ позволяет получать качественное покрытие. При этом значительно снижается нагрев наплавляемой детали. Однако при использовании порошкового материала с низким содержанием углерода, полученное покрытие обладает низкими физикомеханическими свойствами. Это связано с низкой твердостью получаемого покрытия. Задачей изобретения является увеличить твердость поверхностного слоя покрытия в процессе его наплавки при использовании порошков с низким содержанием углерода. Задача решается в способе нанесения металлических покрытий на детали машин, предусматривающем зажим между двумя электродами детали, на упрочняемую поверхность которой свободно насыпан металлический порошковый материал, прижим одного электрода к порошковому материалу и пропускание электрического тока между электродами до оплавления порошкового материала, при этом, согласно изобретению, прижим электрода, расположенного со стороны порошкового материала, осуществляют через углеродосодержащий элемент, температура плавления которого должна быть больше температуры плавления порошкового материала. В процессе оплавления порошкового материала происходит контакт расплава с углеродосодержащим элементом. Благодаря высокой температуре и давлению происходит диффузия углерода из углеродосодержащего элемента в расплав. После затвердевания расплава углеродосодержащий элемент удаляется путем механической обработки. При этом на поверхности детали остается покрытие, имеющее науглероженный слой. В качестве оборудования для наплавки можно использовать серийные электроконтактные машины для точечной, шовной или рельефной сварки. Данное оборудование способно обеспечить контроль основных параметров процесса наплавки по предлагаемому способу, а также использование необходимой при этом оснастки. На чертеже представлена схема реализации способа. Между нижним 1 и верхним 2 электродами установлена заготовка 3 с порошковым материалом 4 и углеродосодержащим элементом 5. К верхнему 2 и нижнему 1 электродам подключен источник тока 6. При выборе порошкового материала 4 и углеродосодержащего элемента 5 следует придерживаться следующего условия Тпд ,где п и Тд - соответственно температура плавления порошкового материала и углеродосодержащего элемента. Способ осуществляется следующим образом. На нижний 1 и верхний 2 электроды подают электрический ток от источника 6 тока. В результате пропускания электрического тока происходит тепловыделение в порошковом материале 4. Тепловыделение приводит к оплавлению порошкового материала 4 и его 2 9423 1 2007.06.30 усадки под давлением верхнего электрода 2. После полной усадки порошкового материала 4 электрический ток отключают. В результате пропускания электрического тока, а также контакта расплава с углеродосодержащим элементом 5 происходит интенсивный разогрев последнего. При этом углерод, имеющий высокую подвижность при повышенной температуре, перемещается из углеродосодержащего элемента 5 в расплав. В результате перемещения углерода, на поверхности затвердевающего расплава образуется науглероженный слой. После затвердевания расплава полученная заготовка подвергается механической обработке. При этом удаляются углеродосодержащий элемент 5 и лишний металл заготовки 3. Пример реализации Реализацию данного способа производили на шовной машине МШ-100 при изготовлении пуансонов для прессования медицинских таблеток. Пуансон состоял из основы и покрытия на рабочей поверхности. В качестве материала основы использовали Сталь 45. Покрытие наносили из самофлюсующегося порошка ПР-Х 4 Г 2 Р 4 С 2 Ф с температурой плавления 1413 К и содержанием углерода 1,2 . Элемент, выполненный из углеродосодержащего материала, изготавливали из серого чугуна марки СЧ 35, температура плавления которого равняется 1573 К, а содержание углерода составляет 3 . Пропускание электрического тока между электродами осуществляли до тех пор, пока не произойдет полное расплавление порошкового материала. При этом время пропускания тока, необходимое для получения покрытия толщиной 3 мм, составило 3,5 с. После нанесения покрытия и механической обработки покрытие с науглероженным слоем подвергали стандартной термической обработке. Термическая обработка включала в себя нагрев детали до температуры 1173 К, охлаждение в масле и последующий отпуск при температуре 453 К. Исследования показали, что в поверхностном слое покрытия имеется повышенное содержание углерода (1,5 ) на глубине 0,2 мм. При этом твердость поверхностного слоя возросла с 65 до 68 . Таким образом, заявленный способ по сравнению с прототипом позволяет обеспечить наплавку покрытия с одновременным его науглероживанием, что повышает твердость получаемой поверхности детали. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B23K 11/00, B22F 3/00, C23C 26/00
Метки: машин, покрытий, способ, детали, металлических, нанесения
Код ссылки
<a href="https://by.patents.su/3-9423-sposob-naneseniya-metallicheskih-pokrytijj-na-detali-mashin.html" rel="bookmark" title="База патентов Беларуси">Способ нанесения металлических покрытий на детали машин</a>
Способ нанесения металлических покрытий на детали машин
Номер патента: 6720
Опубликовано: 30.12.2004
Авторы: Гафо Юрий Натанович, Широкий Игорь Владимирович, Сосновский Алексей Валерьевич, Кашицин Леонид Павлович
МПК: C23C 26/02
Метки: способ, покрытий, металлических, нанесения, детали, машин
Текст:
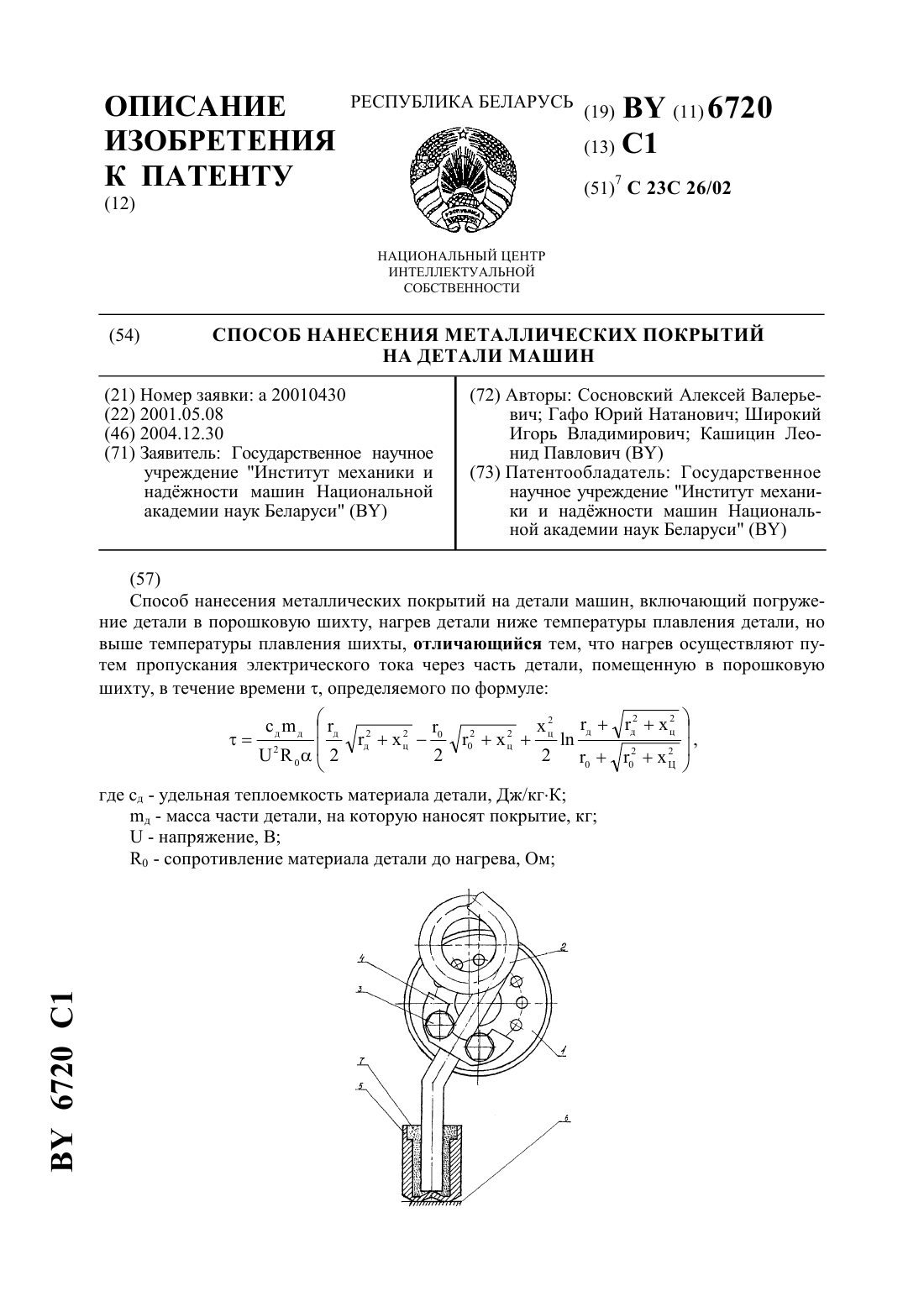
...детали, К Так как в процессе наплавки ненаплавляемая часть детали остается практически холодной, то исключается протекание в ней структурных изменений приводящих к короблению, снижению твердости, прочности и, в целом, к снижению работоспособности, а в некоторых случаях и к отбраковке детали. В то же время, подвод электроэнергии к детали,находящейся непосредственно в порошкообразной шихте, позволяет нагревать деталь до тех пор, пока не будет...
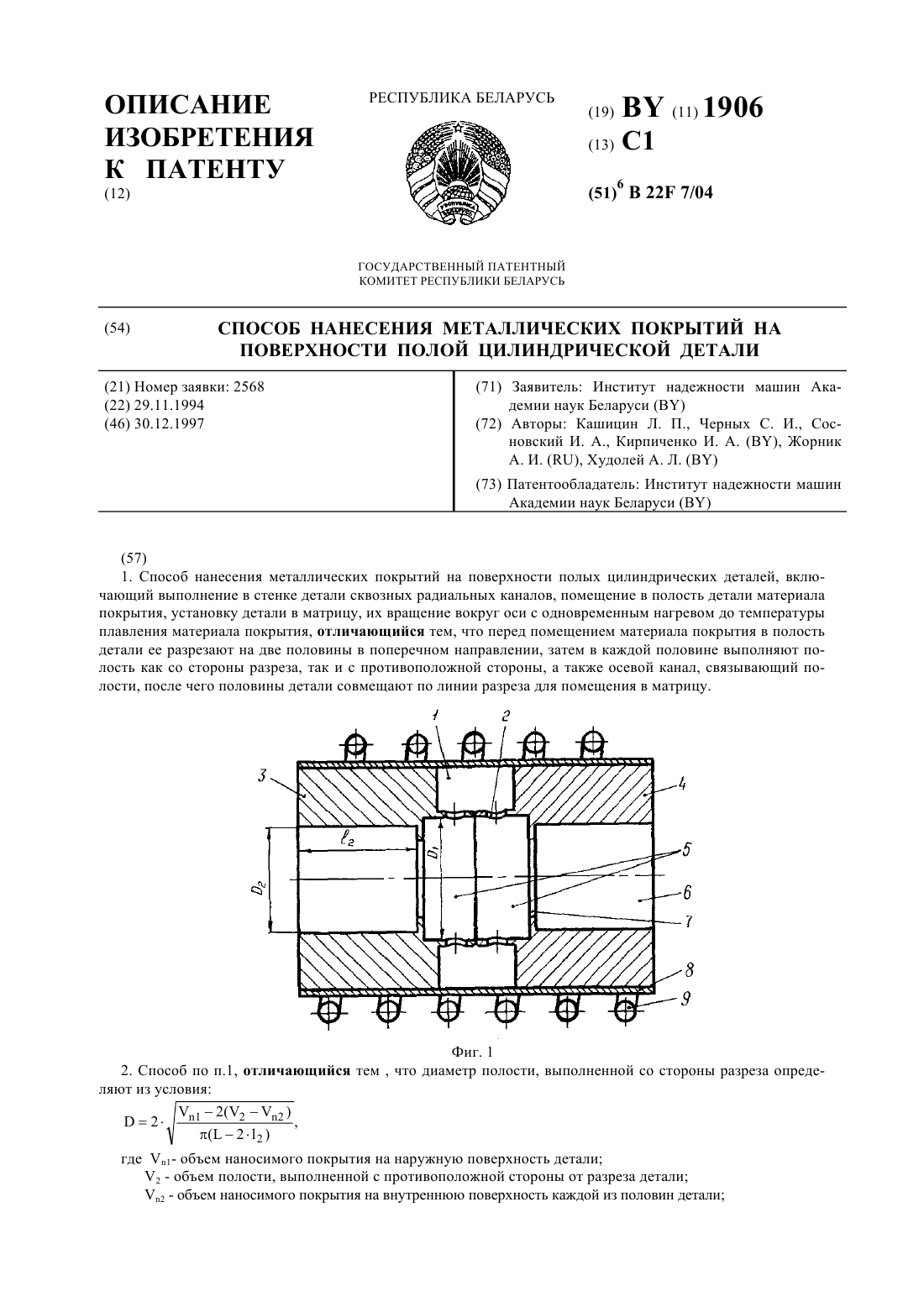
Способ нанесения металлических покрытий на поверхности полой цилиндрической детали
Номер патента: 1906
Опубликовано: 30.12.1997
Авторы: Сосновский Игорь Александрович, Кашицин Леонид Павлович, Худолей Андрей Леонидович, Кирпиченко Инесса Анатольевна, Жорник Александр Иванович, Черных Сергей Иванович
МПК: B22F 7/04
Метки: цилиндрической, способ, полой, поверхности, нанесения, покрытий, детали, металлических
Текст:
...для дополнительной подачи материала покрытия из полости 6 в канавку 1 на наружной поверхности, равен 2-2. Обозначим объем покрытия, наносимый на наружную поверхность 1 через 1,112(2 - 2),где 1 - объем полости, выполненной со стороны разреза. Обозначим длину детали через . 2.21 . После преобразований получим 2(22 ) 12 1 На фиг.1 - схема устройства для реализации данного способа. На фиг.2 представлен способ нанесения металлических...
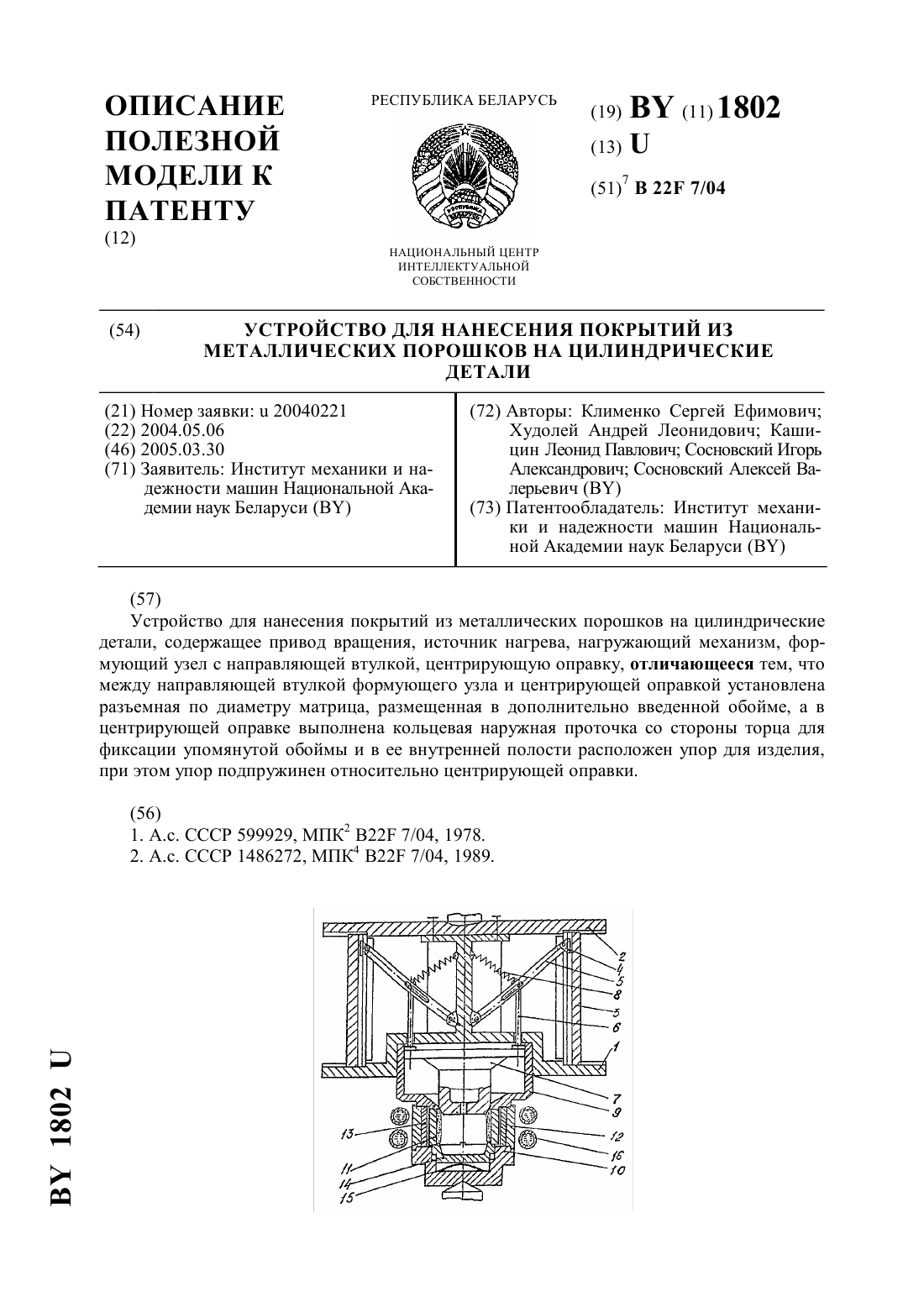
Устройство для нанесения покрытий из металлических порошков на цилиндрические детали
Номер патента: U 1802
Опубликовано: 30.03.2005
Авторы: Клименко Сергей Ефимович, Сосновский Алексей Валерьевич, Сосновский Игорь Александрович, Худолей Андрей Леонидович, Кашицин Леонид Павлович
МПК: B22F 7/04
Метки: металлических, цилиндрические, покрытий, нанесения, устройство, детали, порошков
Текст:
...детали, содержащем привод вращения, источник нагрева, нагружающий механизм, формующий узел с направляющей втулкой, центрирующую оправку, отличающееся тем, что между направляющей втулкой формующего узла и центрирующей оправкой установлена разъемная по диаметру матрица, размещенная в дополнительно введенной обойме, а в центрирующей оправке выполнена кольцевая наружная проточка со стороны торца для фиксации упомянутой обоймы и в ее...
Способ нанесения покрытий на цилиндрические детали
Номер патента: 1932
Опубликовано: 30.12.1997
Авторы: Худолей Андрей Леонидович, Сосновский Игорь Александрович, Кашицин Леонид Павлович, Жорник Александр Иванович
МПК: B22F 7/04
Метки: покрытий, цилиндрические, нанесения, способ, детали
Текст:
...покрытия и перемещения материала покрытия из внутренней полости детали на ее наружную поверхность, по меньшей мере, через один канал, согласно изобретению, перед нагревом материала покрытия, по меньшей мере, между одним торцом детали и прокладкой помещают дополнительную прокладку с выемкой, сообщающей внутреннюю полость детали с кольцевым зазором, а скорость вращения сборки определяют из выражения 0, 542 где- ускорение свободного...
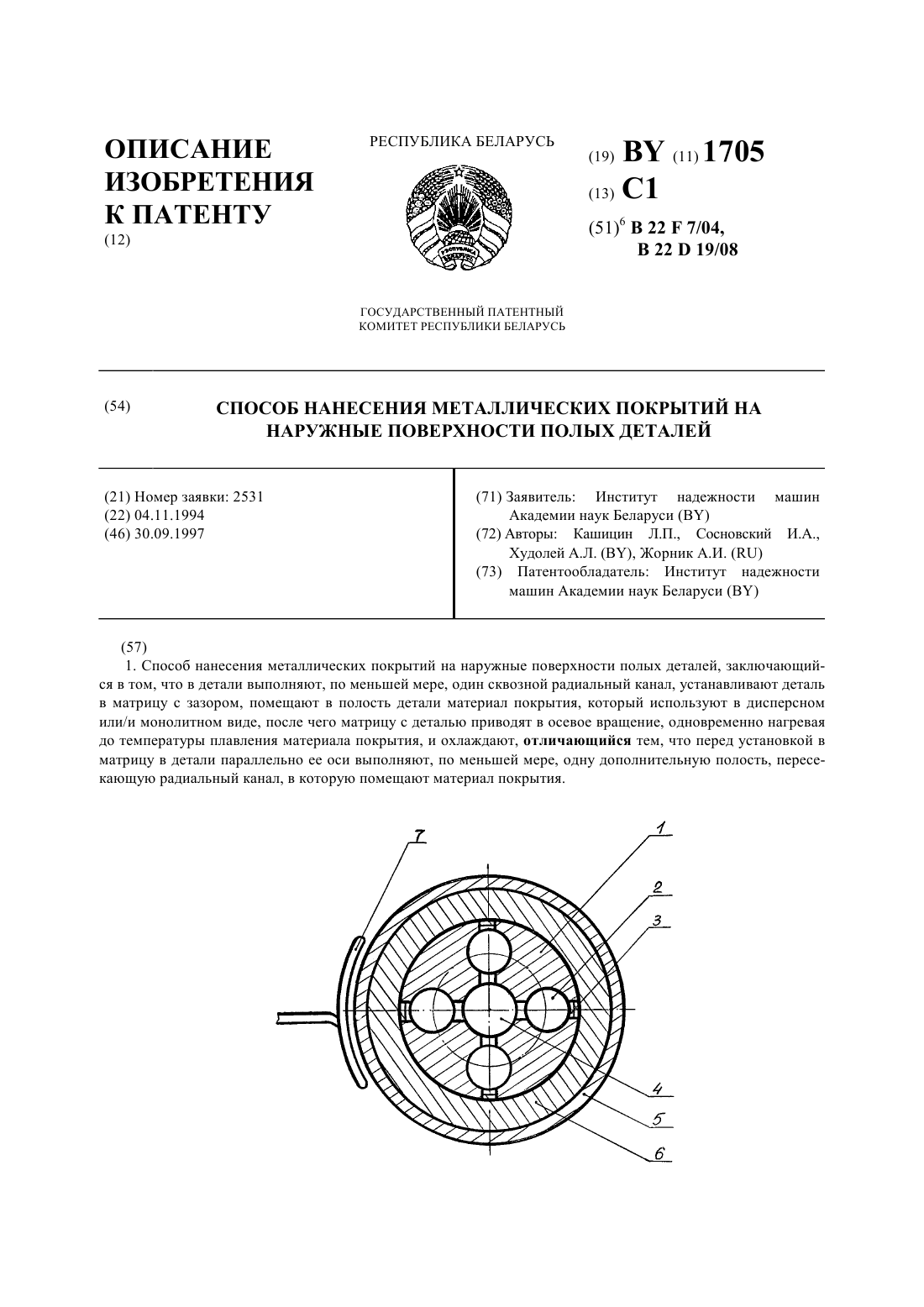
Способ нанесения металлических покрытий на наружные поверхности полых деталей
Номер патента: 1705
Опубликовано: 30.09.1997
Авторы: Худолей Андрей Леонидович, Кашицин Леонид Павлович, Жорник Александр Иванович, Сосновский Игорь Александрович
МПК: B22F 7/04, B22D 19/08
Метки: металлических, поверхности, полых, наружные, покрытий, деталей, способ, нанесения
Текст:
...компенсируется материалом покрытия, помещенным в полость детали и в дополнительно выполненные полости. Количество дополнительно выполняемых полостей ограничено размерами детали, в случае, когда в теле детали невозможно выполнить нужное количество полостей, рассчитанное по выражению (1) , необходимо взять материал покрытия с меньшим коэффициентом усадки и сделать перерасчет. Таким образом, в предлагаемом способе увеличение толщины наносимых...
Предыдущий патент: Устройство для контроля качества поверхности изделий
Следующий патент: Способ получения демпфирующего покрытия
Случайный патент: Способ лечения хориоидальной неоваскуляризации