Способ изготовления ступенчатых изделий
Номер патента: 7078
Опубликовано: 30.06.2005
Текст
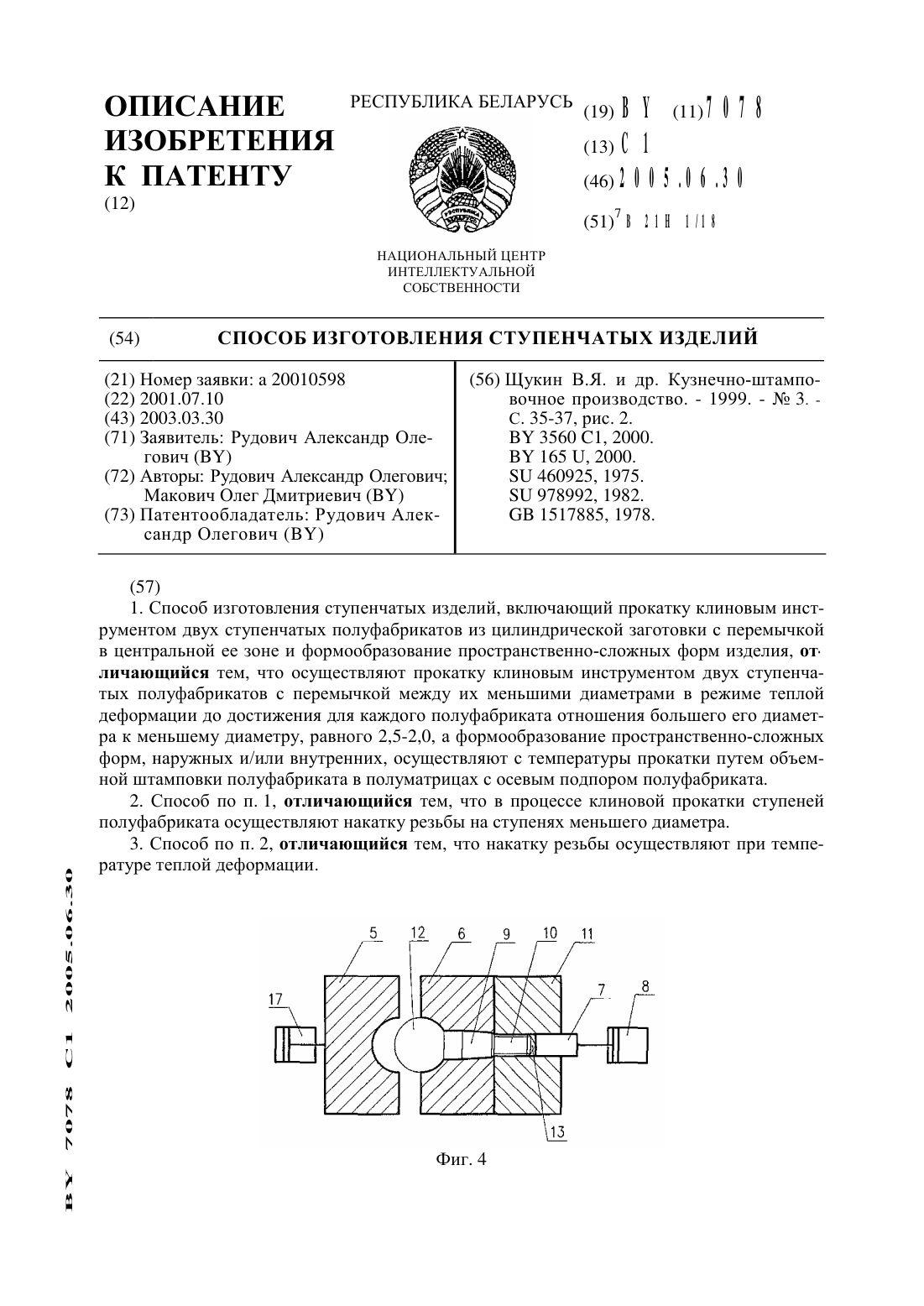
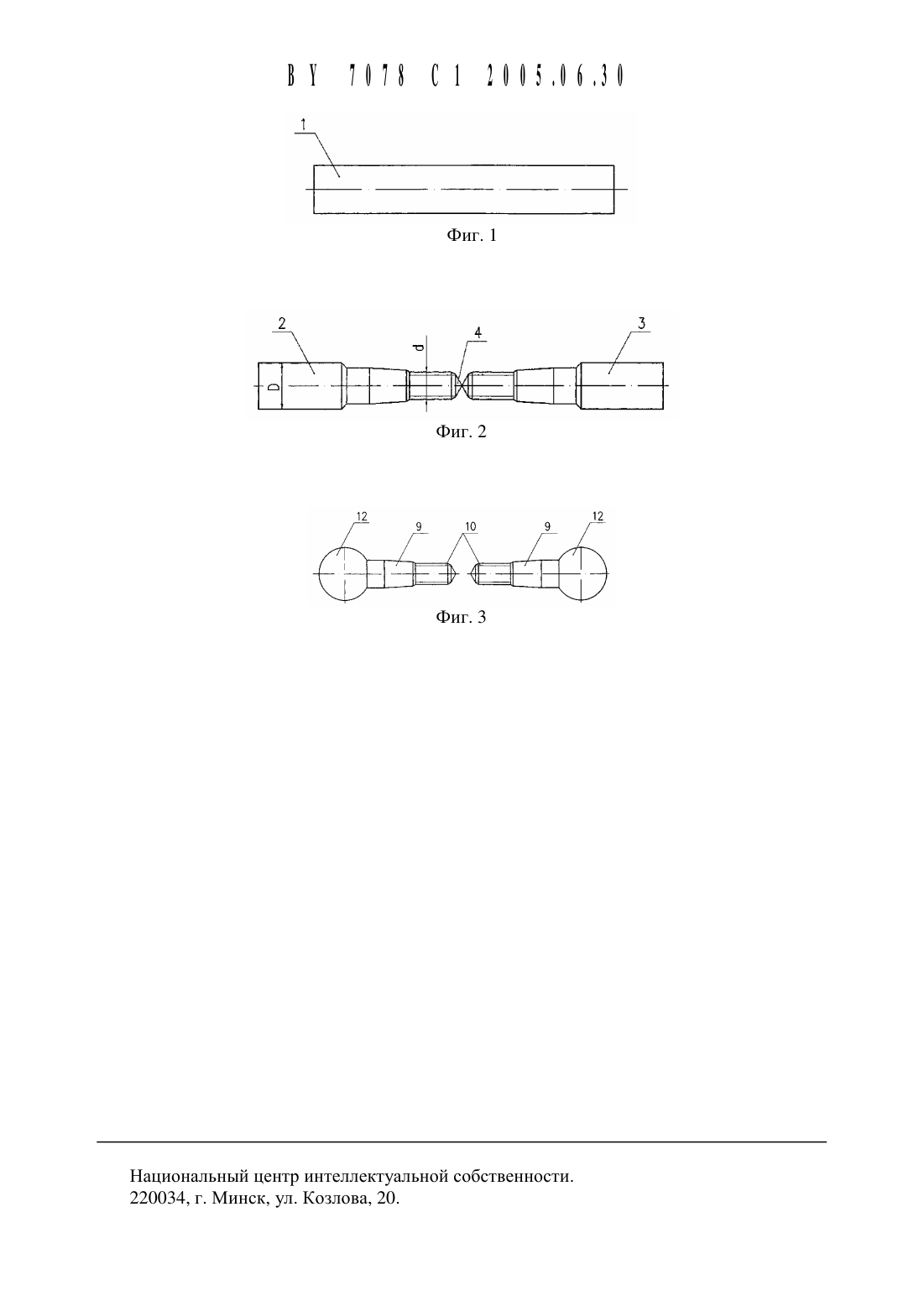
(51) В 21 Н 1118 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОИ СОБСТВЕННОСТИ(54) СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ИЗДЕЛИЙ(71) Заявитель Рудович Александр Олегович (ВУ)(72) Авторы Рудович Александр Олегович Макович Олег Дмитриевич (ВУ)(73) Патентообладатель Рудович Александр Олегович (ВУ)1. Способ изготовления ступенчатых изделий, включающий прокатку клиновым инструментом двух ступенчатых полуфабрикатов из цилиндрической заготовки с перемычкой в центральной ее зоне и формообразование пространственно-сложных форм изделия, отличающийся тем, что осуществляют прокатку клиновым инструментом двух ступенчатых полуфабрикатов с перемычкой между их меньщими диаметрами в режиме теплой деформации до достижения для каждого полуфабриката отнощения больщего его диаметра к меньщему диаметру, равного 2,5-2,0, а формообразование пространственно-сложных форм, наружных и/или внутренних, осуществляют с температуры прокатки путем объемной щтамповки полуфабриката в полуматрицах с осевым подпором полуфабриката.2. Способ по п. 1, отличающийся тем, что в процессе клиновой прокатки ступеней полуфабриката осуществляют накатку резьбы на ступенях меньщего диаметра.3. Способ по п. 2, отличающийся тем, что накатку резьбы осуществляют при температуре теплой деформации.Изобретение относится К обработке материалов давлением, путем поперечно-клиновой прокатки И может быть использовано для изготовления шаровых пальцев, валов И осей ступенчатого профиля.Известен способ изготовления ступенчатых изделий поперечной клиновой прокатки,при котором цилиндрическую заготовку нагревают, деформируют неподвижным плоским клиновым инструментом, путем вращения заготовки между клиновым инструментом и двумя приводными опорными роликами 1.Недостаток известного способа проявляется в низкой производительности и точности прокатываемых ступенчатых деталей из-за проскальзывания опорных роликов относительно заготовки в направлении, противоположном ее вращению, и значительных нагрузок на плоский инструмент из-за необходимости преодоления сил трения в зоне контакта заготовки с опорными роликами.Проблема повышения производительности рещена в принятом в качестве прототипа способе изготовления ступенчатых изделий пространственно сложной формы, преимущественно щаровых пальцев, включающем горячую прокатку при 900-1200 С клиновым инструментом двух ступенчатых пространственно сложной формы деталей с перемычкой в центральной зоне цилиндрической заготовки между больщими диаметрами ее ступеней и последующую механическую обработку 2.Недостаток известного способа проявляется в низкой размерной точности прокать 1 ваемых изделий и ограниченных технологических возможностей формообразования изделия,обусловленных нестационарностью процесса формообразования наружной пространственно сложной формы сферы щарового пальца. Кроме того, формообразование внутренних пространственно сложных форм по известной технологии возможным не представляется вообще. Сопутствие способу формообразования торцевых отходов и низкой размерной точности геометрических параметров изделия требует последующей механической обработки щаровой поверхности.В основу изобретения положена задача повыщения размерной точности изделий и коэффициента использования металла.Поставленная задача достигается тем, что в способе изготовления ступенчатых изделий, включающем прокатку клиновым инструментом двух ступенчатых полуфабрикатов из цилиндрической заготовки с перемычкой в центральной ее зоне и формообразование пространственно-сложных форм изделия, согласно изобретению, осуществляют прокатку клиновым инструментом двух ступенчатых полуфабрикатов из цилиндрической заготовки с перемычкой между их меньщими диаметрами в режиме теплой деформации до достижения для каждого полуфабриката отнощения больщего его диаметра к меньщему диаметру,равного 2,5-2,0, а формообразование наружных пространственно-сложных форм, осуществляют с температуры прокатки путем объемной щтамповки полуфабриката в полуматрицах с осевым подпором полуфабриката.В способе в процессе клиновой прокатки ступеней полуфабриката осуществляют накатку резьбы на ступенях меньщего диаметра.В способе накатку резьбы осуществляют при температуре теплой деформации.Сущность изобретения поясняется чертежамифиг. 2- схема первого перехода формообразованияфиг. 4-схема формообразования щаровой поверхности изделия в полуматрицахфиг. 5-схема одновременного формообразования щаровой внутренней поверхности изделия в полуматрицах.Способ изготовления ступенчатых изделий, преимущественно щаровых пальцев автомобиля, из цилиндрической заготовки 1 по фиг. 1, включает ее теплую прокатку с температуры 680 С-280 С клиновым инструментом (на чертеже условно не показан) двух пофиг. 2 ступенчатых пространственно сложной формы полуфабрикатов деталей 2, 3 с перемычкой 4 в центральной зоне цилиндрической заготовки до соотношения большего диаметра В ступени К меньшему диаметру (1 ступениДанное соотношение подобрано опытным путем и позволяет осуществлять с высоким квалитетом точности формообразование пространственно-сложных форм, наружных и/или внутренних - сфер или пазов на деталях 2,3. Формообразовние с соотношением диаметров ступеней менее 2,0 снижает размерную точность прокатываемых деталей. Увеличение соотношения диаметров ступеней более 2,5 отрицательно влияет на отклонение от круглости прокатываемых диаметров и шаг накатываемой резьбы.После формообразования изделия на первом переходе осуществляют формообразование пространственно-сложных форм, наружных и/или внутренних на втором переходе по фиг. 3 с температуры прокатки, полученных полуфабрикатов деталей 2, 3, путем их объемной штамповки по фиг. 4 в полуматрицах 5, 6 с осевым подпором от плунжера 7 полуфабриката 2, 3. Усилие подпора в полуматрице 6 производят гидроцилиндром 8. Полуфабрикат 2,3 непосредственно с температуры прокатки размещают в полуматрице 6 с центрирующей посадкой по коническому участку 9. В процессе клиновой прокатки одновременно с формообразованием ступеней изделия осуществляют накатку резьбы 10 на меньших диаметрах (1 ступеней прокатываемых полуфабрикатов 2, 3. Резьбовой участок 10 полуфабриката 2, 3 размещают по свободной посадке в фиксаторе 11, соосно сопряженным с полуматрицей 6, и в процессе формообразования шаровой части 12 осуществляют подпор торца 13 полуфабриката 2,3 посредством плунжера 7 гидроцилиндра 8.Формообразование пространственно-сложных форм, наружных 12, фиг. 4 и внутренних-пазов 14 и/или сфер, фиг. 5, на деталях 2,3 путем их объемной штамповки в полуматрицах 5, 6 с осевым формообразующим пуансоном 15, размещенным на плунжере гидроцилиндра 16. Усилие деформации в полуматрице 5 производят гидроцилиндром 17.В зависимости от материала заготовки и технических требований к изделию прокатку,формообразование и накатку резьбы 10 осуществляют при 680 С-280 С.При сравнительной прокатке партий деталей шаровой палец автомобиля ВАЗ в количестве 100 штук, длиной до 300 мм, диаметром 30-50 мм по известному способу и заявленному. Поле рассеивания диаметральных размеров уменьшилось на 85-88 . По известной технологии формообразуемая шаровая поверхность пальца имела допуск И 32 1 0,72 по изобретению - И 32 1 0,08. Величина шероховатости составляла соответственно, Ка 6,3 и Ка 0,8. Температуру формообразования изделий снизили с 900 С-1200 С до 680 С 280 С за счет применения новой комплексной технологии прокатки-штамповки с одного нагрева изготовления изделий.При прокатке промышленных деталей в количестве 10 000 шт в условиях серийного производства отмечено повышение производительности на 20 за счет исключения операций механической обработки шаровой поверхности и нарезки резьбы. Коэффициент использования металла увеличился от 0,93 до 0,98.Промышленные испытания заявленного способа осуществляли при изготовлении партии шаровых пальцев к автомобилю ВАЗ.Национальный центр Интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B21H 1/18
Метки: изготовления, ступенчатых, изделий, способ
Код ссылки
<a href="https://by.patents.su/4-7078-sposob-izgotovleniya-stupenchatyh-izdelijj.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления ступенчатых изделий</a>
Способ изготовления изделий, преимущественно кулачковых валов
Номер патента: 122
Опубликовано: 30.09.1994
Авторы: Павлов Анатолий Львович, Павлов Лев Григорьевич
МПК: B21H 1/00
Метки: валов, способ, изделий, кулачковых, изготовления, преимущественно
Текст:
...поковкща именно штамповки. Поковки. полученные поперечно-клиновой прокаткой затем подаются транспортером на пресс. укладываются в штамп базиоующимиповерхностями 3, 4. 5, после чего осуществляется второйэтап формообразования заготовки - штам повка кулачков. аДля обеспечения точного расположения кулачков относительно поверхностей поковки. полученных поперечно-клиновой прокаткой. на втором этапе изготовления осуществляется весьма...
Способ получения ступенчатых деталей и устройство для его осуществления
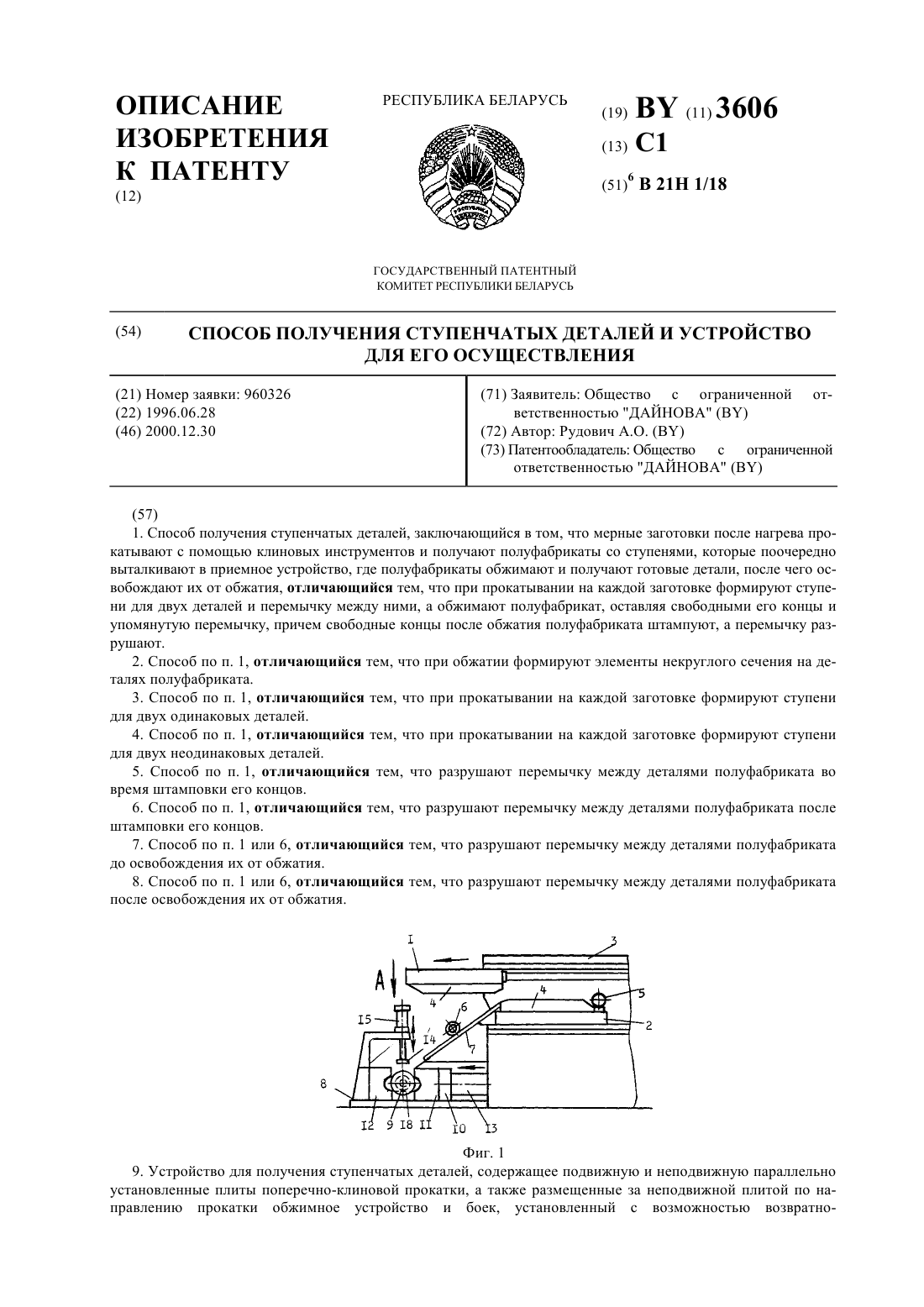
Номер патента: 3606
Опубликовано: 30.12.2000
Автор: Рудович Александр Олегович
МПК: B21H 1/18
Метки: деталей, осуществления, способ, устройство, ступенчатых, получения
Текст:
...два дополнительных бойка с возможностью возвратно-поступательного перемещения в горизонтальной плоскости, причем в дополнительных бойках закреплены штампующие головки. Выполнение таким образом способа дает следующие положительные результаты. Формирование на каждой головке ступеней не для одной, а для двух деталей позволит повысить производительность способа. Формирование перемычки между двумя деталями направлено на осуществление возможности...
Способ изготовления изделий переменного по длине профиля
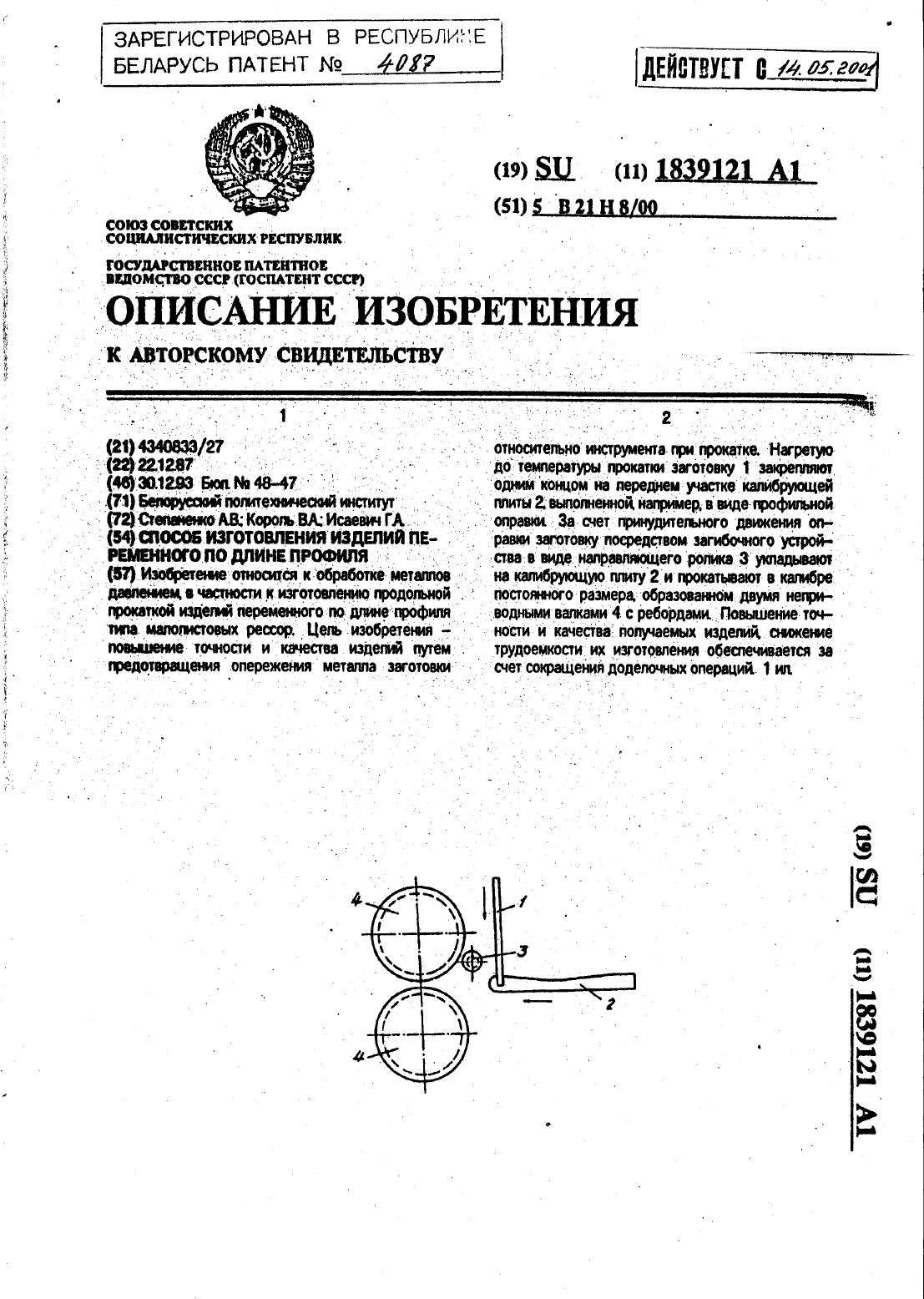
Номер патента: 4087
Опубликовано: 30.09.2001
Авторы: Король Владимир Андреевич, Степаненко Александр Васильевич, Исаевич Георгий Александрович
МПК: B21H 8/00
Метки: изделий, длине, изготовления, профиля, способ, переменного
Текст:
...и м е р. Проведены сравнительные испытания приизготовлении изделий переменного по длине профиля известным способом (прокатка приводными валками) и способом по настоящемуизобретенито(прокатка закрепленной передним концом на калибрующей плите заготовки неприводными палками).Исходные размеры заготовки ширина 90 мм. длина 1592 мм. толщина 21.5 мм. ИзСПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ДЛИНЕ ПРОФИЛЯ типа малолистовых рессор. при котором...
Способ изготовления заготовок изделий с переменным по длине профилем и устройство для его осуществления

Номер патента: 434
Опубликовано: 30.03.1995
Авторы: Степаненко А. В., Король В. А., Исаевич Г. А.
МПК: B21H 7/00
Метки: способ, изделий, заготовок, изготовления, устройство, профилем, переменным, осуществления, длине
Текст:
...ей Побразной Формы, после чего заготовку Э вместе с оправкой прокатывают межсДУ НСПриводныни валками 1 и 2 с бур чТЭМИ 3 с жестко фиксированным постопнным зазором. Затем заготовку 9 снимают с оправки Ц и разгибают (устройство для разгиба не показано). После этого заготовку подают на последующую доработкуобВе 3 ку концов заготовки,покраску и т.д.)Способ был реализован следующим образом.Исходные размеры заготовки шири-л,о На - 90 мм, длина -...
Способ изготовления пористых изделий сложной формы
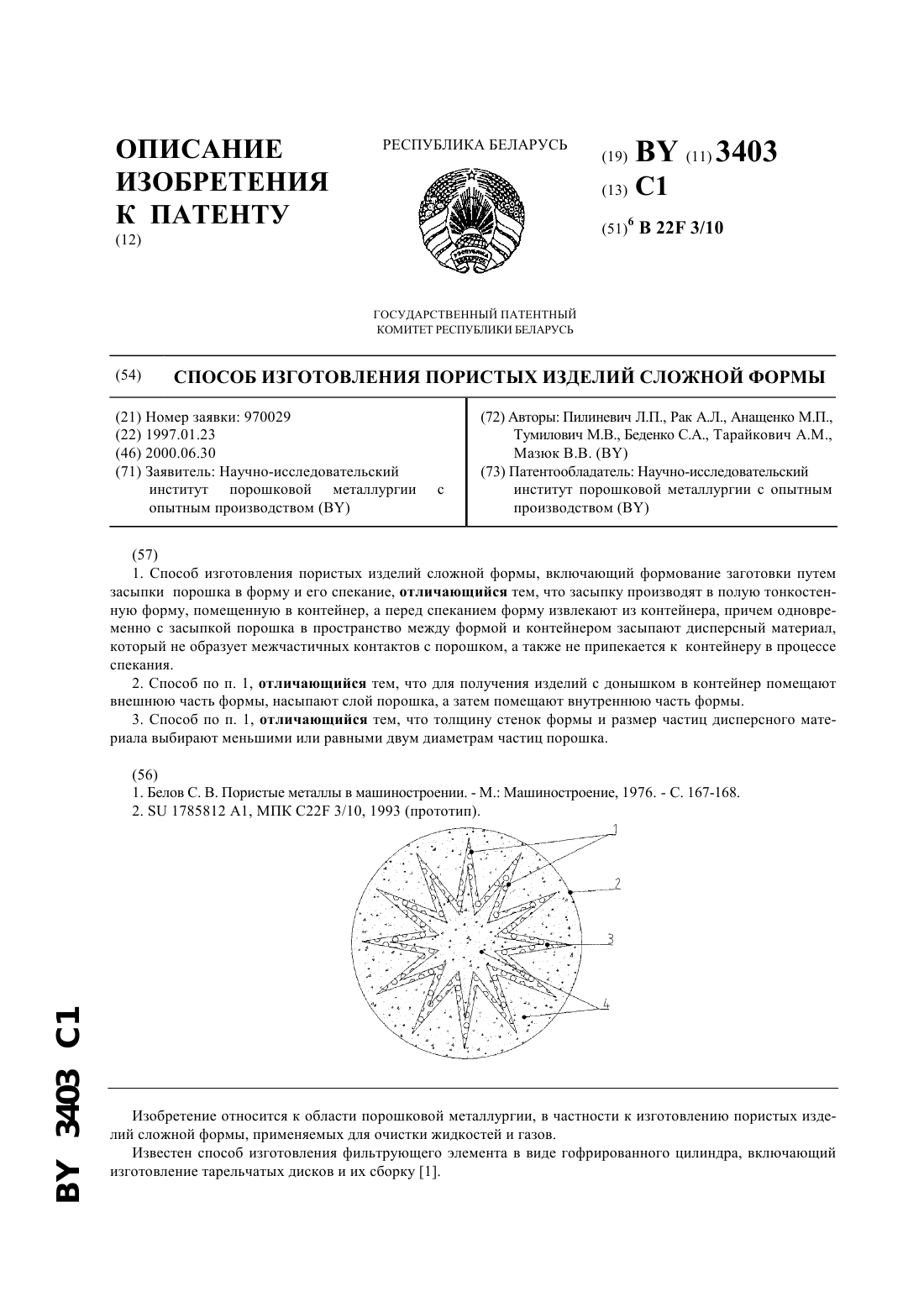
Номер патента: 3403
Опубликовано: 30.06.2000
Авторы: Пилиневич Леонид Петрович, Анащенко Михаил Петрович, Беденко Сергей Александрович, Мазюк Виктор Васильевич, Рак Анатолий Леонидович, Тарайкович Александр Михайлович, Тумилович Мирослав Викторович
МПК: B22F 3/10
Метки: способ, сложной, пористых, формы, изделий, изготовления
Текст:
...засыпки порошка в форму и его спекание, засыпку производят в полую тонкостенную форму, помещенную в контейнер, а перед спеканием форму из контейнера извлекают, причем одновременно с засыпкой порошка в пространство между формой и контейнером засыпают дисперсный материал, размер частиц которого меньше или равен 2-м диаметрам частиц порошка, который не образует межчастичных контактов с порошком, а также не припекается к контейнеру в процессе...
Предыдущий патент: Способ дифференциальной диагностики патогенетического варианта поясничного остеохондроза
Следующий патент: Способ получения заменителя цельного молока для телят
Случайный патент: Привод спаренного планетарного исполнительного органа проходческо-очистного комбайна