Способ получения ступенчатых деталей и устройство для его осуществления
Текст
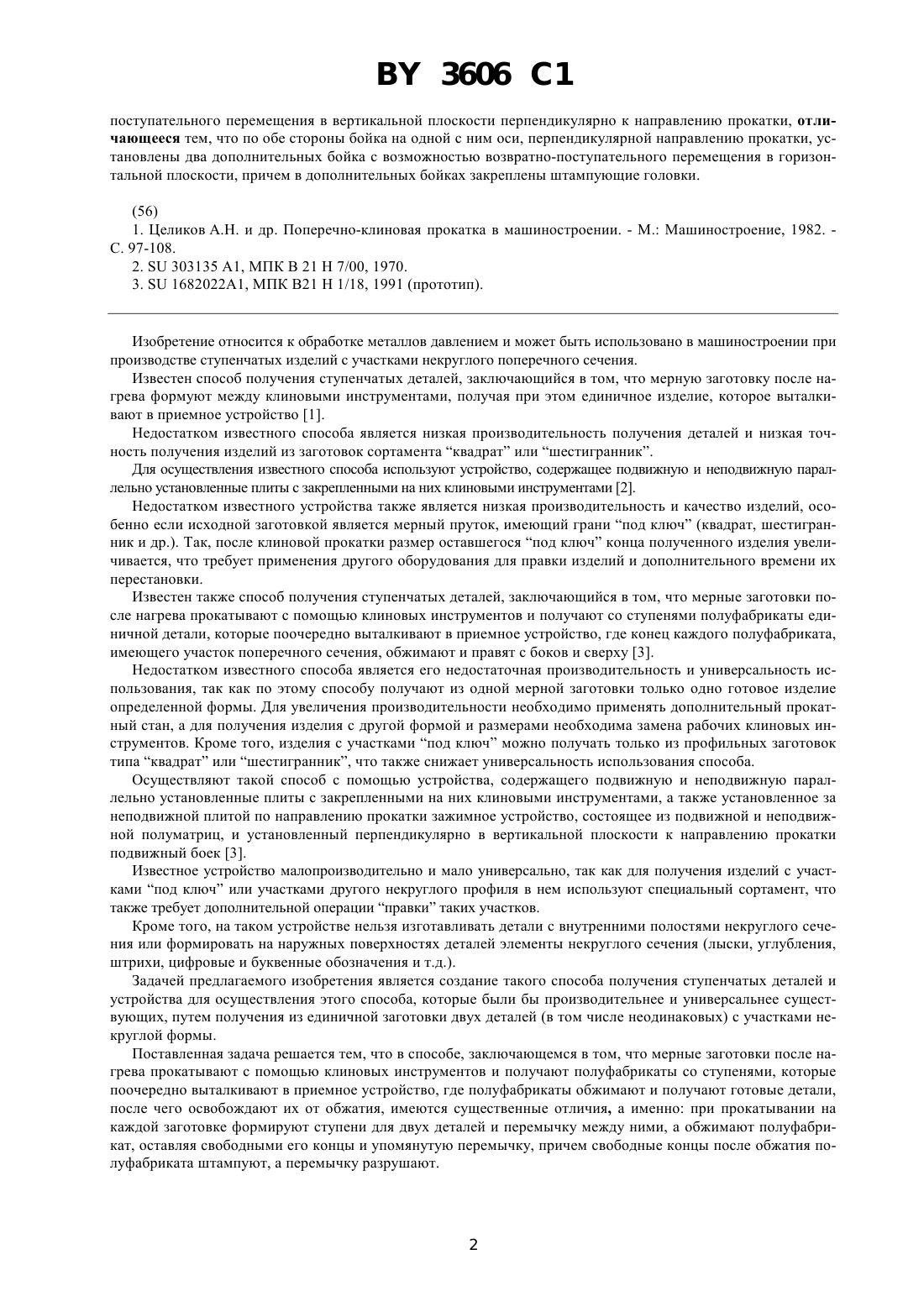
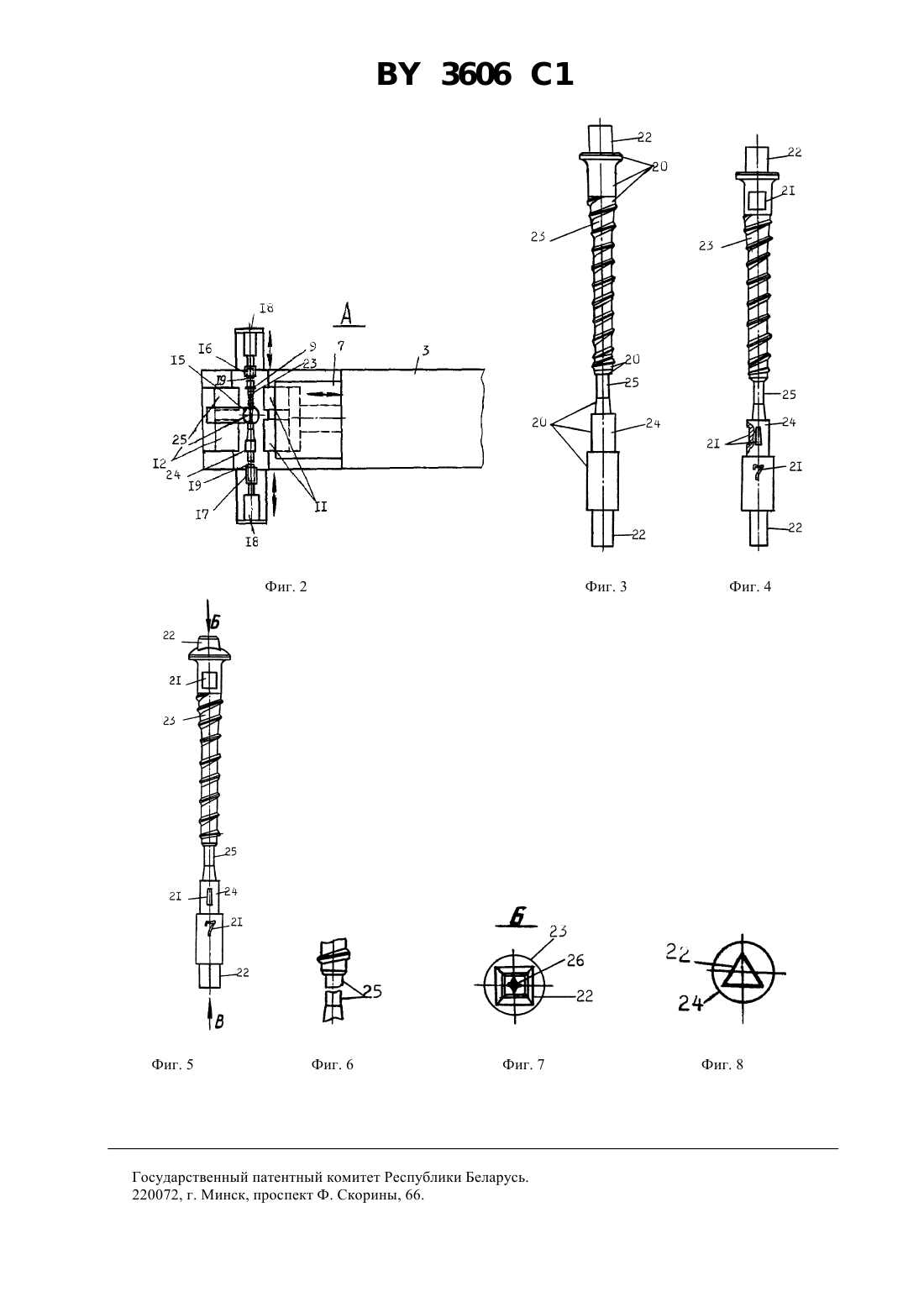
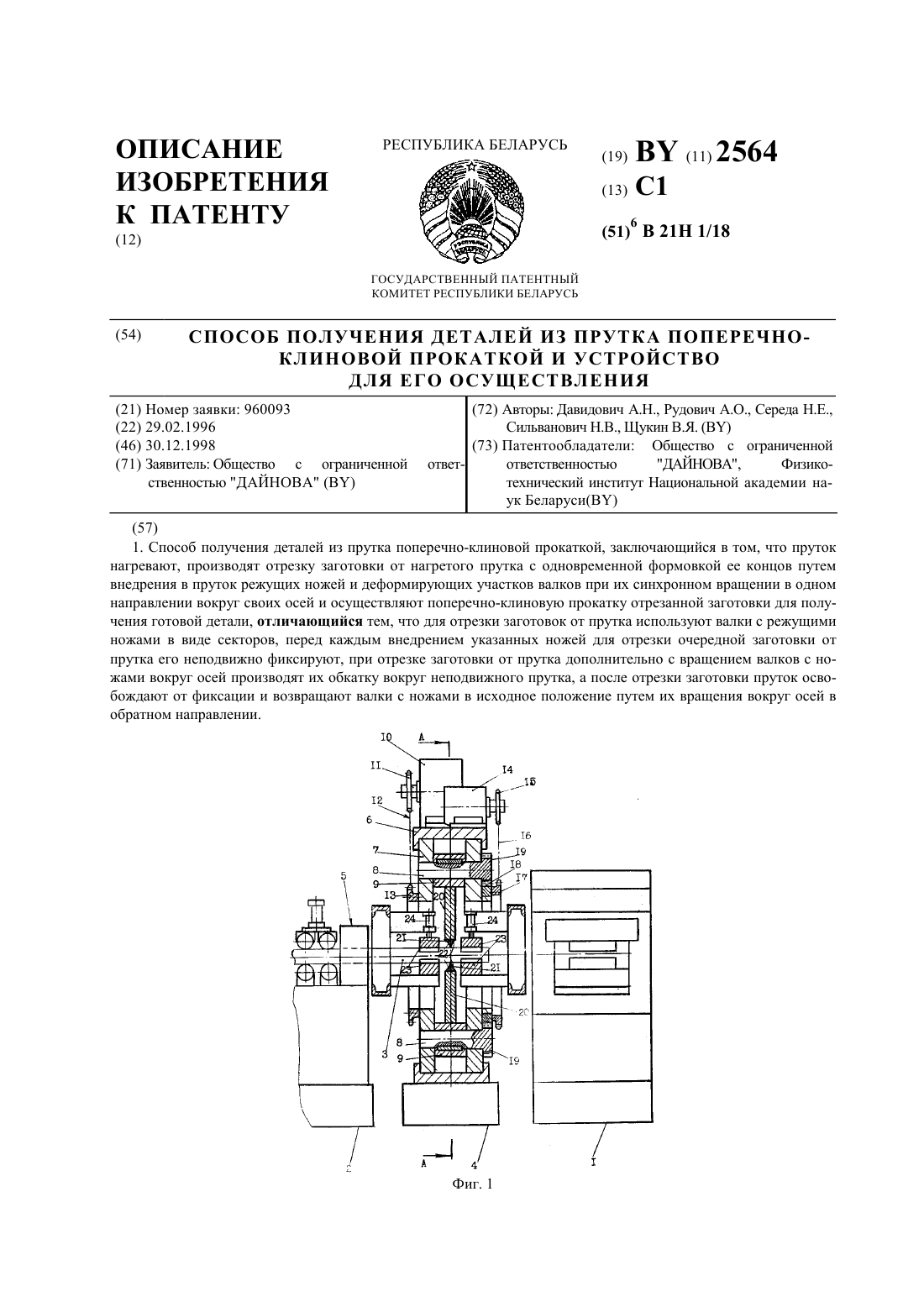
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ ПОЛУЧЕНИЯ СТУПЕНЧАТЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ(57) 1. Способ получения ступенчатых деталей, заключающийся в том, что мерные заготовки после нагрева прокатывают с помощью клиновых инструментов и получают полуфабрикаты со ступенями, которые поочередно выталкивают в приемное устройство, где полуфабрикаты обжимают и получают готовые детали, после чего освобождают их от обжатия, отличающийся тем, что при прокатывании на каждой заготовке формируют ступени для двух деталей и перемычку между ними, а обжимают полуфабрикат, оставляя свободными его концы и упомянутую перемычку, причем свободные концы после обжатия полуфабриката штампуют, а перемычку разрушают. 2. Способ по п. 1, отличающийся тем, что при обжатии формируют элементы некруглого сечения на деталях полуфабриката. 3. Способ по п. 1, отличающийся тем, что при прокатывании на каждой заготовке формируют ступени для двух одинаковых деталей. 4. Способ по п. 1, отличающийся тем, что при прокатывании на каждой заготовке формируют ступени для двух неодинаковых деталей. 5. Способ по п. 1, отличающийся тем, что разрушают перемычку между деталями полуфабриката во время штамповки его концов. 6. Способ по п. 1, отличающийся тем, что разрушают перемычку между деталями полуфабриката после штамповки его концов. 7. Способ по п. 1 или 6, отличающийся тем, что разрушают перемычку между деталями полуфабриката до освобождения их от обжатия. 8. Способ по п. 1 или 6, отличающийся тем, что разрушают перемычку между деталями полуфабриката после освобождения их от обжатия. Фиг. 1 9. Устройство для получения ступенчатых деталей, содержащее подвижную и неподвижную параллельно установленные плиты поперечно-клиновой прокатки, а также размещенные за неподвижной плитой по направлению прокатки обжимное устройство и боек, установленный с возможностью возвратно 3606 1 поступательного перемещения в вертикальной плоскости перпендикулярно к направлению прокатки, отличающееся тем, что по обе стороны бойка на одной с ним оси, перпендикулярной направлению прокатки, установлены два дополнительных бойка с возможностью возвратно-поступательного перемещения в горизонтальной плоскости, причем в дополнительных бойках закреплены штампующие головки. Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при производстве ступенчатых изделий с участками некруглого поперечного сечения. Известен способ получения ступенчатых деталей, заключающийся в том, что мерную заготовку после нагрева формуют между клиновыми инструментами, получая при этом единичное изделие, которое выталкивают в приемное устройство 1. Недостатком известного способа является низкая производительность получения деталей и низкая точность получения изделий из заготовок сортамента квадрат или шестигранник. Для осуществления известного способа используют устройство, содержащее подвижную и неподвижную параллельно установленные плиты с закрепленными на них клиновыми инструментами 2. Недостатком известного устройства также является низкая производительность и качество изделий, особенно если исходной заготовкой является мерный пруток, имеющий грани под ключ (квадрат, шестигранник и др.). Так, после клиновой прокатки размер оставшегося под ключ конца полученного изделия увеличивается, что требует применения другого оборудования для правки изделий и дополнительного времени их перестановки. Известен также способ получения ступенчатых деталей, заключающийся в том, что мерные заготовки после нагрева прокатывают с помощью клиновых инструментов и получают со ступенями полуфабрикаты единичной детали, которые поочередно выталкивают в приемное устройство, где конец каждого полуфабриката,имеющего участок поперечного сечения, обжимают и правят с боков и сверху 3. Недостатком известного способа является его недостаточная производительность и универсальность использования, так как по этому способу получают из одной мерной заготовки только одно готовое изделие определенной формы. Для увеличения производительности необходимо применять дополнительный прокатный стан, а для получения изделия с другой формой и размерами необходима замена рабочих клиновых инструментов. Кроме того, изделия с участками под ключ можно получать только из профильных заготовок типа квадрат или шестигранник, что также снижает универсальность использования способа. Осуществляют такой способ с помощью устройства, содержащего подвижную и неподвижную параллельно установленные плиты с закрепленными на них клиновыми инструментами, а также установленное за неподвижной плитой по направлению прокатки зажимное устройство, состоящее из подвижной и неподвижной полуматриц, и установленный перпендикулярно в вертикальной плоскости к направлению прокатки подвижный боек 3. Известное устройство малопроизводительно и мало универсально, так как для получения изделий с участками под ключ или участками другого некруглого профиля в нем используют специальный сортамент, что также требует дополнительной операции правки таких участков. Кроме того, на таком устройстве нельзя изготавливать детали с внутренними полостями некруглого сечения или формировать на наружных поверхностях деталей элементы некруглого сечения (лыски, углубления,штрихи, цифровые и буквенные обозначения и т.д.). Задачей предлагаемого изобретения является создание такого способа получения ступенчатых деталей и устройства для осуществления этого способа, которые были бы производительнее и универсальнее существующих, путем получения из единичной заготовки двух деталей (в том числе неодинаковых) с участками некруглой формы. Поставленная задача решается тем, что в способе, заключающемся в том, что мерные заготовки после нагрева прокатывают с помощью клиновых инструментов и получают полуфабрикаты со ступенями, которые поочередно выталкивают в приемное устройство, где полуфабрикаты обжимают и получают готовые детали,после чего освобождают их от обжатия, имеются существенные отличия, а именно при прокатывании на каждой заготовке формируют ступени для двух деталей и перемычку между ними, а обжимают полуфабрикат, оставляя свободными его концы и упомянутую перемычку, причем свободные концы после обжатия полуфабриката штампуют, а перемычку разрушают. 3606 1 Причем при обжатии, в случае необходимости, формируют элементы некруглого сечения на деталях полуфабриката, а при прокатывании на каждой заготовке формируют ступени для двух одинаковых или для двух неодинаковых деталей. Кроме того, разрушать перемычку между деталям полуфабриката могут как во время штамповки его концов, так и после этого, в том числе как до освобождения деталей от обжатия, так и после этого обжатия. Сформулированная выше задача решается также с помощью устройства для осуществления способа получения ступенчатых деталей, содержащего подвижную и неподвижную параллельно установленные плиты поперечно-клиновой прокатки, а также размещенные за неподвижной плитой по направлению прокатки обжимное устройство и боек, установленный с возможностью возвратно-поступательного перемещения в вертикальной плоскости перпендикулярно к направлению прокатки, при этом в этом устройстве имеются существенные отличия, а именно по обе стороны бойка на одной с ним оси, перпендикулярной направлению прокатки, установлены два дополнительных бойка с возможностью возвратно-поступательного перемещения в горизонтальной плоскости, причем в дополнительных бойках закреплены штампующие головки. Выполнение таким образом способа дает следующие положительные результаты. Формирование на каждой головке ступеней не для одной, а для двух деталей позволит повысить производительность способа. Формирование перемычки между двумя деталями направлено на осуществление возможности упомянутого одновременного формирования ступеней для двух деталей. Благодаря получению необжатых концов заготовки после ее прокатки и благодаря образованию перемычки между деталями достигается возможность последующих операций штамповки этих концов и разрушения перемычки. Последние операции нужны для получения готовых изделий, в том числе с некруглым профилем их концов (например, винтов с квадратными головками и углублениями под отвертку). Формирование элементов некруглого сечения на деталях полуфабриката позволит повысить универсальность способа, так как расширится номенклатура выпускаемых изделий. При формировании на каждом полуфабрикате ступеней для двух одинаковых деталей повысится производительность получения изделий в два раза. Такое же формирование ступеней, но для двух неодинаковых деталей, направлено на расширение использования данного способа. Разрушение перемычки между деталями как во время, так и после штамповки концов полуфабриката, как до, так и после освобождения деталей от обжатия направлено также на повышение универсальности применения способа получения ступенчатых деталей. Например, тонкие перемычки можно разрушать ударной волной от штамповки концов полуфабриката, средние - вертикальным ударом инструмента (бойка) после штамповки, когда полуфабрикат еще зажат, а толстые, где необходима точная обработка отделяемого конца,- после штамповки и после освобождения от обжатия полуфабриката на специальном приспособлении с режущим инструментом. Выполнение устройства с вышеупомянутыми элементами дает следующие положительные результаты. Расположение бойка между двумя дополнительными бойками позволит формировать и разрушать перемычку или посредине полуфабриката при изготовлении одинаковых деталей, или в любом другом месте полуфабриката при изготовлении неодинаковых деталей. Установка двух дополнительных бойков напротив друг друга и перпендикулярно в горизонтальной плоскости к направлению прокатки позволит формировать концы деталей полуфабриката с торца. Закрепление в дополнительных бойках штампующих головок направлено на создание возможности получения концов деталей различной конфигурации - круглой, конусной, квадратной, треугольной, шестигранной, в том числе с углублениями различной конфигурации. Введение упомянутых элементов, их расположения и связей между ними позволит повысить производительность и универсальность использования устройства для получения ступенчатых деталей. Сущность предлагаемого изобретения поясняется чертежами, представленными на фиг. 1-8. На фиг. 1 показано устройство для получения ступенчатых деталей, вид спереди на фиг. 2 - то же, но сверху, видна фиг. 3 - полученный полуфабрикат после прокатки на фиг. 4 - то же после обжатия на фиг. 5 - то же, но после штамповки на фиг. 6 - получение готовых деталей после разрушения перемычки на фиг. 7 - вид Б по фиг. 5 на фиг. 8 - вид В по фиг. 5. Способ получения ступенчатых деталей осуществляют на устройстве, которое содержит подвижную 1 и неподвижную 2 плиты, параллельно установленные на стане 3 поперечно-клиновой прокатки. На плитах 1 и 2 закреплены клиновые инструменты 4 для получения из мерной заготовки 5 полуфабриката 6 (фиг. 3), а на стане 3 - лоток 7, по которому полуфабрикат 6 поступает в приемное устройство 8 для получения готовых деталей 9 (фиг. 4-8). За неподвижной плитой 2 по направлению прокатки и на приемном устройстве 8 оборудовано обжимное устройство 10. 3606 1 Устройство 10 состоит из подвижной 11 и неподвижной 12 полуматриц. Подвижная полуматрица 11 приводится в движение от гидроцилиндра 13. Перпендикулярно в вертикальной плоскости к направлению прокатки расположен боек 14, управляемый гидроцилиндром 15. Боек 14 расположен между двумя дополнительными бойками 16, 17 (фиг. 2), управляемыми гидроцилиндрами 18. Бойки 16 и 17 установлены напротив друг друга и перпендикулярно в горизонтальной плоскости к направлению прокатки, причем в этих бойках закреплены штампующие головки 19. Полуфабрикат 6 (фиг. 3) имеет ступени 20 различных осесимметричных круглых элементов (после прокатки) и различные элементы 21 некруглого сечения (фиг. 4) (после обжатия), а также (после штамповки) некруглые концы 22 (фиг. 5) деталей 13, 24, соединенных между собой перемычкой 25. Концы 22 могут иметь различные углубления 26, например, под крестообразную отвертку. Осуществление способа получения ступенчатых деталей обеспечивается устройством, которое работает следующим образом. Каждую нагретую до рабочей температуры прокатки (приблизительно 1100 ) мерную заготовку 5 круглого поперечного профиля помещают между формующими клиновыми инструментами 4. При относительном перемещении друг относительно друга подвижной 1 и неподвижной 2 параллельных плит происходит оформление ступеней 20 полуфабриката 16. Причем на каждом полуфабрикате 16 в результате прокатки формируются ступени 20 для двух деталей 23 (например, винт) и 24 (например, втулка), которые соединены между собой с помощью перемычки 25 (фиг. 3). Детали 23 и 24 полуфабриката 16 могут быть различными, как на фиг. 3, или одинаковыми. После прокатки полуфабрикат 16 выталкивается подвижной плитой 4 по лотку 7 в приемное устройство 8. Здесь пока еще не остывший полуфабрикат 16 до температуры ниже ковочной (не менее 900 ) обжимают в устройстве 10, штампуют бойками 16, 17 и воздействуют бойком 14 до получения готовых деталей 9. Для этого вначале производят обжатие полуфабриката в полуматрицах 11, 12 посредством гидроцилиндра 13. Причем свободными оставляют концы 22 деталей 24 и перемычку 25 между ними. Во время обжатия,при необходимости, с помощью полуматриц 11, 12 на поверхностях деталей 23, 24 вдавливанием выступов этих полуматриц получают элементы 21 некруглого сечения (лыски, углубления, обозначения) (фиг. 4). После этого, за счет приведения в действие гидроцилиндров 18, штампующими элементами 19 блоков 16,17 оформляют головки 22 деталей, например, в виде усеченной четырехгранной пирамиды с углублением 26 под крестообразную отвертку для деталей 23 или в виде трехгранной призмы для детали 24 (фиг. 5, 7 и 8). Если детали 23, 24 небольших диаметров (до 5 мм), то во время штамповки концов 22 свободная от обжатия перемычка 25 (диаметром до 2 мм) саморазрушается (фиг. 6) от ударной волны. Если диаметр деталей от 5 до 50 мм и перемычки от 2 до 10 мм, то перемычку разрушают с помощью бойка 14, управляя гидроцилиндром 15. После штамповки с помощью обратных ходов гидроцилиндров 18 и 13 готовое изделие 9 освобождается от обжатия и перемещается (не показано) на последующую обработку. Например, если диаметр изделия более 50 мм, а перемычка 25 более 10 мм, то последнюю разрушают не с помощью бойка 14, а распиловкой (не показано). Аналогичные операции производят для каждой единичной заготовки 5, совмещая в рабочем цикле операции прокатки, выдавливания мелких углублений, штамповки головок деталей и разрушения (при необходимости) перемычки между ними. Применение заявляемого способа получения ступенчатых деталей и устройства для его осуществления позволит повысить производительность прокатного оборудования и расширить универсальность его использования с возможностью получения готовых изделий с различным профилем головок на одной технологической линии. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B21H 1/18
Метки: способ, устройство, деталей, осуществления, ступенчатых, получения
Код ссылки
<a href="https://by.patents.su/5-3606-sposob-polucheniya-stupenchatyh-detalejj-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Беларуси">Способ получения ступенчатых деталей и устройство для его осуществления</a>
Способ получения деталей из прутка путем поперечно-клиновой прокатки и устройство для осуществления этого способа
Номер патента: 2564
Опубликовано: 30.12.1998
Авторы: Давидович Александр Николаевич, Сильванович Николай Владимирович, Середа Николай Ефимович, Рудович Александр Олегович, Щукин Валерий Яковлевич
МПК: B21H 1/18
Метки: этого, осуществления, получения, деталей, способ, путем, поперечно-клиновой, устройство, способа, прутка, прокатки
Текст:
...обкатку вокруг неподвижного прутка, а после отрезки заготовки пруток освобождают от фиксации и возвращают валки с ножами в исходное положение путем их вращения вокруг осей в обратном направлении. Использование валков с режущими кромками в виде секторов и неподвижная фиксация прутка устраняет отрицательное явление вращения прутка во время процесса отрезки и предварительной формовки заготовок. Поворот вращающихся валков вокруг прутка обеспечит...
Способ получения деталей из прутка путем поперечно-клиновой прокатки и устройство для осуществления этого способа
Номер патента: 3560
Опубликовано: 30.09.2000
Автор: Кожевникова Гражина Валерьевна
МПК: B21H 1/18
Метки: путем, устройство, прутка, осуществления, этого, способ, способа, поперечно-клиновой, прокатки, деталей, получения
Текст:
...прутка, основную рабочую клеть и расположенную между ними дополнительную рабочую клеть, включающую проводку для прутка, выполненную в виде силового зажима, связанный с приводом вращения ротор и смонтированные в роторе с возможностью вращения на соосных валах валки,снабженные отрезными ножами и деформирующими участками и приводом их синхронного вращения,включающем закрепленные на валах шестерни, входящие в зацепление с паразитным...
Способ получения голограмм и устройство для его осуществления
Номер патента: 2438
Опубликовано: 30.12.1998
Автор: Александров Сергей Алексеевич
Метки: голограмм, способ, получения, устройство, осуществления
Текст:
...т.е. голограмму точки, как и в прототипе, однако, в отличие от традиционных способов, в том числе и прототипа, получена она без использования явления интерференции. Суперпозиция таких зонных решеток от всех точек объекта есть голограмма объекта 2. Восстановление такой голограммы может осуществляться с помощью методов, используемых для восстановления голограмм, полученных известным способом 2, как численно, так и оптически. Заявляемое...
Способ получения формообразующих деталей напылением
Номер патента: 3421
Опубликовано: 30.06.2000
Авторы: Попок Дмитрий Анатольевич, Ворошнин Алексей Леонидович, Залужный Геннадий Иосифович, Соколов Юрий Валентинович, Ситкевич Михаил Васильевич
МПК: C23C 4/18
Метки: способ, напылением, получения, деталей, формообразующих
Текст:
...деталей является изнашивание и разгарные трещины. Задачей является снижение пористости поверхностных слоев напыленных формообразующих деталей и повышение их износо- и разгаростойкости. Поставленная задача решается тем, что в способе получения формообразующих деталей напылением,включающем изготовление формообразующей модели, наложение на нее электромагнитного поля, напыление на модель стального порошкового материала с получением детали,...
Способ получения 99 М Тс и устройство для его осуществления
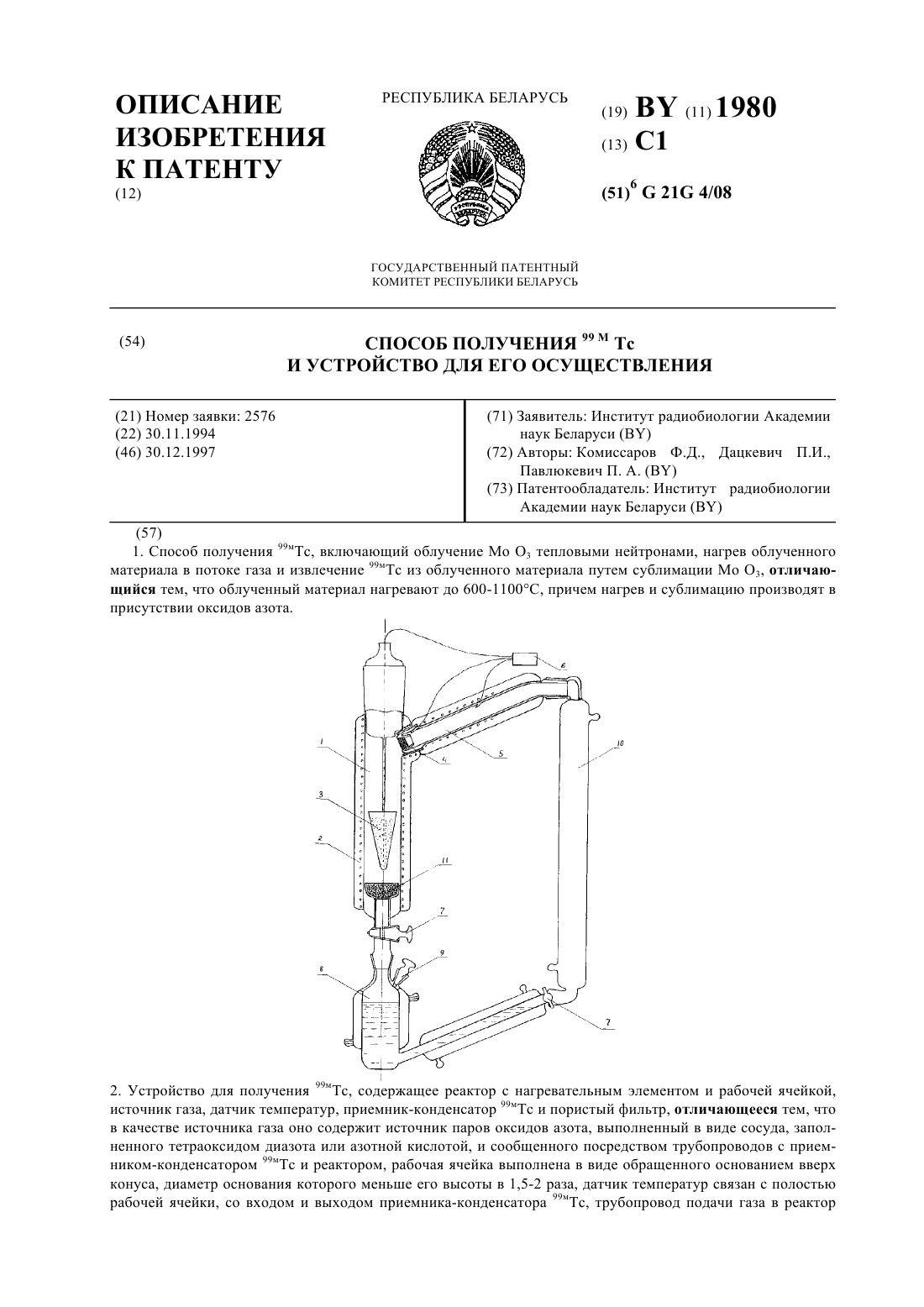
Номер патента: 1980
Опубликовано: 30.12.1997
Авторы: Дацкевич Петр Иванович, Комиссаров Феликс Давидович, Павлюкевич Петр Александрович
МПК: G21G 4/08
Метки: получения, способ, осуществления, устройство
Текст:
...возможность проскока МоО 3 в приемник-конденсатор, который возможен при превышении температуры 600 С или при высокой скорости потока газа-носителя. 7. Эксплуатация установки при параметрах температуры выше 700 С в диапазоне температур 700-980 С в зоне реактора, учитывая физические свойства МоО 3, позволяет производить сублимацию МоО 3 с большой скоростью, что, естественно, способствует разделению на молекулярном уровне МоО 3 и Тс 2 О 7. 8....
Предыдущий патент: Способ получения полиэтиленового порошка
Следующий патент: Способ получения карбамида
Случайный патент: Установка депрессионной очистки забоя скважины