Способ изготовления пористых изделий сложной формы
Номер патента: 3403
Опубликовано: 30.06.2000
Авторы: Тарайкович Александр Михайлович, Рак Анатолий Леонидович, Тумилович Мирослав Викторович, Анащенко Михаил Петрович, Пилиневич Леонид Петрович, Мазюк Виктор Васильевич, Беденко Сергей Александрович
Текст
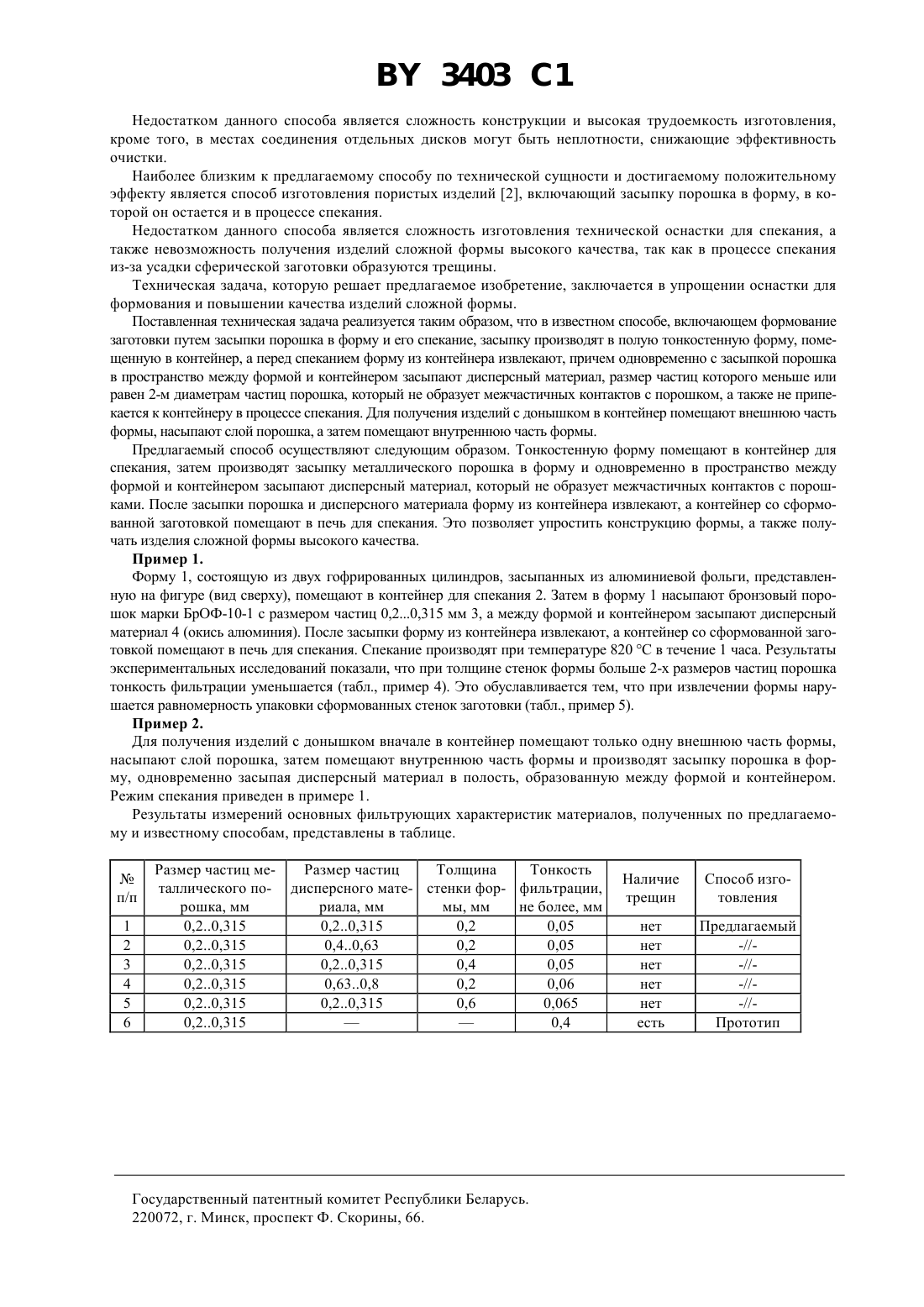
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТЫХ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ(71) Заявитель Научно-исследовательский институт порошковой металлургии опытным производством(73) Патентообладатель Научно-исследовательский институт порошковой металлургии с опытным производством(57) 1. Способ изготовления пористых изделий сложной формы, включающий формование заготовки путем засыпки порошка в форму и его спекание, отличающийся тем, что засыпку производят в полую тонкостенную форму, помещенную в контейнер, а перед спеканием форму извлекают из контейнера, причем одновременно с засыпкой порошка в пространство между формой и контейнером засыпают дисперсный материал,который не образует межчастичных контактов с порошком, а также не припекается к контейнеру в процессе спекания. 2. Способ по п. 1, отличающийся тем, что для получения изделий с донышком в контейнер помещают внешнюю часть формы, насыпают слой порошка, а затем помещают внутреннюю часть формы. 3. Способ по п. 1, отличающийся тем, что толщину стенок формы и размер частиц дисперсного материала выбирают меньшими или равными двум диаметрам частиц порошка. Изобретение относится к области порошковой металлургии, в частности к изготовлению пористых изделий сложной формы, применяемых для очистки жидкостей и газов. Известен способ изготовления фильтрующего элемента в виде гофрированного цилиндра, включающий изготовление тарельчатых дисков и их сборку 1. 3403 1 Недостатком данного способа является сложность конструкции и высокая трудоемкость изготовления,кроме того, в местах соединения отдельных дисков могут быть неплотности, снижающие эффективность очистки. Наиболее близким к предлагаемому способу по технической сущности и достигаемому положительному эффекту является способ изготовления пористых изделий 2, включающий засыпку порошка в форму, в которой он остается и в процессе спекания. Недостатком данного способа является сложность изготовления технической оснастки для спекания, а также невозможность получения изделий сложной формы высокого качества, так как в процессе спекания из-за усадки сферической заготовки образуются трещины. Техническая задача, которую решает предлагаемое изобретение, заключается в упрощении оснастки для формования и повышении качества изделий сложной формы. Поставленная техническая задача реализуется таким образом, что в известном способе, включающем формование заготовки путем засыпки порошка в форму и его спекание, засыпку производят в полую тонкостенную форму, помещенную в контейнер, а перед спеканием форму из контейнера извлекают, причем одновременно с засыпкой порошка в пространство между формой и контейнером засыпают дисперсный материал, размер частиц которого меньше или равен 2-м диаметрам частиц порошка, который не образует межчастичных контактов с порошком, а также не припекается к контейнеру в процессе спекания. Для получения изделий с донышком в контейнер помещают внешнюю часть формы, насыпают слой порошка, а затем помещают внутреннюю часть формы. Предлагаемый способ осуществляют следующим образом. Тонкостенную форму помещают в контейнер для спекания, затем производят засыпку металлического порошка в форму и одновременно в пространство между формой и контейнером засыпают дисперсный материал, который не образует межчастичных контактов с порошками. После засыпки порошка и дисперсного материала форму из контейнера извлекают, а контейнер со сформованной заготовкой помещают в печь для спекания. Это позволяет упростить конструкцию формы, а также получать изделия сложной формы высокого качества. Пример 1. Форму 1, состоящую из двух гофрированных цилиндров, засыпанных из алюминиевой фольги, представленную на фигуре (вид сверху), помещают в контейнер для спекания 2. Затем в форму 1 насыпают бронзовый порошок марки БрОФ-10-1 с размером частиц 0,20,315 мм 3, а между формой и контейнером засыпают дисперсный материал 4 (окись алюминия). После засыпки форму из контейнера извлекают, а контейнер со сформованной заготовкой помещают в печь для спекания. Спекание производят при температуре 820 С в течение 1 часа. Результаты экспериментальных исследований показали, что при толщине стенок формы больше 2-х размеров частиц порошка тонкость фильтрации уменьшается (табл., пример 4). Это обуславливается тем, что при извлечении формы нарушается равномерность упаковки сформованных стенок заготовки (табл., пример 5). Пример 2. Для получения изделий с донышком вначале в контейнер помещают только одну внешнюю часть формы,насыпают слой порошка, затем помещают внутреннюю часть формы и производят засыпку порошка в форму, одновременно засыпая дисперсный материал в полость, образованную между формой и контейнером. Режим спекания приведен в примере 1. Результаты измерений основных фильтрующих характеристик материалов, полученных по предлагаемому и известному способам, представлены в таблице. Размер частиц меРазмер частиц Толщина Тонкость таллического по- дисперсного мате- стенки фор- фильтрации,рошка, мм риала, мм мы, мм не более, мм 0,20,315 0,20,315 0,2 0,05 0,20,315 0,40,63 0,2 0,05 0,20,315 0,20,315 0,4 0,05 0,20,315 0,630,8 0,2 0,06 0,20,315 0,20,315 0,6 0,065 0,20,315 Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. нет нет нет нет нет есть
МПК / Метки
МПК: B22F 3/10
Метки: изготовления, сложной, формы, изделий, способ, пористых
Код ссылки
<a href="https://by.patents.su/2-3403-sposob-izgotovleniya-poristyh-izdelijj-slozhnojj-formy.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления пористых изделий сложной формы</a>
Способ изготовления двухслойных пористых изделий
Номер патента: 2168
Опубликовано: 30.06.1998
Авторы: Гуревич А. А., Бокань Г. А., Савич В. В., Кусин Р. А., Капцевич В. М., Левченко С. Г.
МПК: B22F 7/02
Метки: изготовления, способ, изделий, пористых, двухслойных
Текст:
...(уайт-спирит). На слой связующего наносили распылением струей воздуха порошок никеля ПНЭ-1 с размером частиц меньше 0,05 мм. Между слоем порошка п другим формообразующим элементом пуансоном засыпали порошокт з ПНЭ-Ъ с размером частиц меньше 0,05 ММ. смешанныи с порообразователем мочеви ной фракции меньше 0,063 мм в объемном соотношении 11. Прессование полученной композиции проводили давлением 70 МПа. После снятия с пуансона прессовки...
Устройство для электролитно-плазменной обработки изделий сложной формы
Номер патента: 2482
Опубликовано: 30.12.1998
Авторы: Савицкий Александр Александрович, Есепкин Владимир Александрович, Кособуцкий Александр Антонович
Метки: обработки, электролитно-плазменной, формы, устройство, сложной, изделий
Текст:
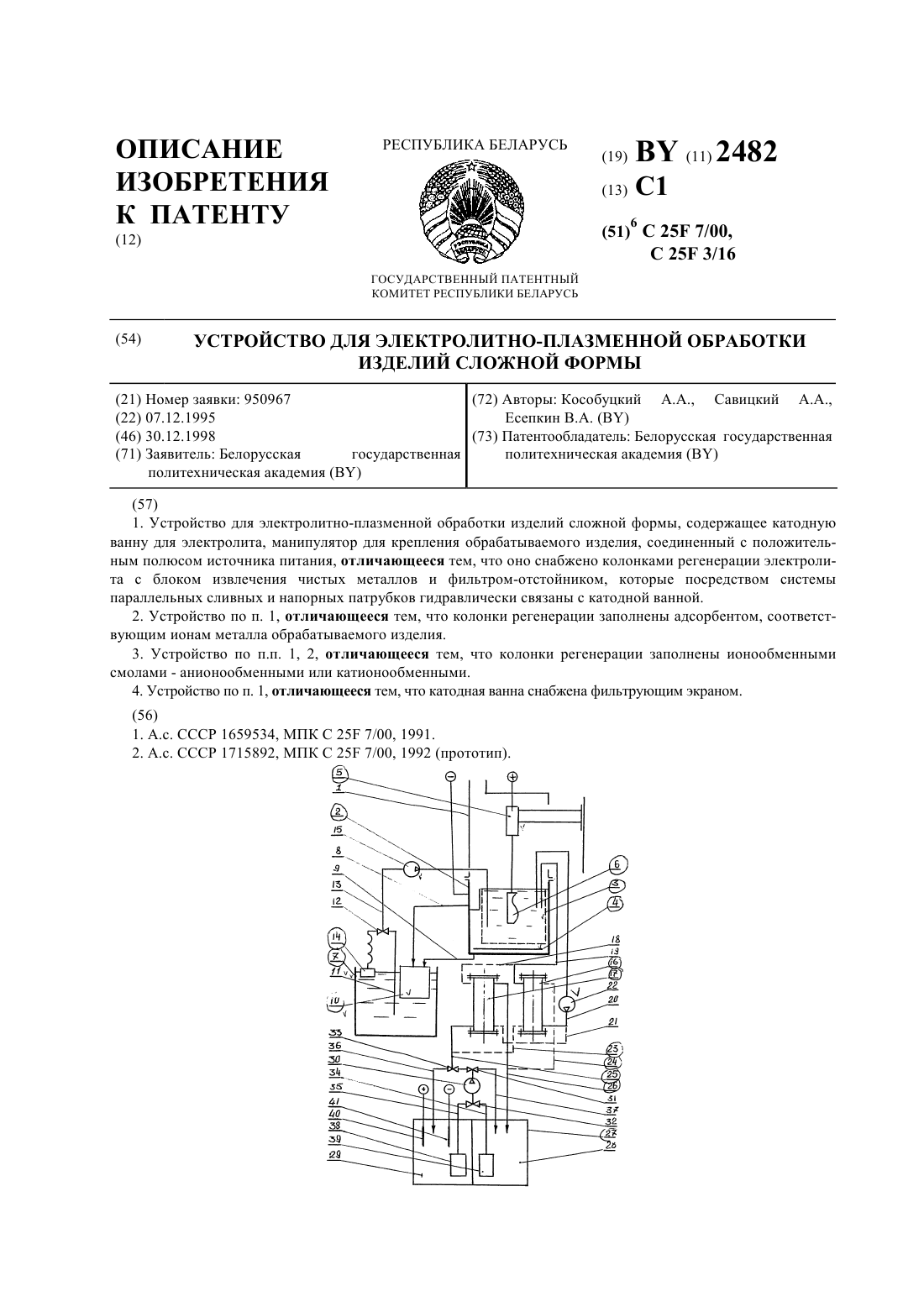
...17 в режиме промывки адсорбента, т.е. имеет место случай регенерации электролита путем удаления ионов одного типа. В случае отравления электролита анионами и катионами различных металлов необходимо прокачивать электролит последовательно через анионообменную и катионообменную колонки с последующей их промывкой соответствующими промывочными жидкостями. Ионообменные колонки 16, 17 посредством трубопроводов 18,19,20,21 и насоса 22 поочередно...
Способ получения пористых полых изделий
Номер патента: 1968
Опубликовано: 30.12.1997
Авторы: Жданович Олег Егорович, Ласковнев Александр Петрович, Муханько Алексей Васильевич, Жарнов Виктор Михайлович, Волочко Александр Тихонович, Равин Аркадий Наумович
МПК: B22F 3/11
Метки: способ, полых, получения, изделий, пористых
Текст:
...спекания в результате выдавливания расплава на поверхность частиц в процессе роста зерен происходит образование контактных мостиков. Процесс спекания идет с минимальной усадкой. При использовании порошков с размером частиц менее 0,4 мм происходит резкое увеличение контактов порошка вследствие его малого размера. Порошки с размером частиц более 1 мм благоприятствуют нерегулярности пористой структуры из-за малого количества точек контактов....
Способ получения пористых проницаемых изделий на основе титана
Номер патента: 2278
Опубликовано: 30.09.1998
Авторы: Анащенко Михаил Петрович, Азарова Татьяна Алексеевна, Касперович Вячеслав Брониславович, Колесников Андрей Андреевич, Беляев Андрей Васильевич, Шелегов Владимир Иванович
МПК: C22C 1/04, B22F 3/04, B22F 3/10...
Метки: изделий, основе, пористых, проницаемых, способ, титана, получения
Текст:
...атмосферном давлении, путем краткоЦ 5-89верхности до температуры 8001600 С Ъ-1образование химических соединений,спекание частиц в зоне реакции и тепловые потери в окружающую среду. В резупьтатереакции происходит спекание частиц материала и образование на их поверхности защитного покрытия из т 1 н, Т 101 Изделие состоит из спеченных титановых частиц с покрытиемиз пленок ТП и Т 10 д. тоИзобретение иллюстрируется следующими примерами.П р и м...
Способ изготовления изделий из древесных пресс-масс
Номер патента: 1735
Опубликовано: 30.09.1997
Авторы: Заяц Ирина Михайловна, Протасеня Александр Владимирович, Щерба Владимир Яковлевич, Прушак Виктор Яковлевич
МПК: B27N 3/08, B29C 43/18
Метки: способ, изделий, пресс-масс, изготовления, древесных
Текст:
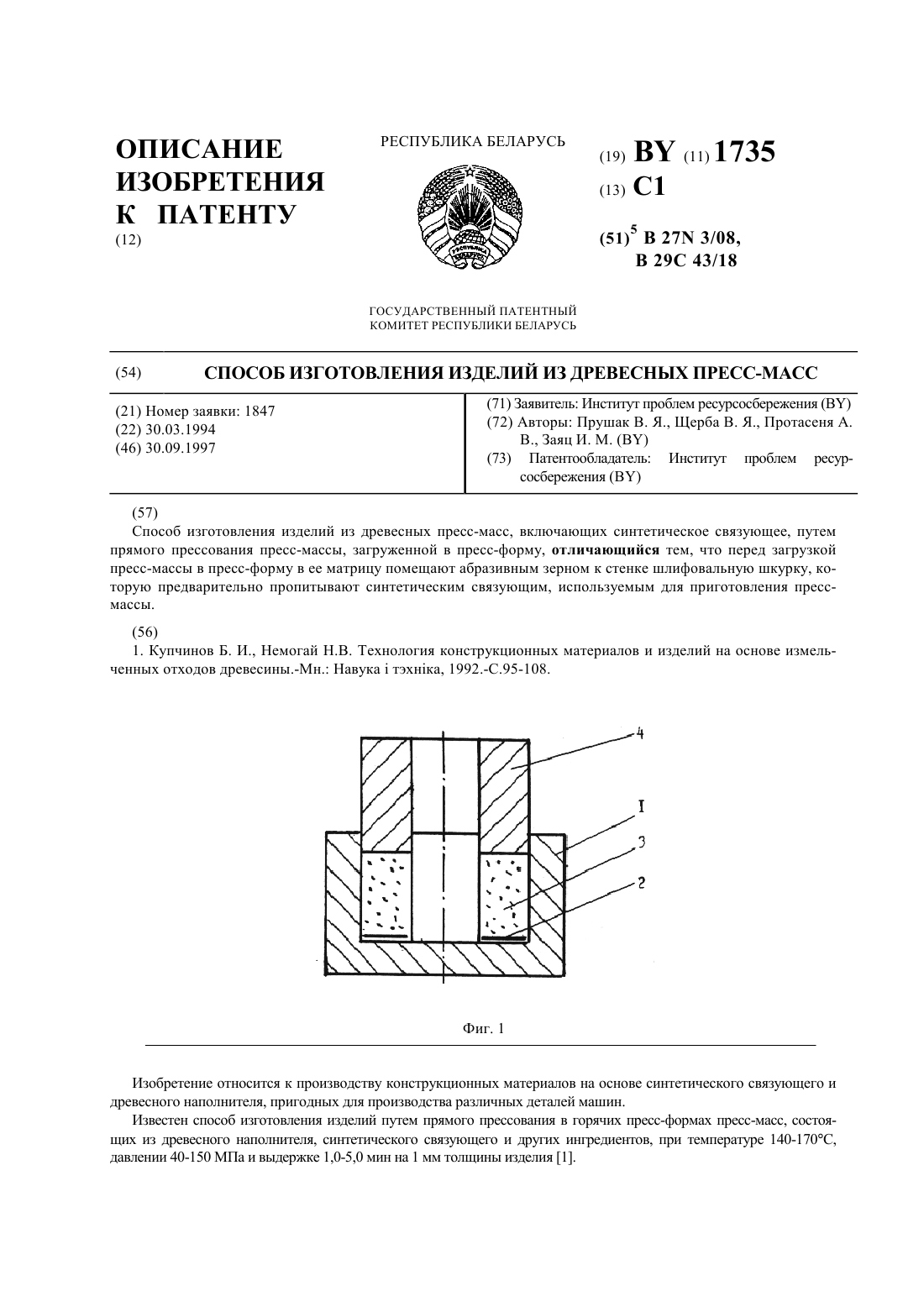
...у которых одна или несколько поверхностей имеют повышенную шероховатость и высокую твердость (7-9 по минералогической шкале). Поставленная задача достигается тем, что при получении изделий из древесных пресс-масс, включающих синтетическое связующее, путем прямого прессования пресс-массы, загруженной в пресс-форму, перед загрузкой пресс-массы в пресс-форму в ее матрицу помещают абразивным зерном к стенке шлифовальную шкурку, которую...
Предыдущий патент: Ручной инструмент для соединения листового металла
Следующий патент: Способ очистки почвы от нефти
Случайный патент: Функциональное покрытие для полупроводниковых кремниевых пластин ориентации (001)