Способ нанесения износо- и теплостойких керамических покрытий на деформируемые и литейные алюминиевые сплавы
Номер патента: 5551
Опубликовано: 30.09.2003
Авторы: Чигринов Виталий Евгеньевич, Чигринова Наталья Михайловна, Кухарев Александр Анатольевич
Текст
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ НАНЕСЕНИЯ ИЗНОСО- И ТЕПЛОСТОЙКИХ КЕРАМИЧЕСКИХ ПОКРЫТИЙ НА ДЕФОРМИРУЕМЫЕ И ЛИТЕЙНЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ(71) Заявитель Государственное научное учреждениеИнститут порошковой металлургии(72) Авторы Чигринова Наталья Михайловна Чигринов Виталий Евгеньевич Кухарев Александр Анатольевич(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Способ нанесения износо- и теплостойких керамических покрытий на деформируемые и литейные алюминиевые сплавы, включающий получение покрытий, стабильных в диапазоне 20-400 С, анодным микродуговым оксидированием в щелочном электролите при плотностях анодного тока 4-10 А/дм 2, отличающийся тем, что используют щелочной электролит, содержащий натрий пирофосфорнокислый, натрий кремнекислый мета, жидкое стекло техническое, натрия гидроокись и кислоту кремниевую при следующем содержании ингредиентов, г/л натрий пирофосфорнокислый 38,0-40,0 натрий кремнекислый мета 3,2-3,6 жидкое стекло техническое 3,8-4,0 натрия гидроокись 0,08-0,12 кислота кремниевая 1,8-2,0,при этом массовое соотношение натрия пирофосфорнокислого, натрия кремнекислого и жидкого стекла составляет 10(0,8-0,9)1, и значение рН равно 9,9-10,2.(56) Тимошенко А.В. и др. Защита металлов. - 1991. - Т. 27. -3. - С. 417-424.2112087 1, 1998.2065895 1, 1996.0181168 1, 1986. Изобретение относится к анодному микродуговому оксидированию (АМДО) и может быть использовано в машиностроении, текстильной промышленности, производстве товаров народного потребления и других областях. Известен способ нанесения покрытия методом АМДО в электролите на основе жидкого стекла (2,5-7,5 г/л) с добавлением гидроксида натрия (0,3-0,4 г/л) 1, который позволяет получать износостойкие покрытия на алюминии и его сплавах, например, на деформируемых (АД, АМг 2, АМг 4, АД 31). 5551 1 Этот способ позволяет получить на чистом алюминии покрытие требуемого качества,с достаточной скоростью роста и толщиной оксидного слоя. Однако на дюралюминиевых(Д 16) и на литейных сплавах алюминия, в связи с наличием различных легирующих добавок и структурой сплавов, такие покрытия получить довольно сложно, а зачастую и невозможно. В частности, микродуговой режим оксидирования в указанном электролите не может быть достигнут на поверхности изделий, изготавливаемых из литейных сплавов,из-за сильного растравливания и шламообразования на обрабатываемой поверхности. Известен также способ формирования керамического покрытия методом микродугового оксидирования в электролите, содержащем 1 г/л едкого калия - КОН, 6 г/л силиката натрия - 23 2. При этом необходимая для протекания процесса АМДО плотность анодного тока составляет 20 А/дм 2, а продолжительность процесса формирования покрытия толщиной до 50-60 мкм - не менее 120 мин. Недостатком этого способа является формирование двухслойного покрытия, внутренний слой которого представляет собой очень тонкую монолитную проплавленную пленку,а внешний - пористый слой с многочисленными включениями фаз муллита - химического соединения, обладающего чрезвычайно малой прочностью и практически не связанного с подложкой (адгезия минимальна). В сочетании с высокой шероховатостью (3-4 кл.) сформированной поверхности перечисленные качества покрытия не позволяют использовать его в полученном виде изделие с покрытием нуждается в механической обработке. Кроме того, к недостаткам данного способа можно отнести достаточно высокую энергоемкость (высокая плотность тока) и большую продолжительность процесса - 2 часа и более. Наиболее близким к предлагаемому является способ микродугового оксидирования в электролите, содержащем гидроксид натрия в количестве 2,5 г/л, алюминат натрия в количестве 3 г/л, гексаметафосфат натрия - 3 г/л 3. Плотность анодного тока для протекания процесса АМДО составляет 6 А/дм 2, катодная составляющая напряжения - 400 В, продолжительность процесса для формирования покрытия толщиной более 10 мкм превышает 1,5 ч. Однако сочетание перечисленных химических ингредиентов в одном электролите нередко приводит к ускоренному выпадению из раствора осадка солей, а оно, в свою очередь, к неравномерности покрытия по толщине. Кроме того, покрытия толщиной более 10 мкм содержат большое количество пор, значительно гидратированы и содержат в своем составе от 10 до 20 анионов электролита, встроенных в структуру покрытия. При нагреве выше 100 составляющие электролита и вода удаляются из структуры покрытия. Это приводит к его разрыхлению и снижению свойств. Поэтому данный способ, несмотря на невысокую энергоемкость и удовлетворительные свойства при температурах ниже 100 С покрытий, получаемых в нем, не может применяться для формирования стабильных теплостойких покрытий, которые должны выдерживать температурные воздействия до 400 С, как, например, для поршней высокофорсированных двигателей. Задача изобретения - увеличение прочности, плотности и адгезии формируемого покрытия за счет исключения из его поверхностных слоев муллитных фаз. Поставленная техническая задача решается путем следующим образом. Способ нанесения износо- и теплостойких керамических покрытий на деформируемые и литейные алюминиевые сплавы включает получение покрытий, стабильных в диапазоне от 20 до 400 С анодным микродуговым оксидированием в щелочном электролите при плотности анодного тока 4-10 А/дм 2. Для нанесения покрытий используют электролит,содержащий натрий пирофосфорнокислый, натрий кремнекислый мета, жидкое стекло техническое, натрия гидроокись, кислоту кремниевую при следующем содержании ингредиентов, г/л 5551 1 натрий пирофосфорнокислый 38,0-40,0 натрий кремнекислый мета 3,2-3,6 жидкое стекло техническое 3,8-4,0 натрия гидроокись 0,08-0,12 кислота кремниевая 1,8-2,0. При этом массовое соотношение натрия пирофосфорнокислого, натрия кремнекислого мета, жидкого стекла технического составляет 10(0,8-0,9)1, а значение ее равно рН 9,910,2, так как введение в состав электролита комбинации натрия пирофосфорнокислого 427 и натрия кремнекислого 2392 в приведенных выше количествах позволяет исключить и адгезии, снижению его шероховатости (за счет влияния 427), а также позволяет интенсифицировать процесс АМДО и обеспечивает более быстрый выход на режим искрения (влияние 2392). Растворение в электролите гидроокиси натрияв количестве 0,08-0,1 г/л способствует существенному повышению электропроводности электролита и соответственно увеличению скорости роста покрытия. Одновременное добавление кремниевой кислоты в количестве 1,8-2,0 г/л обеспечивает снижение рН электролита до значения 10,0-10,2, что приводит к повышению стабильности процесса АМДО и получению покрытий с гомогенной микроструктурой, гарантирующей неизменность их свойств в широком температурном интервале. При этом важно соблюдать строгую пропорцию 10(0,8-0,9)1 в количествах растворенного натрия пирофосфорнокислого, натрия кремнекислого 9-ти водного 23 92 и технического жидкого стекла это гарантирует увеличение толщины монолитного проплавленного слоя покрытия до 120-150 мкм и, кроме того, позволяет достичь так называемой универсальности электролита, то есть позволяет наносить покрытия на любые, как деформируемые, так и литейные, сплавы алюминия. В предлагаемом составе электролита процесс АМДО осуществляется с использованием серийных установок АМДО, состоящих из повышающего разделительного трансформатора,силового блока и системы управления трехфазным источником питания, формирующим импульсы выпрямленного напряжения частотой 150 Гц и амплитудой 450 В. Сущность изобретения поясняется следующими примерами Пример 1. В режиме анодного микродугового оксидирования формировали теплостойкое покрытие на днище и в камере сгорания поршней из литейного алюминиевого сплава АЛ-25 для высокофорсированных двигателей внутреннего сгорания. Процесс АМДО проводили в электролите следующего состава, г/л натрий пирофосфорнокислый 40,0, натрий кремнекислый мета 3,5, жидкое стекло техническое 4,0, натрия гидроокись 0,1, кислота кремниевая 2,0. Использовали установку микродугового оксидирования МДО-2 (изготовитель Филиал ВНИПТИЭМ г. Вильнюс), режим - гальваностатический, плотность тока 4 А/дм 2, время нанесения покрытия - 30-40 мин, рН 10,1. Процесс АМДО литейного сплава в данном электролите начался на 5 минуте при достижении уровня напряжения 200-220 В. В процессе оксидирования уровень рабочего напряжения колебался от 260 до 280 В, при этом анодный ток оставался постоянным практически в течение всего времени обработки, искрение ровного оранжевого цвета наблюдалось по всей оксидируемой поверхности. Полученные при таких условиях покрытия имели фазовый состав на основе корундоподобной оксидной керамики с высокими характеристиками прочности и плотности, обладали однородным светло-серым цветом по всей обработанной поверхности без признаков растравливания и вспучиваний, однородной микроструктурой, гарантирующей получение стабильных тепло- и износостойкости, высокой адгезией к материалу основы,имели минимальную пористость (менее 2 ) и шероховатость (не выше 1,6 мкм - 6-7 5551 1 кл.), толщина покрытия оставляла 60-100 мкм. Муллитные образования на поверхности покрытия отсутствовали. При испытаниях на термоциклирование, выполненных на Минском моторном заводе по заводской методике, включающей многократный нагрев испытуемого изделия токами высокой частоты до температур 485-520 С с последующим охлаждением водяным душем, поршни с созданным предлагаемым способом покрытием выдержали 4850-5100 термоциклов, в то время как лучшие поршни без покрытия показывают результат 1200-1500 термоциклов. Пример 2. В режиме анодного микродугового оксидирования формировали керамическое износостойкое покрытие на роликах шпулярника для натяжения стекловолокна, изготовленных из деформируемого алюминиевого сплава Д-16. Процесс вели в электролите следующего состава, г/л натрий пирофосфорнокислый 38,0, натрий кремнекислый мета 3,2, жидкое стекло техническое 3,8, натрия гидроокись 0,08, кислота кремниевая 1,8. Использовали установку микродугового оксидирования МДО-2, режим - гальваностатический, плотность тока 0,6 А/дм 2, время нанесения покрытия - 10-20 мин, рН 9,8. При АМДО деформируемых сплавов в предлагаемом составе электролита время выхода на режим искрения по сравнению с АМДО литейных сплавов сократилось и составило меньше 4 мин. Процесс протекал очень стабильно, величина рабочего напряжения не превышала 220230 В, уровень тока стабилизировался в первоначальный момент времени и оставался практически неизменным на протяжении всего времени обработки. Искрение оранжевого цвета, отсутствие выхлопов и мягкий звук процесса свидетельствовали о его стабильности и протекании АМДО в оптимальном режиме. Полученные при таких условиях покрытия также имели фазовый состав, соответствующий корундоподобной оксидной керамике, обладали однородным белым цветом и высокими прочностью и плотностью, однородной микроструктурой с минимальным уровнем напряжений, высокую адгезию к материалу основы, имели минимальную пористость (ниже 1 ) и шероховатость, не превышающую 0,8 мкм (7 кл). Требуемая толщина покрытия составляла 25-30 мкм. Муллитные включения на поверхности покрытия отсутствовали. Эксплуатационные испытания роликов с керамическим покрытием, сформированным по указанному режиму в предлагаемом электролите, проводились на Полоцком ПО Стекловолокно. Сравнительным испытаниям посредством установки на серийном оборудовании подвергались импортные керамические ролики (Англия), стоимостью до 50 у.е. каждый, и алюминиевые ролики с покрытием, сформированным предлагаемым методом,стоимостью 3 у.е. каждый. В результате того, что испытательный ресурс алюминиевого ролика с оксидо-керамическим покрытием практически был равен этому параметру керамического ролика, был сделан вывод о возможности замены дорогостоящих керамических роликов шпулярника на алюминиевые ролики с керамическим покрытием, сформированным методом АМДО по предлагаемой методике. Источники информации 1.2023762, МПК 7 С 25 11/02, 1994. 2. Карзаков Э.С. и др. Микродуговое оксидирование - перспективный процесс получения керамических покрытий // Сварочное производство. - 1993. -6. - С. 4-7. 3. Тимошенко А.В. и др. Микродуговое оксидирование сплава Д 16 Т на переменном токе в щелочном электролите // Защита металлов. - Т. 27. -3. - 1991. - С. 417-424. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: C25D 11/06
Метки: нанесения, теплостойких, литейные, способ, деформируемые, износо, покрытий, алюминиевые, керамических, сплавы
Код ссылки
<a href="https://by.patents.su/4-5551-sposob-naneseniya-iznoso-i-teplostojjkih-keramicheskih-pokrytijj-na-deformiruemye-i-litejjnye-alyuminievye-splavy.html" rel="bookmark" title="База патентов Беларуси">Способ нанесения износо- и теплостойких керамических покрытий на деформируемые и литейные алюминиевые сплавы</a>
Способ нанесения покрытий на основе серебра
Номер патента: 4205
Опубликовано: 30.12.2001
Авторы: Хмыль Александр Александрович, Губаревич Татьяна Михайловна, Кушнер Лариса Константиновна, Достанко Анатолий Павлович, Корженевский Александр Павлович
МПК: C25D 15/00, C25D 3/46
Метки: покрытий, основе, нанесения, способ, серебра
Текст:
...УДА служит местом концентрирования примесных атомов, что повышает чистоту собственно серебра и, следовательно, электропроводность получаемого КЭП. Введение в нецианистые электролиты серебрения ультрадисперсного алмаза в заявляемом соотношении с осаждаемым металлом приводит к получению высокотвердых осадков. В зависимости от режима электролиза, состава и типа нецианидного электролита микротвердость КЭП возрастает на 200-700 МПа по...
Способ нанесения никелевых покрытий
Номер патента: 3088
Опубликовано: 30.12.1999
Авторы: Анисимович Василий Григорьевич, Достанко Анатолий Павлович, Хмыль Александр Александрович, Резникова Людмила Геннадьевна
Метки: покрытий, никелевых, нанесения, способ
Текст:
...вокруг нее устойчивую парогазовую оболочку, которая отделяет анод от отрицательно заряженного электролита. Между анодом и электролитом создается сильное электрическое поле, которое вызывает ионизацию молекул и пробой парогазовой оболочки. Электрический ток воздействует на поверхность металла, подвергая ее эрозионной полировке. Под действием высокой температуры и интенсивно протекающих химических и электрохимических реакций происходит...
Устройство для нанесения покрытий методом порошковой гальваники
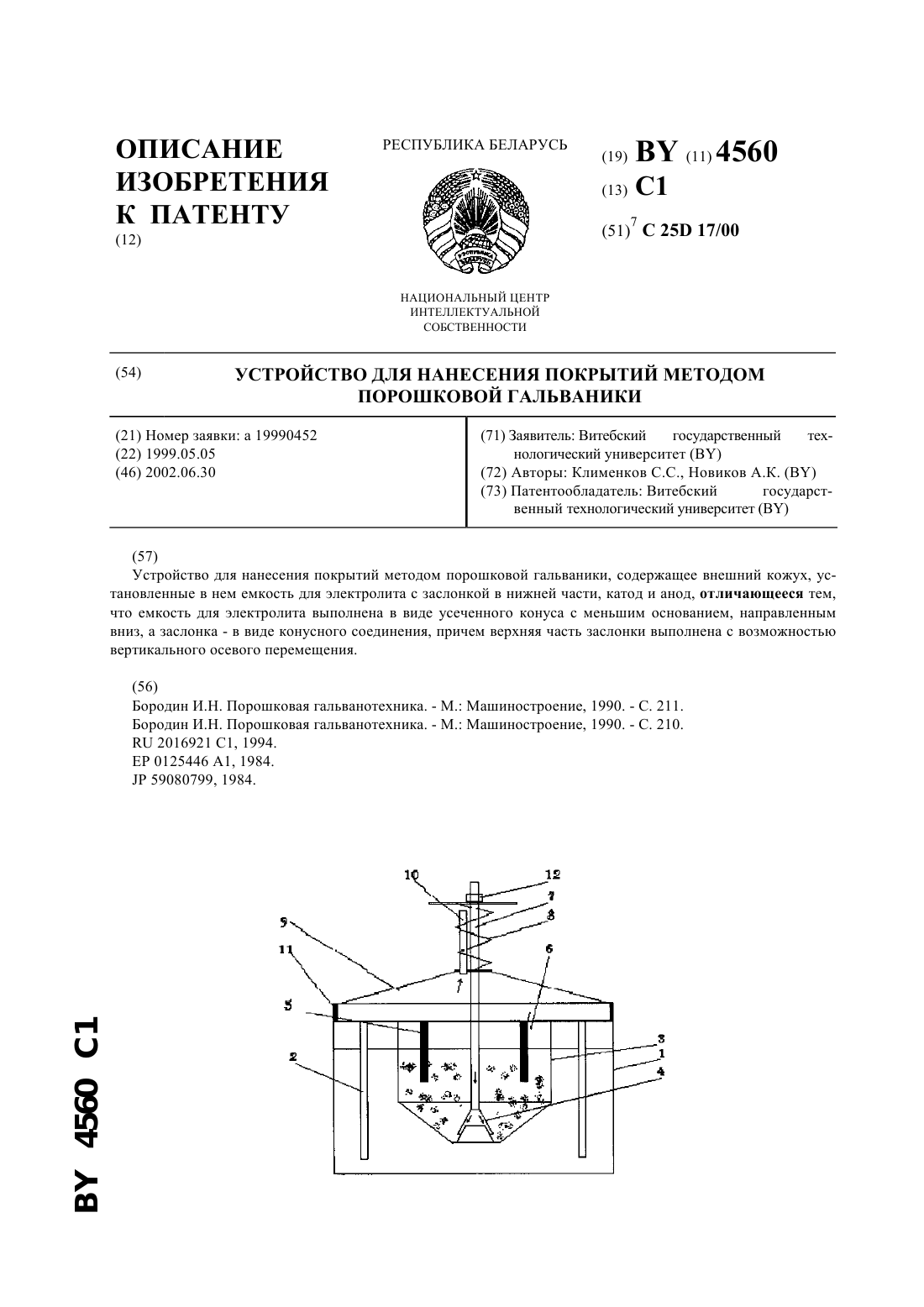
Номер патента: 4560
Опубликовано: 30.06.2002
Авторы: Новиков Александр Кузьмич, Клименков Степан Степанович
МПК: C25D 17/00
Метки: гальваники, нанесения, покрытий, устройство, методом, порошковой
Текст:
...усеченного конуса с меньшим основанием, направленным вниз, установлена заслонка, изготовленная в виде конусного соединения, причем ее верхняя часть имеет возможность совершать вертикальное осевое перемещение. В данном случае повышение качества покрытия, упрощение конструкции ванны и механизма приведения порошкового материала во взвешенное состояние достигается тем, что применение в нижней части ванны для электролита соединения двух...
Способ нанесения покрытий
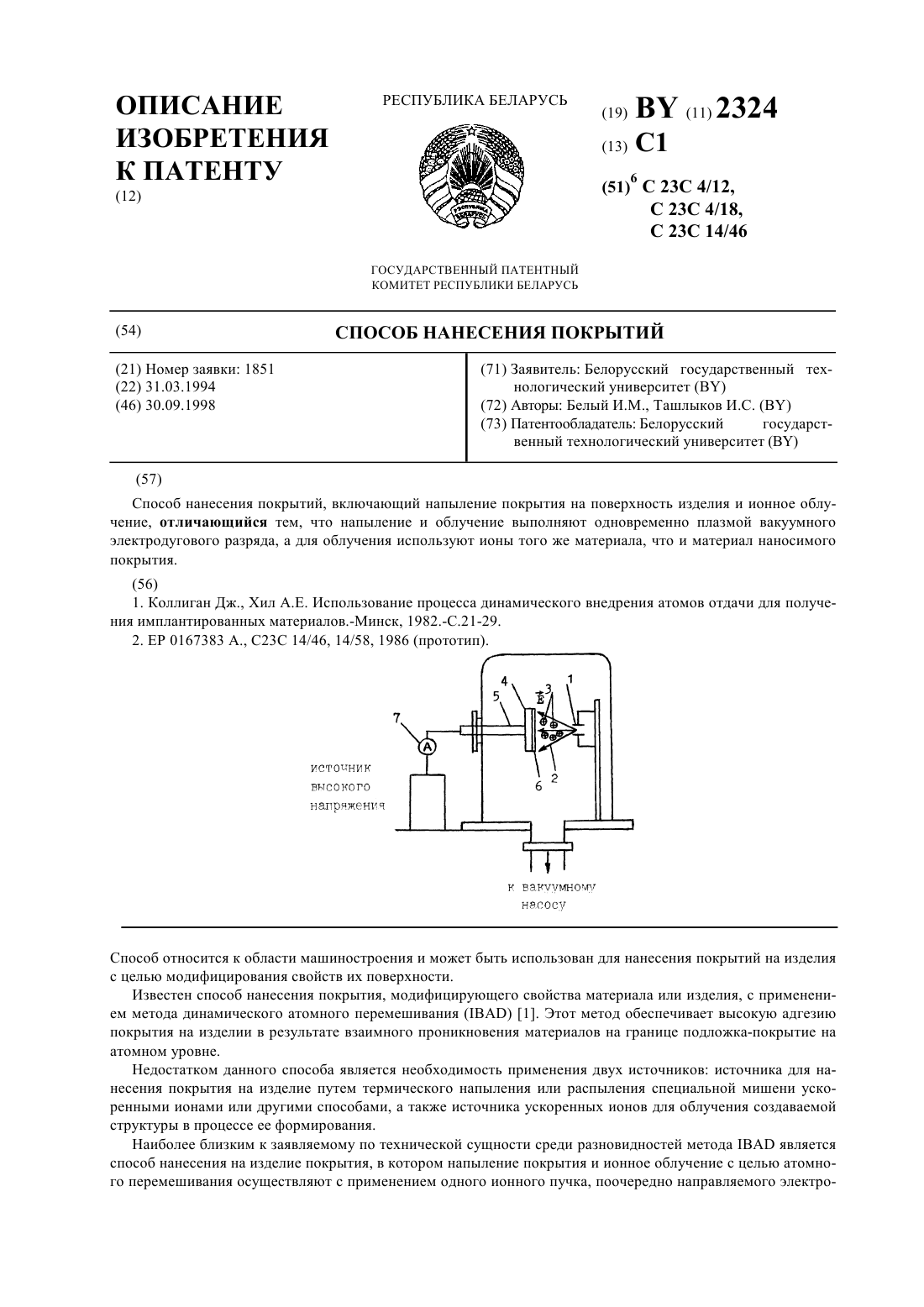
Номер патента: 2324
Опубликовано: 30.09.1998
Авторы: Белый Илья Михайлович, Ташлыков Игорь Серафимович
МПК: C23C 4/18, C23C 4/12, C23C 14/46...
Метки: способ, покрытий, нанесения
Текст:
...фракция требуемого материала испаряется в разных направлениях, напыляясь в том числе на изделие 4. Под действием разности потенциалов между отрицательным высоковольтным электродом 5, на котором размещено изделие 4, и источником ионов 1 генерируемые ионы вытягиваются из разрядного промежутка и в соответствии с направлением напряженности электростатического поля Е(4) устремляются к изделию, внедряясь в поверхность изделия одновременно с...
Способ нанесения гальванических покрытий
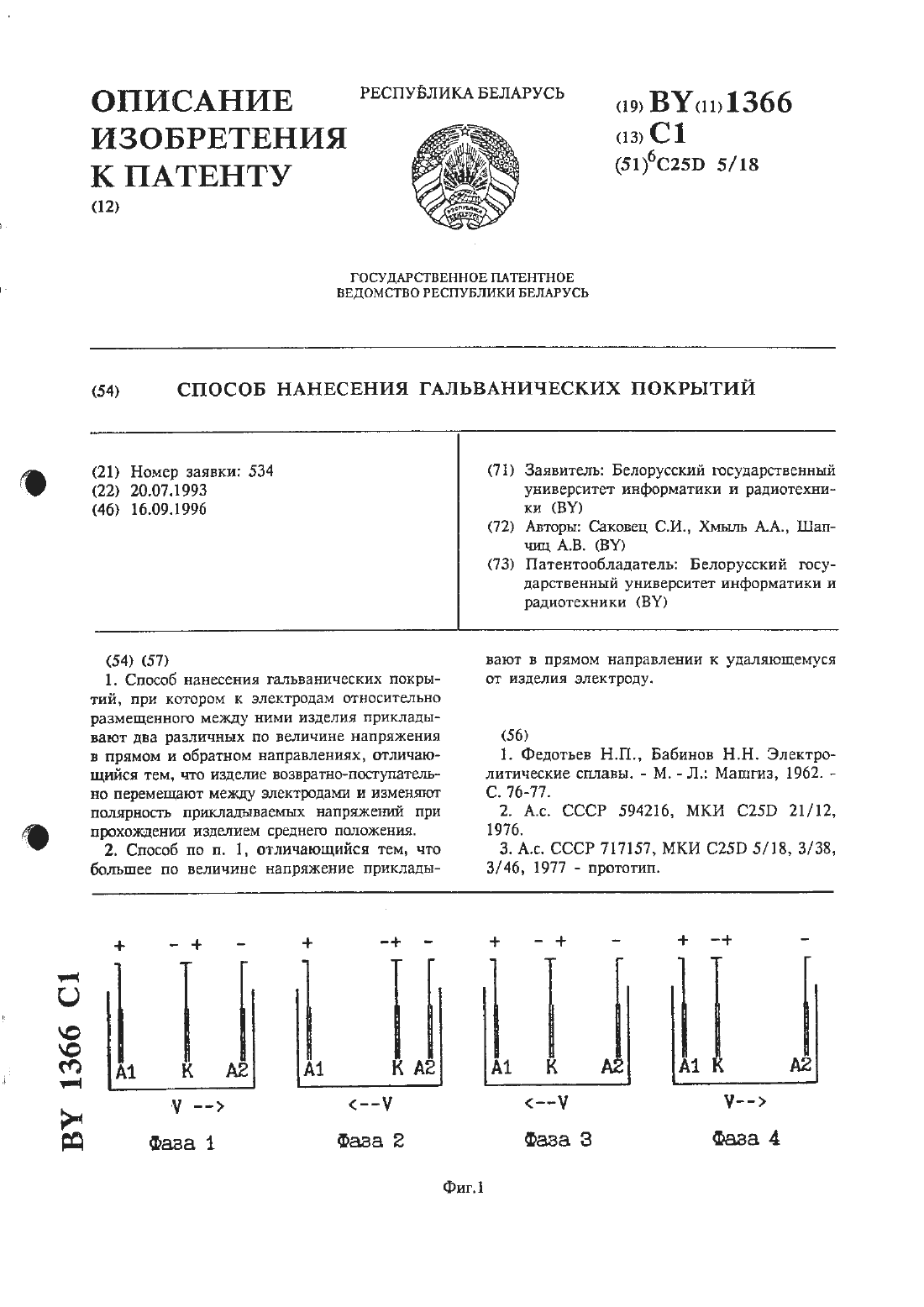
Номер патента: 1366
Опубликовано: 16.09.1996
Авторы: Шапчиц Алесь Владимирович, Хмыль Александр Александрович, Саковец Сергей Иванович
МПК: C25D 5/18
Метки: покрытий, способ, гальванических, нанесения
Текст:
...правого положения, начнет двигаться в обратном направлении и не пересечет линию, находящуюся на равном расстоянии между анодами ( Фиг. 1, Фаза 2 ). В момент пересечения катодом этой линии меняется полярность на противоположную между катодом и анодом 1, катодом и анодом 2 (Фиг.1, фаза 3). Переключе З ние полярности источников питания электродов в любой другой момент приводит к снижени положительного эффекта в равномерности покрытия. Далее...
Предыдущий патент: Производные фениламидина
Следующий патент: Способ производства творога
Случайный патент: Цифровой датчик износа тормозной накладки автомобиля