Устройство для правки алмазного инструмента
Номер патента: 14394
Опубликовано: 30.06.2011
Авторы: Столяров Александр Александрович, Киселев Михаил Григорьевич, Дроздов Алексей Владимирович, Новиков Александр Анатольевич
Текст
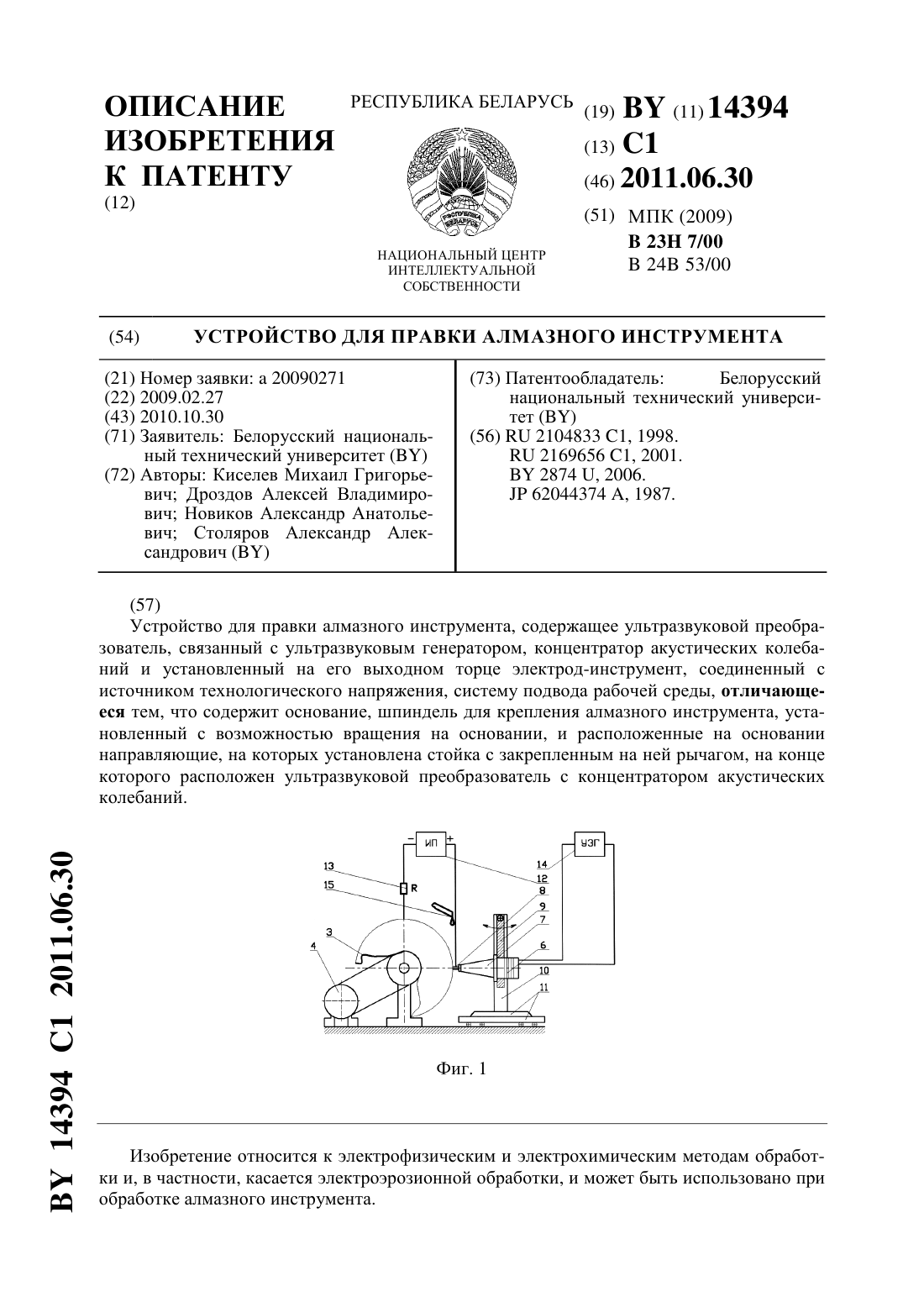
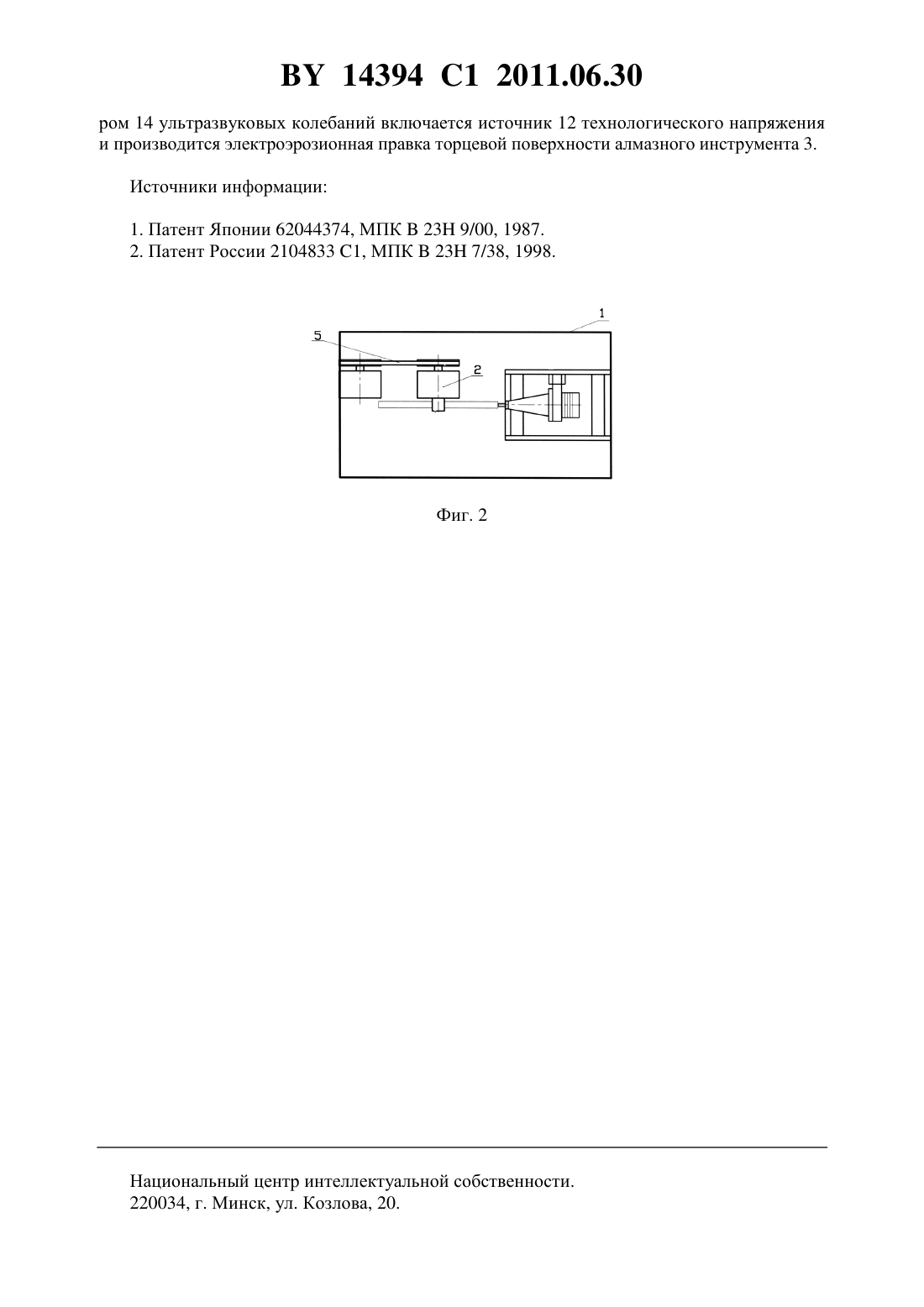
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ПРАВКИ АЛМАЗНОГО ИНСТРУМЕНТА(71) Заявитель Белорусский национальный технический университет(72) Авторы Киселев Михаил Григорьевич Дроздов Алексей Владимирович Новиков Александр Анатольевич Столяров Александр Александрович(73) Патентообладатель Белорусский национальный технический университет(57) Устройство для правки алмазного инструмента, содержащее ультразвуковой преобразователь, связанный с ультразвуковым генератором, концентратор акустических колебаний и установленный на его выходном торце электрод-инструмент, соединенный с источником технологического напряжения, систему подвода рабочей среды, отличающееся тем, что содержит основание, шпиндель для крепления алмазного инструмента, установленный с возможностью вращения на основании, и расположенные на основании направляющие, на которых установлена стойка с закрепленным на ней рычагом, на конце которого расположен ультразвуковой преобразователь с концентратором акустических колебаний. Изобретение относится к электрофизическим и электрохимическим методам обработки и, в частности, касается электроэрозионной обработки, и может быть использовано при обработке алмазного инструмента. 14394 1 2011.06.30 Известно устройство для восстановления режущей способности алмазного инструмента на металлической связке, содержащее электрод для электроэрозионной обработки, а также источник токопроводного материала, контактирующий с обрабатываемым инструментом, используемый для насыщения СОЖ сколовшимися электропроводными частицами и увеличения эффективности электроэрозионной обработки 1. Недостатком данного устройства является то, что процесс правки в значительной степени зависит от характера распределения электропроводящих частиц в СОЖ, что не дает возможность эффективно управлять процессом электроэрозионного разрушения материала связки алмазного инструмента. Наиболее близким к изобретению является устройство обработки деталей, содержащее основание, электрод-инструмент, соединенный с концентратором акустических колебаний, ультразвуковой преобразователь, связанный с ультразвуковым генератором,систему подвода рабочей среды и источник технологического напряжения. При этом в устройстве момент подачи импульса рабочего напряжения приходится на фазу максимального удаления электродов за период ультразвуковых колебаний 2. Недостатком этого устройства является необходимость согласования импульсов напряжения разряда между электродами с импульсами напряжения питания ультразвуковых преобразователей, а также невозможность эффективной обработки быстровращающихся изделий, например алмазного инструмента. Задача, решаемая изобретением, заключается в упрощении применяемого оборудования для электроэрозионной правки алмазного инструмента с металлической связкой с целью восстановления его режущей способности. Это достигается тем, что устройство для правки алмазного инструмента, содержащее ультразвуковой преобразователь, связанный с ультразвуковым генератором, концентратор акустических колебаний и установленный на его выходном торце электрод-инструмент,соединенный с источником технологического напряжения, систему подвода рабочей среды, дополнительно содержит основание, шпиндель для крепления алмазного инструмента,установленный с возможностью вращения на основании, и расположенные на основании направляющие, на которых установлена стойка с закрепленным на ней рычагом, на конце которого расположен ультразвуковой преобразователь с концентратором акустических колебаний. Такая конструкция позволяет производить восстановление режущей способности алмазного инструмента на металлической связке путем реализации электроконтактного режима обработки. При этом в заявляемом устройстве реализована так называемая разомкнутая акустическая колебательная система. Как известно, введение с помощью акустической системы ультразвуковых колебаний перпендикулярно контактирующим поверхностям может вызвать возбуждение виброударного режима их взаимодействия. При этом происходят периодический разрыв механического контакта поверхностей и последующее их соударение. При этом амплитуда взаимного перемещения поверхностей в таком режиме значительно превышает амплитуды возбуждающих такое движение ультразвуковых колебаний. Поэтому если включить элементы такой системы в электрическую цепь постоянного тока и обеспечить виброударный режим их взаимодействия, то достаточно просто реализуется электроконтактная обработка с высокочастотным прерывателем. Ее основным преимуществом, которое послужило основанием для использования в предлагаемом устройстве, по сравнению с классической электроэрозионной обработкой,является возможность отказа от применения сложных регуляторов для поддержания необходимой величины межэлектродного промежутка (МЭП). Кроме того, при реализации виброударного режима взаимодействия элементов электроконтактной обработки расширяется диапазон регулирования длительности разрядов электрического тока, что позволяет добиться управления процессом формирования благоприятного режущего микрорельефа путем изменения характера распределения лунок на поверхности вращаю 2 14394 1 2011.06.30 щегося алмазного инструмента, а также снижает вероятность неблагоприятного термического воздействия импульсов электрического тока на находящиеся в связке алмазные частицы. Одновременно повышение уровня ударного взаимодействия правящего инструмента с рабочей поверхностью алмазного инструмента позволяет провести упрочнение поверхностного слоя алмазосодержащей связки, что повышает износостойкость инструмента. Сущность изобретения поясняется чертежами, где на фиг. 1 изображена вертикальная проекция устройства, на фиг. 2 - горизонтальная. Устройство состоит из основания 1, на котором смонтирован шпиндель 2 для закрепления алмазного инструмента 3. Шпиндель 2 вместе с электродвигателем постоянного тока 4 и ременной передачей 5 образует привод вращения алмазного инструмента 3. Ультразвуковой преобразователь 6 пьезоэлектрического типа, соединенный с концентратором 7 акустических колебаний в виде полуволнового конического концентратора, а также установленный на его излучающей поверхности электрод-инструмент 8 монтируются на конце рычага 9 и образуют качающийся узел устройства. Рычаг 9 монтируется на стойке 10,установленной на направляющих 11, закрепленных на основании 1 таким образом, чтобы осуществить прижим электрода-инструмента 8 к алмазному инструменту 3 под собственным весом элементов качающегося узла. Путем подбора длины свободного конца рычага 9, а также установки на нем дополнительных грузов возможна регулировка усилия прижима электрода-инструмента 8 к торцевой поверхности алмазного инструмента 3. Для электроэрозионной обработки используется прямая полярность. Для этого электрод-инструмент 8 и алмазный инструмент 3 соответствующим образом подключены к источнику 12 технологического напряжения и образуют электроконтактную цепь устройства. С целью ограничения тока короткого замыкания в цепь источника 12 технологического напряжения дополнительно подключается добавочный резистор 13. Для возбуждения колебаний ультразвукового преобразователя 6 используется генератор 14 ультразвуковых колебаний УЗГМ выходной мощностью до 100 Вт с частотой в пределах 2244 кГц. Система 15 подвода рабочей среды выполнена в виде капельницы, снабженной регулятором расхода и находящейся над электродом-инструментом 8 при его контакте с торцевой поверхностью алмазного инструмента 3. В качестве рабочей среды для электроэрозионной обработки используется трансформаторное масло. Работает устройство следующим образом. Алмазный инструмент 3 устанавливается и закрепляется на шпинделе 2. Затем к торцевой поверхности алмазного инструмента 3 по направляющим 11 подводится до касания качающийся узел устройства. При контакте электрода-инструмента 8 и алмазного инструмента 3 производится регулировка источника 12 технологического напряжения, в ходе которой устанавливается рабочий ток короткого замыкания. Затем производится настройка акустической колебательной системы, которая включает ультразвуковой преобразователь 6 и концентратор 7 акустических колебаний на виброударный режим взаимодействия с алмазным инструментом 3. Для этого при включении питания генератора 14, путем плавного изменения частоты подаваемых на ультразвуковой преобразователь 6 электрических сигналов, добиваются резонансного режима возбуждения акустической колебательной системы, которая характеризуется периодическим отрывом электрода-инструмента 8 от алмазного инструмента 3 и последующим их соударением. При этом амплитуда и частота перемещения электрода-инструмента 8 относительно алмазного инструмента 3 значительно отличаются от ультразвуковой амплитуды и частоты, сообщаемой ему от акустической колебательной системы. Данное значение частоты фиксируется на генераторе и остается неизменным в течение последующей электроэрозионной обработки. После проведения настройки акустической колебательной системы устанавливается требуемая скорость подачи трансформаторного масла в зону обработки, затем включается электродвигатель привода вращения алмазного инструмента 3. Одновременно с генерато 3 14394 1 2011.06.30 ром 14 ультразвуковых колебаний включается источник 12 технологического напряжения и производится электроэрозионная правка торцевой поверхности алмазного инструмента 3. Источники информации 1. Патент Японии 62044374, МПК 23 9/00, 1987. 2. Патент России 2104833 1, МПК 23 7/38, 1998. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B23H 7/00, B24B 53/00
Метки: правки, инструмента, устройство, алмазного
Код ссылки
<a href="https://by.patents.su/4-14394-ustrojjstvo-dlya-pravki-almaznogo-instrumenta.html" rel="bookmark" title="База патентов Беларуси">Устройство для правки алмазного инструмента</a>
Способ изготовления алмазного инструмента для правки шлифовальных кругов
Номер патента: 13413
Опубликовано: 30.08.2010
Авторы: Стащенюк Михаил Георгиевич, Осипов Владимир Анатольевич, Миронович Галина Александровна
МПК: B24D 18/00
Метки: способ, шлифовальных, кругов, изготовления, правки, инструмента, алмазного
Текст:
...алмазов в оболочке проводили методом обкатки (грануляция). Гранулы имели размер 1,31,6 мм. Полученные гранулированные частицы засыпали в медную трубку, сверху засыпали небольшое количество меди и проводили пропитку в вакуумной печи при температуре 1100 С. В процессе нагрева медная трубка расплавлялась, пропитывала алмазные гранулы, прочно сцепляя их между собой, а образовавшиеся небольшие пустоты заполнялись расплавом порошка меди 5....
Способ изготовления алмазного инструмента
Номер патента: 441
Опубликовано: 30.03.1995
Авторы: Минец В. В., Мастюгин Л. И.
МПК: B24D 18/00, B22F 1/00, B24D 3/20...
Метки: изготовления, способ, инструмента, алмазного
Текст:
...из стекла К 108с использованием смазочноохлаждаю щей жидкости СМ 7/2. В процессе испы- 25 тания определяют относительный износинструмента, производительность обработки и качество обработанных поверх ностей. Относительный износ инструмента (Нин/Нет) определяют как отно шение высоты сработанной части инст- 30 румеита к суммарной высоте снятого с обрабатываемых деталей слоя стекла. ПРОИЗВОДИТЕЛЬНОСТЬ испытуемых ИНСТрументов определяют как...
Способ изготовления алмазного инструмента
Номер патента: 459
Опубликовано: 30.03.1995
Авторы: Мастюгин Л. И., Минец В. В.
Метки: алмазного, изготовления, инструмента, способ
Текст:
...этилового спирта. после стекла К 108. Частота вращения шпиндечего необходимую массу алмазного дпорош- ля составляла 560 об/мин. в качестве ка перемешивали с увлажнителем. взятым 10 смазочно-охл аждающего вещества исвкопичестве 13 от массы связки. Ув- пользовали жидкость СМ 7/2. Произволажненную навеску алмазного порошка в дителъность инструмента определяли как течение 8 ч смешивали с навеской металли- максимальную величину осевой подачи. при...
Способ получения алмазного инструмента на порошковой металлической связке
Номер патента: 5815
Опубликовано: 30.12.2003
Авторы: Шеко Геннадий Анатольевич, Азарова Тамара Карленовна, Забавский Михаил Тимофеевич, Пилиневич Леонид Петрович
Метки: инструмента, порошковой, получения, металлической, связке, алмазного, способ
Текст:
...производительности процесса шлифования при обработке твердых и сверхтвердых материалов за счет повышения работоспособности пористых алмазных кругов, а также снижение расхода алмазного порошка в изготавливаемом инструменте. Указанная задача решается тем, что в способе изготовления алмазного инструмента на порошковой металлической связке, включающем засыпку металлической связки и металлизированного алмазного порошка в форму, формование...
Способ изготовления алмазного инструмента
Номер патента: 4122
Опубликовано: 30.09.2001
Авторы: Сенють Владимир Тадеушевич, Шипило Виктор Брониславович, Звонарев Евгений Владимирович, Старченко Игорь Михайлович
МПК: B22F 3/02, C01B 31/06
Метки: инструмента, изготовления, алмазного, способ
Текст:
...из термостойкого и химически инертного графита и/или графитоподобного нитрида бора, обладающих минимальными коэффициентами трения среди известных твердых материалов, приводит к устранению царапин на обрабатываемых поверхностях изделий и схватыванию взаимодействующих поверхностей. Это позволяет повысить чистоту обработки оптических деталей и производительность труда, а также снизить процент брака.Использование высоких давлений 2-12 ГПа...
Предыдущий патент: Способ получения поливалентного антигена для прижизненной диагностики сальмонеллеза у птиц
Следующий патент: Способ плазменного нанесения биосовместимых покрытий
Случайный патент: Устройство для наполнения колбасных оболочек фаршем