Способ изготовления алмазного инструмента
Номер патента: 4122
Опубликовано: 30.09.2001
Авторы: Старченко Игорь Михайлович, Шипило Виктор Брониславович, Звонарев Евгений Владимирович, Сенють Владимир Тадеушевич
Текст
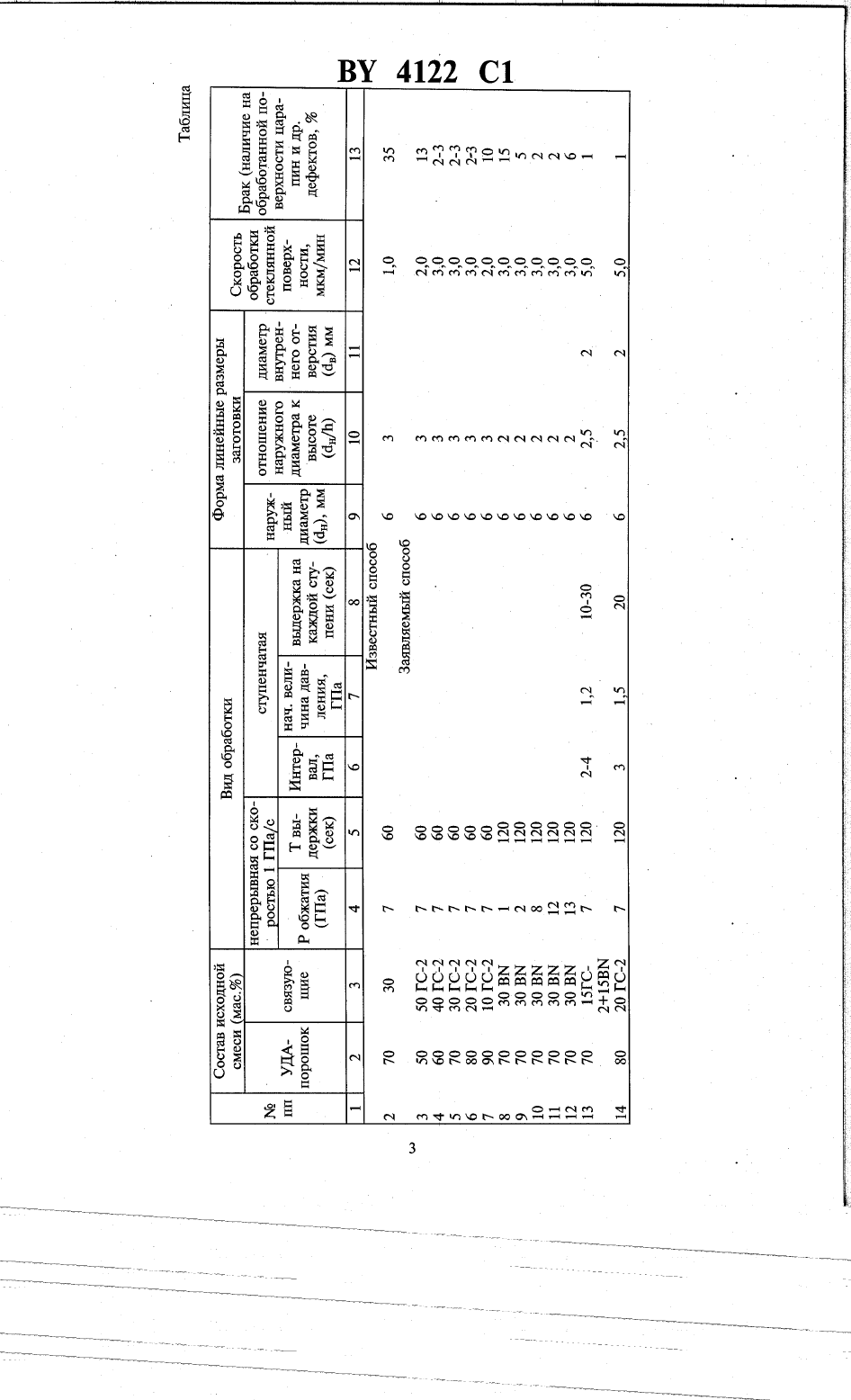
(Щ в 221 3/02 ГОСУДАРСГВЕННЬТЙ ПАТЕНТНЬТЙ КОМИТЕТ РЕСПУБЛТ/ТКИ БЕЛАРУСЬ(54) спосов изготовлвния АЛМАЗНОГО ИНСТРУМЕНТА(71) Заявитель Институт физики твердого тела и полупроводников НАНБ (ИФТТиП НАНБ), Научно-исследовательский институт порошковой металлургии с опытным производством (НИИ ПМсОП) (ВУ)(73) Патентообладатель Институт физики твердого тела и полупроводников НАНБ(ИФТТиП НАНБ), Научно-исследовательский институт порошковой метал лургии с опытным производством (НИИ ПМсОП) (ВУ)1. Способ изготовления алмазного инструмента, включающий смешивание ультрадисперсных порошков алмаза со связующим и формирование из них заготовки, размещение заготовки в контейнере высокого давления и обработку высоким давлением, отличающийся тем, что обработку осуществляют при давлениях 2-12 ГПа, а в качестве связующего используют высокодисперсный графит и/или графитоподобный нитрид бора при следующем соотношении компонентов, мас.алмаз 60-80 графит и/или графитоподобный нитрид бора остальное.2. Способ по п. 1, отличающийся тем, что обработку заготовки осуществляют ступенчато с интервалом 2-4 ГПа, с выдержкой на каждой ступени в течение 10-30 с.3. Способ по п. 1 или 2, отличающийся тем, что обработке высоким давлением подвергают заготовку с отверстием, заполненным хлористым натрием.Изобретение относится к области порошковой металлургии, в частности к получениюалмазного инструмента для суперфинишной обработки хрупких неметаллических поверхностей,например стекол.Известен способ изготовления алмазного абразивного инструмента для обработки оптических деталей 1 путем смешивания синтетических или природных алмазных порошков с размером зерен от единицы до сотен микрон с металлическими или органическими связующими.Однако получаемый известным способом инструмент не обеспечивает высокое качество обрабатькваемой поверхности, т.е. шероховатость, соизмеримую с межатомными расстояниями.В качестве прототипа выбран способ изготовления алмазного инструмента 2, включающий смешивание ультрадисперсных порошков алмаза с размером зерна 10-800 д (40-60 мас. ) со связующим на основе тугоплавких соединений переходных металлов Ш-Ш групп или их эвтектических составов с металлами цинк, хром, молибден, железо (40-60 мас. ) И формированиеиз них заготовки, размещение заготовки в контейнере высокого давления и ее спекание под высоким давлением.Однако получаемый указанным способом алмазный инструмент также не обеспечивает высокое качество обрабатываемых неметаллических поверхностей из-за царапин, оставляемых связкой. ВТехнической задачей изобретения является повышение качества обрабатываемой поверхности за счет повышения эксплуатационных характеристик алмазного инструмента.Указанная задача решается тем, что в известном способе изготовления алмазного инструмента, включающем смешивание ультрадисперсных порошков алмаза со связующим и формирование из них заготовки, размещение заготовки в контейнере высокого давления и ее обработку высоким давлением, обработку осуществляют при давлениях 2-12 ГПа а в качестве связующего используют высокодисперсный графит и/или графитоподобный нитрид бора при следующем соотношении ингредиентов (мас. )- алмаз 60-80, графит/или графитоподобный нитрид бора - остальное. При этом обработку заготовки осуществляют ступенчато с интервалом 2-4 Г Па с выдержкой на каждой ступени в течение 10-30 с, а отношение диаметра заготовки к ее высоте составляет 2-3. Кроме того, обработке высоким давлением подвергают заготовки с отверстием, заполненным хлористым натрием.Сущность изобретения заключается в следующем.Экспериментально было установлено, что использование алмазного инструмента на основе УДА-порошков и металлического связующего при обработке неметаллических (стеклянных) поверхностей приводит к появлению царапин, оставляемых металлической связкой. Причем с увеличением скорости обработки увеличивается количество таких царапин и повышается взаимодействие (схватывание) обрабатываемой поверхности с металлическим связующим инструмента, вследствие повышения трения и температуры между контактирующими поверхностями. Все это увеличивает процент бракованных изделий, снижает их качество и не позволяет существенно увеличить производительность труда.Использование в алмазном инструменте связующего из термостойкого и химически инертного графита и/или графитоподобного нитрида бора, обладающих минимальными коэффициентами трения среди известных твердых материалов, приводит к устранению царапин на обрабатываемых поверхностях изделий и схватыванию взаимодействующих поверхностей. Это позволяет повысить чистоту обработки оптических деталей и производительность труда, а также снизить процент брака.Использование высоких давлений 2-12 ГПа обеспечивает получение достаточно прочных заготовок, удовлетворяющих требованиям, предъявляемым к алмазному инструменту. При давлениях ниже 2 ГПа прочность заготовок снижается, а использование давлений выше 12 ГПа снижает линейные размеры заготовок и увеличивает их себестоимость.Было установлено, что наибольшей прочностью обладают загоговтси, содержащие 60-80 мас. алмазов. Вне указанных пределов снижаются либо режущие свойства, либо прочность.Также установлено, что проведение обработки заготовок ступенчато с интервалом 2-4 ГПа и выдержкой на каждой ступени в течение 10-30 с обеспечивает высокую прочность заготовки по сравнению с заготовкой, полученной при непрерывном обжатии. Вне заявленных интервалов обработки и выдержки либо снижается производительность процесса изготовления заготовки, либо ее прочность изменяется несущественно.Заготовки, имеющие отношение диаметра к высоте равные 2-3, обладают повышенной прочностью вследствие лучшей их прессуемости. Вне указанных пределов эффект повышения прочности Небольшой.При обработке высоким давлением заготовок с отверстием, заполненным хлористым натрием,достигается наибольшая прочность и плотность заготовок, и алмазный инструмент работает более эффективно.Изобретение иллюстрируется следующими примерами.Берут 70 мас. ультрадисперсного порошка алмаза (УДА) и 30 мас. высокодисперсного графита ГС-2. Помещают их в смеситель и тщательно перемешивают в течение двух часов. Из перемешанной шихты формуют заготовки диаметром 6 мм и высотой 3 мм путем прессования шихты в прессформе под давлением 5 т/см 2. Для улучшения прессования в шихту могут быть добавлены декстрин, поливиниловый спирт, бакелит (до 10 мас. ). Спрессованные заготовки затем помещают во внутреннее отверстие контейнера высокого давления из литографского камня, размещенного в камере высокого давления и сдавливают до давления 7 ГПа со скоростью 1 ГПа/с. После выдержки под давлением в течение 60-120 с давление снижается до атмомы затмили Ьмц ю Ацон Баш Ништон вы гщзд бы 75 от 75 от 73 от 75 от 2 Щ от бы 2 бы 8 ЧОН от бы Э бы отсферного и извлекается плотная заготовка, непосредственно являющаяся полировальным алмазным инструментом для суперфинишной обработки неметаллических, например стеклянных, поверхностей.Полировка стеклянных поверхностей полученным инструментом позволила достичь шероховатости поверхности Ка не ниже 100 д при отсутствии либо минимальном количестве царапин, Ниже в таблице приведены другие примеры практического осуществления заявляемого способа. В таблице указаны состав исходной смеси, вид обработки заготовок, форма и линейные размеры заготовок, а также скорости обработки стеклянной поверхности и процент брака.Как видно из приведенных данных таблицы, использование заявляемого способа изготовления алмазного инструмента (примеры 4-6, 9-11, 13-14) существенно снижает брак при обработке стеклянной поверхности и повышает скорость обработки поверхности по сравнению с известным способом (пример 2). При запредельных соотношениях ингредиентов исходной шихты (примеры 3, 7), либо величины давлений (примеры 8, 12) увеличиваетсяпроцент брака. Использование ступенчатой обработки заготовок либо заготовок с отверстием, заполненным хлористым натрием (примеры 13, 14) приводит к наименьшему количеству брака и повышению скорости обработки.Основными преимуществами заявленного способа изготовления алмазного инструмента но сравнению с известным являются следующие1. За счет использования в качестве связующего графита и/или графигоподобного нитрида бора и метода обработки заготовок высоким давлением существенно снижается брак при полировке стеклянных поверхностей с 35 до 2-3 и повышается скорость обработки поверхности с 1,0 до 3,0 мкм/мин.2, За счет ступенчатого режима обработку заготовки высоким давлением, оптимального отношения диаметра заготовки к ее высоте и обработки давлением заготовки с отверстием, заполненным хлористым натрием дополнительно снижается брак до 1 и увеличивается скорость обработки до 5,0 мкм/мин.2. Патент России 2050319, МПК С О 1 ВА 31/06, публ. 20.12.95. Бюлл. М 35. Шихта для изготовления поликристаллического материала (прототип).Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B22F 3/02, C01B 31/06
Метки: инструмента, алмазного, изготовления, способ
Код ссылки
<a href="https://by.patents.su/4-4122-sposob-izgotovleniya-almaznogo-instrumenta.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления алмазного инструмента</a>
Способ изготовления алмазного инструмента
Номер патента: 441
Опубликовано: 30.03.1995
Авторы: Мастюгин Л. И., Минец В. В.
МПК: B24D 3/20, B24D 18/00, B22F 1/00...
Метки: алмазного, инструмента, изготовления, способ
Текст:
...из стекла К 108с использованием смазочноохлаждаю щей жидкости СМ 7/2. В процессе испы- 25 тания определяют относительный износинструмента, производительность обработки и качество обработанных поверх ностей. Относительный износ инструмента (Нин/Нет) определяют как отно шение высоты сработанной части инст- 30 румеита к суммарной высоте снятого с обрабатываемых деталей слоя стекла. ПРОИЗВОДИТЕЛЬНОСТЬ испытуемых ИНСТрументов определяют как...
Способ изготовления алмазного инструмента
Номер патента: 459
Опубликовано: 30.03.1995
Авторы: Мастюгин Л. И., Минец В. В.
Метки: инструмента, изготовления, алмазного, способ
Текст:
...этилового спирта. после стекла К 108. Частота вращения шпиндечего необходимую массу алмазного дпорош- ля составляла 560 об/мин. в качестве ка перемешивали с увлажнителем. взятым 10 смазочно-охл аждающего вещества исвкопичестве 13 от массы связки. Ув- пользовали жидкость СМ 7/2. Произволажненную навеску алмазного порошка в дителъность инструмента определяли как течение 8 ч смешивали с навеской металли- максимальную величину осевой подачи. при...
Способ изготовления алмазного инструмента (варианты)
Номер патента: 2236
Опубликовано: 30.09.1998
Авторы: Белоцерковская Татьяна Николаевна, Белоцерковский Марат Артемович, Верещагин Виталий Алексеевич, Жорник Виктор Иванович, Шилов Альберт Яковлевич
Метки: алмазного, изготовления, варианты, инструмента, способ
Текст:
...прочные пленки кислых фосфатов. Например, для железного порошка реакция с образованием связующих пленок фосфатов проходит следующим образом 234(24)22(24)2422 43(4)22 Как показали эксперименты, воздействие температуры в интервале 200-300 С в течение 0,2-2,5 ч способствует повышению прочности фосфатных связей и увеличению твердости фосфатных пленок. Алмаз не реагирует с ортофосфорной кислотой и все его частицы полностью сохраняют свои...
Способ изготовления алмазного инструмента
Номер патента: 1169
Опубликовано: 14.06.1996
Автор: Ковенский Евгений Исаакович
МПК: B24D 5/12
Метки: изготовления, алмазного, инструмента, способ
Текст:
...наружным диаметром круга и внутренним диаметром 48 мм.Исходя из требуемой толщины лезвия 4,равной 20 мкм. и толщины слоя металлизации 2 35 мкм в соответствии с минимальным экспериментально определенным суммарным размером слоев 2 З и 4 равным то мкм. определяли толщину слоя компенса- 15 ционного материала 3. равную 15 мкм. В качестве. компенсационного материала была вьтбрана медь. Медь указанной толщины наносили из электролита медн...
Способ изготовления алмазно-образивного инструмента на органическом связующем
Номер патента: 2077
Опубликовано: 30.03.1998
Авторы: Гайдаленок Геннадий Михайлович, Горлач Александр Григорьевич, Моисеенко Петр Васильевич, Кузей Анатолий Михайлович, Зайцев Валентин Алексеевич, Барановский Александр Александрович
МПК: B24D 18/00, B24D 3/28
Метки: алмазно-образивного, органическом, связующем, инструмента, способ, изготовления
Текст:
...алмаза. Увеличение длительности выдержки более 300 секунд ведет к деструкции связующего и снижению эксплуатационных характеристик инструмента. К аналогичному эффекту приводит и превышение температуры выдержки более 185 С. Снижение длительности выдержки менее 10 секунд приводит к захлопыванию газов в связующем, росту пористости инструмента и снижению его эксплуатационных характеристик. Снижение температуры выдержки менее 140 С увеличивает...
Предыдущий патент: Способ генерации реактивных напряжений в материале с эффектом памяти формы
Следующий патент: Гомогенизатор
Случайный патент: Способ термической обработки конструкционных легированных азотируемых сталей