Способ получения алмазного инструмента на порошковой металлической связке
Номер патента: 5815
Опубликовано: 30.12.2003
Авторы: Азарова Тамара Карленовна, Шеко Геннадий Анатольевич, Пилиневич Леонид Петрович, Забавский Михаил Тимофеевич
Текст
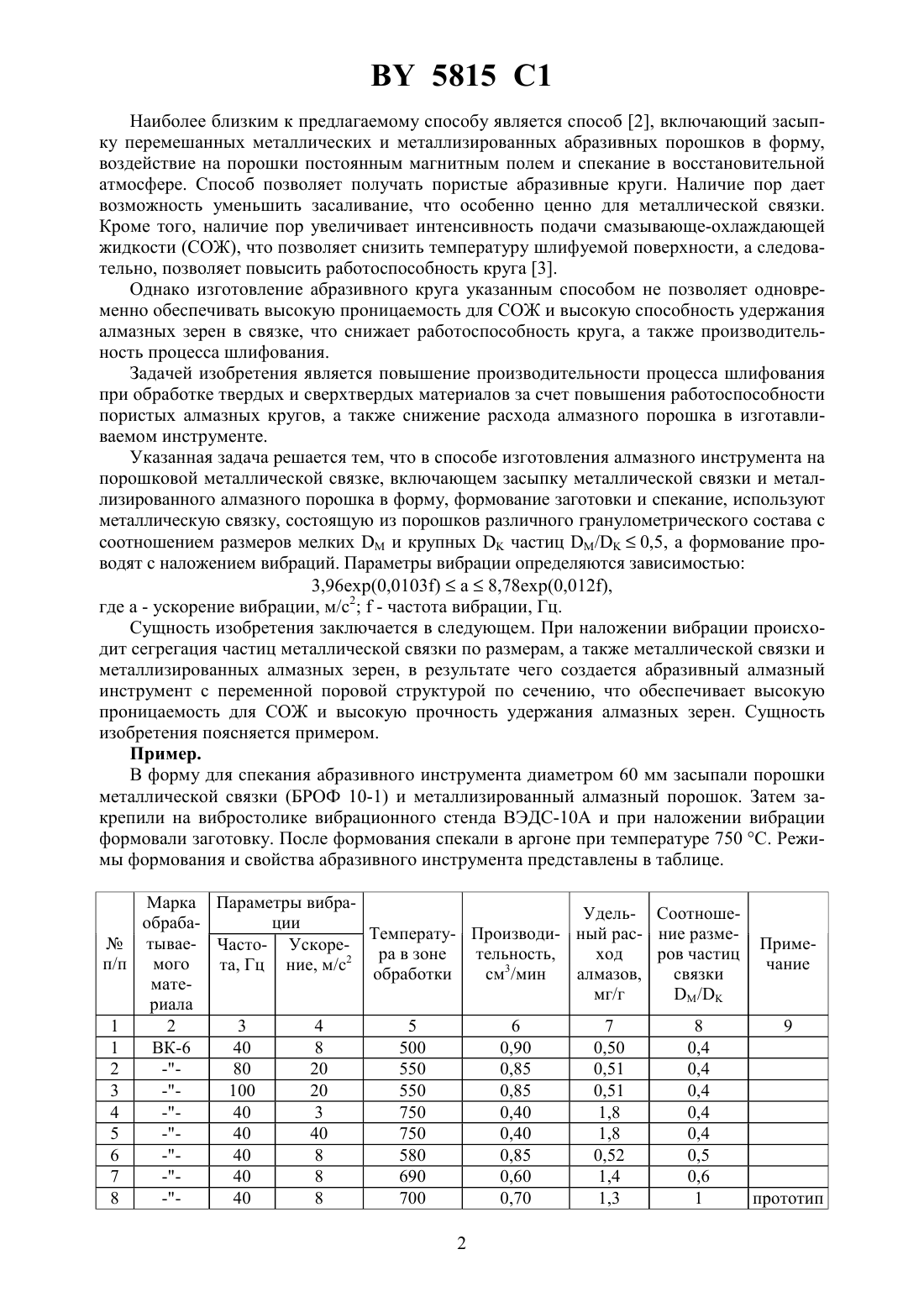
22 3/00 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПОЛУЧЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА НА ПОРОШКОВОЙ МЕТАЛЛИЧЕСКОЙ СВЯЗКЕ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Пилиневич Леонид Петрович Забавский Михаил Тимофеевич Шеко Геннадий Анатольевич Азарова Тамара Карленовна(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Способ изготовления алмазного инструмента на порошковой металлической связке,включающий засыпку металлической связки и металлизированного алмазного порошка в форму, формование заготовки и спекание, отличающийся тем, что используют металлическую связку, состоящую из порошков различного гранулометрического состава с соотношением размеров мелких м и крупных к частиц м/к 0,5, а формование проводят с наложением вибраций, при этом параметры вибрации определяются следующей зависимостью 3,96 ехр(0,0103)8,78(0,012),где- ускорение вибрации, м/с 2- частота вибрации, Гц.(56) Забавский М.Т. Совершенствование обработки сталей пористыми алмазными кругами с подачей СОЖ через поры круга Дис.канд тех. наук. Мн., 1977. - С. 118-119.4681600 , 1987.62057871 , 1987. Изобретение относится к области порошковой металлургии, в частности к изготовлению алмазного инструмента для обработки твердых и сверхтвердых материалов. Известен способ изготовления алмазного инструмента 1, согласно которому на поверхность алмазных зерен предварительно многослойно накатывают порошковые металлические вещества для предохранения алмазных зерен от графитизации под влиянием высокой температуры спекания. Однако инструменты, изготовленные данным способом, не обеспечивают высокую производительность при обработке твердых и сверхтвердых материалов, так как при увеличении скорости вращения круга повышается температура в зоне обработки, что приводит к графитизации алмазов. 5815 1 Наиболее близким к предлагаемому способу является способ 2, включающий засыпку перемешанных металлических и металлизированных абразивных порошков в форму,воздействие на порошки постоянным магнитным полем и спекание в восстановительной атмосфере. Способ позволяет получать пористые абразивные круги. Наличие пор дает возможность уменьшить засаливание, что особенно ценно для металлической связки. Кроме того, наличие пор увеличивает интенсивность подачи смазывающе-охлаждающей жидкости (СОЖ), что позволяет снизить температуру шлифуемой поверхности, а следовательно, позволяет повысить работоспособность круга 3. Однако изготовление абразивного круга указанным способом не позволяет одновременно обеспечивать высокую проницаемость для СОЖ и высокую способность удержания алмазных зерен в связке, что снижает работоспособность круга, а также производительность процесса шлифования. Задачей изобретения является повышение производительности процесса шлифования при обработке твердых и сверхтвердых материалов за счет повышения работоспособности пористых алмазных кругов, а также снижение расхода алмазного порошка в изготавливаемом инструменте. Указанная задача решается тем, что в способе изготовления алмазного инструмента на порошковой металлической связке, включающем засыпку металлической связки и металлизированного алмазного порошка в форму, формование заготовки и спекание, используют металлическую связку, состоящую из порошков различного гранулометрического состава с соотношением размеров мелкихи крупныхчастиц /0,5, а формование проводят с наложением вибраций. Параметры вибрации определяются зависимостью 3,96(0,0103)8,78(0,012),где а - ускорение вибрации, м/с 2- частота вибрации, Гц. Сущность изобретения заключается в следующем. При наложении вибрации происходит сегрегация частиц металлической связки по размерам, а также металлической связки и металлизированных алмазных зерен, в результате чего создается абразивный алмазный инструмент с переменной поровой структурой по сечению, что обеспечивает высокую проницаемость для СОЖ и высокую прочность удержания алмазных зерен. Сущность изобретения поясняется примером. Пример. В форму для спекания абразивного инструмента диаметром 60 мм засыпали порошки металлической связки (БРОФ 10-1) и металлизированный алмазный порошок. Затем закрепили на вибростолике вибрационного стенда ВЭДС-10 А и при наложении вибрации формовали заготовку. После формования спекали в аргоне при температуре 750 . Режимы формования и свойства абразивного инструмента представлены в таблице. Марка Параметры вибраУдель- Соотношеобрабации Температу- Производи- ный рас- ние разме тывае- Часто- УскореПримера в зоне тельность,ход ров частиц 2 п/п мого чание та, Гц ние, м/с обработки см 3/мин алмазов,связки матемг/г 5815 1 Как показали экспериментальные исследования ( 1, 2, 3), пористые алмазные круги,изготовленные по режимам, предложенным в способе, а именно формование при наложении вибрации с параметрами, определяемыми зависимостью 3,96(0,0103)8,78(0,012) и соотношением мелких и крупных частиц металлической связки /0,5, позволяют достичь высоких эксплуатационных характеристик. При параметрах вибрации вне данного диапазона (см.4, 5), абразивный инструмент имеет высокую температуру в зоне обработки, низкую производительность и высокий удельный расход материала. Это обусловлено тем, что при наложении вибраций вне заявленного диапазона, сегрегация частиц металлической связки и алмазных зерен не происходит. Кроме того, соотношение размеров мелких и крупных частиц должно удовлетворять соотношению /0,5, так как при соотношении /0,5 (см.7) абразивный круг имеет низкие свойства. Как показали экспериментальные исследования, по сравнению с лучшим известным аналогом, предлагаемый способ позволяет повысить производительность более чем на 20 , а также снизить удельный расход материала более чем в 2 раза. Источники информации 1. А.с. СССР 132970, МПК 7 243/10, 1960. 2. Забавский М.Т. Совершенствование обработки сталей пористыми алмазными кругами с подачей СОЖ через поры круга Дис.канд тех. наук. Мн., 1977. - С. 118-119 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
Метки: алмазного, способ, инструмента, металлической, связке, порошковой, получения
Код ссылки
<a href="https://by.patents.su/3-5815-sposob-polucheniya-almaznogo-instrumenta-na-poroshkovojj-metallicheskojj-svyazke.html" rel="bookmark" title="База патентов Беларуси">Способ получения алмазного инструмента на порошковой металлической связке</a>
Алмазно-металлическая композиция на основе меди для получения спеченного алмазного инструмента
Номер патента: 5229
Опубликовано: 30.06.2003
Авторы: Баран Анатолий Александрович, Абрамович Дмитрий Демьянович, Дроздовский Кирилл Вилиорович
Метки: основе, инструмента, получения, алмазного, меди, композиция, алмазно-металлическая, спеченного
Текст:
...позволяет целенаправленно влиять на значения упомянутых физико-механических характеристик, обеспечивая возможность их оптимального подбора под конкретный обрабатываемый материал. Предложенная композиция не требует высоких температур спекания (850-940 С) и достаточно легко формуется при спекании (давление допрессовки 7-15 МПа). При этом формируется высокоплотная структура с остаточной пористостью не более 2 . Введение в состав композиции...
Способ рекуперации алмазов из отработанного абразивного и режущего инструмента или отходов его производства на металлической связке
Номер патента: 3529
Опубликовано: 30.09.2000
Авторы: Курило Ирина Иосифовна, Дроздович Валерий Брониславович, Карпович Руслан Иосифович
МПК: C25B 1/00, C01B 31/06
Метки: металлической, рекуперации, режущего, алмазов, производства, абразивного, инструмента, или, отработанного, отходов, связке, способ
Текст:
...кислоты и при подщелачивании электролита в процессе рекуперации за счет катодного восстановления воды увеличивается опасность гидролиза солей олова и железа и образования защитных оксидных и солевых пленок на поверхности растворяющихся образцов. Для предотвращения указанных процессов рН электролита поддерживают менее рН осаждения гидроксидов олова и железа путем введения буферной добавки аминоуксусной кислоты. Присутствие в...
Способ изготовления алмазного инструмента
Номер патента: 441
Опубликовано: 30.03.1995
Авторы: Минец В. В., Мастюгин Л. И.
МПК: B22F 1/00, B24D 18/00, B24D 3/20...
Метки: изготовления, алмазного, инструмента, способ
Текст:
...из стекла К 108с использованием смазочноохлаждаю щей жидкости СМ 7/2. В процессе испы- 25 тания определяют относительный износинструмента, производительность обработки и качество обработанных поверх ностей. Относительный износ инструмента (Нин/Нет) определяют как отно шение высоты сработанной части инст- 30 румеита к суммарной высоте снятого с обрабатываемых деталей слоя стекла. ПРОИЗВОДИТЕЛЬНОСТЬ испытуемых ИНСТрументов определяют как...
Металлическая связка для изготовления алмазного инструмента
Номер патента: 5248
Опубликовано: 30.06.2003
Авторы: Осипов Владимир Анатольевич, Миронович Галина Александровна, Звонарев Евгений Владимирович
МПК: B24D 3/06
Метки: связка, изготовления, металлическая, алмазного, инструмента
Текст:
...установлено, что введение в состав металлической связки фосфорнокислого двухзамещенного аммония (4)24 приводит к повышению жидкотекучести пропитывающего материала и его смачиваемости по отношению к неспеченному твердому сплаву ВК и алмазу, позволяя пропитывающему материалу затекать в мельчайшие поры и тем самым повышать плотность и прочность алмазоносного слоя, сцепляемость связки с алмазом и, как следствие, повышать износостойкость...
Способ изготовления алмазного инструмента
Номер патента: 459
Опубликовано: 30.03.1995
Авторы: Мастюгин Л. И., Минец В. В.
Метки: инструмента, способ, изготовления, алмазного
Текст:
...этилового спирта. после стекла К 108. Частота вращения шпиндечего необходимую массу алмазного дпорош- ля составляла 560 об/мин. в качестве ка перемешивали с увлажнителем. взятым 10 смазочно-охл аждающего вещества исвкопичестве 13 от массы связки. Ув- пользовали жидкость СМ 7/2. Произволажненную навеску алмазного порошка в дителъность инструмента определяли как течение 8 ч смешивали с навеской металли- максимальную величину осевой подачи. при...
Предыдущий патент: Способ анестезиологического обеспечения трансуретральных резекций опухолей мочевого пузыря
Следующий патент: Способ определения веса изделий сферической формы и устройство для его осуществления
Случайный патент: Модуль порошкового пожаротушения с электрозапуском