Способ электролитно-плазменной обработки металлических изделий из разнородных материалов
Номер патента: 14020
Опубликовано: 28.02.2011
Авторы: Климова Людмила Александровна, Каменев Анатолий Яковлевич, Ермаков Владимир Леонидович, Куликов Иван Семенович
Текст
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ(71) Заявитель Государственное научное учреждение Объединенный институт энергетических и ядерных исследований - Сосны Национальной академии наук Беларуси(72) Авторы Куликов Иван Семенович Каменев Анатолий Яковлевич Ермаков Владимир Леонидович Климова Людмила Александровна(73) Патентообладатель Государственное научное учреждение Объединенный институт энергетических и ядерных исследований - Сосны Национальной академии наук Беларуси(57) Способ электролитно-плазменной обработки металлических изделий из разнородных материалов, включающий обработку изделий в анодном электрогидродинамическом режиме в водном растворе, содержащем соль серной кислоты, отличающийся тем, что обработку ведут в течение 2-6 минут при напряжении 240-320 В и температуре 65-90 С в растворе, содержащем в качестве соли серной кислоты сульфат аммония и дополнительно содержащем аммоний лимоннокислый, уротропин и трилон Б при следующем соотношении компонентов, мас.сульфат аммония 1,5-6,0 аммоний лимоннокислый 0,5-2,0 уротропин 0,5-2,0 трилон Б 0,5-2,0 вода остальное. Изобретение относится к области электрофизической и электрохимической обработки материалов, в частности к электролитно-плазменной обработке, которая используется для очистки поверхности, снижения шероховатости и получения зеркальной полировки изделий, изготовленных из черных и нержавеющих сталей, а также жаропрочных сплавов на никелевой и кобальтовой основе. Развитие и совершенствование технических средств часто связано со сборкой узлов из деталей, изготовленных из разнородных материалов, элементы которых склепаны, спаяны, сварены между собой, и которые после соответствующей механической обработки резанием и шлифованием должны подвергаться полировке как финишной обработке либо как подготовке поверхности под различные покрытия. Если такие детали имеют сложную 14020 1 2011.02.28 форму, то механическая полировка становится весьма трудоемкой, а электрохимическая или электролитно-плазменная полировка невозможна вследствие того, что для полировки различных материалов требуются различные составы электролитов. Это относится к деталям компрессоров и газовых турбин, запорно-регулирующей арматуры, трущихся пар,элементам редукторов и т.д. Поэтому создание универсального способа, позволяющего осуществлять очистку деталей, снятие микрозаусенцев, притупление острых кромок, снижение шероховатости и полировку, является актуальной задачей в области расширения технологических возможностей электролитно-плазменной обработки преимущественно стальных деталей. Известен раствор для полирования металлических поверхностей 1, в частности изделий из сталей, содержащий хлористый аммоний 2-4 , хлористый натрий 2-3 , воду остальное. Однако предложенный раствор позволяет достичь удовлетворительного качества полировки только низкоуглеродистых сталей типа сталь 3, не обеспечивая полировки высокоуглеродистых сталей с содержанием углерода более 0,4 и нержавеющих сталей. Известен способ электрохимической полировки изделий из токопроводящих материалов 2, включающий обработку в электрогидродинамическом режиме при напряжении 200-400 В и температуре 40-95 С в водном 2-12 растворе сульфата аммония. Однако указанный способ пригоден преимущественно для аустенитных, нержавеющих, хромоникелевых сталей типа 12 Х 18 Н 9 Т, 081810 Т и сплавов никеля, а обработка указанным способом хромистых ферритных сталей типа 3013, 4013, Х 25, 172, 9518 уже не дает удовлетворительных результатов, так же как и черных низкоуглеродистых и высокоуглеродистых сталей, так как при такой обработке их поверхность окисляется и покрывается черной пленкой, не отражающей свет. Известен способ финишной плазменно-электролитной полировки изделий, преимущественно из высокоуглеродистых сталей и сплавов цинка 3, включающий обработку изделий в анодном электрогидродинамическом режиме при напряжении 240-320 В и температуре 65-80 С в водном растворе, содержащем 1-3 сульфата аммония, 1-3 фтористого аммония и 0,5-2 щавелевой кислоты. Указанный способ показывает хорошие результаты при полировке изделий из инструментальных, высокоуглеродистых сталей типа У 8-У 12, но совершенно неприменим к низкоуглеродистым и нержавеющим хромистым и хромоникелевым сталям из-за интенсивного окисления их поверхности. Наиболее близким по технической сущности является способ полирования изделий из хромоникелевых сталей, преимущественно зубных протезов 4, заключающийся в полировании составных изделий из хромоникелевых и хромоникелево-кремнистых сталей и включающий обработку в анодном электрогидродинамическом режиме при напряжении 330-380 В и температуре 70-90 в водном 1-10 растворе сульфата калия. Однако указанный способ пригоден преимущественно для одновременной полировки нержавеющих хромоникелевой стали типа 1218 Н 9 Т и хромоникелево-кремнистой стали 20 Х 18 Н 9 С 2,но неприменим для черных низкоуглеродистых и высокоуглеродистых сталей, так как при такой обработке преобладают процессы окисления и поверхность имеет серый или черный цвет, не говоря уже об отсутствии светоотражения. Кроме того, он не обеспечивает полировки хромистых сталей и сплавов на никелевой и кобальтовой основе. Задачей настоящего изобретения является создание способа электролитно-плазменной обработки металлических изделий из разнородных материалов, черных низкоуглеродистых и высокоуглеродистых сталей, нержавеющих хромистых фсрритных и мартенситных сталей, нержавеющих хромоникелевых аустенитных сталей, в том числе легированных титаном и молибденом, а также хромокремнистых, кобальтовых и никелевых сплавов. Технический результат, получаемый при осуществлении изобретения, заключается в создании возможности одновременно в едином технологическом процессе осуществлять обработку узлов сложной формы, изготовленных из разнородных материалов, для обез 2 14020 1 2011.02.28 жиривания поверхности, контролируемого снятия микронных припусков, а также микрозаусенцев и скругления острых кромок, снижения шероховатости и полировки. Указанный технический результат достигается тем, что в способе электролитноплазменной обработки металлических изделий из разнородных материалов, включающем обработку изделий в анодном электрогидродинамическом режиме в водном растворе, содержащем соль серной кислоты, обработку ведут в течение 2-6 минут при напряжении 240-320 В и температуре 65-90 С в растворе, содержащем в качестве соли серной кислоты сульфат аммония и дополнительно содержащем аммоний лимоннокислый, уротропин и трилон Б при следующем соотношении компонентов, мас.сульфат аммония 1,5-6,0 аммоний лимоннокислый 0,5-2,0 уротропин 0,5-2,0 трилон Б 0,5-2,0 вода остальное. Новый состав электролита опробован при полировке изделий из разнородных материалов нержавеющих хромоникелевых сталей Х 18 Н 10 Т, Х 18 Н 9, 17 Н 2, Х 23 Н 18, хромистых сталей 2013, 3013, 4013, 9018, никелевых сплавов ХН 77 ТЮ, ХН 78 Т,ХН 36 ТЮ, сильхромов, стеллита, самофлюсующихся наплавок, в частности направляющих лопаток малогабаритных газовых турбин, изготовленных пайкой, режущих элементов с наплавками, деталей из углеродистых сталей, сваренных нержавеющим электродом,сильфонов, элементов запорно-регулирующей арматуры, деталей с наплавками из самофлюсующихся сплавов, деталей, паянных высокотемпературными припоями. Опытным путем установлено, что для получения эффекта универсальности предлагаемого способа каждая из указанных компонент электролита совершенно необходима, так как наблюдается синергетическое воздействие всех компонент на протекающие в пароплазменной подушке процессы колебательные электрические процессы, химизм, электропроводность электролита, краевой угол смачивания, поверхностное натяжение,растворимость продуктов взаимодействия, баланс окисления и стравливания и т.д. Испытания электролита показали, что он достаточно долговечен, не разлагается при длительном хранении, утилизируется без проблем, так как не содержит вредных компонентов, однако в процессе длительного использования постепенно дополнительные компоненты расходуются за счет разложения и качество полировки снижается, при возникновении такой ситуации электролит нуждается в добавлении раствора заданной смеси. Необходимо заметить, что сульфат аммония более устойчив к разложению. После долива раствора технологические свойства восстанавливаются. В качестве первого примера конкретного осуществления предлагаемого способа проводилась полировка лезвий скальпелей из стали 918, ножей из хромистой нержавеющей стали 3013 и инструментальной углеродистой стали У 8 в течение 2 минут при напряжении 320 В и температуре 65 С в растворе, содержащем 1,5 сульфата аммония, 0,5 аммония лимоннокислого, 0,5 уротропина, 0,5 трилона Б, остальное - вода. Исходная шероховатость составляла исх 0,75 мкм, а после полировки шероховатость поверхности составила 0,12 мкм. В качестве второго примера конкретного осуществления предлагаемого способа проводилась полировка штоков запорно-регулирующей арматуры из стали Х 18 Н 10 Т с наплавкой из кобальта, а также клапанов двигателя внутреннего сгорания из сильхромов в течение 4 минут при напряжении 300 В и температуре 75 С в растворе, содержащем 3 сульфата аммония, 1 аммония лимоннокислого, 1 уротропина, 1 трилона Б,остальное - вода. Исходная шероховатость поверхности составляла исх 0,63 мкм. После обработки получили блестящую бездефектную поверхность с равномерной шероховатостью 0,09 мкм. 14020 1 2011.02.28 В качестве третьего примера конкретного осуществления способа проводилась полировка направляющих лопаток газовых турбин из жаропрочных сталей типа ЭИ 612, паянных никелевым припоем, а также тяговых роликов протяжных станков из стали 65 Г, поповерхность которых упрочнена газопламенным нанесением самофлюсующихся сплавов на никелевой основе в течение 6 минут при напряжении 240 В и температуре 85 С в растворе, содержащем 6 сульфата аммония, 2 аммония лимоннокислого, 2 уротропина, 2 трилона Б, остальное - вода. Исходная шероховатость поверхности составляла исх.0,63 мкм. После полировки получили блестящую поверхность с шероховатостью поверхности 0,12 мкм. Экспериментальным путем установлено, что при снижении температуры процесса улучшается качество полировки на простых деталях, но при этом снижается устойчивость электрофизических процессов, поэтому чем проще форма детали, тем ниже может быть температура. При обработке деталей сложной формы необходимо повышать концентрацию электролита, его температуру и напряжение, но при этом начинается интенсивное разложение дополнительных компонент (при температуре более 90 С), что ведет к снижению качества обработки и долговечности раствора. Поэтому параметры способа выбираются в зависимости от формы изделия, требуемой шероховатости поверхности,технологии изготовления детали и ее материала. Предлагаемый способ электролитно-плазменной обработки металлических изделий из разнородных материалов является универсальным, расширяет технологические возможности метода, позволяя одновременно обрабатывать сборочные узлы из различных материалов, обеспечивает сглаживание шероховатостей поверхности, притупление острых кромок и снятие микрозаусенцев, а также дает высокое качество полирования и стабильность токового режима. Источники информации 1. Патент РБ 1132, МПК С 25 3/16, 1996. 2. Патент США 5028304, МПК В 23 Н 3/08, С 25 3/16, 1991. 3. Патент РБ 8425, МПК С 25 3/18, 3/24, 2005. 4. А.с. СССР 1700110, МПК С 25 3/16, 1991 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: C25F 3/00
Метки: электролитно-плазменной, изделий, материалов, разнородных, способ, обработки, металлических
Код ссылки
<a href="https://by.patents.su/4-14020-sposob-elektrolitno-plazmennojj-obrabotki-metallicheskih-izdelijj-iz-raznorodnyh-materialov.html" rel="bookmark" title="База патентов Беларуси">Способ электролитно-плазменной обработки металлических изделий из разнородных материалов</a>
Способ электролитно-плазменной обработки полупроводниковых материалов
Номер патента: 11206
Опубликовано: 30.10.2008
Авторы: Куликов Иван Семенович, Каменев Анатолий Яковлевич, Климова Людмила Александровна
МПК: H01L 21/02
Метки: электролитно-плазменной, полупроводниковых, обработки, материалов, способ
Текст:
...по предложенному способу (при указанных температуре, напряжении и электролите) невозможна из-за неустойчивости пароплазменной подушки, возникающей при обработке на поверхности кремния, вследствие чего имеет место быстрый локальный нагрев пластин до 250-700 С и их растрескивание. 2 11206 1 2008.10.30 Использование предложенного состава электролита не обеспечивает процесса полировки поверхности кремния, вследствие преобладания процесса ее...
Способ электролитно-плазменной обработки металлической поверхности перед нанесением покрытий
Номер патента: 12957
Опубликовано: 28.02.2010
Авторы: Ермаков Владимир Леонидович, Каменев Анатолий Яковлевич, Куликов Иван Семенович, Климова Людмила Александровна
МПК: C25F 1/00
Метки: нанесением, способ, поверхности, металлической, обработки, покрытий, электролитно-плазменной
Текст:
...обеспечивает такую чистоту поверхности, какая необходима для нанесения, например, вакуумных покрытий. Наиболее близким по технической сущности и экологической безопасности является способ очистки поверхности металлического изделия в электролите, который включает непрерывную подачу щелочного электролита в межэлектродное пространство на очищаемую поверхность, ее поляризацию путем создания разности потенциалов между изделием и электродом,...
Способ электрохимической обработки поверхности металлических изделий
Номер патента: 3604
Опубликовано: 30.12.2000
Автор: Синькевич Юрий Владимирович
МПК: C25F 3/00
Метки: электрохимической, изделий, обработки, металлических, способ, поверхности
Текст:
...63 и нержавеющей стали 20 Х 13. Для сравнительных испытаний были приготовлены электролиты 1, используемый в известном способе обработки, содержащий, мас.- хлористый аммоний 20, вода - остальное и 228, используемые в заявляемом способе и приведенные в табл. 1. Образцы из латуни Л 63 обрабатывались в электролитах 128, из нержавеющей стали 20 Х 13 - в электролитах 1,4,9,14,19,22 и 27. Шероховатость поверхности образцов из латуни Л 63 после...
Устройство для электролитно-плазменной обработки отверстий в металлических изделиях
Номер патента: 13712
Опубликовано: 30.10.2010
Авторы: Нисс Владимир Семенович, Кособуцкий Александр Антонович, Бумай Юрий Александрович, Гусяцкий Сергей Алексеевич
МПК: C25F 7/00
Метки: обработки, изделиях, устройство, отверстий, электролитно-плазменной, металлических
Текст:
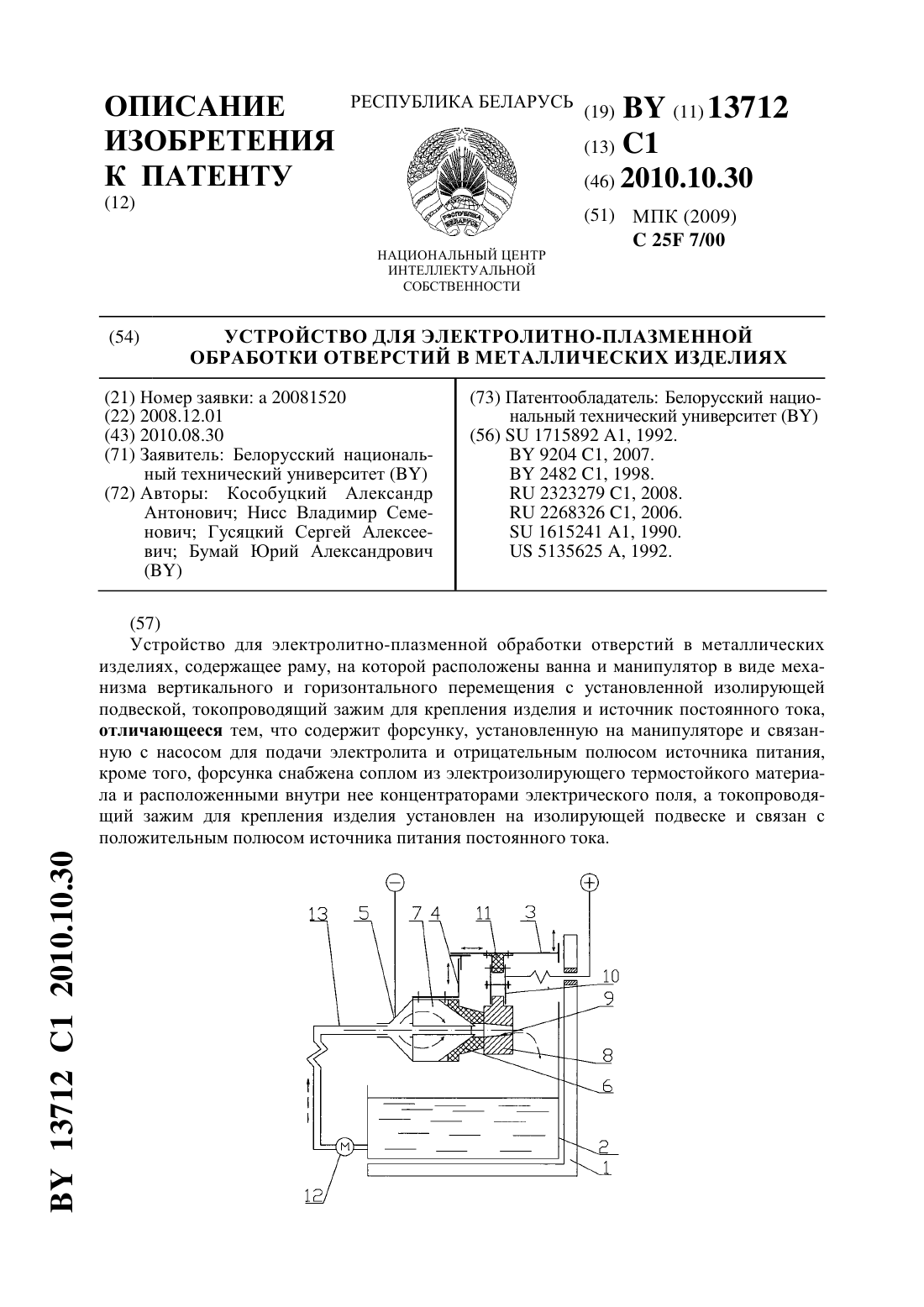
...выделением пузырей,ухудшающих условия обработки поверхности. С целью устранения этого явления применен механизм качания обрабатываемых деталей. Качательное перемещение деталей срывает конусообразную ПГО, образующуюся вокруг детали в электролите, что приводит к повышению качества и равномерности обработки наружных поверхностей деталей. Недостатком установки является отсутствие возможности обработки отверстий путем локализации ПГО внутри...
Способ электрохимической обработки металлических изделий, преимущественно из меди и медных сплавов, под гальванические покрытия
Номер патента: 8424
Опубликовано: 30.08.2006
Авторы: Ермаков Владимир Леонидович, Куликов Иван Семенович, Климова Людмила Александровна, Каменев Анатолий Яковлевич
МПК: C25F 3/16
Метки: электрохимической, гальванические, металлических, способ, покрытия, медных, обработки, преимущественно, сплавов, изделий, меди
Текст:
...из-за их оксидирования. Задачами настоящего изобретения являются сглаживание значительной шероховатости поверхности, ее полировка, подавление эффекта металлографического травления, повышение устойчивости процесса. Технический результат, получаемый при осуществлении изобретения, заключается в снижении шероховатости с 6-7 до 10-13 класса чистоты обработки поверхности, получении зеркального блеска, исключении бросков тока и получении...
Предыдущий патент: Способ получения 9-?-D-арабинофуранозиладенина
Следующий патент: Легкоплавкое стекло
Случайный патент: Многократный волочильный стан