Способ электролитно-плазменной обработки металлической поверхности перед нанесением покрытий
Номер патента: 12957
Опубликовано: 28.02.2010
Авторы: Куликов Иван Семенович, Ермаков Владимир Леонидович, Климова Людмила Александровна, Каменев Анатолий Яковлевич
Текст
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ ПЕРЕД НАНЕСЕНИЕМ ПОКРЫТИЙ(71) Заявитель Государственное научное учреждение Объединенный институт энергетических и ядерных исследований - Сосны Национальной академии наук Беларуси(72) Авторы Куликов Иван Семенович Каменев Анатолий Яковлевич Ермаков Владимир Леонидович Климова Людмила Александровна(73) Патентообладатель Государственное научное учреждение Объединенный институт энергетических и ядерных исследований - Сосны Национальной академии наук Беларуси(57) Способ электролитно-плазменной обработки металлической поверхности перед нанесением покрытий, включающий обработку в электролите, содержащем ионы хлора, отличающийся тем, что обработку ведут при напряжении 240-380 В и температуре 65-90 С в течение 1-3 минут, а в качестве электролита используют водный раствор хлористого аммония и хлористого калия со следующим соотношением компонентов, мас.хлористый аммоний 0,5-3,0 хлористый калий 1-3 вода остальное. Изобретение относится к электрофизической и электрохимической обработке материалов, а именно электролитно-плазменной обработке, и может быть использовано для очистки металлической поверхности от жировых, масляных отложений и поверхностноактивных веществ (далее ПАВ), снятия окисных пленок, прокаточной окалины и ржавчины перед нанесением непосредственно специального покрытия либо перед его нанесением через промежуточный слой. Очистка поверхности металлических изделий под различные виды покрытий входит в технологический процесс в качестве важнейшей составляющей, поскольку, как правило,определяет качество конечной продукции. Вместе с тем следует отметить, что необходимая степень очистки и конечное состояние поверхности металла перед тем или иным технологическим процессом весьма различаются. В некоторых технологических процессах необходима настолько высокая степень очистки, что ее стоимость достигает до 50 стоимости конечной продукции, как это имеет место в производстве полупроводниковых изделий, микросхем и т.д. В других областях требования к состоянию поверхности перед технологической операцией, например нанесением специального покрытия, снижаются,12957 1 2010.02.28 однако остаются весьма высокими при вакуумном ионно-плазменном нанесении покрытий из нитрида титана, нанесении алмазоподобных пленок и т.д., ниже требования к состоянию поверхности при нанесении гальванических покрытий, а далее эти требования еще снижаются при переходе к нанесению газопламенных, газоплазменных покрытий и использованию различных методов покраски. Весьма часто технологические процессы очистки связаны с использованием дорогостоящего оборудования, материалов, трудоемки, пожароопасны, вредны для здоровья и окружающей среды. Вакуумные методы нанесения покрытий требуют более высокого качества очистки поверхности, чем другие методы, поскольку вакуум сам по себе не разрушает окисных пленок, не удаляет искаженный слой, не связан с интенсивным нагревом изделия и воздействием восстановительной среды. Поэтому при нанесении специальных покрытий на металлическую поверхность вакуумным методом резко возрастают требования к исходной чистоте поверхности стали. Известен способ электрохимической очистки металлических изделий, который включает обработку в растворе фосфорной кислоты заданной кислотности, при этом раствор кислоты подвергают дополнительному электролизу до получения заданной кислотности с одновременной его очисткой 1. Применение способа позволяет повысить срок эксплуатации электролита, использовать один объем электролита для обработки больших площадей при сохранении его свойств. Однако данный способ очистки не дает достаточно высокого качества поверхности для того, чтобы можно было наносить покрытия вакуумными методами. Кроме того, в способе используют ортофосфорную кислоту в качестве электролита, что является вредным для окружающей среды и здоровья людей. Известен способ электролитно-плазменной обработки полупроводниковых материалов,включающий обработку в водном растворе галогенидов аммония и щелочного металла,причем обработку ведут в течение 6 мин при напряжении 240-360 В и температуре 70-95 С, а в качестве галлогенидов используют фтористый аммоний 0,5-2,0 мас. , фтористый натрий 0,5-2,0 мас.и хлористый натрий 0,5-2,0 мас.2. Данный способ позволяет снимать искаженный механической обработкой поверхностный слой, очищать и полировать поверхность пластин монокристаллического кремния, однако не позволяет очищать металлическую поверхность от минеральных масел, ржавчины и окалины и активировать ее с целью увеличения адгезии наносимых покрытий. Известен способ удаления окалины с поверхности нержавеющей стали, при котором после механической обработки с разрушением окалины сталь подвергают электролитической обработке в нейтральном солевом электролите, затем выдерживают в водном растворе серной кислоты и затем в водном растворе смеси азотной и фтористоводородной кислот 3. Но этот способ не подходит для очистки от жировых, масляных отложений и ПАВ и не обеспечивает такую чистоту поверхности, какая необходима для нанесения, например, вакуумных покрытий. Наиболее близким по технической сущности и экологической безопасности является способ очистки поверхности металлического изделия в электролите, который включает непрерывную подачу щелочного электролита в межэлектродное пространство на очищаемую поверхность, ее поляризацию путем создания разности потенциалов между изделием и электродом, образование из паров электролита и водорода парогазового слоя у очищаемой поверхности с последующими пробоями его микроискровыми разрядами в результате варьирования межэлектродного напряжения 4. При этом толщину парогазового слоя ограничивают пределами 0,3-3 мм проницаемым для электролита пористым локализатором парогазового слоя. Однако при данном способе не происходит активация поверхности изделия, а сама очистка дает недостаточно высокое качество поверхности, чтобы ее можно было бы использовать для нанесения вакуумных покрытий. Кроме того, способ использует большие объемы электролита и его непрерывную принудительную подачу, что конструктивно его отягощает. 2 12957 1 2010.02.28 Задачей настоящего изобретения является создание способа электролитно-плазменной обработки металлической поверхности с целью ее очистки от минеральных масел, ржавчины и окалины перед нанесением промежуточных либо непосредственно специальных покрытий, в том числе и вакуумными методами. Технический результат, получаемый при осуществлении изобретения, заключается в обеспечении качественной очистки металлической поверхностности, активизации самой поверхности стали и повышении адгезии наносимых покрытий. Указанный технический результат достигается тем, что в способе электролитноплазменной обработки металлической поверхности перед нанесением покрытий, включающем обработку в электролите, содержащем ионы хлора, обработку ведут при напряжении 240-380 В и температуре 65-90 С в течение 1-3 мин, а в качестве электролита используют водный раствор хлористого аммония и хлористого калия со следующим соотношением компонентов, мас.хлористый аммоний 0,5-3,0 хлористый калий 1,0-3,0 вода остальное. Предлагаемый способ электролитно-плазменной обработки металлической поверхности перед нанесением покрытий, в том числе и вакуумными методами, позволяет получать чистую и активированную поверхность стали, которая повышает адгезию промежуточного покрытия либо адгезию самого специального покрытия при его непосредственном нанесении без промежуточного слоя, а значит позволяет повысить надежность работы изделия и его ресурс, снизить затраты на производство и ремонт, производить импортозамещающую продукцию, превосходящую по качеству импортные аналоги. В качестве первого примера конкретного осуществления предлагаемого способа проводилась очистка фрикционных дисков из стали 65 Г диаметром 100 мм на лабораторной установке мощностью 10 квт номинальным напряжением 240 В в течение 1 мин при плотности тока 0,15-0,20 А/см 2, температуре электролита 65 С и составе электролита, содержащем 0,54, 1,0, остальное вода. В процессе обработки установлено, что электролит способен очищать фрикционные диски от минеральных масел и пятен ржавчины, но при этом возникают электрофизические проблемы, затрудняющие обработку(рывки тока, электростимулированные, взрывообразные процессы). В качестве второго примера конкретного осуществления предлагаемого способа проводилась очистка фрикционных дисков из стали 65 Г диаметром 100 мм на лабораторной установке мощностью 10 квт номинальным напряжением 320 В в течение 2 мин при плотности тока 0,15-0,20 А/см 2, температуре электролита 80 С и составе электролита, содержащем 1,04, 2,0, остальное - вода. В процессе обработки установлено, что при повышении концентрации компонентов электролита в 2 раза в сравнении с первым примером процесс протекает плавно, без рывков тока, при этом идет очистка поверхности дисков от минеральных масел, ржавчины и тонкой окалины, но толстая прокаточная окалина полностью не снимается. В качестве третьего примера конкретного осуществления предлагаемого способа проводилась очистка металлической поверхности дисков диаметром 100 мм, вырубленных из листа с толстой прокаточной окалиной, на лабораторной установке мощностью 10 кВт номинальным напряжением 380 В в течение 3 мин при плотности тока 0,15-0,20 А/см 2,температуре электролита 90 С и составе электролита, содержащем 2,04, 3,0,остальное - вода. Установлено, что при данных параметрах осуществляется очистка поверхности дисков не только от минеральных масел, ржавчины и тонкой окалины, но и от толстой прокаточной окалины. Для уменьшения времени обработки, а значит и уменьшения удельного энергопотребления на обработку одного диска возможно одновременно активизировать состав электролита добавлением минеральных кислот в количестве до 0,5 и уменьшить время обработки до 1,5-2 мин. 3 12957 1 2010.02.28 Установлено, что электролит технологичен, имеет длительный ресурс, легко самоочищается и регенерируется, является экологически чистым, не использует кислот, щелочей, поверхностно-активных веществ, пожароопасных органических растворителей, не требует использования громоздких очистных систем, систем регенерации и утилизации растворов, используемых для очистки. Их заменяет лишь принудительная вентиляция, добавка расходуемого в процессе работы наименее стойкого компонента - аммония хлористого, а очистка электролита производится его отстаиванием. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: C25F 1/00
Метки: покрытий, нанесением, поверхности, способ, металлической, обработки, электролитно-плазменной
Код ссылки
<a href="https://by.patents.su/4-12957-sposob-elektrolitno-plazmennojj-obrabotki-metallicheskojj-poverhnosti-pered-naneseniem-pokrytijj.html" rel="bookmark" title="База патентов Беларуси">Способ электролитно-плазменной обработки металлической поверхности перед нанесением покрытий</a>
Способ электролитно-плазменной обработки полупроводниковых материалов
Номер патента: 11206
Опубликовано: 30.10.2008
Авторы: Климова Людмила Александровна, Куликов Иван Семенович, Каменев Анатолий Яковлевич
МПК: H01L 21/02
Метки: материалов, способ, электролитно-плазменной, обработки, полупроводниковых
Текст:
...по предложенному способу (при указанных температуре, напряжении и электролите) невозможна из-за неустойчивости пароплазменной подушки, возникающей при обработке на поверхности кремния, вследствие чего имеет место быстрый локальный нагрев пластин до 250-700 С и их растрескивание. 2 11206 1 2008.10.30 Использование предложенного состава электролита не обеспечивает процесса полировки поверхности кремния, вследствие преобладания процесса ее...
Способ электроэрозионной обработки металлической поверхности несъемного зубного протеза
Номер патента: 10338
Опубликовано: 28.02.2008
Авторы: Наумович Семен Антонович, Спиридонов Лев Георгиевич, Борунов Александр Семенович
МПК: A61C 13/00
Метки: зубного, обработки, способ, электроэрозионной, несъемного, протеза, поверхности, металлической
Текст:
...с разной величиной силы сцепления на границе металлкомпозит. 3. При точечном способе обработки кончик электрода подгорает, что не дает возможность получить одинаковую конфигурацию кратера. Задача, на решение которой направлено предлагаемое изобретение, состоит в повышении адгезивности металлической поверхности несъемных зубных протезов (металлопластмассовых, адгезивных), упрощении технологии электроэрозионной обработки. Поставленная...
Устройство для электролитно-плазменной обработки изделий сложной формы
Номер патента: 2482
Опубликовано: 30.12.1998
Авторы: Есепкин Владимир Александрович, Савицкий Александр Александрович, Кособуцкий Александр Антонович
Метки: обработки, устройство, формы, сложной, изделий, электролитно-плазменной
Текст:
...17 в режиме промывки адсорбента, т.е. имеет место случай регенерации электролита путем удаления ионов одного типа. В случае отравления электролита анионами и катионами различных металлов необходимо прокачивать электролит последовательно через анионообменную и катионообменную колонки с последующей их промывкой соответствующими промывочными жидкостями. Ионообменные колонки 16, 17 посредством трубопроводов 18,19,20,21 и насоса 22 поочередно...
Устройство для электролитно-плазменной обработки внутренних поверхностей полого длинномерного изделия с отверстиями
Номер патента: 9204
Опубликовано: 30.04.2007
Авторы: Ермаков Владимир Леонидович, Куликов Иван Семенович, Ващенко Светлана Владимировна, Климова Людмила Александровна, Каменев Анатолий Яковлевич
МПК: C25F 7/00
Метки: отверстиями, устройство, внутренних, электролитно-плазменной, полого, поверхностей, длинномерного, обработки, изделия
Текст:
...изделие, а отрицательного на ванну подача электролита через электроизоляционный шланг внутрь длинномерного изделия не обеспечивала достаточной величины тока, необходимой для возникновения процесса плазменно-электролитной обработки, даже если увеличить расход электролита через внутреннюю полость до такой степени, что вытекающие из отверстий непрерывные струи электролита замкнут цепь. Поэтому для получения возможности резкого...
Устройство для электролитно-плазменной обработки изделий сложной формы
Номер патента: U 4973
Опубликовано: 28.02.2009
Авторы: Нисс Владимир Семенович, Королев Александр Юрьевич, Алексеев Юрий Геннадьевич, Гусяцкий Сергей Алексеевич, Кособуцкий Александр Антонович
Метки: обработки, изделий, сложной, электролитно-плазменной, устройство, формы
Текст:
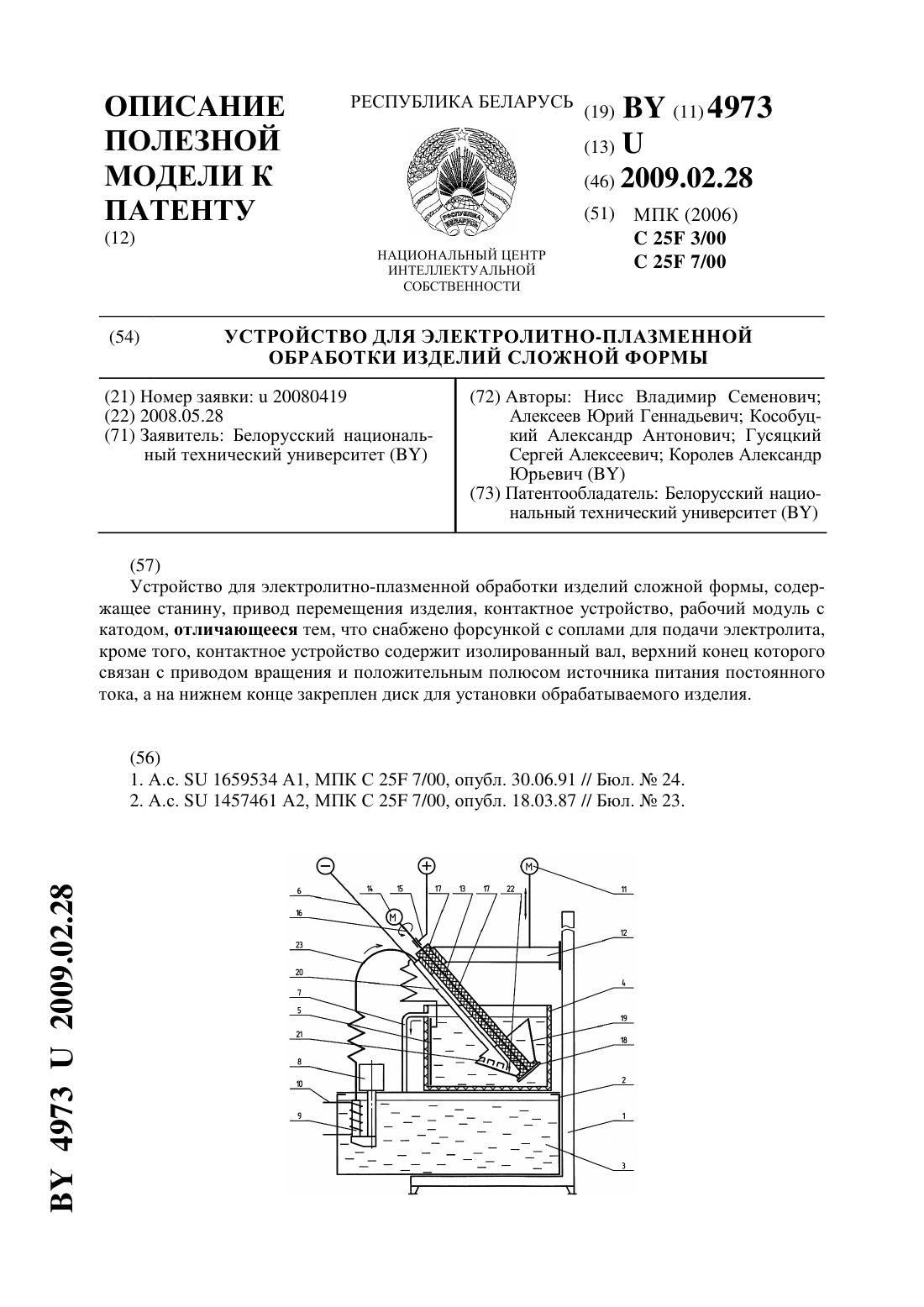
...с соплами для подачи электролита, кроме того, контактное устройство содержит изолированный вал,верхний конец которого связан с приводом вращения и положительным полюсом источника питания постоянного тока, а на нижнем конце закреплен диск для установки обрабатываемого изделия. Сущность полезной модели поясняется чертежом. Устройство состоит из станины 1, на которой установлен рабочий модуль 2, который включает бак 3 и ванну 4, выполненную из...
Предыдущий патент: Сухая строительная смесь на основе отходов производства ячеистого бетона автоклавного твердения
Следующий патент: Глазурь
Случайный патент: Устройство для проветривания теплиц