Способ электролитно-плазменной обработки полупроводниковых материалов
Номер патента: 11206
Опубликовано: 30.10.2008
Авторы: Каменев Анатолий Яковлевич, Куликов Иван Семенович, Климова Людмила Александровна
Текст
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Государственное научное учреждение Объединенный институт энергетических и ядерных исследований - Сосны Национальной академии наук Беларуси(72) Авторы Куликов Иван Семенович Каменев Анатолий Яковлевич Климова Людмила Александровна(73) Патентообладатель Государственное научное учреждение Объединенный институт энергетических и ядерных исследований - Сосны Национальной академии наук Беларуси(57) Способ электролитно-плазменной обработки полупроводниковых материалов в водном растворе галогенидов аммония и щелочного металла, отличающийся тем, что обработку ведут в течение 6 минут при напряжении 240-360 В и температуре 70-95 С, а в качестве галогенидов используют фтористый аммоний, фтористый и хлористый натрий при следующем их содержании в водном растворе, мас.фтористый аммоний 0,5-2,0 фтористый натрий 0,5-2,0 хлористый натрий 0,5-2,0. Изобретение относится к электрофизической и электрохимической обработке материалов и может быть использовано для обработки полупроводниковых материалов, в частности монокристаллического кремния для микроэлектроники, электролитно-плазменным методом. Значительный прогресс в области микроэлектроники достигнут на основе использования тонких, монокристаллических пластин кремния, приготовленных с помощью механохимических методов разделки, шлифовки, полировки и химических методов снятия искаженного слоя и очистки. Эти методы требуют использования весьма дорогостоящего прецезионного оборудования, дорогих, дефицитных и часто экологически небезопасных материалов и реактивов с пониженным ресурсом работоспособности. Поэтому в конечной стоимости изделий микроэлектроники весьма значительная доля принадлежит процессам очистки, снятия искаженного механической обработкой поверхностного слоя и полировки кремния. Электрополировка позволяет быстро и достаточно простыми средствами получать не только чистую, выровненную металлическую поверхность, но и достичь высокой светоотражательной способности и поэтому находит широкое применение в различных областях 11206 1 2008.10.30 народного хозяйства. Однако традиционная электрополировка, как правило, связана с использованием тока низкого напряжения, электролитов на основе двойных и тройных смесей концентрированных кислот и не отличается чистотой процесса, безвредностью и универсальностью. Впервые осуществил электрополировку кремния американский исследователь Д.Р. Тернер. Процесс полирования осуществлялся в разбавленном растворе фтористо-водородной кислоты. Семью годами позже электрополировку кремния осуществили в СССР П.В. Щиголев и Э.Б. Сафонова 1. Авторы указывают на то, что промежуточным процессом при полировке является образование окисной пленки, тормозящей процесс, которая затем химически растворяется плавиковой кислотой. Для получения полировки скорость образования пленки и скорость ее растворения должны быть равны. Обнаружено,что растворение кремния и германия возможно лишь при наличии дырочной проводимости. При полировке полупроводников -типа необходимо дополнительное облучение светом для генерирования носителей тока. Известен способ электрополировки полупроводниковых пластин, где раствор содержал 2,5-5 мас., процесс протекал при 20 С при плотности тока 0,3-0,6 А/см 2 1. Однако вопроизводимость результатов оставляла желать лучшего. Помимо этого отмечалось образование питинга на поверхности кремния. Известен способ электрополировки полупроводниковых пластин, где раствор содержал в объемных процентах (48 ) - 5 , 3(98 ) - 5 , Н 2 О - 90 . Температура полировки 22 С, плотность тока 0,25-0,35 А/см 2, продолжительность полировки до 30 минут 1. Соотношение поверхностей катода и полируемого изделия 21. В этом способе питингообразование на поверхности кремния не отмечено, однако для катода требуется дорогостоящая платина и слишком большая длительность самой обработки. Известен способ обработки поверхности плоской (полупроводниковой) подложки из кремния, где обработку ведут, воздействуя потенциалом и дополнительно излучением, в электролите, содержащем фторид 2. В этом способе предусмотрено несколько периодов обработки анодное окисление, электрохимическое травление и электрическое полирование, требующих регулировку и контроль при наложении различного потенциала, и кроме того способ требует дополнительно использовать источник излучения, что усложняет процесс и требует дополнительных затрат. Известен способ электрохимической обработки изделий, выполненных из электропроводных материалов, где обработку ведут, заряжая изделие положительным потенциалом 200-400 В и погружая его в водный 2-12 раствор электролита с температурой 40-95 С 3. Подобный способ не обладает универсальностью и не дает желаемого эффекта при обработке различных электропроводных материалов (металлов, сплавов и полупроводников) без уточнения времени и состава электролита. Для каждого металла, сплава и полупроводникового материала (в зависимости от его химического состава) требуется свое время обработки и свой индивидуальный состав электролита, который бы обеспечил, с одной стороны, стабильность тока, а с другой, - химизм процесса очистки, снятия искаженного, наклепанного слоя полупроводника и полировки. Наиболее близким по технической сущности и экологической безопасности является способ полировки до зеркального блеска электропроводных деталей в анодной электрической плазме, в котором электролит содержит калийные или аммонийные соли минеральных или карбоновых кислот (в том числе и галогениды) с добавками органических веществ (аминов, спиртов, растворимых высших полимеров, сахаринов) при напряжении 90-290 В, температуре 290-320 К, времени обработки 5-300 секунд и плотности тока 15210 А/см 2 4. Способ предполагает обработку однофазных и многофазных сплавов. Однако полировка тонких, хрупких кремниевых пластин по предложенному способу (при указанных температуре, напряжении и электролите) невозможна из-за неустойчивости пароплазменной подушки, возникающей при обработке на поверхности кремния, вследствие чего имеет место быстрый локальный нагрев пластин до 250-700 С и их растрескивание. 2 11206 1 2008.10.30 Использование предложенного состава электролита не обеспечивает процесса полировки поверхности кремния, вследствие преобладания процесса ее окисления и образования оксидных отложений, нерастворимых в водном растворе. Использование в составе электролита органических добавок не приводит к полировке, а, наоборот, загрязняет поверхность кремния углеродом в виде отложений сажи. Для преодоления указанных недостатков необходимо проводить процесс обработки кремния при более высоком напряжении (320360 В) и температуре (340-370 К), для стабилизации паро-плазменной подушки использовать хлористый натрий, а химизм процесса обеспечивать двумя веществами, одно из которых (фтористый аммоний) генерирует активный фтор, а другое (фтористый натрий) удаляет продукты реакции путем перевода их в растворимое состояние (силикат натрия 239 Н 2 О). Задачей настоящего изобретения является создание способа электролитно-плазменной обработки полупроводниковых материалов, который включает снятие искаженного слоя,очистку и полировку поверхности пластин. Технический результат, получаемый при осуществлении изобретения, заключается в обеспечении интенсивного съема поверхностного слоя, искаженного механическим шлифованием, снижении шероховатости поверхности и удалении микроцарапин, а также очистки поверхности и ее полировании. Указанный технический результат достигается тем, что в способе электролитноплазменной обработки полупроводниковых материалов в водном растворе галогенидов аммония и щелочного металла обработку ведут в течение 6 минут при напряжении 240360 В, температуре 70-95 С, а в качестве галогенидов используют фтористый аммоний,фтористый и хлористый натрий при следующем их содержании в водном растворе,мас.фтористый аммоний 0,5-2,0 фтористый натрий 0,5-2,0 хлористый натрий 0,5-2,0. Предлагаемый способ электролитно-плазменной обработки полупроводниковых материалов, в частности кремния, позволяет получать интенсивный съем материала (до 35 мкм) за достаточно короткое время, гидрофильную поверхность, сглаживание шероховатости и микроцарапин, а также полировку. В качестве первого примера конкретного осуществления предлагаемого способа проводилась полировка штатных полупроводниковых пластин диаметром 75 мм на лабораторной установке мощностью 10 кВт номинальным напряжением 320 В, при плотности тока 0,1-0,15 А/см 2 и температуре электролита 85 С в электролите, содержащем 1 4, ,без принудительного охлаждения с использованием титанового токоподводящего устройства и катодом из стали Х 18 Н 10 Т в пластмассовой технологической емкости с объемом электролита 3 литра. Исходная поверхность монокристаллических пластин кремния с одной стороны имела грубо обработанный рельеф поверхности (следы механической резки), а с другой стороны - тонко шлифованную поверхность с разнонаправленными, мелкими, штрихообразными рисками и умеренным светоотражением. После электролитно-плазменной обработки в три приема, по 2 минуты каждый, на грубо обработанной поверхности остался сглаженный, блестящий, но неустранимый рельеф. С другой стороны после 2 минут обработки наблюдался яркий блеск со следами укороченных рисок, после 4 минут обработки - яркий блеск с остатками отдельных наиболее глубоких рисок, после 6 минут обработки - чистая поверхность без следов механической обработки и яркий зеркальный блеск. В качестве второго примера конкретного осуществления предлагаемого способа проводилась полировка штатных полупроводниковых пластин диаметром 75 мм номинальным напряжением 360 В, при плотности тока 0,1-0,15 А/см 2 и температуре электролита 95 С, в течение 6 минут в электролите без принудительного охлаждения, содержащем 3 11206 1 2008.10.30 2 4, 2 , 2 , причем качество полировки при этом ухудшается. А при повышении концентрации каждого компонента электролита свыше 2 полировка не только ухудшается, но даже исчезает, так как начинают преобладать процессы окисления поверхности. При разбавлении такого электролита водой полирующая способность восстанавливается. В качестве третьего примера конкретного осуществления предлагаемого способа проводилась полировка штатных полупроводниковых пластин диаметром 75 мм номинальным напряжением 240 В, при плотности тока 0,1-0,15 А/см 2 и температуре электролита 75 С, в течение 6 минут в электролите без принудительного охлаждения, содержащем 0,5 4, 0,5 , 0,5 , причем качество полировки при этом сохраняется высоким, но начинаются некоторые электрические неустойчивости процесса. А при снижении концентрации компонентов электролита ниже 0,5 каждого, полирующая способность электролита также сохраняется, но возникают электрофизические проблемы, а именно рывки тока, электростимулированные, взрывообразные процессы и т.д., которые затрудняют обработку. Следует отметить, что выход количества каждого из компонентов раствора за вышеуказанные пределы существенно ухудшает обработку и не позволяет получить качественный результат. В результате экспериментов установлено, что электролит технологичен, имеет длительный ресурс, легко самоочищается и регенерируется, хорошо совместим со вспомогательными материалами катодом, элементами токоподвода и основными конструкционными материалами. Предлагаемый способ электролитно-плазменной обработки полупроводниковых материалов, а именно снятия искаженного слоя, очистки и полировки пластин, является экологически чистым, не требует использования громоздких систем подготовки, регенерации и утилизации электролита. Их заменяет лишь принудительная вентиляция и добавка расходуемого в процессе работы наименее стойкого компонента аммония фтористого. А очистка электролита производится его отстаиванием. Источники информации 1. Щиголев П.В., Сафонова Э.Б. Электрополирование кремния // Электрохимия. 1965. - Т.1, вып. 9. - С. 1079. 2. Патент ВОИС 95/25186, МПК С 25 3/30, 1995. 3. Патент ВОИС 90/04664, МПК С 25 3/00, 1990. 4. Патент ГДР 238074, МПК С 25 3/16, 1986 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: H01L 21/02
Метки: способ, полупроводниковых, обработки, электролитно-плазменной, материалов
Код ссылки
<a href="https://by.patents.su/4-11206-sposob-elektrolitno-plazmennojj-obrabotki-poluprovodnikovyh-materialov.html" rel="bookmark" title="База патентов Беларуси">Способ электролитно-плазменной обработки полупроводниковых материалов</a>
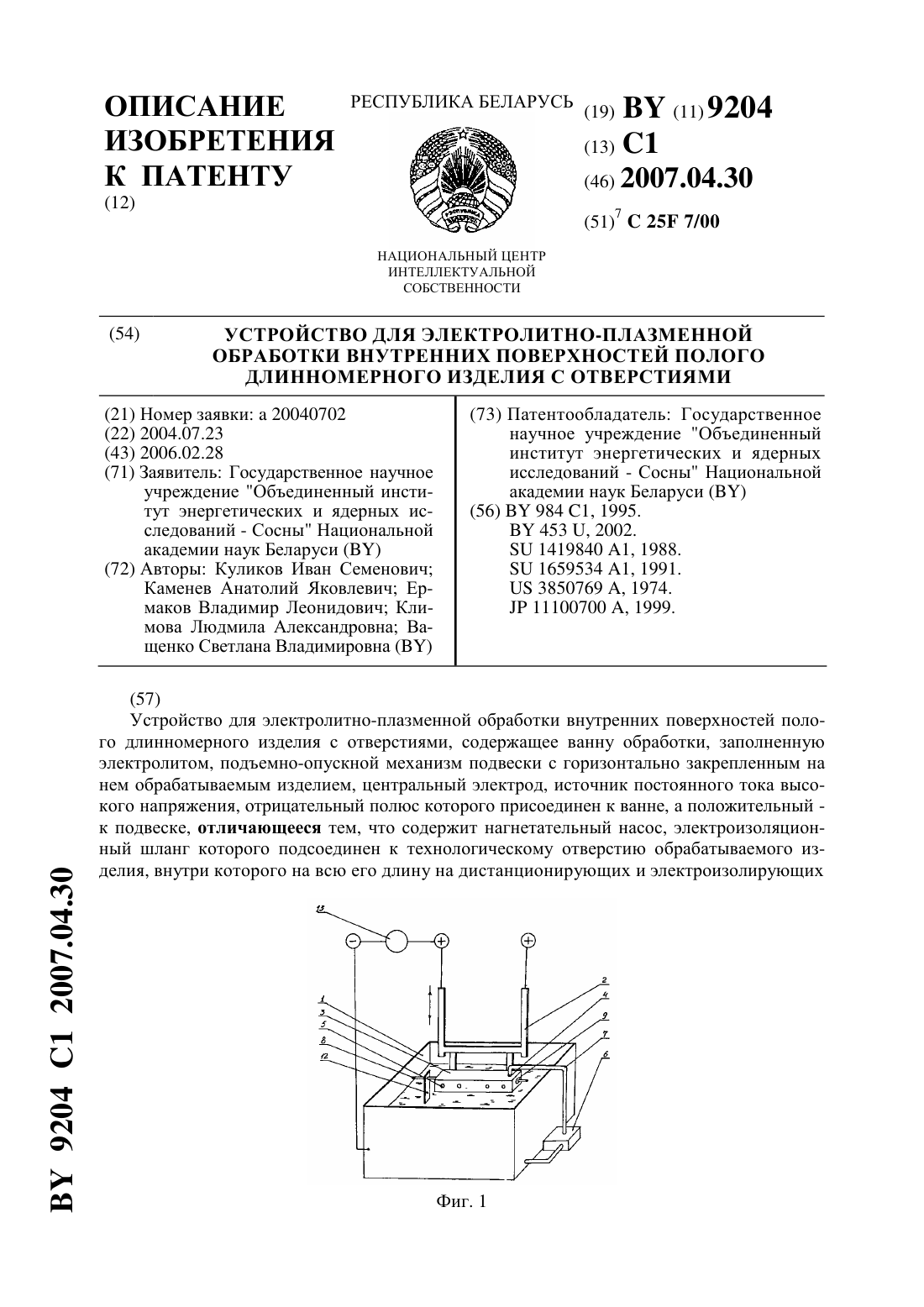
Устройство для электролитно-плазменной обработки внутренних поверхностей полого длинномерного изделия с отверстиями
Номер патента: 9204
Опубликовано: 30.04.2007
Авторы: Куликов Иван Семенович, Ващенко Светлана Владимировна, Климова Людмила Александровна, Ермаков Владимир Леонидович, Каменев Анатолий Яковлевич
МПК: C25F 7/00
Метки: устройство, изделия, внутренних, полого, отверстиями, длинномерного, электролитно-плазменной, поверхностей, обработки
Текст:
...изделие, а отрицательного на ванну подача электролита через электроизоляционный шланг внутрь длинномерного изделия не обеспечивала достаточной величины тока, необходимой для возникновения процесса плазменно-электролитной обработки, даже если увеличить расход электролита через внутреннюю полость до такой степени, что вытекающие из отверстий непрерывные струи электролита замкнут цепь. Поэтому для получения возможности резкого...
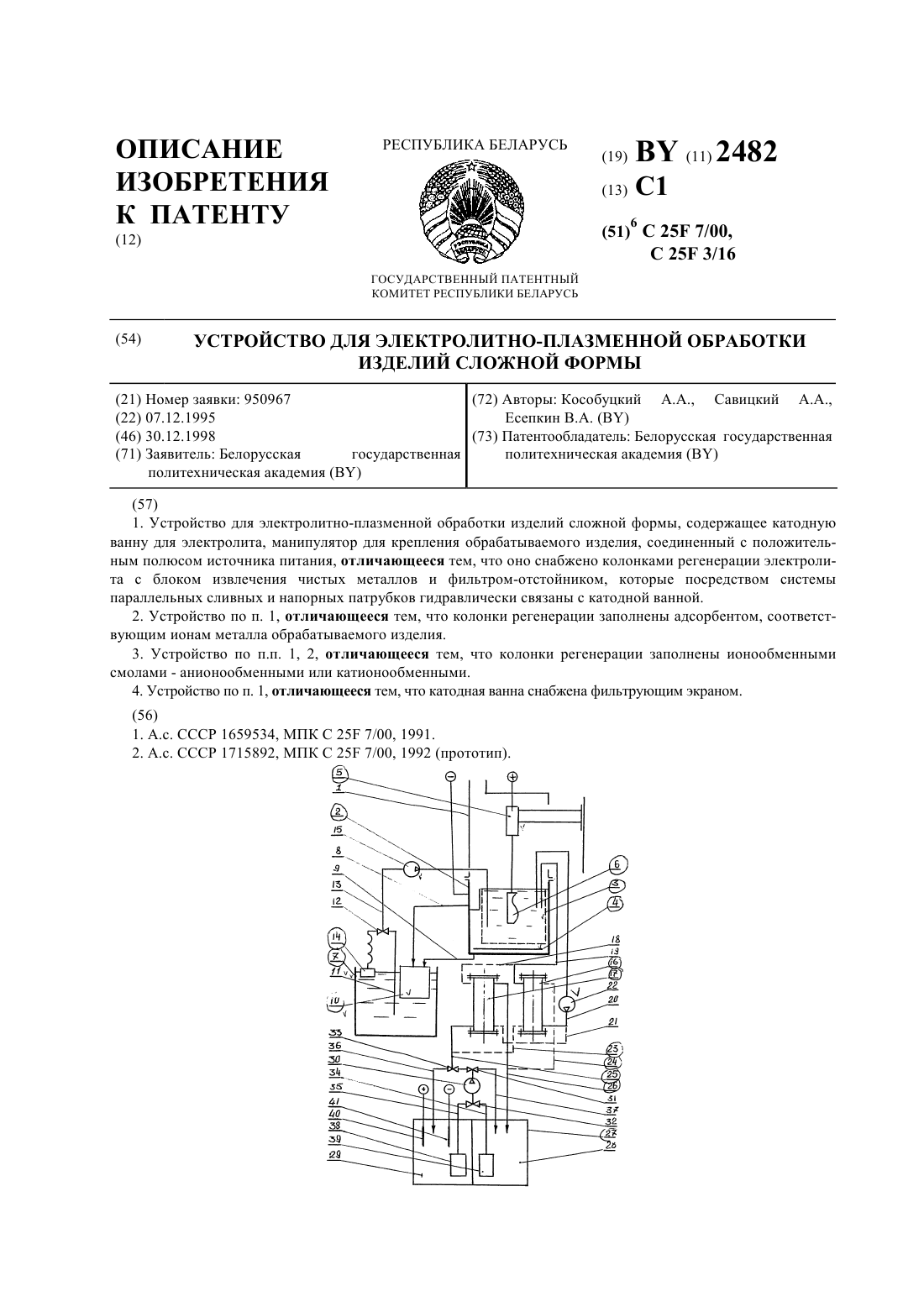
Устройство для электролитно-плазменной обработки изделий сложной формы
Номер патента: 2482
Опубликовано: 30.12.1998
Авторы: Есепкин Владимир Александрович, Кособуцкий Александр Антонович, Савицкий Александр Александрович
Метки: обработки, электролитно-плазменной, изделий, устройство, формы, сложной
Текст:
...17 в режиме промывки адсорбента, т.е. имеет место случай регенерации электролита путем удаления ионов одного типа. В случае отравления электролита анионами и катионами различных металлов необходимо прокачивать электролит последовательно через анионообменную и катионообменную колонки с последующей их промывкой соответствующими промывочными жидкостями. Ионообменные колонки 16, 17 посредством трубопроводов 18,19,20,21 и насоса 22 поочередно...
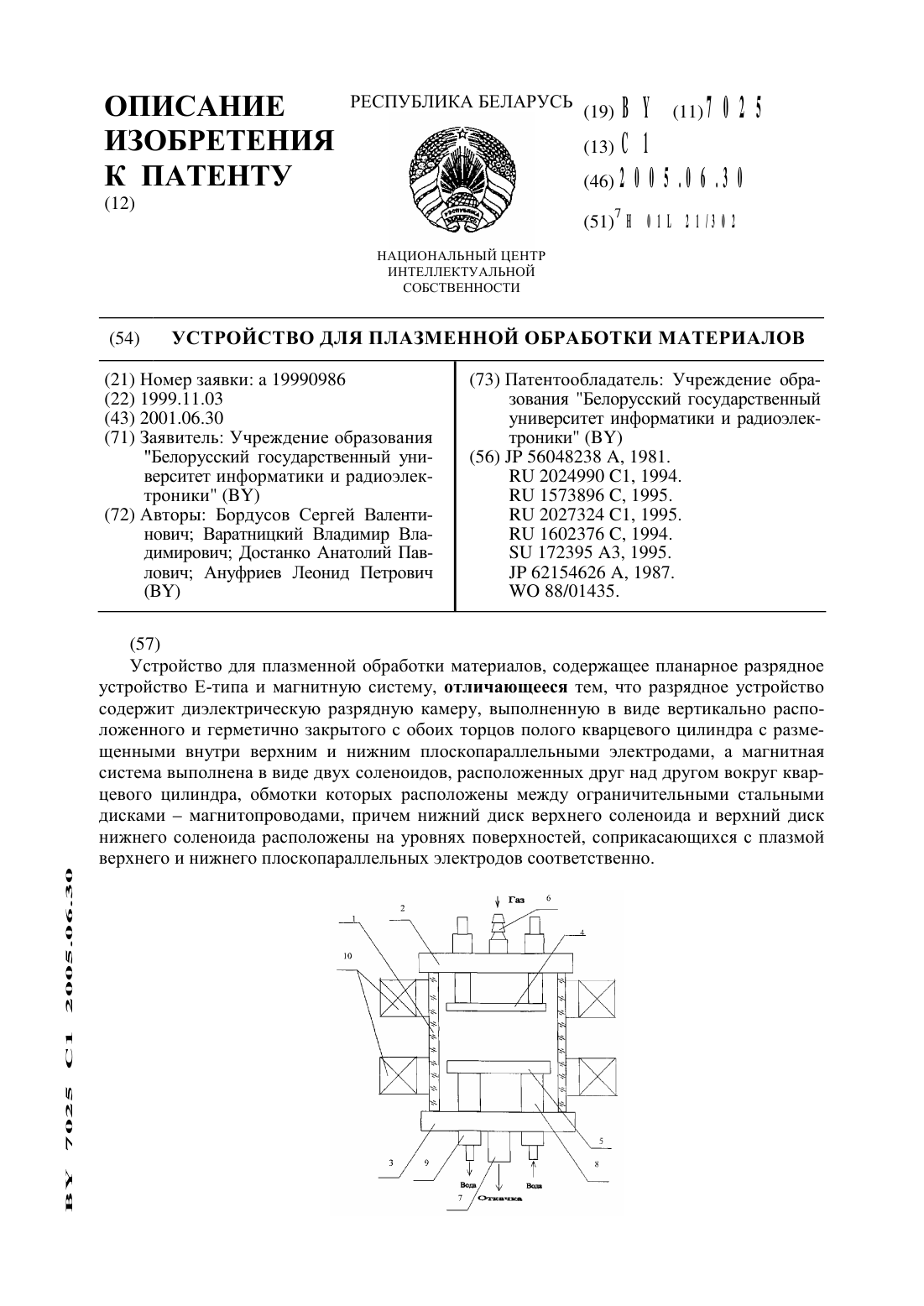
Устройство для плазменной обработки материалов
Номер патента: 7025
Опубликовано: 30.06.2005
Авторы: Бордусов Сергей Валентинович, Варатницкий Владимир Владимирович, Ануфриев Леонид Петрович, Достанко Анатолий Павлович
МПК: H01L 21/302
Метки: плазменной, материалов, устройство, обработки
Текст:
...устройство содержит диэлектрическую разрядную камеру, выполненную в виде вертикально расположенного и герметично закрытого с обоих торцов полого кварцевого цилиндра с размещенными внутри верхним и нижним плоскопараллельными электродами, а магнитная система выполнена в виде двух соленоидов, расположенных друг над другом вокруг кварцевого цилиндра, обмотки которых расположены между ограничительными стальными дисками-магнитопроводами,...
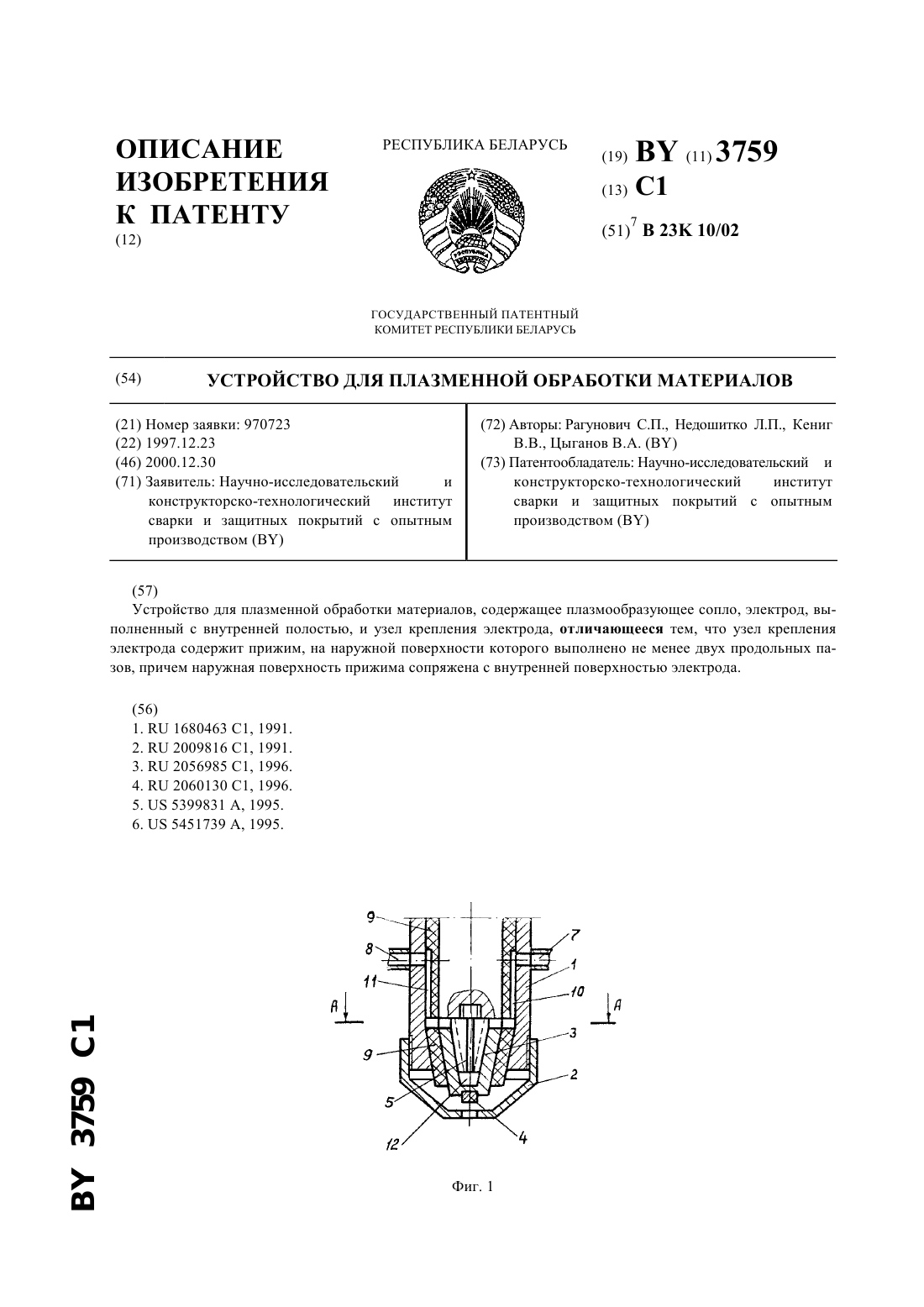
Устройство для плазменной обработки материалов
Номер патента: 3759
Опубликовано: 30.12.2000
Авторы: Недошитко Лариса Павловна, Кениг Владимир Вячеславович, Рагунович Сергей Петрович, Цыганов Валерий Анатольевич
МПК: B23K 10/02
Метки: материалов, обработки, устройство, плазменной
Текст:
...выполненный с внутренней полостью, и узел крепления электрода, последний содержит прижим, на наружной поверхности которого выполнено не менее двух продольных пазов, причем наружная поверхность прижима сопряжена с внутренней поверхностью электрода. Технический результат выражается в том, что предложенная система охлаждения позволяет увеличить объем хладагента, проходящего по каналам в единицу времени, за счет расширения площади поперечного...
Способ радиационной обработки кремниевых полупроводниковых приборов
Номер патента: 8754
Опубликовано: 30.12.2006
Авторы: Марченко Игорь Георгиевич, Коршунов Федор Павлович, Жданович Николай Евгеньевич
МПК: H01L 21/263, H01L 21/26, H01L 21/322...
Метки: приборов, обработки, полупроводниковых, радиационной, кремниевых, способ
Текст:
...носителей заряда, можно достичь, если рекомбинационные центры распределены не равномерно по базовой области, а в виде профиля, спадающего вглубь базы. Это позволяет существенно (уменьшить) снизить энергопотери на приборе в проводящем состоянии.Сущность изобретения состоит в том, что готовые кремниевые приборы, находящиеся под обратным смещением, подвергают облучению пучком электронов при пониженной температуре 90-120 К. Такая...
Предыдущий патент: Средство для химической стерилизации и дезинфекции
Следующий патент: Способ забора материала солидно-жидкостного образования в поджелудочной железе
Случайный патент: Способ измерения амплитуды и частоты вибрации