Способ изготовления анизотропного магнитопласта из порошка сплава Nd2Fe14B и эпоксидной смолы
Номер патента: 10784
Опубликовано: 30.06.2008
Авторы: Звонарев Евгений Владимирович, Янушкевич Казимир Иосифович, Маковецкий Геннадий Иосифович, Олефиренко Виктор Михайлович
Текст
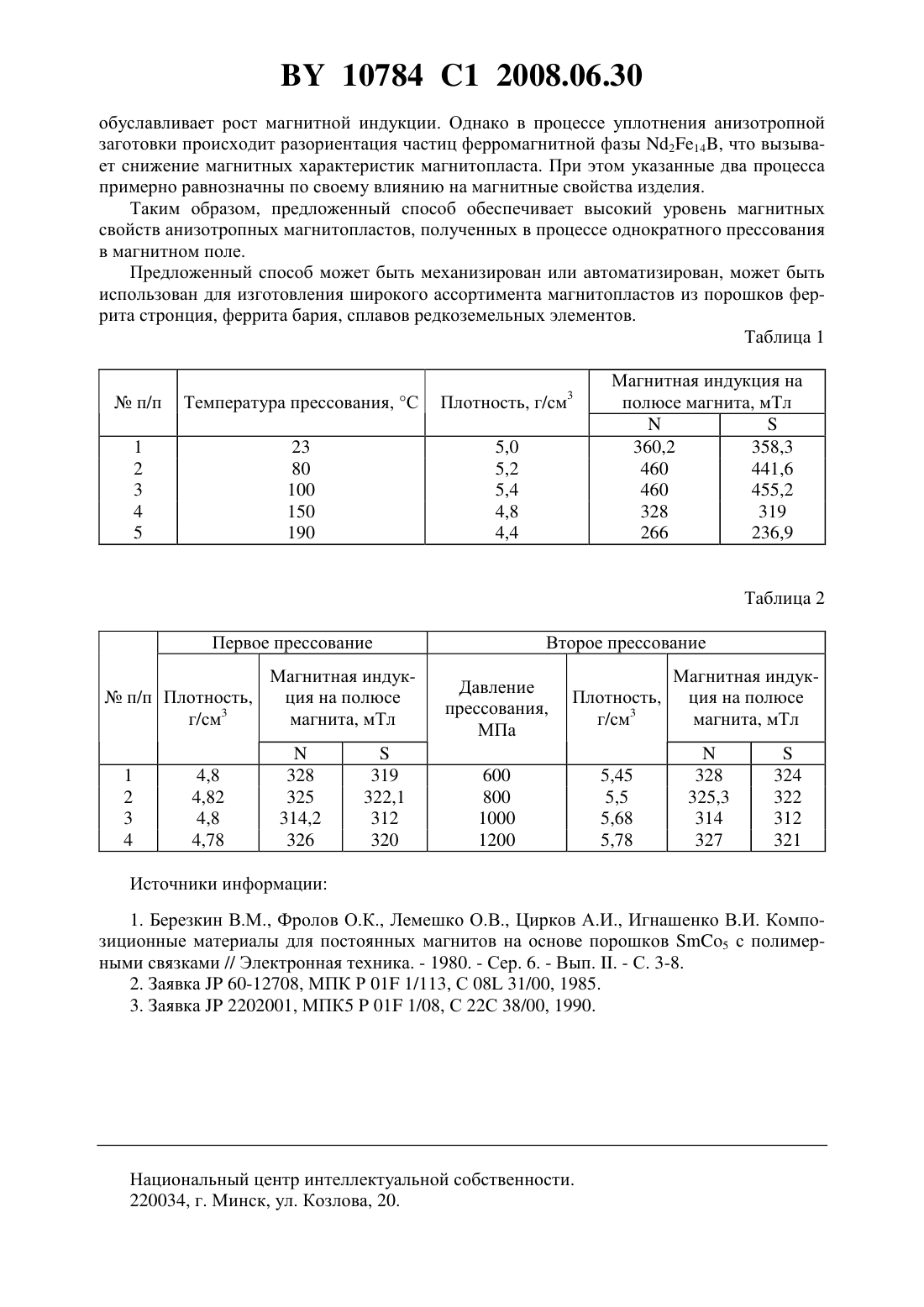
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(54) СПОСОБ ИЗГОТОВЛЕНИЯ АНИЗОТРОПНОГО МАГНИТОПЛАСТА ИЗ ПОРОШКА СПЛАВА 214 И ЭПОКСИДНОЙ СМОЛЫ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Звонарев Евгений Владимирович Олефиренко Виктор Михайлович Маковецкий Геннадий Иосифович Янушкевич Казимир Иосифович(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Способ изготовления анизотропного магнитопласта, при котором частицы порошка сплава 214 плакируют эпоксидной смолой, нагревают их до температуры, выбранной из интервала 80-100 С, которая на 50-70 С ниже температуры, соответствующей области вязко-пластичного состояния эпоксидной матрицы, при воздействии магнитным полем прессуют при давлении 15-150 МПа и охлаждают заготовку до температуры,выбранной из интервала 50-60 С, которая на 90-100 С ниже температуры, соответствующей области вязко-пластичного состояния эпоксидной матрицы, и прекращают воздействие магнитным полем. Изобретение относится к области порошковой металлургии и может быть использовано при производстве магнитопластов с высоким энергетическим произведением на основе сплавов системы , ферритов и металлических ферромагнетиков. Известен способ изготовления магнитопластов на основе порошков 5 и эпоксидной смолы ЭД-16. Введение магнитного порошка осуществляют в раствор эпоксидной смолы и отвердителя в ацетоне 1. Известен способ изготовления магнитопластов на основе порошка феррита стронция и эпоксидной смолы. Магнитные характеристики достигают приложением магнитного поля к взвеси ферритового магнитного материала, благодаря чему получают совершенную ориентацию частиц ферритового порошка. Для этого стронциевый феррит со средним размером зерна 1,2 мкм смешивают со смолой и стабилизатором. Магниты получают методом экструзии 2. Недостатками известных способов, когда полимерная связка находится в жидком состоянии, являются низкая плотность и пониженная коррозионная стойкость готовых изделий. 10784 1 2008.06.30 Наиболее близким по технической сущности является способ изготовления магнитопластов из порошковых магнитотвердых материалов, в котором матрицей (непрерывной фазой) служит связка из порошкового полимерного материала в твердом состоянии, а дисперсной - дискретные частицы магнитотвердого наполнителя (порошка сплава 214 или 5 в нанокристаллическом или наноразмерном состоянии) с добавлением поверхностно-активного вещества с целью защиты частиц порошка от окисления и улучшения процесса уплотнения формуемой детали, включающий смешивание магнитотвердого порошка со связующим и поверхностно-активным веществами, ориентирование магнитного порошка во внешнем магнитном поле, прессование шихты в расплавленном состоянии при давлении 0,29-0,49 МПа в пресс-форме с электрообогревом при температуре 140190 С в зависимости от температуры плавления связующего и окончательную термическую обработку 1, 3. Недостатками известного способа являются относительно низкая плотность магнитопласта, обусловленная образованием трещин и расслоений в прессовке при прессовании с приложением давления выше 0,5 МПа, необходимого для получения высокой плотности ферромагнитной составляющей в прессовке ограничение технологических возможностей способ не применим для получения магнитопластов с высокими показателями значений магнитной индукции и магнитной энергии. В случае использования полимерной связки в жидком состоянии, которая является несжимаемой средой, последняя выдавливается из объема прессовки при высоких значениях давления прессования, а в закрытых порах происходит расслоение прессовки. Технологическая задача, которую решает предлагаемое изобретение, заключается в расширении технологических возможностей способа путем расширения диапазона давлений прессования, повышении плотности магнитопластов, соответственно и их коррозионной стойкости. Поставленную технологическую задачу решают тем, что частицы порошка сплава 214 плакируют эпоксидной смолой, нагревают их до температуры, выбранной из интервала 80-100 С, которая на 50-70 С ниже температуры, соответствующей области вязко-пластичного состояния эпоксидной матрицы, при воздействии магнитным полем прессуют при давлении 15-150 МПа и охлаждают заготовку до температуры, выбранной из интервала 50-60 С, которая на 90-100 С ниже температуры, соответствующей области вязко-пластичного состояния эпоксидной матрицы, и прекращают воздействие магнитным полем. Преимущества изобретения повышенная плотность прессовки, степень наполнения материала магнитопласта ферромагнитным компонентом достигает 90 об.(98 вес. ), что способствует повышению величины остаточной магнитной индукции материала магнитопласта высокая производительность процесса прессования благодаря наличию достаточно высокой текучести шихты не происходит расслоения магнитопласта в процессе прессования благодаря достаточно высокой пластичности полимернойоболочки ферромагнитных частиц, что также обеспечивает высокую коррозионную стойкость магнитопласта. Предлагаемый способ осуществляют следующим образом. Берут ферромагнитный порошок сплава 214, находящегося в нанокристаллическом состоянии, частицы которого покрыты полимерной оболочкой из эпоксидной смолы, находящейся в твердом состоянии. Предварительно подогретый до 60-80 С порошок подают в матрицу прессформы с электрообогревом, производят нагрев шихты до температуры 80-100 С. После достижения заданной температуры включают внешнее магнитное поле напряженностью не менее 800 кА/м, затем отключают нагрев матрицы и производят прессование заготовки магнитопласта при давлении 15-150 МПа с целью получения заданной плотности магнитопласта. Охлаждение матрицы производят до 50-60 С в процессе размыкания пресс 2 10784 1 2008.06.30 формы, после чего производят отключение магнитного поля и выталкивание прессовки. Переработка полимерных композиционных материалов может осуществляться в широком диапазоне режимов нагрева и прессования, что способствует получению качественных изделий благодаря наличию инвариантной вязкости относительно режима нагрева примерно до 100 С и слабой зависимости вязкости от скорости нагрева. Пример изготовления анизотропных магнитопластов. По заявленному способу прессовочная шихта состоит из порошка сплава 214 с размером поликристаллических частиц порошка минус 100 мкм, эпоксидной смолы в количестве 12-14 об.и поверхностно-активного вещества олеиновой кислоты в количестве 0,3 вес. . Поликристаллические частицы порошка 214 содержат кристаллы фазы 214 со средним размером 20-50 нм, капсулированные в эпоксидной смоле, находящейся в твердом состоянии. Шихту, предварительно нагретую до 60-80 С, помещают в металлическую матрицу пресс-формы с электрообогревом из немагнитного материала. Нагретую до заданной температуры прессования шихту подвергают воздействию внешнего магнитного поля напряженностью 1250-2400 кА/м, затем отключают нагрев и прессуют в закрытой пресс-форме заготовки магнитопластов нужных размеров (например, диаметр 11,5, высота 9,50,2) при давлении 150 МПа. После размыкания пресс-формы производят обдув ее с целью охлаждения до температуры 50-60 С, при которой выключают магнитное поле, а прессовку выталкивают из пресс-формы. Далее включают обогрев матрицы,в пресс-форму подают новую дозу прессовочной шихты, нагретой до 60-80 С, и цикл прессования повторяют. Продолжительность цикла составляет 0,5 минуты, 0,75 минуты и 1 минуту при температурах прессования соответственно 60, 80 и 100 С. В табл. 1 приведены данные по влиянию температуры прессования на плотность и величину магнитной индукции на полюсах магнитопластов. Скорость нагружения при прессовании и давление прессования были постоянными для всех образцов. Уменьшение плотности магнитопластов происходит при температурах прессования 150 С и выше, т.е. в области температур вязко-пластического состояния эпоксидной матрицы магнитопласта. При этом шихта теряет текучесть, прилипает к стенкам матрицы. При температуре прессования 190 С имеют место расслоения прессовок при давлении прессования 0,5 МПа. Величина магнитной индукции на полюсах магнитопластов, полученных прессованием в интервале температур 150-190 С, заметно снижается (примеры 4 и 5). В случае прессования в магнитном поле при температурах 110-150 С необходимо длительное охлаждение прессовки до температур 50-60 С во избежание разориентации частиц порошка 214 и снижения степени анизотропии магнитопласта при температурах 70-150 С. При этом значительно увеличивается время цикла прессования магнитопласта. Из представленных в табл. 1 данных видно, что прессование анизотропных магнитопластов при температурах 80-100 С, т.е. на 50-70 С ниже температур, соответствующих области вязко-пластичного состояния полимерной матрицы магнитопласта, позволит существенно повысить плотность с 4,4 г/см 3 до 5,2-5,4 г/см 3 и магнитную индукцию на полюсе магнитопласта с 266 до 460 мТл по сравнению с прототипом. Результаты показывают, что только при оптимальных режимах изготовления обеспечивается достижение задачи изобретения. В табл. 2 приведены данные по влиянию дополнительного прессования без внешнего магнитного поля анизотропных заготовок магнитопластов, полученных в результате прессования в магнитном поле напряженностью 1250 кА/м при температуре 150 С, при давлении 150 МПа, на плотность и величину магнитной индукции на полюсах магнитопластов. Дополнительное прессование осуществлялось при температуре 15 С при давлении в диапазоне 600-1200 МПа. Из приведенных в табл. 2 данных видно, что дополнительное прессование методом осадки в закрытой матрице не приводит к повышению магнитной индукции на полюсе магнитопластов. При повторном прессовании плотность магнитопластов повышается, что 3 10784 1 2008.06.30 обуславливает рост магнитной индукции. Однако в процессе уплотнения анизотропной заготовки происходит разориентация частиц ферромагнитной фазы 214, что вызывает снижение магнитных характеристик магнитопласта. При этом указанные два процесса примерно равнозначны по своему влиянию на магнитные свойства изделия. Таким образом, предложенный способ обеспечивает высокий уровень магнитных свойств анизотропных магнитопластов, полученных в процессе однократного прессования в магнитном поле. Предложенный способ может быть механизирован или автоматизирован, может быть использован для изготовления широкого ассортимента магнитопластов из порошков феррита стронция, феррита бария, сплавов редкоземельных элементов. Таблица 1 п/п Магнитная индукция на полюсе магнита, мТл Первое прессование Магнитная индук п/п Плотность,ция на полюсе г/см 3 магнита, мТл 1 2 3 4 Второе прессование Давление прессования,МПа Магнитная индукПлотность, ция на полюсе г/см 3 магнита, мТл Источники информации 1. Березкин В.М., Фролов О.К., Лемешко О.В., Цирков А.И., Игнашенко В.И. Композиционные материалы для постоянных магнитов на основе порошков 5 с полимерными связками // Электронная техника. - 1980. - Сер. 6. - Вып. . - С. 3-8. 2. Заявка 60-12708, МПК Р 01 1/113, С 08 31/00, 1985. 3. Заявка 2202001, МПК 501 1/08, С 22 С 38/00, 1990. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B22F 3/02, H01F 1/032
Метки: nd2fe14b, смолы, магнитопласта, изготовления, сплава, эпоксидной, порошка, способ, анизотропного
Код ссылки
<a href="https://by.patents.su/4-10784-sposob-izgotovleniya-anizotropnogo-magnitoplasta-iz-poroshka-splava-nd2fe14b-i-epoksidnojj-smoly.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления анизотропного магнитопласта из порошка сплава Nd2Fe14B и эпоксидной смолы</a>
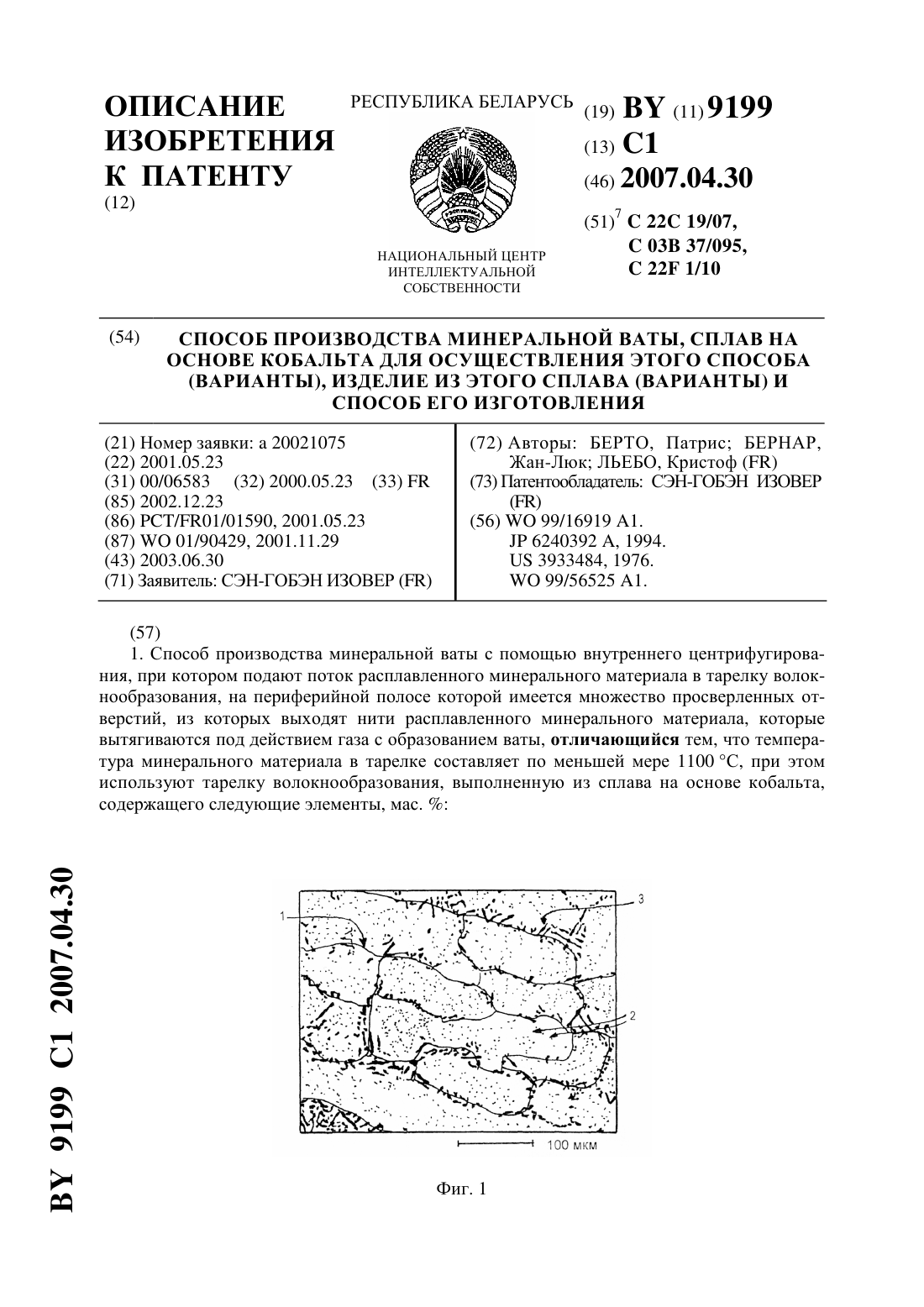
Способ производства минеральной ваты, сплав на основе кобальта для осуществления этого способа (варианты), изделие из этого сплава (варианты) и способ его изготовления
Номер патента: 9199
Опубликовано: 30.04.2007
Авторы: БЕРНАР, Жан-Люк, ЛЬЕБО, Кристоф, БЕРТО, Патрис
МПК: C03B 37/095, C22C 19/07, C22F 1/10...
Метки: кобальта, производства, сплава, основе, этого, способа, способ, изготовления, ваты, варианты, сплав, минеральной, осуществления, изделие
Текст:
...в стойкость сплава к окислению в таких условиях, так как, частично окисляясь до частиц Та 2 О 5, они образуют на границах зерен кластеры, которые действуют как пробки, препятствующие проникновению окислительной среды внутрь материала. Окислительная среда поддерживается на поверхности инструмента,и в этом случае оказывается, что защитный слой оксида хрома сохраняет хорошую адгезию к базовому сплаву благодаря, по-видимому, образованию Та 2 О 5 в...
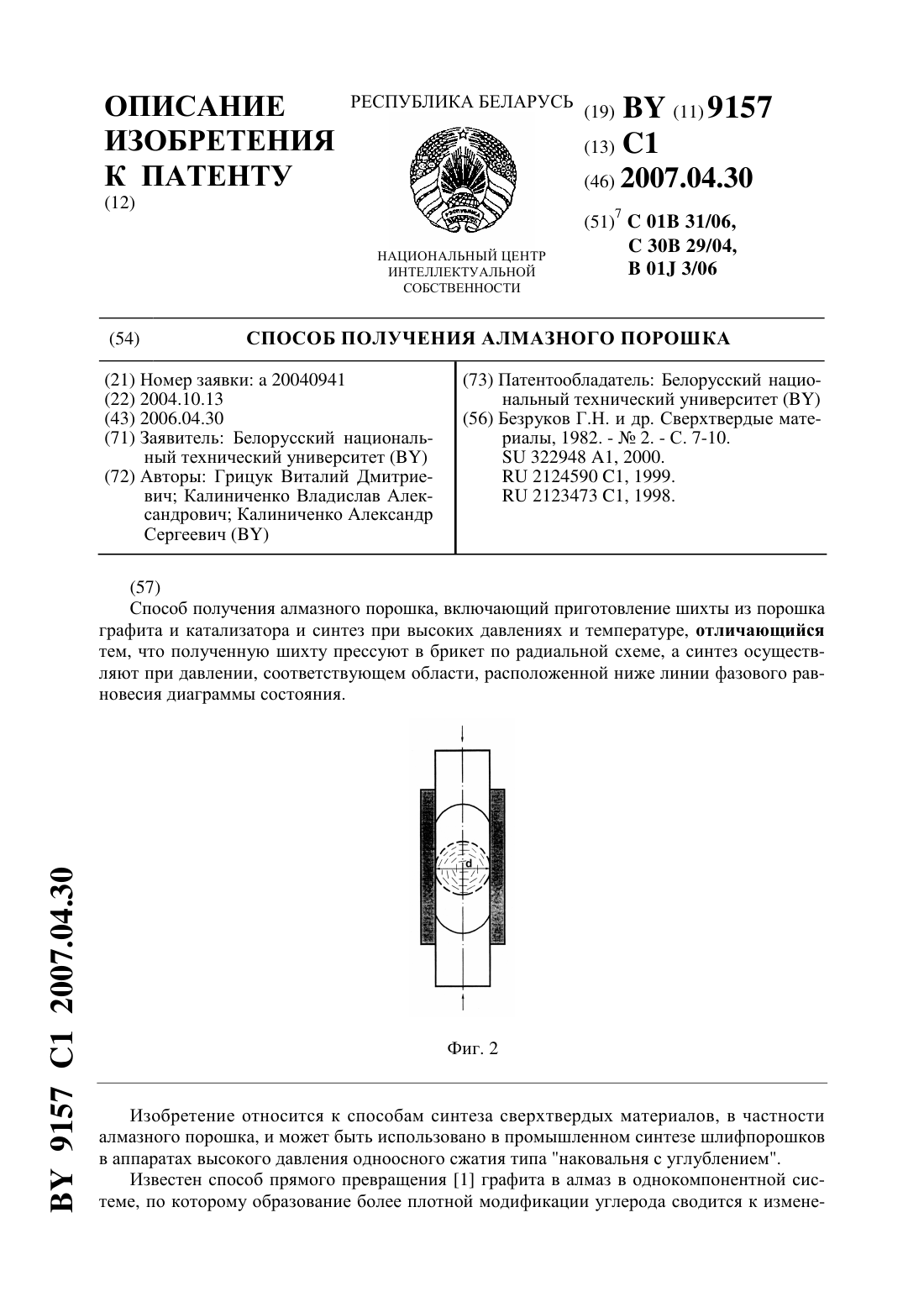
Способ получения алмазного порошка
Номер патента: 9157
Опубликовано: 30.04.2007
Авторы: Грицук Виталий Дмитриевич, Калиниченко Александр Сергеевич, Калиниченко Владислав Александрович
МПК: B01J 3/06, C01B 31/06, C30B 29/04...
Метки: получения, способ, порошка, алмазного
Текст:
...довольно высокой. Задачей изобретения является усовершенствование технологического процесса синтеза алмазных порошков с целью уменьшения его себестоимости за счет снижения термобарических параметров, увеличения срока эксплуатации аппаратуры, повышения выхода синтезируемого продукта. Поставленная задача решается тем, что приготовление шихты из порошка графита и катализатора и синтез при высоких давлениях и температуре, при этом...
Способ регенерации матрицы отработанной основной ионообменной смолы
Номер патента: 3963
Опубликовано: 30.06.2001
Авторы: Родини Давид Йозеф, Пиз Ричард Артур
МПК: B01J 49/00
Метки: отработанной, матрицы, ионообменной, регенерации, способ, основной, смолы
Текст:
...изобретение касается регенерации слабоосновной ионообменной смолы, которая истощается адсорбцией хлорида водорода. В этом процессе пригодны слабоосновные анионообменные смолы, такие какА-21 (, , ), которые несут функциональные группы в виде тритичного амина. Регенерация достигается пропусканием безводного раствора третичного амина, такого как три-нбутиламин в амидном растворителе, обычно ДМАЦ, через колонку с отработанной смолой, которая...
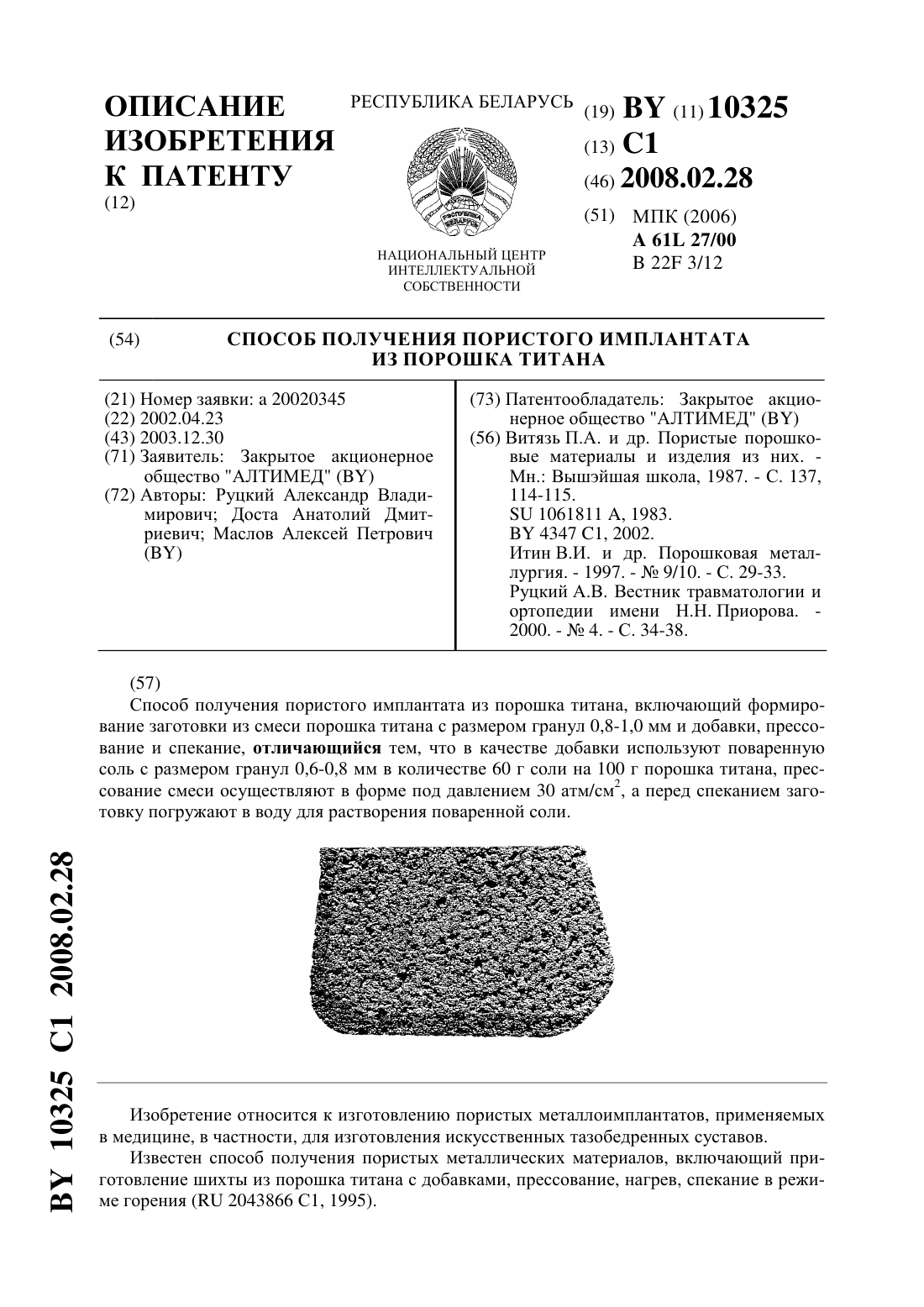
Способ получения пористого имплантата из порошка титана
Номер патента: 10325
Опубликовано: 28.02.2008
Авторы: Доста Анатолий Дмитриевич, Маслов Алексей Петрович, Руцкий Александр Владимирович
МПК: B22F 3/12, A61L 27/00
Метки: имплантата, титана, пористого, способ, порошка, получения
Текст:
...их конфигурацией. В основу заявленного изобретения положена задача создания пористого имплантата из порошка титана с порами требуемого размера и конфигурации, например, типа металлокоралл-стандарт. Поставленная задача достигается следующим образом. Предложен способ получения пористого имплантата из порошка титана, включающий формирование заготовки из смеси порошка титана с размером гранул 0,8-1,0 мм и добавки, прессование и спекание, при этом...
Способ получения канифолетерпеномалеиновой смолы
Номер патента: 672
Опубликовано: 30.06.1995
Авторы: Клюев Ю. П., Клюев А. Ю., Страх А. К., Новиков О. А., Проневич А. Н., Ламоткин А. И., Стромский А. С., Пуят С. С., Эрдман А. А., Шляшинский Р. Г.
МПК: C09F 1/04
Метки: канифолетерпеномалеиновой, способ, смолы, получения
Текст:
...терпентина при нагревании малеиновым ангидридом с последующей отгонкой скипидара, процесс осуществляют при 188-192 С в присутствии катализатора - йодистых алкилов С 1-С 4 в количестве О,03-0,25 от массы терпентина, а малеиновый ангидрид используют в количестве 43,1 мас. от массы терпентина.Нижеследующие примеры иллюстрируют изобретение.100 г терпентина загружают в трехторлую колбу, снабженную мешалкой, обратным холоднльником и...
Предыдущий патент: Устройство для мойки плодов или овощей, или корнеклубнеплодов
Следующий патент: Способ проходки вертикального шахтного ствола
Случайный патент: Способ изготовления паркетной доски