Кузов полувагона
Номер патента: U 7719
Опубликовано: 30.10.2011
Авторы: Кякк Кирилл Вальтерович, Хилов Иван Андреевич, Афанасьев Александр Евгеньевич
Текст
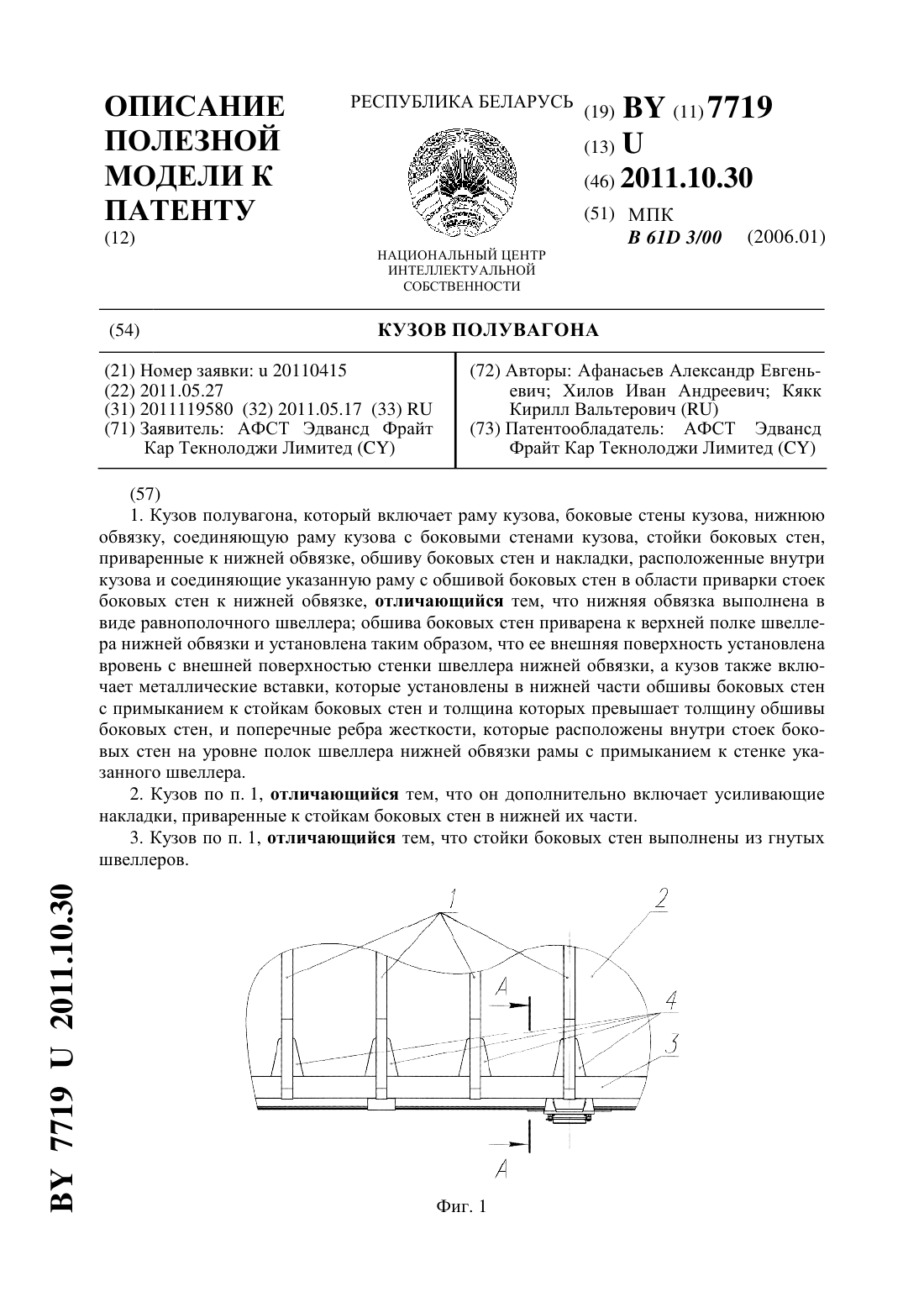
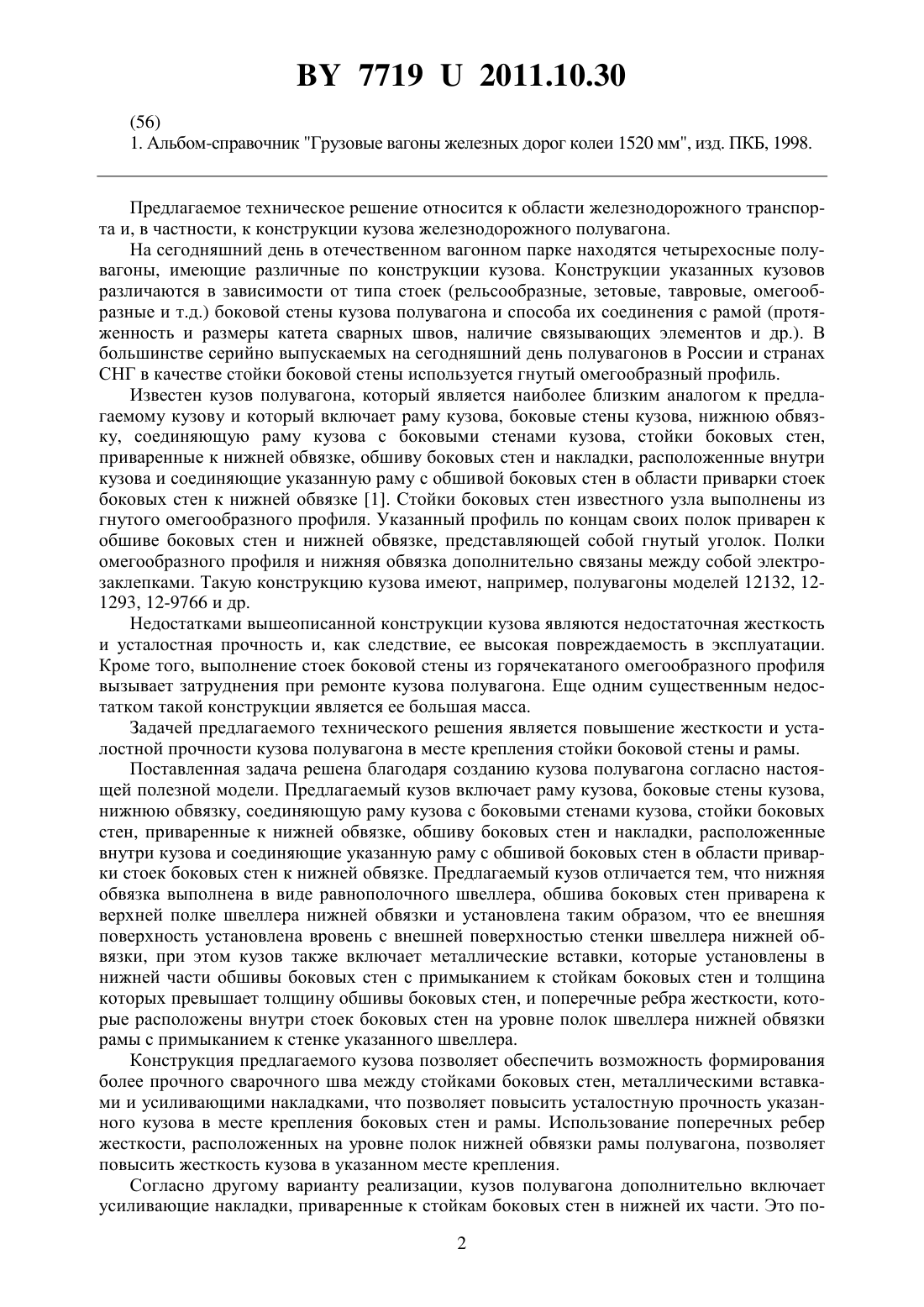
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель АФСТ Эдвансд Фрайт Кар Текнолоджи Лимитед(72) Авторы Афанасьев Александр Евгеньевич Хилов Иван Андреевич Кякк Кирилл Вальтерович(73) Патентообладатель АФСТ Эдвансд Фрайт Кар Текнолоджи Лимитед(57) 1. Кузов полувагона, который включает раму кузова, боковые стены кузова, нижнюю обвязку, соединяющую раму кузова с боковыми стенами кузова, стойки боковых стен,приваренные к нижней обвязке, обшиву боковых стен и накладки, расположенные внутри кузова и соединяющие указанную раму с обшивой боковых стен в области приварки стоек боковых стен к нижней обвязке, отличающийся тем, что нижняя обвязка выполнена в виде равнополочного швеллера обшива боковых стен приварена к верхней полке швеллера нижней обвязки и установлена таким образом, что ее внешняя поверхность установлена вровень с внешней поверхностью стенки швеллера нижней обвязки, а кузов также включает металлические вставки, которые установлены в нижней части обшивы боковых стен с примыканием к стойкам боковых стен и толщина которых превышает толщину обшивы боковых стен, и поперечные ребра жесткости, которые расположены внутри стоек боковых стен на уровне полок швеллера нижней обвязки рамы с примыканием к стенке указанного швеллера. 2. Кузов по п. 1, отличающийся тем, что он дополнительно включает усиливающие накладки, приваренные к стойкам боковых стен в нижней их части. 3. Кузов по п. 1, отличающийся тем, что стойки боковых стен выполнены из гнутых швеллеров.(56) 1. Альбом-справочник Грузовые вагоны железных дорог колеи 1520 мм, изд. ПКБ, 1998. Предлагаемое техническое решение относится к области железнодорожного транспорта и, в частности, к конструкции кузова железнодорожного полувагона. На сегодняшний день в отечественном вагонном парке находятся четырехосные полувагоны, имеющие различные по конструкции кузова. Конструкции указанных кузовов различаются в зависимости от типа стоек (рельсообразные, зетовые, тавровые, омегообразные и т.д.) боковой стены кузова полувагона и способа их соединения с рамой (протяженность и размеры катета сварных швов, наличие связывающих элементов и др.). В большинстве серийно выпускаемых на сегодняшний день полувагонов в России и странах СНГ в качестве стойки боковой стены используется гнутый омегообразный профиль. Известен кузов полувагона, который является наиболее близким аналогом к предлагаемому кузову и который включает раму кузова, боковые стены кузова, нижнюю обвязку, соединяющую раму кузова с боковыми стенами кузова, стойки боковых стен,приваренные к нижней обвязке, обшиву боковых стен и накладки, расположенные внутри кузова и соединяющие указанную раму с обшивой боковых стен в области приварки стоек боковых стен к нижней обвязке 1. Стойки боковых стен известного узла выполнены из гнутого омегообразного профиля. Указанный профиль по концам своих полок приварен к обшиве боковых стен и нижней обвязке, представляющей собой гнутый уголок. Полки омегообразного профиля и нижняя обвязка дополнительно связаны между собой электрозаклепками. Такую конструкцию кузова имеют, например, полувагоны моделей 12132, 121293, 12-9766 и др. Недостатками вышеописанной конструкции кузова являются недостаточная жесткость и усталостная прочность и, как следствие, ее высокая повреждаемость в эксплуатации. Кроме того, выполнение стоек боковой стены из горячекатаного омегообразного профиля вызывает затруднения при ремонте кузова полувагона. Еще одним существенным недостатком такой конструкции является ее большая масса. Задачей предлагаемого технического решения является повышение жесткости и усталостной прочности кузова полувагона в месте крепления стойки боковой стены и рамы. Поставленная задача решена благодаря созданию кузова полувагона согласно настоящей полезной модели. Предлагаемый кузов включает раму кузова, боковые стены кузова,нижнюю обвязку, соединяющую раму кузова с боковыми стенами кузова, стойки боковых стен, приваренные к нижней обвязке, обшиву боковых стен и накладки, расположенные внутри кузова и соединяющие указанную раму с обшивой боковых стен в области приварки стоек боковых стен к нижней обвязке. Предлагаемый кузов отличается тем, что нижняя обвязка выполнена в виде равнополочного швеллера, обшива боковых стен приварена к верхней полке швеллера нижней обвязки и установлена таким образом, что ее внешняя поверхность установлена вровень с внешней поверхностью стенки швеллера нижней обвязки, при этом кузов также включает металлические вставки, которые установлены в нижней части обшивы боковых стен с примыканием к стойкам боковых стен и толщина которых превышает толщину обшивы боковых стен, и поперечные ребра жесткости, которые расположены внутри стоек боковых стен на уровне полок швеллера нижней обвязки рамы с примыканием к стенке указанного швеллера. Конструкция предлагаемого кузова позволяет обеспечить возможность формирования более прочного сварочного шва между стойками боковых стен, металлическими вставками и усиливающими накладками, что позволяет повысить усталостную прочность указанного кузова в месте крепления боковых стен и рамы. Использование поперечных ребер жесткости, расположенных на уровне полок нижней обвязки рамы полувагона, позволяет повысить жесткость кузова в указанном месте крепления. Согласно другому варианту реализации, кузов полувагона дополнительно включает усиливающие накладки, приваренные к стойкам боковых стен в нижней их части. Это по 2 77192011.10.30 зволяет усилить нижнюю часть стоек боковых стен, являющуюся зоной максимальных напряжений. Согласно другому варианту реализации, стойки боковых стен выполнены из гнутых швеллеров. Использование гнутых швеллеров, площадь сечения которых меньше площади сечения гнутых омегообразных швеллеров, позволяет снизить массу кузова, а также упростить и ускорить ремонт указанного кузова. Далее будет подробно описан предпочтительный вариант реализации заявляемого технического решения со ссылками на чертежи, на которых фиг. 1 показывает часть боковой стены полувагона фиг. 2 показывает разрез по линии -, показанной на фиг. 1 фиг. 3 показывает разрез по линии Б-Б, показанной на фиг. 2. Как видно из фиг. 1-3, предпочтительный вариант реализации предлагаемого кузова включает раму кузова (на фигурах не показана), вертикальные стойки 1 боковых стен, выполненные из стандартных гнутых швеллеров, обшиву 2 боковых стен, нижнюю обвязку 3, выполненную из равнополочного швеллера, металлические вставки 4, накладки 5, усиливающие накладки 6 и два поперечных ребра 7 жесткости, размещенных в каждой стойке 1 на уровне полок швеллера обвязки 3. Стойки 1 приварены к обшиве 2 и нижней обвязке 3. К верхней полке швеллера обвязки 3 приварен лист обшивы 2 таким образом, что внешняя поверхность обшивы 2 расположена вровень с внешней поверхностью стенки швеллера нижней обвязки 3. Металлические вставки 4 размещены в нижней части обшивы 2 и примыкают к стойкам 1, а их толщина больше толщины обшивы 2. Накладки 5 размещены с внутренней стороны кузова полувагона и соединяют промежуточные балки рамы полувагона (на фигурах не показаны) с металлической вставкой 4 в области приварки к ней стоек 1. Усиливающие накладки 6 приварены снаружи кузова полувагона на стойках 1 в нижней части в зоне максимальных напряжений. Накладки 5 имеют три поверхности наклонную поверхность, которая соединяет металлическую вставку 4 и поперечную балку 8 рамы, и две вертикальные треугольные поверхности, которые соединяют поперечные балки 8 с наклонной частью накладки 5. Использование вставок 4 повышенной толщины позволяет обеспечить возможность формирования более прочного сварного шва между стойкой 1, вставкой 4 и накладкой 5 и повысить усталостную прочность кузова в узле крепления боковой стены и рамы. Использование ребер жесткости 4 также позволяет повысить жесткость кузова. Кроме того, использование для производства стоек 1 стандартных гнутых швеллеров, имеющих небольшую площадь сечения, позволяет снизить массу кузова полувагона, а также упростить и ускорить ремонт указанного кузова. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B61D 3/00
Метки: полувагона, кузов
Код ссылки
<a href="https://by.patents.su/3-u7719-kuzov-poluvagona.html" rel="bookmark" title="База патентов Беларуси">Кузов полувагона</a>
Стена торцевая кузова полувагона
Номер патента: U 3566
Опубликовано: 30.06.2007
Авторы: Сенько Вениамин Иванович, Чернин Игорь Леонидович, Путято Артур Владимирович, Пигунов Анатолий Владимирович
МПК: B61D 3/00, B61D 17/00
Метки: кузова, стена, полувагона, торцевая
Текст:
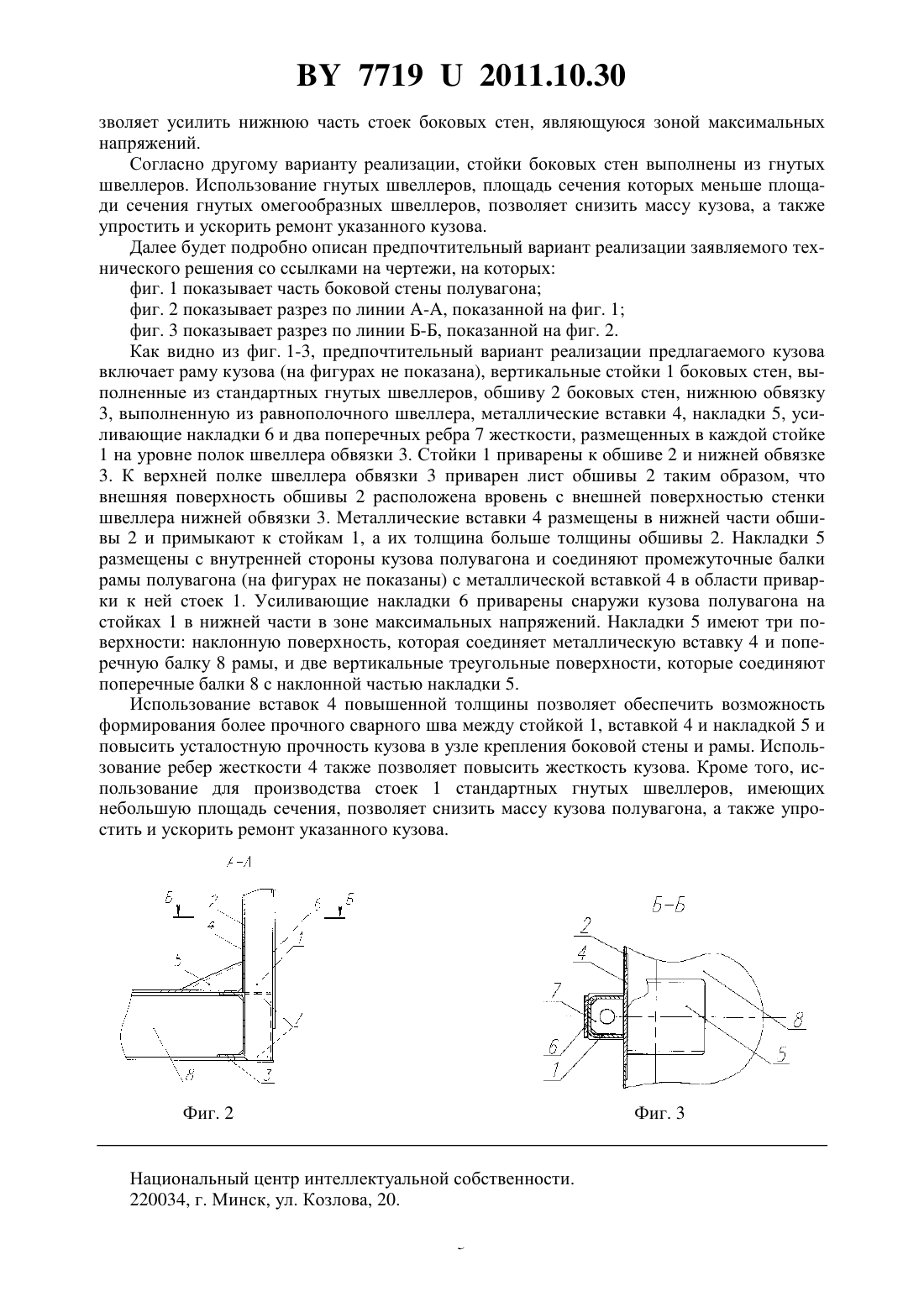
...в средней части стены, расположенные симметрично относительно вертикальной оси последней. Горизонтальные элементы жесткости и листовая обшивка торцевой стены соединены жестко при помощи электросварки с боковыми стенами кузова, каждая их которых в концевой части усилена гладким листом и подкрепляющим прокатным профилем в виде швеллера (угловые стойки кузова полувагона). Недостатками отмеченной сплошной торцевой стены кузова полувагона...
Торцевая стена полувагона
Номер патента: U 7614
Опубликовано: 30.10.2011
Авторы: Кякк Кирилл Вальтерович, Хилов Иван Андреевич, Афанасьев Александр Евгеньевич
МПК: B61D 17/06
Метки: торцевая, стена, полувагона
Текст:
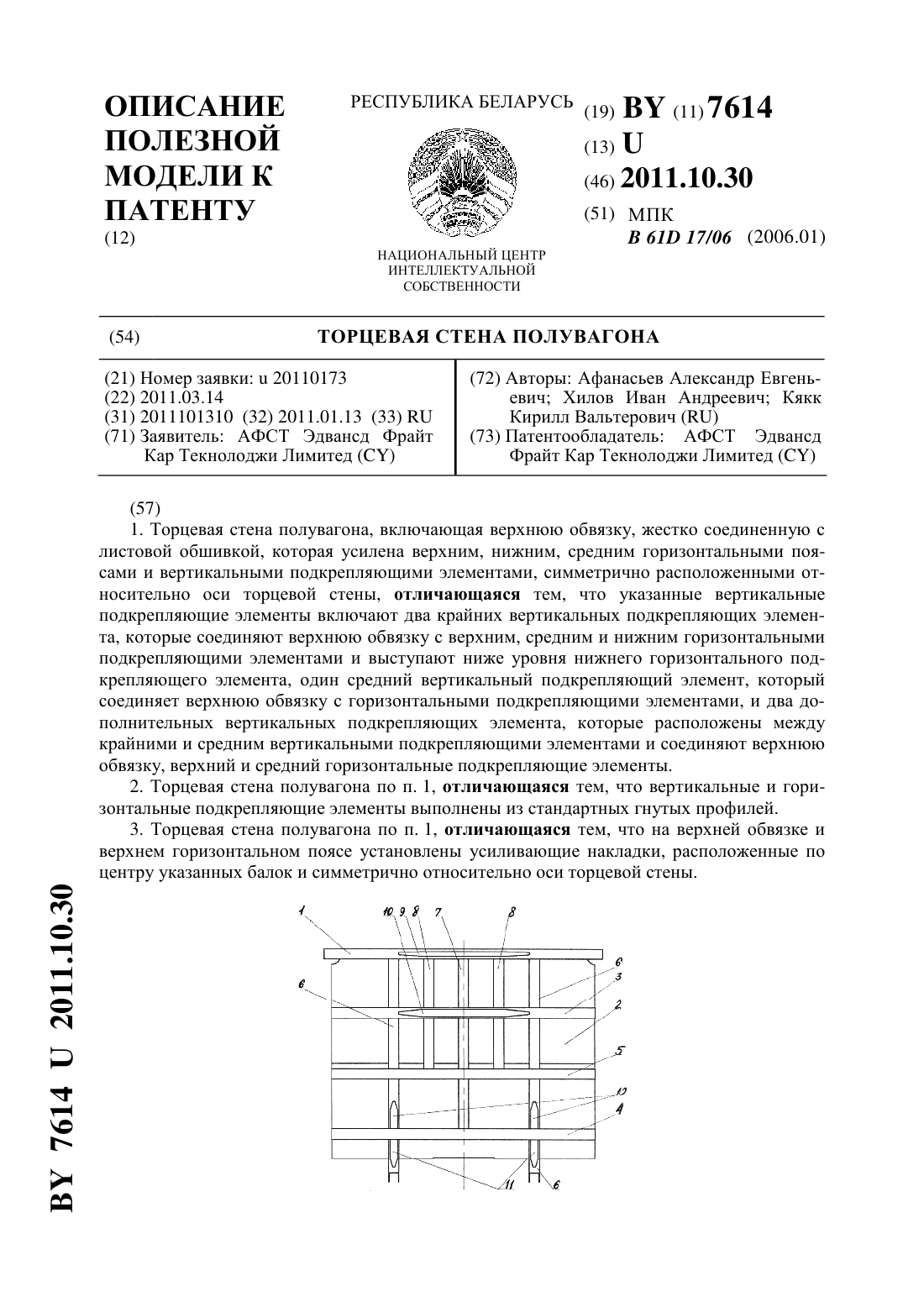
...с листовой обшивкой, которая усилена верхним, нижним, средним горизонтальными поясами и вертикальными подкрепляющими элементами, симметрично расположенными относительно оси торцевой стены. Указанная торцевая стена полувагона отличается тем, что указанные вертикальные подкрепляющие элементы включают два крайних вертикальных подкрепляющих элемента, которые соединяют верхнюю обвязку с верхним, средним и нижним горизонтальными подкрепляющими...
Устройство верхнего запора торцевой двери полувагона
Номер патента: U 1663
Опубликовано: 30.12.2004
Авторы: Сенько Вениамин Иванович, Чернин Игорь Леонидович, Свириденко Валерий Викторович, Белогуб Виктор Владимирович, Пигунов Анатолий Владимирович
МПК: B61D 17/00, B61D 3/00, B61D 19/00...
Метки: двери, торцевой, запора, полувагона, верхнего, устройство
Текст:
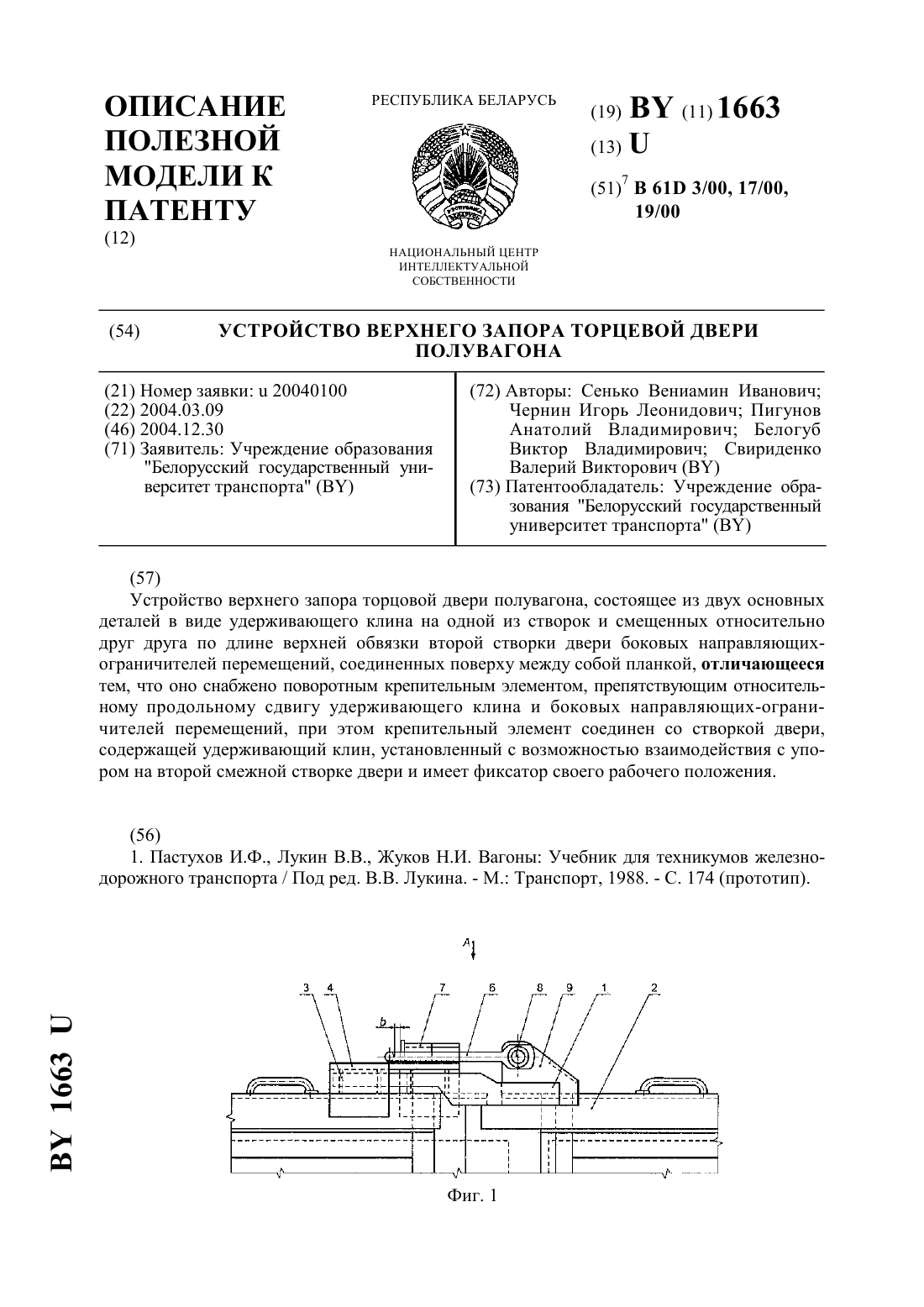
...нагрузки от насыпного груза, потери его при перевозках, излому запорного (удерживающего) клина,создает реальную угрозу для безопасности движения поездов на железнодорожном транспорте. Задачей заявляемого технического решения является повышение надежности закрытия двери и предупреждение повреждения запорного устройства при эксплуатации полувагона, а также незначительные затраты на усиление верхних запоров эксплуатируемых полувагонов с...
Кузов крытого вагона-хоппера

Номер патента: U 7734
Опубликовано: 30.10.2011
Авторы: Почиталов Юрий Владимирович, Гуськов Владимир Иванович, Кононенко Александр Сергеевич
МПК: B61D 7/00
Метки: вагона-хоппера, кузов, крытого
Текст:
...бункеры, снабженные внутренними разгрузочными люками с крышками, крышу, снабженную верхними загрузочными люками с крышками, причем прямоугольный проем в свету каждого загрузочного люка имеет ширину , измеряемую параллельно торцевой стене кузова, и длину , измеряемую параллельно боковой стене кузова, при этом отношение шириныпроема каждого загрузочного люка (15) в свету к максимальной шириневагона находится в пределах/0,230,40, а отношение...
Узел для соединения верхних обвязок боковой и торцевой стен кузова железнодорожного грузового вагона (варианты)
Номер патента: U 7676
Опубликовано: 30.10.2011
Авторы: Федоров Сергей Александрович, Афанасьев Александр Евгеньевич, Хилов Иван Андреевич
МПК: B61D 17/00
Метки: верхних, стен, узел, железнодорожного, варианты, обвязок, боковой, вагона, торцевой, грузового, соединения, кузова
Текст:
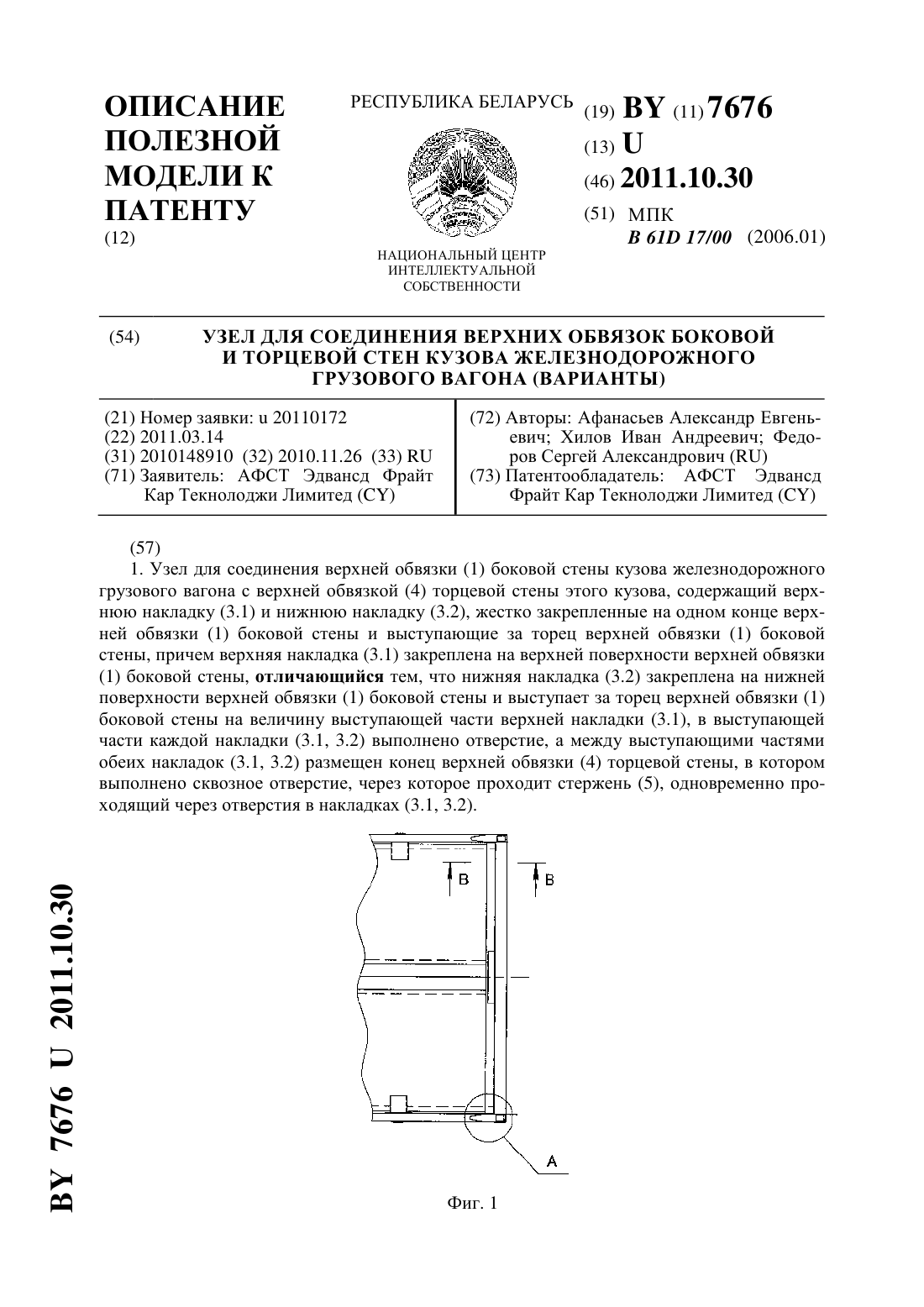
...скобой или изогнутой пластиной, прикрепленной сверху к верхней поверхности верхней обвязки боковой стены. Таким образом стержень защищен от выпадения. Накладки, жестко приваренные сверху и снизу к верхней обвязке боковой стены, размещены параллельно друг другу или обращены друг к другу и служат для передачи усилий от нее на верхнюю обвязку торцевой стены через стержень. Еще в одном варианте реализации полезной модели предлагаемый узел...
Предыдущий патент: Бутылка
Следующий патент: Эжекционный ускоритель потока текучей среды
Случайный патент: Способ диагностики угрозы прерывания беременности сроком 12 недель и более