Вакуумформа для изготовления изделий из полимерных материалов
Номер патента: U 7252
Опубликовано: 30.04.2011
Авторы: Комаров Александр Иванович, Комарова Валентина Иосифовна, Завадский Николай Иванович, Витязь Петр Александрович, Спицын Александр Афанасьевич

Текст
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ВАКУУМ-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ(71) Заявители Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси Закрытое акционерное общество Атлант(72) Авторы Витязь Петр Александрович Комаров Александр Иванович Комарова Валентина Иосифовна Спицын Александр Афанасьевич Завадский Николай Иванович(73) Патентообладатели Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси Закрытое акционерное общество Атлант(57) Вакуум-форма для изготовления изделий из полимерных материалов, содержащая полый пуансон, изготовленный из алюминиевого сплава, на поверхности которого выполнены отверстия для связи полости пуансона с системой вакуумирования, и подвижные вставки, взаимодействующие с пуансоном, отличающаяся тем, что подвижные вставки изготовлены из алюминиевого сплава, при этом на контактирующие поверхности пуансона и/или вставок микродуговым оксидированием нанесен керамический слой толщиной 50-100 мкм.(56) 1.2271276 С 1, 2006. 2.2327564 С 1, 2008. 3. Машина для вакуумного формования. Техническое руководство по эксплуатации 22,5.8.7 М-1-14.05.04. Фирма .,24040, . Полезная модель относится к вакуумной формовке полимерных материалов и может быть использована для изготовления корпусов бытовой техники, изделий машиностроения, химической, легкой промышленности, изделий санитарно-гигиенического назначения и т.д. 72522011.04.30 Известна пресс-форма для изготовления формованного изделия 1. Пресс-форма имеет узел, содержащий, по меньшей мере, две взаимно перемещаемые секции пресс-формы,образующие шов. На поверхность узла пресс-формы нанесена полиуретановая смесь для формования оболочки, прилегающей к указанной поверхности пресс-формы. Взаимно перемещаемые секции позволяют извлекать отформованное изделие из пресс-формы. Узел пресс-формы дополнительно содержит съемный гибкий вкладыш, изготовленный из эластичного материала, который устанавливают на секциях пресс-формы для прикрытия, по меньшей мере, частично указанного шва таким образом, что на передней поверхности отформованного изделия не остается следов шва. Недостатками известного способа являются высокая трудоемкость изготовления пресс-форм и энергоемкость процесса формовки. Известен способ изготовления матрицы для формовки изделий из полимерных материалов вакуумным методом 2. Согласно предлагаемому способу, первая часть матрицы делается по шаблону, на который наносятся несколько слоев из стеклоткани, пропитанной эпоксидной смолой. После высыхания в полученной части матрицы по всей площади ее поверхности насквозь сверлят отверстия, предназначенные для последующей вакуумной формовки. Внутренняя форма второй части матрицы изготавливается на основе внутренней стороны первой части матрицы. На первую часть матрицы после обработки ее смазкой выкладываются и фиксируются поверх вакуумных отверстий соединенные между собой дорожки из гибкого материала, предварительно обработанные смазкой. Они образуют вакуумные каналы во второй внутренней части матрицы, а в месте их пересечения выход для подключения к вакуумной системе, через который осуществляется вакуумная формовка. После этого наносят несколько слоев стеклоткани, пропитанной эпоксидной смолой. После ее затвердения сформованную вторую часть матрицы отделяют от первой,удаляют использованный гибкий материал, обезжиривают обе половины матрицы и склеивают их между собой эпоксидной смолой. Недостатками изготовленной таким образом матрицы являются ее плохая теплопроводность и невозможность формовки изделий с поднутрением. Ближайшим аналогом предлагаемой полезной модели является вакуум-форма для формовки изделий из полимерных материалов 3. Форма изготавливается из алюминиевого сплава и содержит подвижные вставки из бериллиевой бронзы, что позволяет осуществлять формовку изделий с поднутрением. Форма имеет систему темперирования,обладает высокой теплопроводностью, что дает возможность использовать ее в серийном производстве изделий из полимерных материалов. Однако применение бронзы удорожает вакуум-форму и не обеспечивает ее высокого ресурса работы вследствие низких антифрикционных свойств пары бронза - алюминий. Кроме того, бериллиевая бронза относится к токсичным материалам. Задачей настоящего технического решения является повышение ресурса работы и надежности вакуум-форм, а также снижение их стоимости и улучшение экологичности. Решение поставленной задачи достигается в вакуум-форме, содержащей пуансон, изготовленный из алюминиевого сплава, и подвижные вставки, причем, согласно техническому решению, подвижные вставки также изготовлены из алюминиевого сплава, а контактирующие поверхности пуансона и/или вставок покрыты керамическим слоем толщиной 50-100 мкм. Керамический слой, нанесенный микродуговым оксидированием, повышает износостойкость, надежность и экологичность вакуум-формы, что в свою очередь обеспечивает снижение стоимости вакуум-формы. Толщина керамического слоя является рациональной. При ее значении менее 50 мкм не обеспечивается достаточный уровень прочности поверхности. Толщина более 100 мкм экономически нецелесообразна. Конструкция полезной модели поясняется фигурой. Вакуум-форма содержит основание 1, пуансон 2, изготовленный из алюминия, и подвижные вставки 3, также изготовлен 2 72522011.04.30 ные из алюминия. На поверхности пуансона 2, контактирующей с подвижными вставками 3, имеется керамический слой 4. Слой 4 может быть нанесен также на поверхность вставок 3 или как на пуансон 2, так и на вставки 3. Пуансон имеет внутреннюю полость 5 и по всей поверхности содержит сквозные отверстия диаметром менее 1 мм (не показаны). Вакуум-форма работает следующим образом. Разогретый лист полимерного материала закрепляется в раме (не показаны), размещенной над пуансоном 2. Пуансон 2 с подвижными вставками 3 движется вверх, в результате чего размягченный полимерный лист облегает пуансон 2 со вставками 3, повторяя их форму. Затем производится откачка воздуха из внутренней полости 5 пуансона 2, что создает перепад давления. Это обеспечивает более плотное прилегание полимерного листа к пуансону 2 и вставкам 3. После выдержки,необходимой для затвердевания сформованного полимерного листа, пуансон 2 движется вниз, а подвижные вставки 3 совершают небольшое перемещение вверх по керамическому слою пуансона 2, обеспечивая отделение от пуансона 2 отформованного полимерного изделия. Для оценки эффективности предлагаемой полезной модели были проведены сравнительные триботехнические испытания материалов, используемых в работе для изготовления подвижных вставок. Фрикционные испытания выполняли по схеме возвратнопоступательного перемещения контртела относительно образца в режиме трения без смазочных материалов при давлении 0,3 МПа, скорости скольжения 0,06 м/с, что соответствовало режимам эксплуатации сопряжений технологического оборудования для изготовления изделий из пластмасс. Результаты испытаний представлены в таблице. Исследуемая пара Бронза (образец) Сплав Д 16 (контртело) Сплав Д 16 (образец) Керамическое покрытие (контртело) Как следует из приведенных данных, формирование керамического слоя на поверхности трения контртела из алюминиевого сплава приводит к существенному снижению износа материалов исследуемой пары и, следовательно, ресурса работы вакуум-формы. Кроме того, она отвечает требованиям экологичности. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B29C 51/30
Метки: вакуумформа, материалов, полимерных, изделий, изготовления
Код ссылки
<a href="https://by.patents.su/3-u7252-vakuumforma-dlya-izgotovleniya-izdelijj-iz-polimernyh-materialov.html" rel="bookmark" title="База патентов Беларуси">Вакуумформа для изготовления изделий из полимерных материалов</a>
Пресс-форма для изготовления из полимерных материалов изделий с отверстиями
Номер патента: U 4149
Опубликовано: 28.02.2008
Авторы: Калинка Анна Николаевна, Пушница Анатолий Анатольевич, Ставров Василий Петрович, Кошикевич Евгений Михайлович
МПК: B29C 43/00
Метки: полимерных, пресс-форма, изделий, материалов, изготовления, отверстиями
Текст:
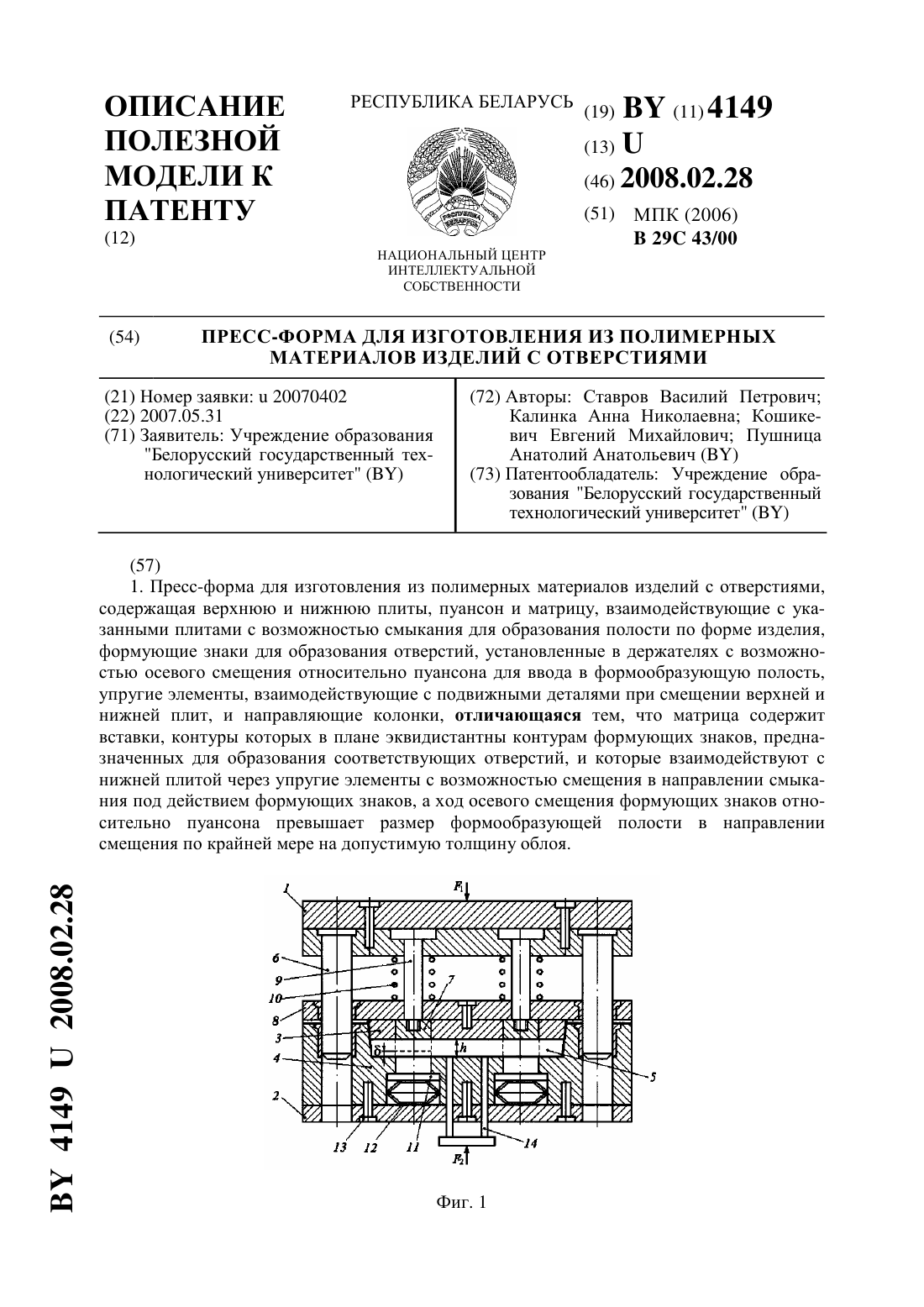
...крайнем положении планка связывает пуансон со знаками, а во втором - не препятствует скольжению держателей относительно пуансона, при этом планки связаны с механизмами перемещения из первого крайнего положения во второе в положении пуансона, соответствующем замкнутой формообразующей полости. Для перемещения затворов пресс-форма снабжена кривошипом, установленным с возможностью перемещения в плоскости, параллельной оси колонок и проходящей...
Способ изготовления изделий из полимерных термопластичных материалов
Номер патента: 11421
Опубликовано: 30.12.2008
Авторы: Овчинников Евгений Витальевич, Лиопо Валерий Александрович, Белый Леонид Степанович, Авдейчик Сергей Валентинович, Струк Василий Александрович, Костюкович Геннадий Александрович, Кравченко Виктор Иванович
Метки: изготовления, материалов, полимерных, термопластичных, изделий, способ
Текст:
...в качестве наполнителя используют дисперсные частицы слоистых или каркасных силикатов, выбранных из группы, включающей тальк, монтмориллонит,слюду, цеолит, глинистые минералы и их смеси. Дисперсные частицы слоистых или каркасных силикатов предварительно обрабатывают пластификатором матричного полимерав соотношении 1 (1-5). Перед смешением с наполнителем гранулы матричного полимера перерабатывают в стренги, которые подвергают одноосной...
Литьевая форма для изготовления изделий из вспененных полимеров ( варианты )
Номер патента: U 2581
Опубликовано: 30.04.2006
Авторы: Выдумчик Сергей Васильевич, Ксенофонтов Михаил Александрович, Хатенко Александр Сергеевич
МПК: B29C 39/26, B29C 44/58
Метки: форма, литьевая, изделий, вспененных, полимеров, варианты, изготовления
Текст:
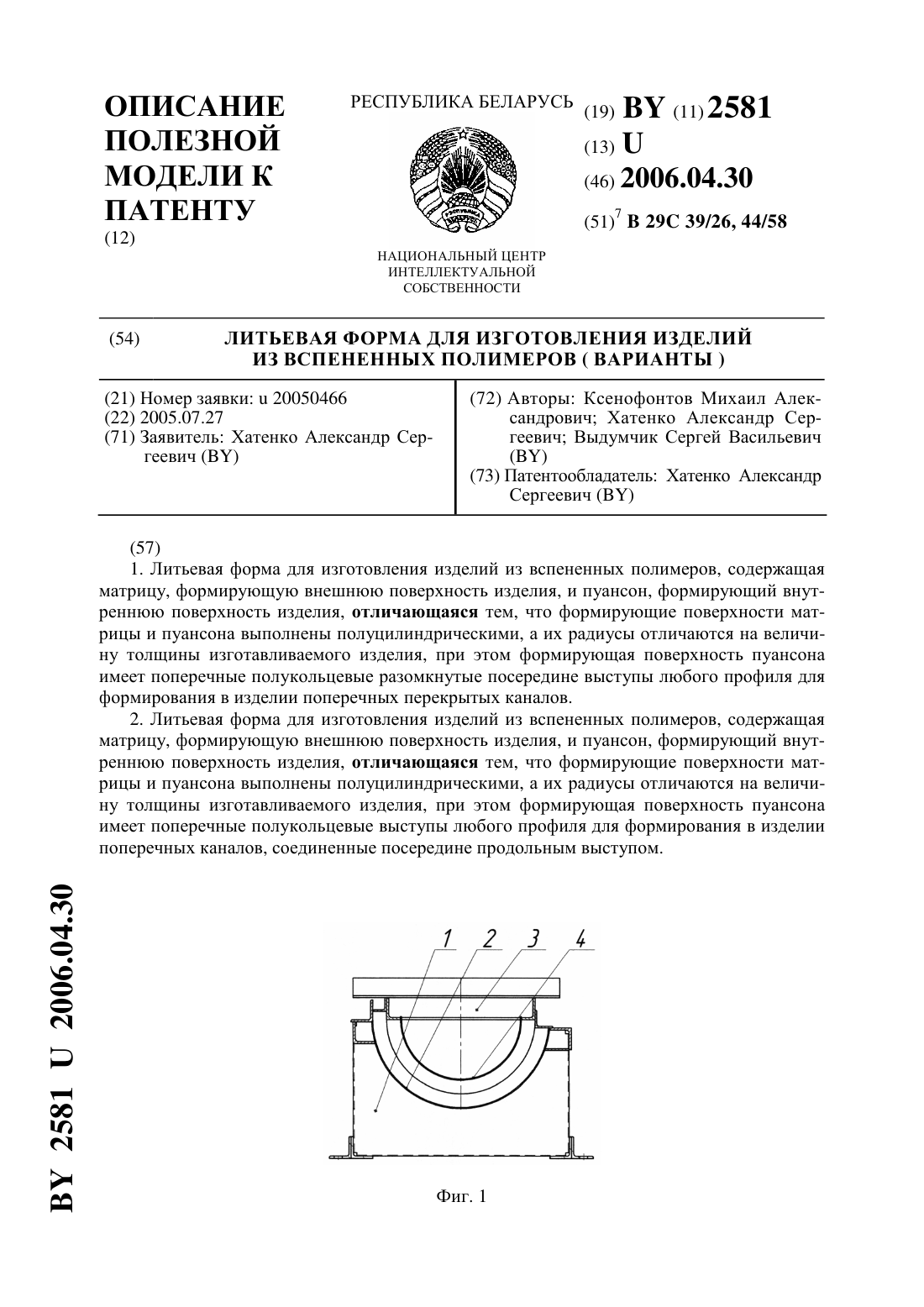
...выполнены полуцилиндрическими, а их радиусы отличаются на величину толщины изготавливаемого изделия, при этом формирующая поверхность пуансона имеет поперечные полукольцевые выступы любого профиля для формирования в изделии поперечных каналов, соединенные посередине продольным выступом. Выполнение формирующей поверхности пуансона по первому и второму вариантам позволяет сформировать каналы на внутренних поверхностях полуцилиндров...
Устройство для изготовления погонажных изделий

Номер патента: U 2463
Опубликовано: 28.02.2006
Авторы: Екименко Николай Александрович, Крюкова Наталья Федоровна, Терешко Юрий Демьянович, Колдаева Светлана Николаевна, Колдаев Олег Юрьевич, Екименко Алексей Николаевич
МПК: B29N 3/00
Метки: погонажных, изделий, изготовления, устройство
Текст:
...ориентации частиц в процессе прессования, в результате чего прочность изделия в направлении прессования очень низкая. Кроме того, загрузочный механизм в известном устройстве неудобен ввиду своей громоздкости и, кроме того, он не обеспечивает равномерного распределения пресс-массы по всему сечению формующего канала, что ухудшает физикомеханические свойства изделий. Задача полезной модели - улучшение физико-механических свойств изделия....
Пресс-форма для изготовления алмазоабразивного инструмента
Номер патента: U 4681
Опубликовано: 30.10.2008
Автор: Кузей Анатолий Михайлович
МПК: B24D 18/00, B24D 3/04
Метки: изготовления, инструмента, пресс-форма, алмазоабразивного
Текст:
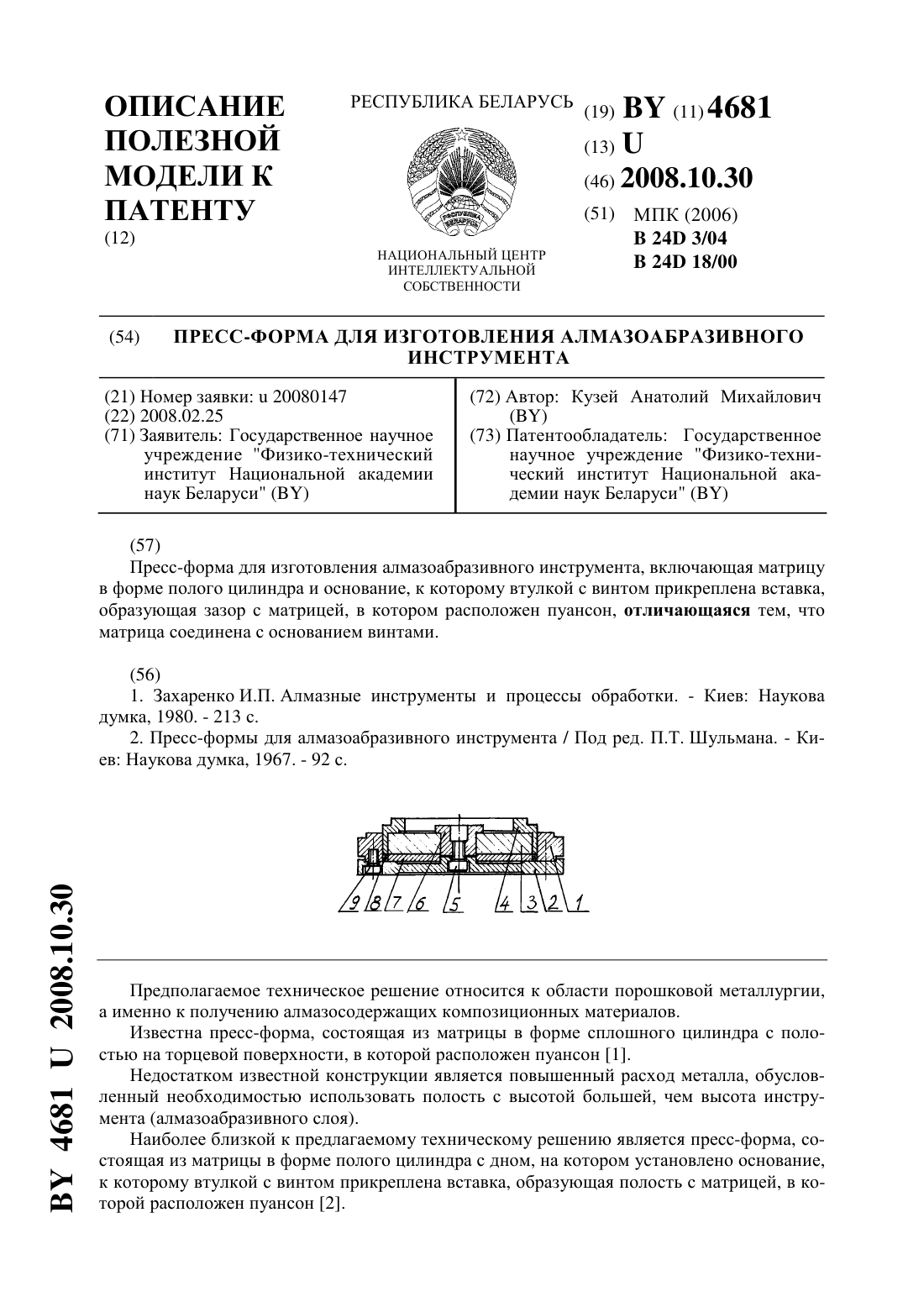
...цилиндра и основания, к которому втулкой с винтом прикреплена вставка, образующая зазор с корпусом, в котором расположен пуансон, матрица соединена с основанием винтами. Такая конструкция пресс-формы для изготовления алмазоабразивного инструмента обеспечивает снижение площадей изнашиваемых поверхностей, так как при извлечении алмазоабразивного инструмента не требуется выталкивать его по всей длине вставки. Полезная модель поясняется чертежом...