Устройство для изготовления погонажных изделий
Номер патента: U 2463
Опубликовано: 28.02.2006
Авторы: Колдаева Светлана Николаевна, Екименко Николай Александрович, Крюкова Наталья Федоровна, Колдаев Олег Юрьевич, Терешко Юрий Демьянович, Екименко Алексей Николаевич

Текст
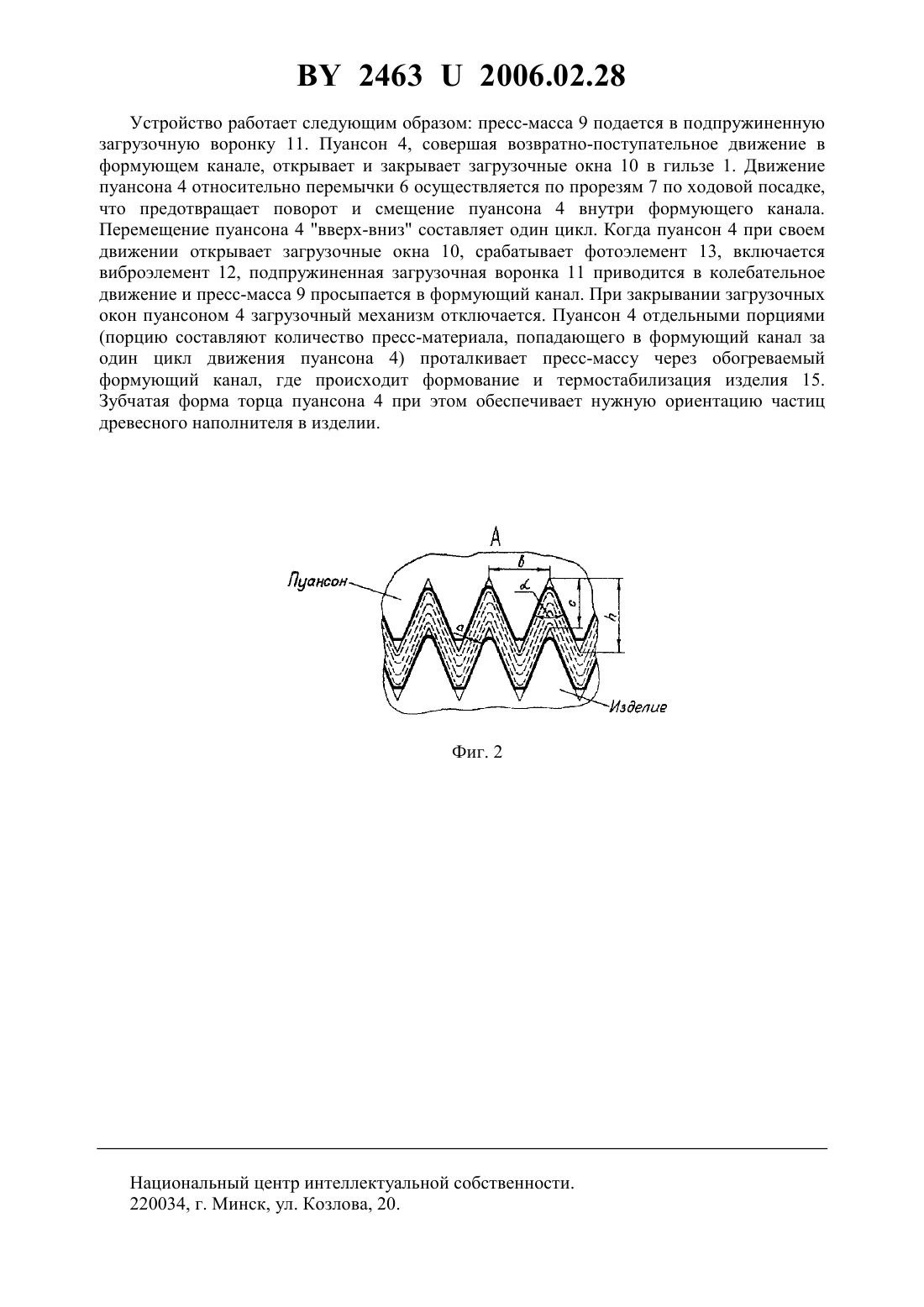
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОГОНАЖНЫХ ИЗДЕЛИЙ(71) Заявитель Учреждение образования Белорусский государственный университет транспорта(72) Авторы Терешко Юрий Демьянович Екименко Алексей Николаевич Колдаева Светлана Николаевна Екименко Николай Александрович Колдаев Олег Юрьевич Крюкова Наталья Федоровна(73) Патентообладатель Учреждение образования Белорусский государственный университет транспорта(57) 1. Устройство для изготовления погонажных изделий, состоящее из формирующего канала, образованного гильзой и сердечником, пуансона, загрузочного механизма и нагревательных элементов, отличающееся тем, что рабочая поверхность пуансона выполнена зубчатой с радиальным расположением зубьев по периметру пуансона. 2. Устройство по п. 1, отличающееся тем, что загрузочный механизм выполнен в виде подпружиненной воронки с виброэлементом, шарнирно прикрепленной к стенке гильзы. 24632006.02.28 Полезная модель относится к области производства погонажных изделий из древесных пресс-композиций и может быть применена в деревообрабатывающей промышленности. Известно устройство для формирования древесно-стружечных плит в экструзионном прессе. Устройство состоит из камеры прессования, расположенной в промежутке между обогревательными плитами, толкателя, который проталкивает в камеру прессования поступающую по направляющим лоткам стружечную массу питающего бункера. Стружечная масса из питающего бункера поступает в камеру прессования, а затем проталкивается толкателем таким образом, каждая новая порция стружечной массы нажимает на ранее попавшую и выдавливает ее из камеры прессования 1. Основной недостаток устройства состоит в том, что изделия, изготавливаемые на этом устройстве, имеют низкую прочность (особенно в направлении прессования изделия) ввиду того, что длинномерные частицы наполнителя располагаются перпендикулярно направлению прессования. Наиболее близким к предлагаемому устройству по технической сущности является устройство для формирования из древесных материалов полых погонажных изделий, включающее формирующий канал, образованный гильзой и сердечником, пуансон, загрузочный механизм и нагревательные элементы 2. Работает устройство следующим образом пресс-масса из загрузочного механизма поступает в формующий канал, образованный гильзой и сердечником, имеющий гладкую поверхность, а затем пуансон проталкивает пресс-массу к выходу. Загрузочный механизм устройства выполнен в виде цилиндра с поршнем и системы рычагов,которые крепятся к плитам пресса. Для загрузки материала устанавливается несколько механизмов по периметру гильзы. Пуансон совершает возвратно-поступательное движение в формующем канале и проталкивает пресс-массу порциями. В обогреваемой зоне формующего канала происходит формование и термостабилизация изделия. Известное устройство обладает следующими недостатками не обеспечивает ориентации частиц в процессе прессования, в результате чего прочность изделия в направлении прессования очень низкая. Кроме того, загрузочный механизм в известном устройстве неудобен ввиду своей громоздкости и, кроме того, он не обеспечивает равномерного распределения пресс-массы по всему сечению формующего канала, что ухудшает физикомеханические свойства изделий. Задача полезной модели - улучшение физико-механических свойств изделия. Поставленная задача достигается тем, что устройство для изготовления погонажных изделий имеет формующий канал, образованный гильзой и сердечником, пуансон, загрузочный механизм и нагревательные элементы. Рабочая поверхность пуансона выполнена зубчатой с радиальным расположением зубьев по периметру пуансона. При этом загрузочный механизм выполнен в виде подпружиненной воронки с виброэлементом, шарнирно прикрепленной к стенке гильзы. Полезная модель поясняется чертежами, где на фиг. 1 показан общий вид устройства для изготовления погонажных изделий, на фиг. 2 - схематическое изображение зубьев пуансона. Устройство состоит из гильзы 1 и сердечника 2, образующих формующий канал и закрепленных на неподвижной плите 3 пресса, пуансона 4, закрепленного на подвижной плите 5 пресса и совершающего возвратно-поступательное движение в формующем канале. Сердечник зафиксирован относительно гильзы 1 перемычкой 6, которая одновременно является направляющей для пуансона 4, в боковых стенках которого выполнены две вертикальные прорези 7. Рабочая прессующая часть пуансона 4 выполнена зубчатой, с радиальным размещением зубьев 8 по периметру пуансона 4. В гильзе для подачи прессматериала 9 в формующий канал выполняются загрузочные окна 10. Загрузочный механизм состоит из подпружиненной загрузочной воронки 11, шарнирно прикрепленной к стенке гильзы и способной совершать колебательные движения от вибрационной нагрузки, виброэлемента 12, рабочий орган которого соединен с воронкой и фотоэлемента 13,управляющего работой виброэлемента 12. Гильза 1 и сердечник снабжены электронагревательными элементами 14 15 - спрессованное изделие. 2 24632006.02.28 Устройство работает следующим образом пресс-масса 9 подается в подпружиненную загрузочную воронку 11. Пуансон 4, совершая возвратно-поступательное движение в формующем канале, открывает и закрывает загрузочные окна 10 в гильзе 1. Движение пуансона 4 относительно перемычки 6 осуществляется по прорезям 7 по ходовой посадке,что предотвращает поворот и смещение пуансона 4 внутри формующего канала. Перемещение пуансона 4 вверх-вниз составляет один цикл. Когда пуансон 4 при своем движении открывает загрузочные окна 10, срабатывает фотоэлемент 13, включается виброэлемент 12, подпружиненная загрузочная воронка 11 приводится в колебательное движение и пресс-масса 9 просыпается в формующий канал. При закрывании загрузочных окон пуансоном 4 загрузочный механизм отключается. Пуансон 4 отдельными порциями(порцию составляют количество пресс-материала, попадающего в формующий канал за один цикл движения пуансона 4) проталкивает пресс-массу через обогреваемый формующий канал, где происходит формование и термостабилизация изделия 15. Зубчатая форма торца пуансона 4 при этом обеспечивает нужную ориентацию частиц древесного наполнителя в изделии. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B29N 3/00
Метки: изделий, устройство, изготовления, погонажных
Код ссылки
<a href="https://by.patents.su/3-u2463-ustrojjstvo-dlya-izgotovleniya-pogonazhnyh-izdelijj.html" rel="bookmark" title="База патентов Беларуси">Устройство для изготовления погонажных изделий</a>
Устройство для изготовления полых погонажных изделий из пресс-масс
Номер патента: 974
Опубликовано: 15.12.1995
Авторы: Заяц Ирина Михайловна, Прушак Виктор Яковлевич
МПК: B27N 5/02
Метки: пресс-масс, погонажных, изготовления, устройство, полых, изделий
Текст:
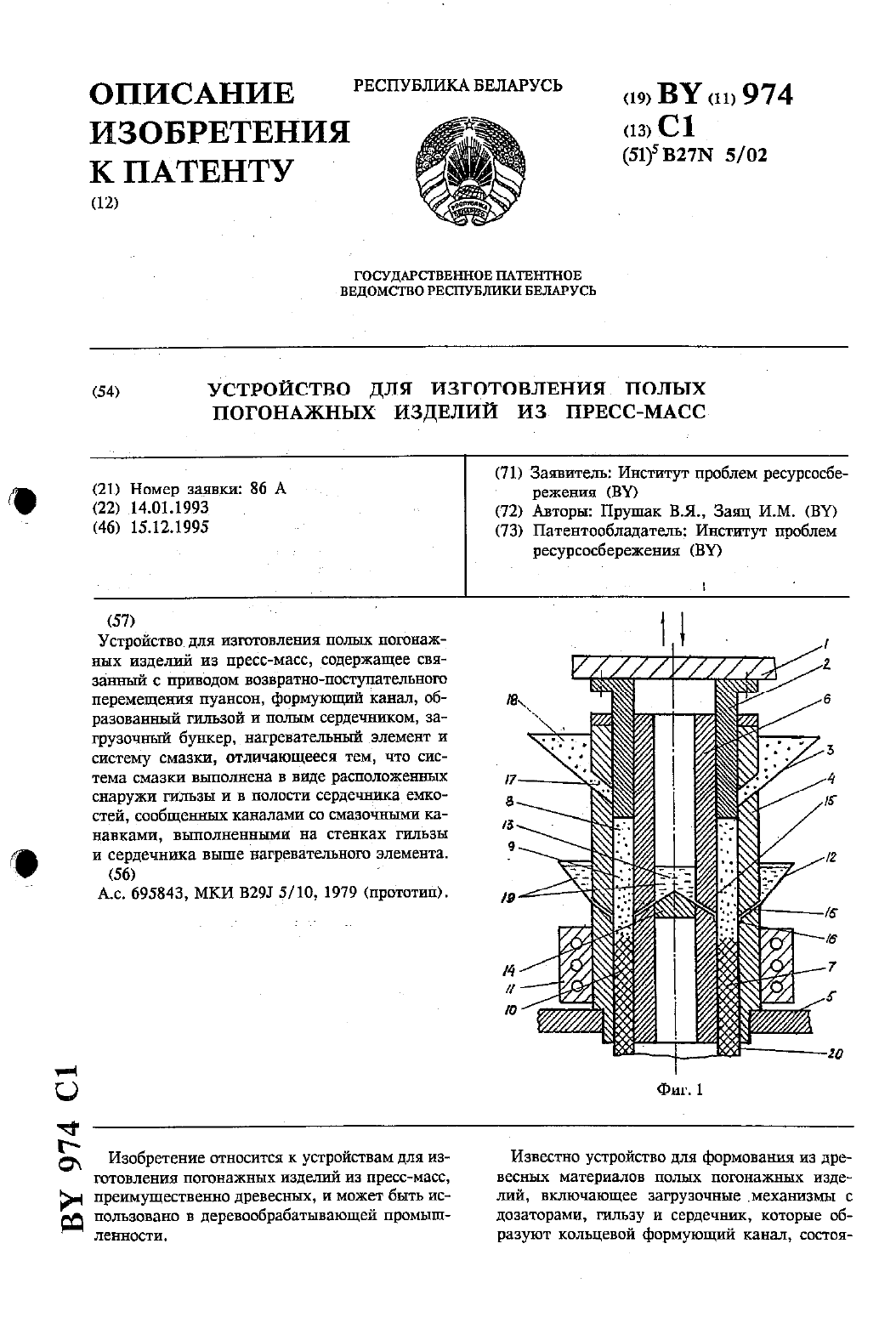
...канал, образованный гшпазой и полым сердечником, загрузочный бункер, нагревателцьнъгй элемент и систему смазки, выполненную в виде расположенных снаружи гильзы и в полости сердечнтпса емкостей, сообщенных каналами со смазочньшш канавками,выполненными на стенках гильзы и сердечника выше нагреватешшого элемента.На фиг. 1 изображено предлагаемое устройство в разрезе. На фиг. 2 изображена часть развертки поверхности гильзы или сердечника со...
Устройство для изготовления погонажных труб из пресс-масс
Номер патента: 832
Опубликовано: 15.08.1995
Авторы: Прушак В. Я., Заяц И. М.
МПК: B27N 5/02
Метки: пресс-масс, устройство, погонажных, труб, изготовления
Текст:
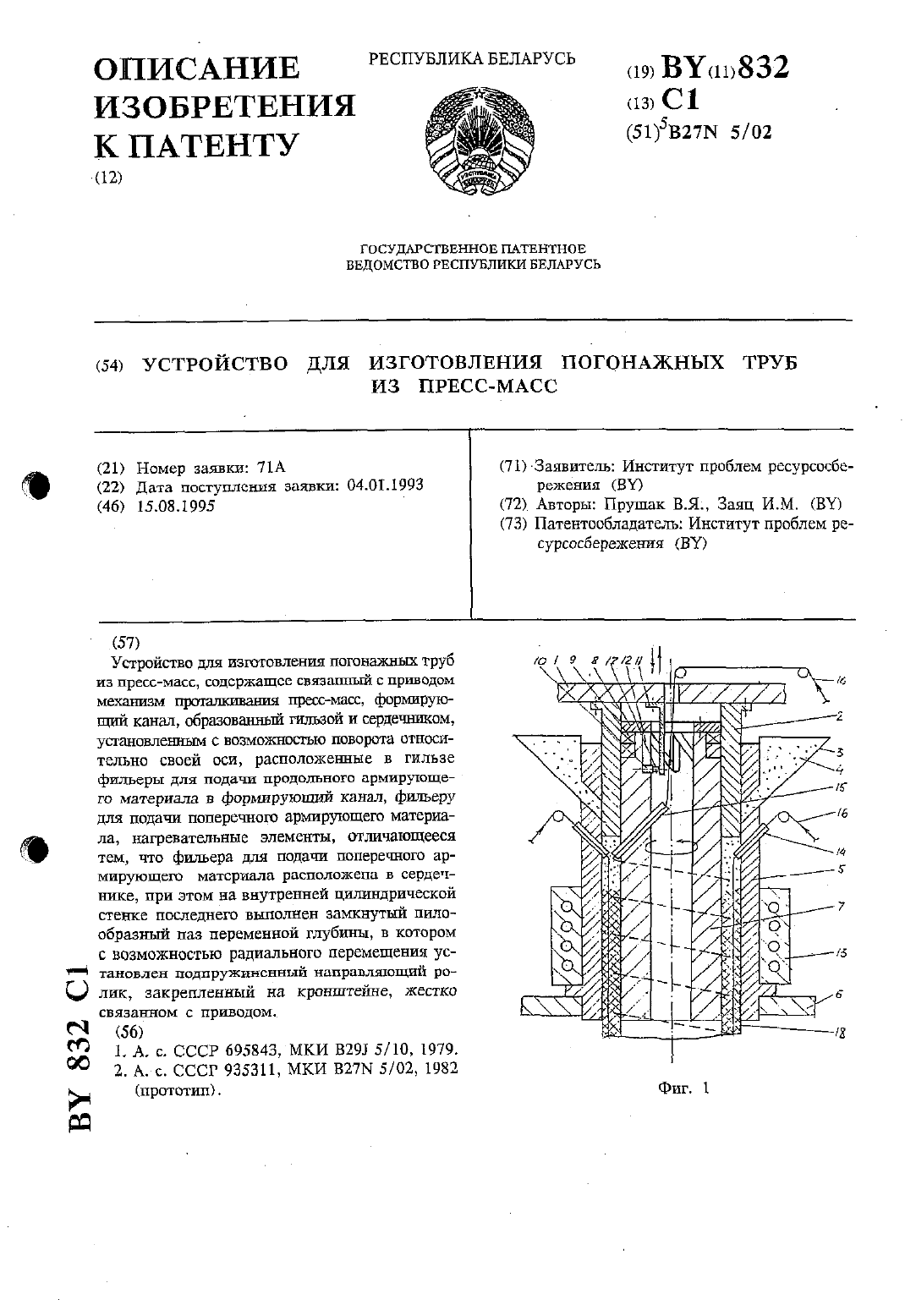
...в сердечнике, при этом на внутренней цишшдрической стенке последнего вьшолнен зашснутый гшлообразньщ паз переменной глубины, в котором с возможностьюрадиального перемещения установлен подпружииенный направляющий ролик, закрепленный на кронштейне, жестко связанном с приводом.На фиг. 1 изображено предлагаемое устройство в разрезе.На фиг. 2 изображена часть развертки замКНУТОГС) ПНЗН ССрДЕЧНИКЭ.На фит. 3 изображен разрез части замкнутого паза...
Способ изготовления погонажных изделий с объемным рисунком сложной конфигурации на вулканизаторах непрерывного действия
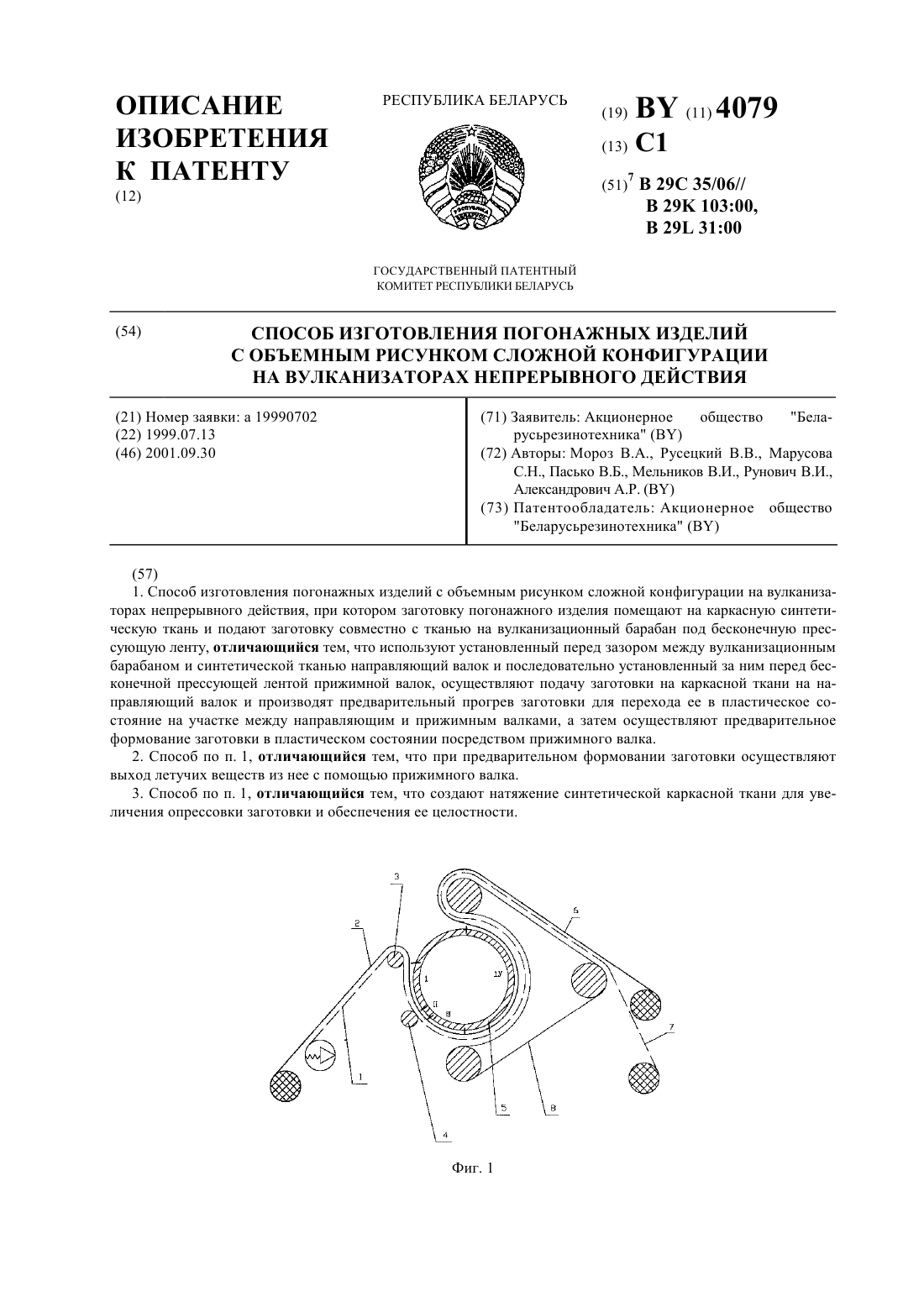
Номер патента: 4079
Опубликовано: 30.09.2001
Авторы: Пасько Вера Борисовна, Мороз Виктор Аркадьевич, Александрович Александр Романович, Марусова Софья Николаевна, Мельников Вячеслав Иванович, Рунович Валентина Илларионовна, Русецкий Валерий Викторович
МПК: B29C 35/06
Метки: рисунком, объемным, действия, изделий, способ, погонажных, сложной, вулканизаторах, непрерывного, конфигурации, изготовления
Текст:
...барабан обжимается шестью внешними сегментами формы с обогревом и гидравлическим усилием сжатия 3,5 МПа. Благодаря высокому гидравлическому давлению на ротационных вулканизаторах фирмы Патекс обеспечивается выпуск качественных погонажных изделий. В то же время непрерывные вулканизаторы фирмы Патекс имеют сложное конструктивно-аппаратурное оформление, пароэнергоемки. Наиболее близким к заявленному по технической сущности и достигаемому...
Способ изготовления изделий из древесных пресс-масс
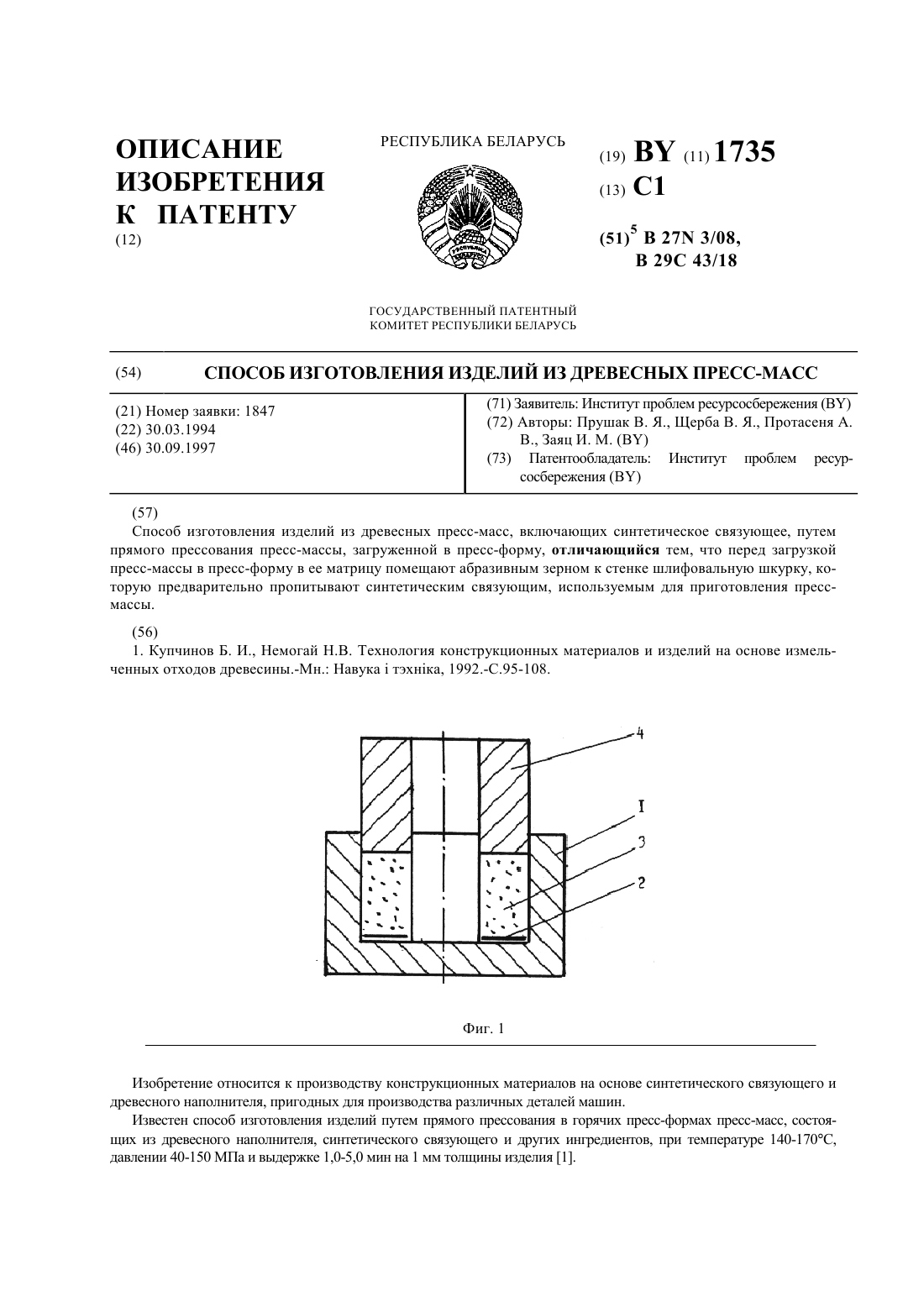
Номер патента: 1735
Опубликовано: 30.09.1997
Авторы: Заяц Ирина Михайловна, Щерба Владимир Яковлевич, Протасеня Александр Владимирович, Прушак Виктор Яковлевич
МПК: B29C 43/18, B27N 3/08
Метки: изготовления, изделий, пресс-масс, способ, древесных
Текст:
...у которых одна или несколько поверхностей имеют повышенную шероховатость и высокую твердость (7-9 по минералогической шкале). Поставленная задача достигается тем, что при получении изделий из древесных пресс-масс, включающих синтетическое связующее, путем прямого прессования пресс-массы, загруженной в пресс-форму, перед загрузкой пресс-массы в пресс-форму в ее матрицу помещают абразивным зерном к стенке шлифовальную шкурку, которую...
Устройство для прессования сложных изделий из порошков
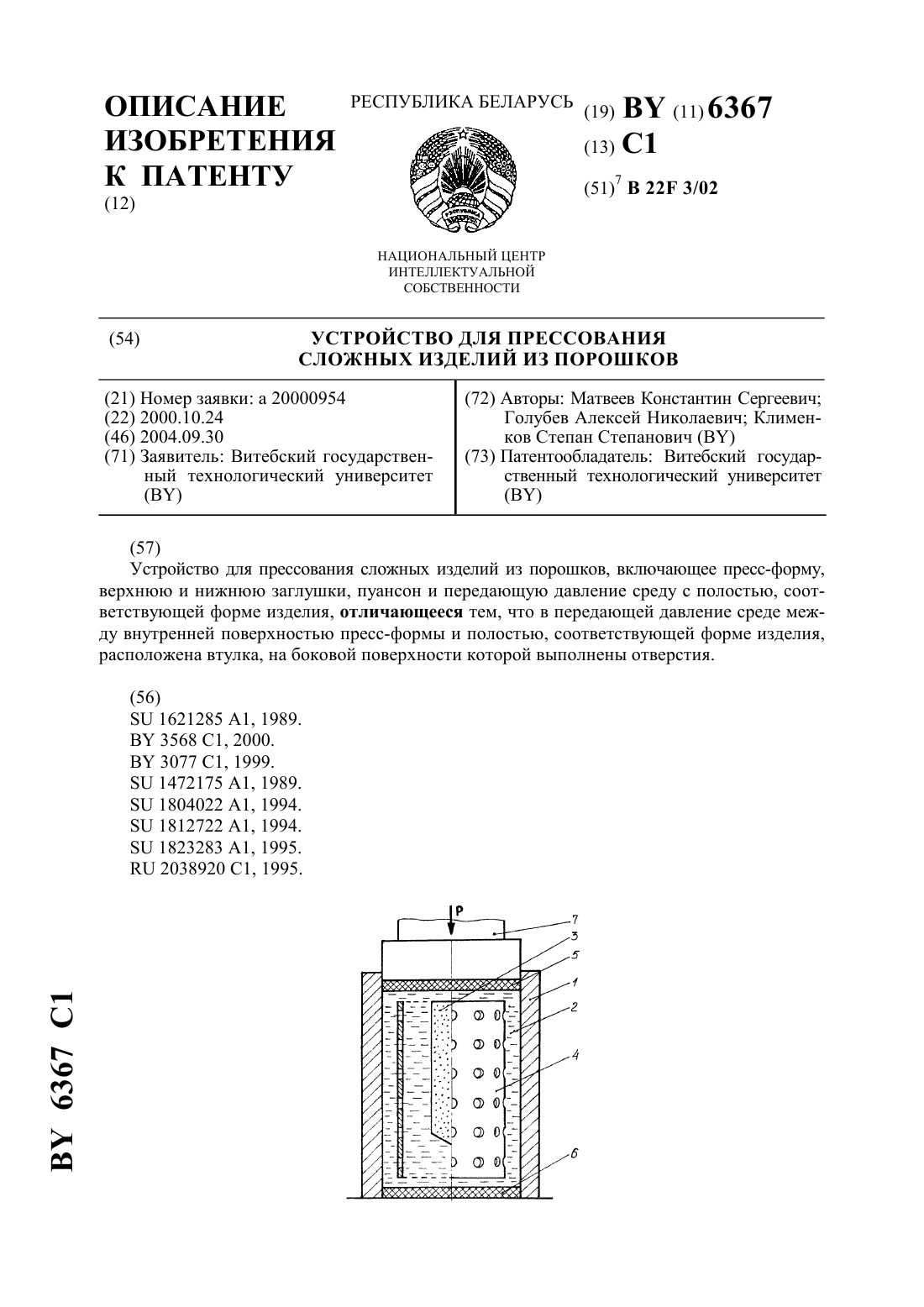
Номер патента: 6367
Опубликовано: 30.09.2004
Авторы: Голубев Алексей Николаевич, Клименков Степан Степанович, Матвеев Константин Сергеевич
МПК: B22F 3/02
Метки: сложных, порошков, устройство, изделий, прессования
Текст:
...соответствующей форме изделия, в передающей давление среде между внутренней поверхностью пресс-формы и полостью, соответствующей форме изделия, расположена втулка, на боковой поверхности которой выполнены отверстия. На фигуре показан чертеж устройства. Устройство включает пресс-форму 1, заполненную средой, передающей давление 2, в которой выполнена полость 3, соответствующая форме получаемого изделия. Между указанной полостью и стенками...
Предыдущий патент: Устройство для присоединения переносного заземления к изолированному проводу линии электропередачи
Следующий патент: Приспособление для изоляции стеклом металлических микроэлектродов
Случайный патент: Способ производства формованного картофелепродукта, установка для производства формованного картофелепродукта и формованный картофелепродукт