Способ изготовления кольцевой поковки
Номер патента: 8988
Опубликовано: 28.02.2007
Авторы: Дудецкая Лариса Романовна, Горецкий Георгий Прокопьевич, Мураев Владимир Евгеньевич
Текст
(54) СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВОЙ ПОКОВКИ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси (ВУ)(72) Авторы Горецкий Георгий Прокопьевич Дудецкая Лариса Романовна Мураев Владимир Евгеньевич (ВУ)(73) Патентообладатель научное учреждение ческий институт Национальной академии наук Беларуси (ВУ)Способ изготовления кольцевой поковки, преимущественно щестерни, включающий получение полой литой заготовки, ее нагрев и формообразование, отличающийся тем,что заготовку получают методом центробежного литья при следующем соотнощении размеров1,2 2 з/дп 2 1,08,где (13 - диаметр отверстия заготовки, ад - диаметр отверстия поковки, 0,85 5 ВЗ/ВП 5 0,94,где 133 - наружный диаметр заготовки, ВП - наружный диаметр поковки, 1,0 5 ЗЗ/ЗП 51,1,где 53 - площадь поперечного сечения заготовки, ЗП - площадь поперечного сечения поковки.Изобретение относится к обработке металлов давлением, а именно к технологии горячей объемной щтамповки, и может быть использовано для изготовления крупных кольцевых поковок, преимущественно щестерен.Обычно кольцевые поковки изготавливают из проката конструкционных сталей, для чего прокат рубят на щтучные заготовки с подогревом до 600 С. Затем деформированием получают поковку щестерен за три операции с подогревом заготовок до ковочной температуры (1200 С) осадка заготовок, формообразование поковок деформированием в осевом направлении, прощивка отверстия и обрезка облоя 1.Такая технология изготовления поковок приводит к больщим энергозатратам на производство операций (резка заготовок, осадка, формирование поковок, прощивка отверстияИ обрезка облоя), на нагрев проката перед разделкой И для производства горячих деформационных операций.Известен способ изготовления кольцевых поковок, преимущественно шестерен, включаюший получение заготовки, ее нагрев, осадку, штамповку предварительной поковки в виде удлиненного кольца, обрезку облоя, прошивку отверстия и окончательное формообразование путем раздачи предварительной поковки, заготовку после осадки кантуют на 9 О и расплюшивают, после чего штампуют предварительную поковку с шириной отверстия, равной 0,350,5 диаметра отверстия окончательной поковки, а после раздачи осуЩествляют калибровку поковки по диаметру 2.Недостатком этого способа являются большие энергозатраты на производство деформационных операций, большое количество отходов, образовавшихся после прошивки отверстия и обрезки облоя. Кроме того, увеличиваются затраты на материал, изготовление и эксплуатацию штампового инструмента.Задачей изобретения является снижение энергозатрат при производстве кольцевых поковок и повышение коэффициента использования металла.Задача решается следуюшим образом, в способе изготовления кольцевой поковки,преимущественно шестерни, включаюшем получение полой литой заготовки, ее нагрев и формообразование, заготовку получают методом центробежного литья при следуюшем соотношении размеров1,2 2 с 13/1 2 1,08,где (13 - диаметр отверстия заготовки, ф, - диаметр отверстия поковки, 0,85 5 ВЗ/ВП 5 0,94,где 133 - наружный диаметр заготовки, ВП - наружный диаметр поковки, 1,0 5 ЗЗ/ЗП 51,1,где 53 - плошадь поперечного сечения заготовки, ЗП - плошадь поперечного сечения поковки.Предлагаемый способ заключается в использовании литой исходной кольцевой заготовки для получения окончательной поковки шестерни. Чтобы обеспечить высокое качество и плотность этой исходной заготовки, сравнимой с прокатом, ее изготавливают электрошлаковым или центробежным электрошлаковым литьем. Этот способ литья предполагает переплав отходов собственного производства.Размеры литой кольцевой заготовки (наружный диаметр, отверстие и высота) подбираются так, чтобы окончательная поковка шестерни формировалась за одну операцию при деформировании в осевом направлении.Таким образом, использование полой литой заготовки для изготовления кольцевых поковок приводит к экономии металла и ликвидирует три деформационные операции. В результате последнего происходит экономия энергоносителей, штамповых сталей и всех затрат, связанных с изготовлением и эксплуатацией штампового инструмента.Размеры литой заготовки выбираются таким образом, чтобы были соблюдены соотношения диаметров заготовки и поковкиЕсли это соотношение меньше 1,08, то может образоваться незаполнение поковки по отверстию при соотношении больше 1,2 образуется увеличенный облой по отверстию поковки.Аналогично необходимо соблюдение соотношения наружного диаметра заготовки и поковкиПри соотношении ВЗ/ВП меньше 0,85 может образоваться незаполнение по наружному диаметру, а при соотношении ВЗ/ВП больше 0,94 образуется увеличенный облой по на ружному диаметру. Также должно быть соблюдено соотношениеЕсли это соотношение меньше 1,0, то могут образовываться пустоты по наружному диаметру и отверстию поковки если оно больше 1,1, то может образовываться увеличенный облой.Заданные размеры конической шестернинаружный диаметр (ВП) - 585 мм, диаметр отверстия (ад) - 290 мм, площадь поперечного сечения (ЗП) - 10400 мм 2, высота (11 П) - 93 мм.Исходя из предложенных в изобретении соотношений1,2 2 с 13/1 2 1,08 0,85 5 ВЗ/Вп 5 0,94 1,0 5 5315 51,1 определяем размеры литой кольцевой заготовкиплощадь поперечного сечения заготовкиРассчитанные размеры заготовки позволили ее продеформировать за одну операцию в поковку без пустот и с минимальным облоем.Данное изобретение возможно использовать на машиностроительном предприятии,производящем кузнечно-прессовь 1 е поковки.Источники информации 1. Производство зубчатых колес Справочник / С.Н. Калашников, Г.И. Коган и др. ПодНациональный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B21K 21/00
Метки: изготовления, кольцевой, способ, поковки
Код ссылки
<a href="https://by.patents.su/3-8988-sposob-izgotovleniya-kolcevojj-pokovki.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления кольцевой поковки</a>
Способ изготовления поковки с удлиненной осью и отростком из мерной заготовки
Номер патента: 5232
Опубликовано: 30.06.2003
Авторы: Горностай Анатолий Анатольевич, Юркевич Сергей Альбертович, Гиль Николай Дмитриевич, Горностай Анатолий Васильевич
МПК: B21K 1/12
Метки: мерной, отростком, осью, заготовки, способ, удлиненной, изготовления, поковки
Текст:
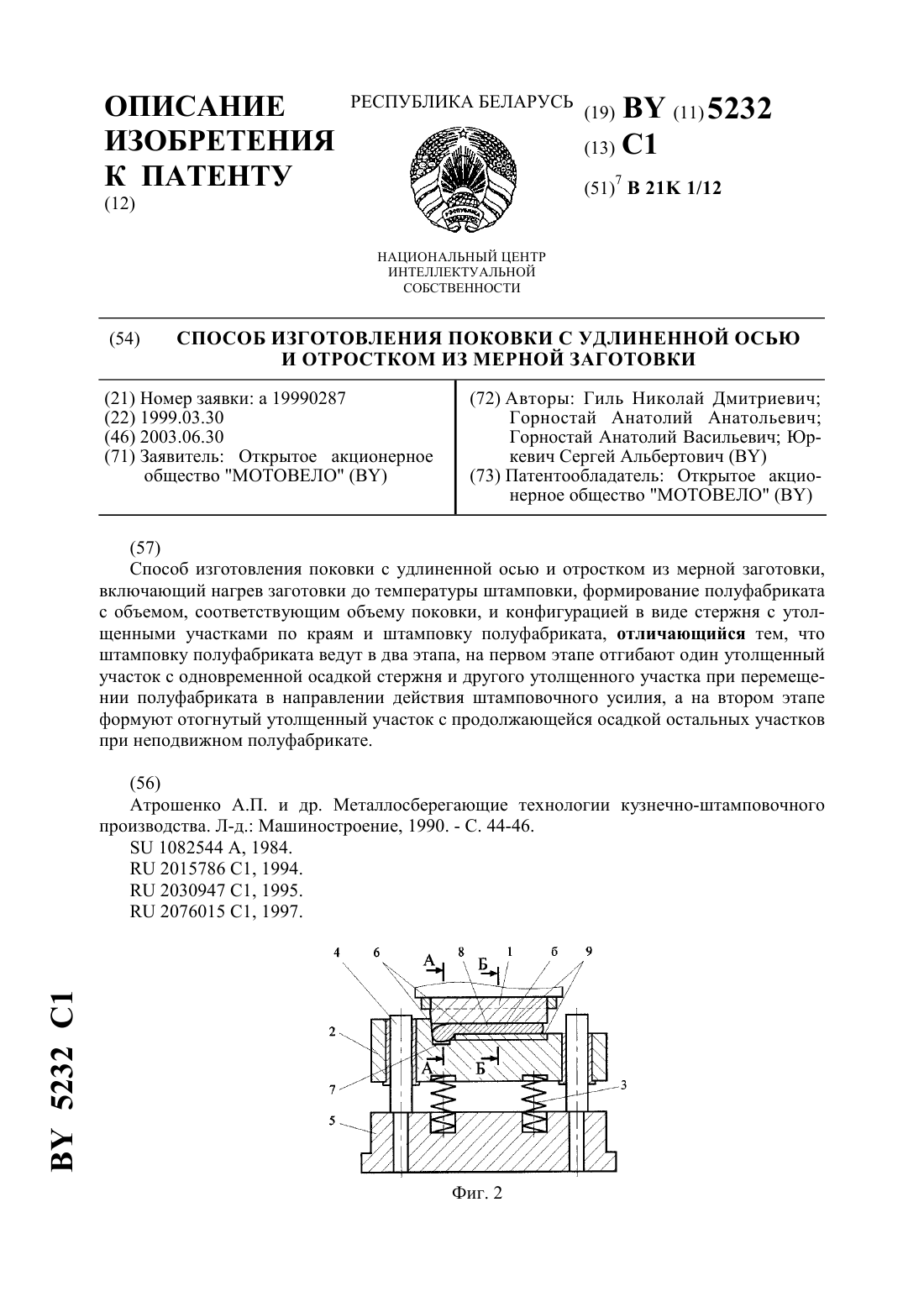
...конфигурации поковки велошатуна после проведения полного комплекса мероприятий по его получению. Мерную заготовку нагревают до температуры штамповки и формируют из ее полуфабрикат (б) с объемом, соответствующим объему поковки и конфигурацией в виде стержня с утолщенными участками по краям. Формирование полуфабриката (б) осуществляют методом поперечно-клиновой прокатки в плоских клиновых калибрах. После этого разогретый полуфабрикат (б), объем...
Способ изготовления поковки шатуна из мерной заготовки
Номер патента: 4837
Опубликовано: 30.12.2002
Авторы: Горностай Анатолий Васильевич, Юркевич Сергей Альбертович, Гиль Николай Дмитриевич, Горностай Анатолий Анатольевич
МПК: B21K 1/12
Метки: поковки, способ, заготовки, изготовления, мерной, шатуна
Текст:
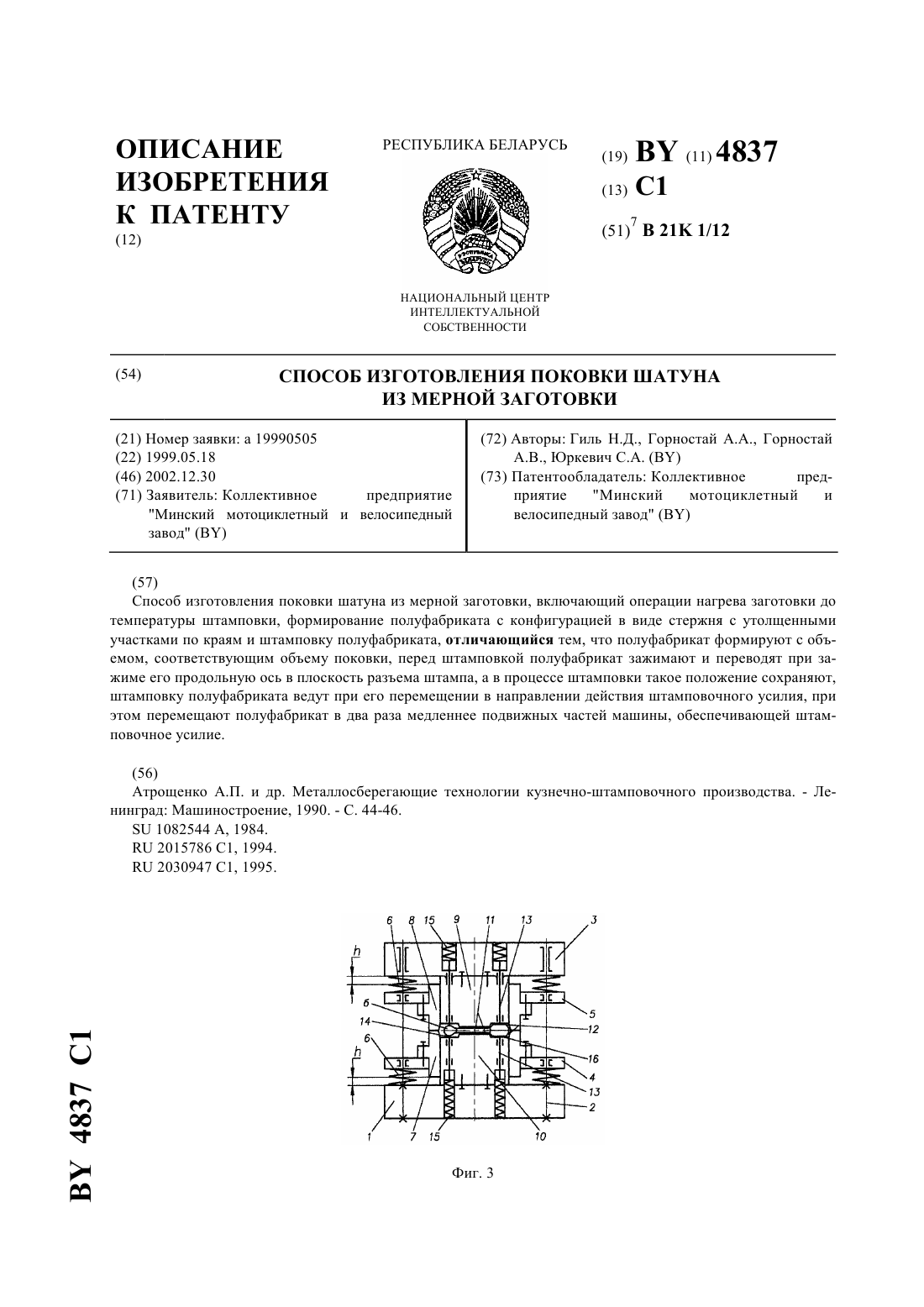
...в дополнительной промежуточной плите 5 также жестко закреплена дополнительная матрица 8. В матрицах 7, 8 подвижно относительно их смонтированы пуансон 9 и дополнительный пуансон 10, обращенные друг к другу рабочими поверхностями 11, и образующие ими с матрицами 7, 8 закрытый формовочный ручей 12. При этом пуансоны 9, 10 жестко закреплены соответственно на плитах 3, 1. Пуансон 9 и дополнительный пуансон 10 оборудованы парой выталкивателей 13,...
Способ изготовления изделий, преимущественно кулачковых валов
Номер патента: 122
Опубликовано: 30.09.1994
Авторы: Павлов Анатолий Львович, Павлов Лев Григорьевич
МПК: B21H 1/00
Метки: изделий, изготовления, способ, преимущественно, валов, кулачковых
Текст:
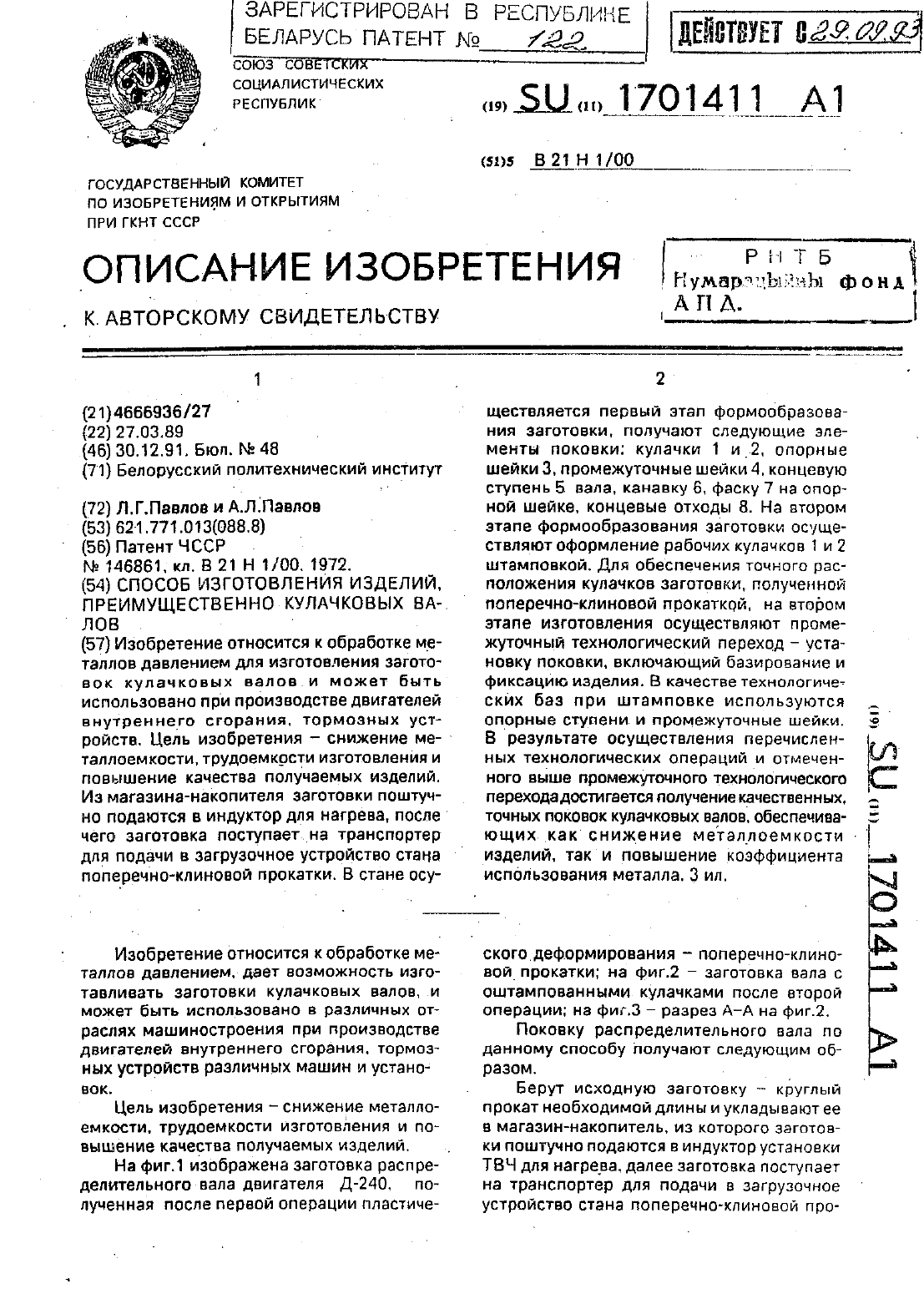
...поковкща именно штамповки. Поковки. полученные поперечно-клиновой прокаткой затем подаются транспортером на пресс. укладываются в штамп базиоующимиповерхностями 3, 4. 5, после чего осуществляется второйэтап формообразования заготовки - штам повка кулачков. аДля обеспечения точного расположения кулачков относительно поверхностей поковки. полученных поперечно-клиновой прокаткой. на втором этапе изготовления осуществляется весьма...
Способ изготовления осесимметричного полого изделия с рельефной перемычкой
Номер патента: 6526
Опубликовано: 30.09.2004
Авторы: Ковальчук Олег Николаевич, Клушин Валерий Александрович, Ковалевский Сергей Александрович
МПК: B21J 13/02, B21C 23/02
Метки: полого, способ, рельефной, перемычкой, изделия, изготовления, осесимметричного
Текст:
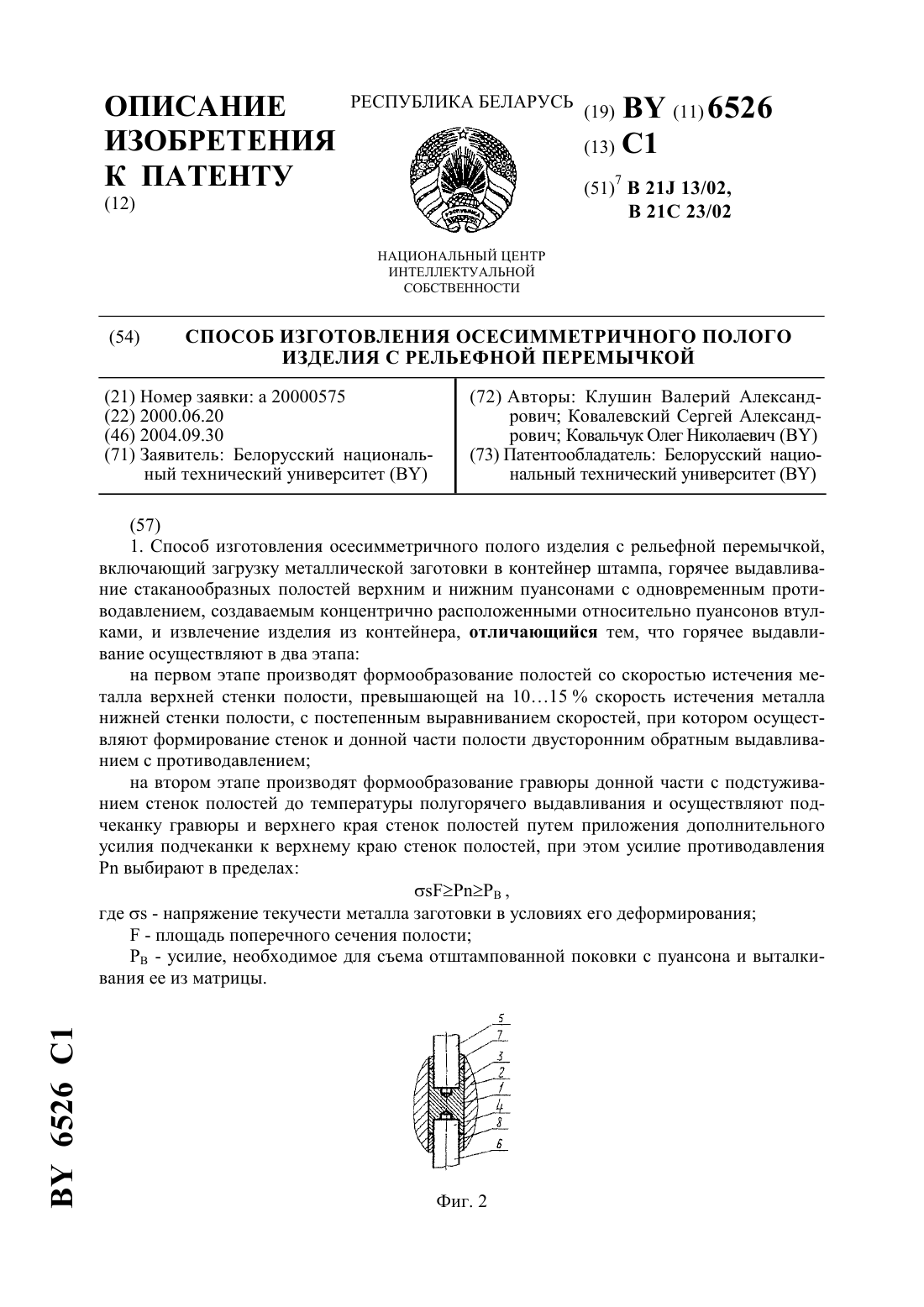
...производят формообразование гравюры донной части с подстуживанием стенок полостей до температуры полугорячего выдавливания и осуществляют подчеканку гравюры и верхнего края стенок полостей путем приложения дополнительного усилия подчеканки к верхнему краю стенок полостей, при этом усилие противодавления Р выбирают в пределахРР ,где- напряжение текучести металла заготовки в условиях его деформирования- площадь поперечного сечения полости Р...
Способ изготовления абразивного круга
Номер патента: 3437
Опубликовано: 30.06.2000
Авторы: Сенченко Александр Михайлович, Баран Анатолий Александрович, Звонарев Евгений Владимирович
МПК: B22F 7/08, B24D 18/00
Метки: способ, круга, абразивного, изготовления
Текст:
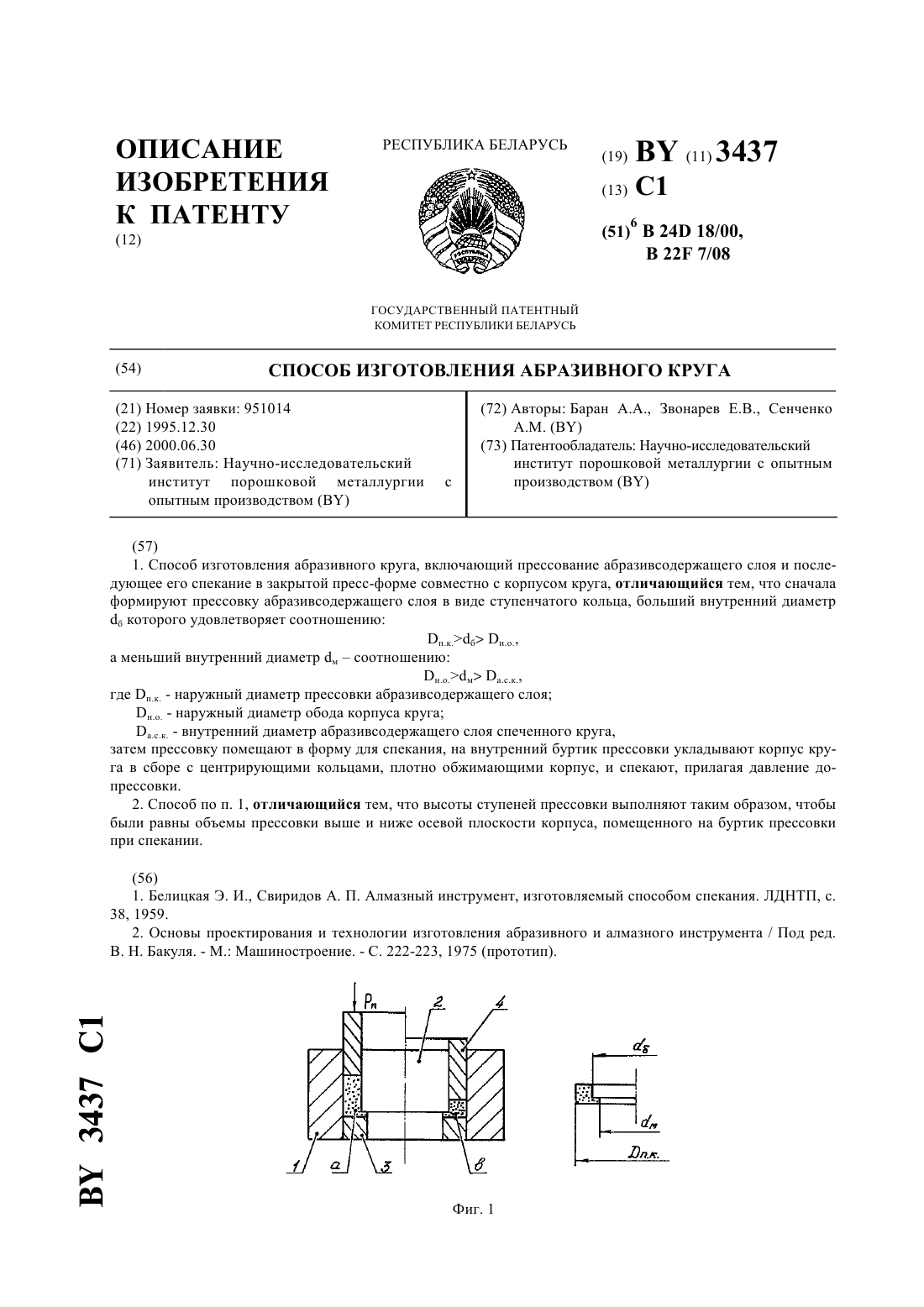
...диаметр б которого удовлетворяет соотношению п.к. б н.о.,а меньший внутренний диметр м - соотношению н.о.ма. с. к.,где н.к. - наружный диаметр прессовки абразивсодержащего слоя н.о. - наружный диаметр обода корпуса круга а.с.к. - внутренний диаметр абразивсодержащего слоя спеченного круга. После чего прессовку помещают в форму для спекания, на внутренний буртик прессовки укладывают корпус круга в сборе с центрирующими кольцами, плотно...
Предыдущий патент: Способ производства заготовок на реверсивном стане
Следующий патент: Способ слоевой разработки пластов сложного строения
Случайный патент: Способ лечения саркоидоза органов дыхания