Способ изготовления осесимметричного полого изделия с рельефной перемычкой
Номер патента: 6526
Опубликовано: 30.09.2004
Авторы: Ковальчук Олег Николаевич, Ковалевский Сергей Александрович, Клушин Валерий Александрович
Текст
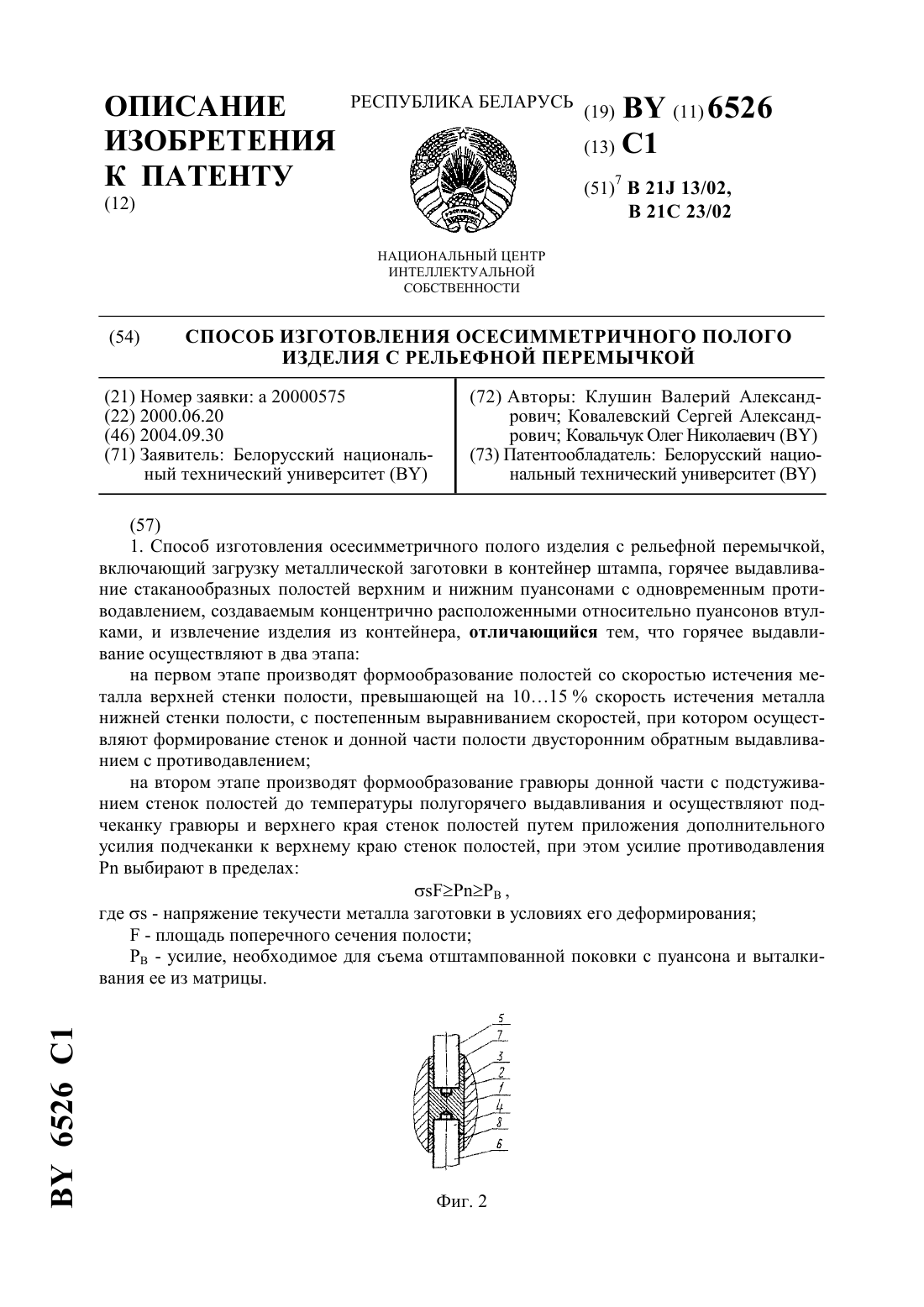
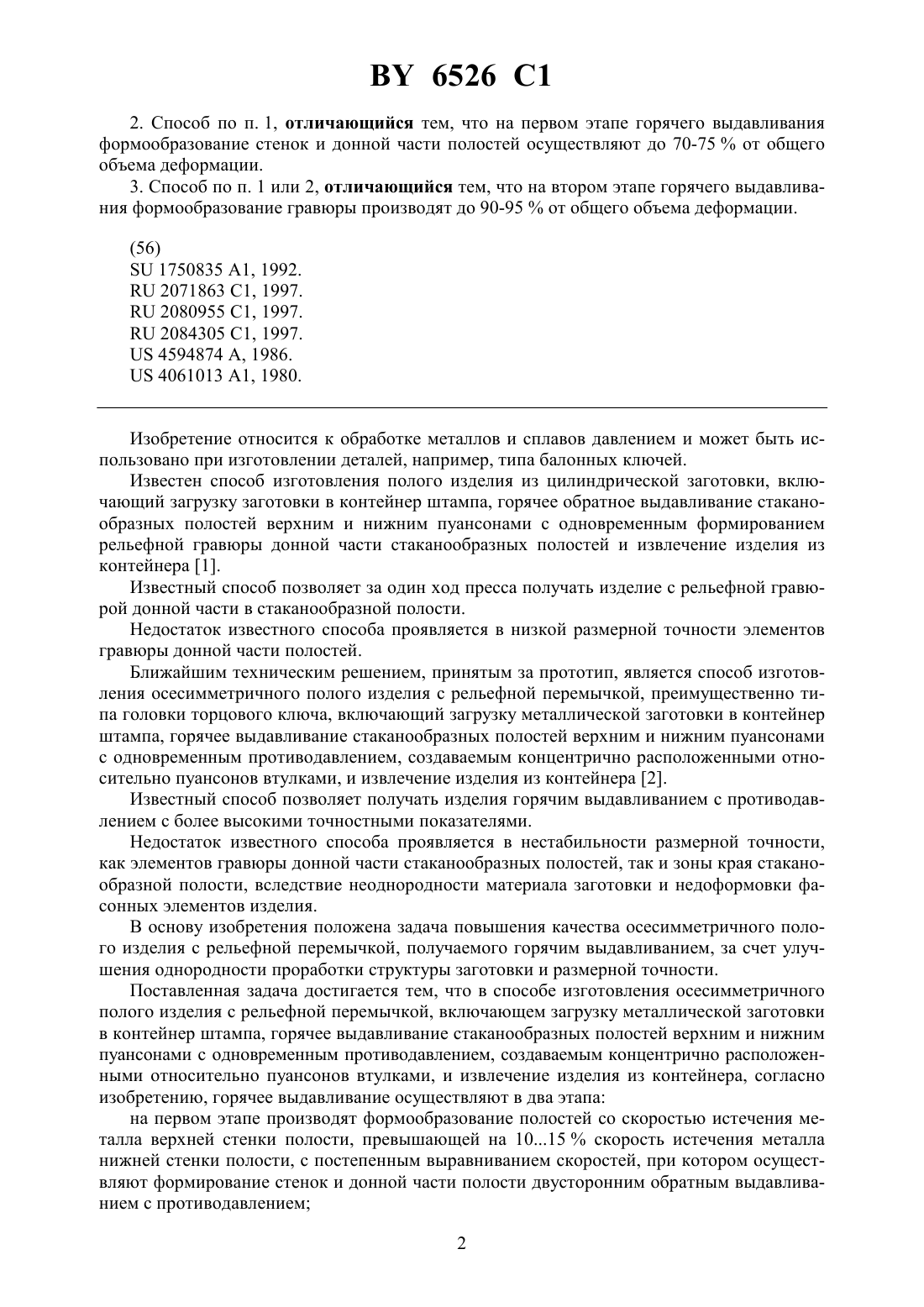
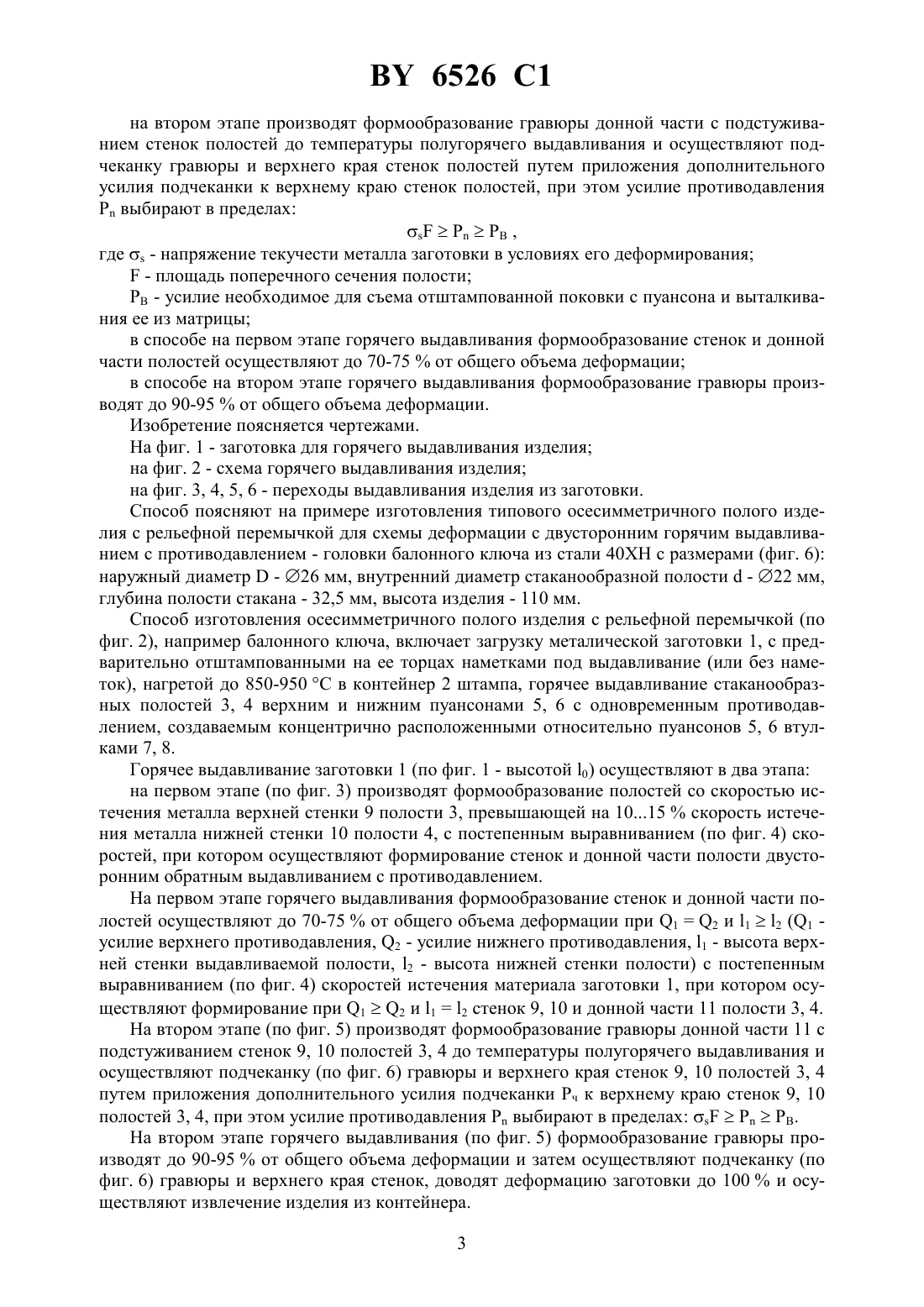
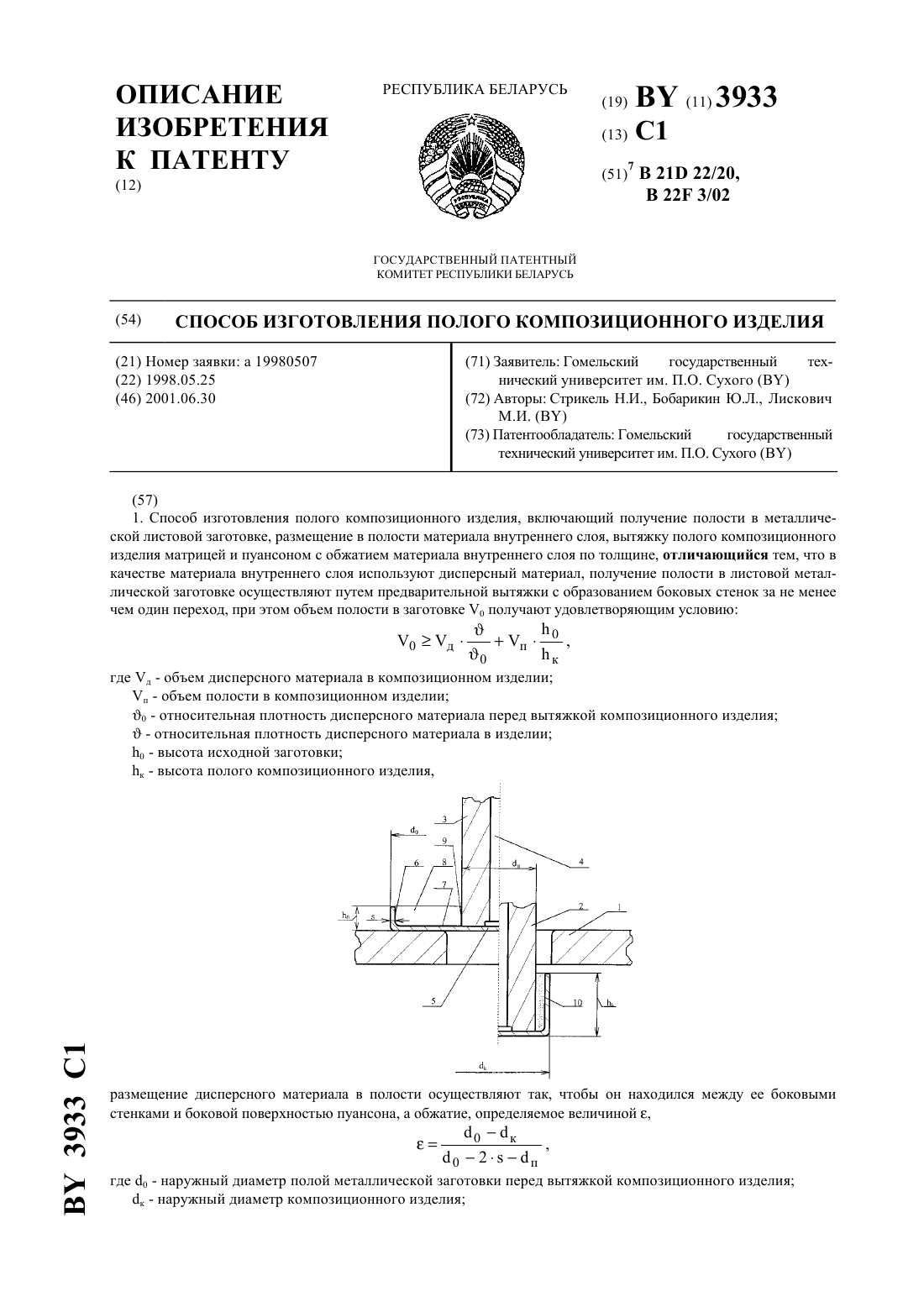
21 23/02 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНОГО ПОЛОГО ИЗДЕЛИЯ С РЕЛЬЕФНОЙ ПЕРЕМЫЧКОЙ(71) Заявитель Белорусский национальный технический университет(72) Авторы Клушин Валерий Александрович Ковалевский Сергей Александрович Ковальчук Олег Николаевич(73) Патентообладатель Белорусский национальный технический университет(57) 1. Способ изготовления осесимметричного полого изделия с рельефной перемычкой,включающий загрузку металлической заготовки в контейнер штампа, горячее выдавливание стаканообразных полостей верхним и нижним пуансонами с одновременным противодавлением, создаваемым концентрично расположенными относительно пуансонов втулками, и извлечение изделия из контейнера, отличающийся тем, что горячее выдавливание осуществляют в два этапа на первом этапе производят формообразование полостей со скоростью истечения металла верхней стенки полости, превышающей на 1015 скорость истечения металла нижней стенки полости, с постепенным выравниванием скоростей, при котором осуществляют формирование стенок и донной части полости двусторонним обратным выдавливанием с противодавлением на втором этапе производят формообразование гравюры донной части с подстуживанием стенок полостей до температуры полугорячего выдавливания и осуществляют подчеканку гравюры и верхнего края стенок полостей путем приложения дополнительного усилия подчеканки к верхнему краю стенок полостей, при этом усилие противодавлениявыбирают в пределах,где- напряжение текучести металла заготовки в условиях его деформирования- площадь поперечного сечения полости Р - усилие, необходимое для съема отштампованной поковки с пуансона и выталкивания ее из матрицы. 6526 1 2. Способ по п. 1, отличающийся тем, что на первом этапе горячего выдавливания формообразование стенок и донной части полостей осуществляют до 70-75 от общего объема деформации. 3. Способ по п. 1 или 2, отличающийся тем, что на втором этапе горячего выдавливания формообразование гравюры производят до 90-95 от общего объема деформации.(56)1750835 1, 1992.2071863 1, 1997.2080955 1, 1997.2084305 1, 1997.4594874 , 1986.4061013 1, 1980. Изобретение относится к обработке металлов и сплавов давлением и может быть использовано при изготовлении деталей, например, типа балонных ключей. Известен способ изготовления полого изделия из цилиндрической заготовки, включающий загрузку заготовки в контейнер штампа, горячее обратное выдавливание стаканообразных полостей верхним и нижним пуансонами с одновременным формированием рельефной гравюры донной части стаканообразных полостей и извлечение изделия из контейнера 1. Известный способ позволяет за один ход пресса получать изделие с рельефной гравюрой донной части в стаканообразной полости. Недостаток известного способа проявляется в низкой размерной точности элементов гравюры донной части полостей. Ближайшим техническим решением, принятым за прототип, является способ изготовления осесимметричного полого изделия с рельефной перемычкой, преимущественно типа головки торцового ключа, включающий загрузку металлической заготовки в контейнер штампа, горячее выдавливание стаканообразных полостей верхним и нижним пуансонами с одновременным противодавлением, создаваемым концентрично расположенными относительно пуансонов втулками, и извлечение изделия из контейнера 2. Известный способ позволяет получать изделия горячим выдавливанием с противодавлением с более высокими точностными показателями. Недостаток известного способа проявляется в нестабильности размерной точности,как элементов гравюры донной части стаканообразных полостей, так и зоны края стаканообразной полости, вследствие неоднородности материала заготовки и недоформовки фасонных элементов изделия. В основу изобретения положена задача повышения качества осесимметричного полого изделия с рельефной перемычкой, получаемого горячим выдавливанием, за счет улучшения однородности проработки структуры заготовки и размерной точности. Поставленная задача достигается тем, что в способе изготовления осесимметричного полого изделия с рельефной перемычкой, включающем загрузку металлической заготовки в контейнер штампа, горячее выдавливание стаканообразных полостей верхним и нижним пуансонами с одновременным противодавлением, создаваемым концентрично расположенными относительно пуансонов втулками, и извлечение изделия из контейнера, согласно изобретению, горячее выдавливание осуществляют в два этапа на первом этапе производят формообразование полостей со скоростью истечения металла верхней стенки полости, превышающей на 1015 скорость истечения металла нижней стенки полости, с постепенным выравниванием скоростей, при котором осуществляют формирование стенок и донной части полости двусторонним обратным выдавливанием с противодавлением 2 6526 1 на втором этапе производят формообразование гравюры донной части с подстуживанием стенок полостей до температуры полугорячего выдавливания и осуществляют подчеканку гравюры и верхнего края стенок полостей путем приложения дополнительного усилия подчеканки к верхнему краю стенок полостей, при этом усилие противодавления Р выбирают в пределахРР ,где- напряжение текучести металла заготовки в условиях его деформирования- площадь поперечного сечения полости Р - усилие необходимое для съема отштампованной поковки с пуансона и выталкивания ее из матрицы в способе на первом этапе горячего выдавливания формообразование стенок и донной части полостей осуществляют до 70-75 от общего объема деформации в способе на втором этапе горячего выдавливания формообразование гравюры производят до 90-95 от общего объема деформации. Изобретение поясняется чертежами. На фиг. 1 - заготовка для горячего выдавливания изделия на фиг. 2 - схема горячего выдавливания изделия на фиг. 3, 4, 5, 6 - переходы выдавливания изделия из заготовки. Способ поясняют на примере изготовления типового осесимметричного полого изделия с рельефной перемычкой для схемы деформации с двусторонним горячим выдавливанием с противодавлением - головки балонного ключа из стали 40 ХН с размерами (фиг. 6) наружный диаметр- 26 мм, внутренний диаметр стаканообразной полости- 22 мм,глубина полости стакана - 32,5 мм, высота изделия - 110 мм. Способ изготовления осесимметричного полого изделия с рельефной перемычкой (по фиг. 2), например балонного ключа, включает загрузку металической заготовки 1, с предварительно отштампованными на ее торцах наметками под выдавливание (или без наметок), нагретой до 850-950 С в контейнер 2 штампа, горячее выдавливание стаканообразных полостей 3, 4 верхним и нижним пуансонами 5, 6 с одновременным противодавлением, создаваемым концентрично расположенными относительно пуансонов 5, 6 втулками 7, 8. Горячее выдавливание заготовки 1 (по фиг. 1 - высотой 0) осуществляют в два этапа на первом этапе (по фиг. 3) производят формообразование полостей со скоростью истечения металла верхней стенки 9 полости 3, превышающей на 1015 скорость истечения металла нижней стенки 10 полости 4, с постепенным выравниванием (по фиг. 4) скоростей, при котором осуществляют формирование стенок и донной части полости двусторонним обратным выдавливанием с противодавлением. На первом этапе горячего выдавливания формообразование стенок и донной части полостей осуществляют до 70-75 от общего объема деформации при 12 и 12 (1 усилие верхнего противодавления, 2 - усилие нижнего противодавления, 1 - высота верхней стенки выдавливаемой полости, 2 - высота нижней стенки полости) с постепенным выравниванием (по фиг. 4) скоростей истечения материала заготовки 1, при котором осуществляют формирование при 12 и 12 стенок 9, 10 и донной части 11 полости 3, 4. На втором этапе (по фиг. 5) производят формообразование гравюры донной части 11 с подстуживанием стенок 9, 10 полостей 3, 4 до температуры полугорячего выдавливания и осуществляют подчеканку (по фиг. 6) гравюры и верхнего края стенок 9, 10 полостей 3, 4 путем приложения дополнительного усилия подчеканки Рч к верхнему краю стенок 9, 10 полостей 3, 4, при этом усилие противодавления Р выбирают в пределах. На втором этапе горячего выдавливания (по фиг. 5) формообразование гравюры производят до 90-95 от общего объема деформации и затем осуществляют подчеканку (по фиг. 6) гравюры и верхнего края стенок, доводят деформацию заготовки до 100 и осуществляют извлечение изделия из контейнера. 3 6526 1 Усилие противодавления Р осуществляют как нижним пуансоном 6, так и втулками 7,8 (1 и 2). На стадии окончательного выдавливания изделия осуществляют подстуживание верхнего края стаканообразных полостей 9, 10 на 100-150 С, переводя схему горячего выдавливания в режим полугорячего выдавливания. На этой стадии подстуженные кольцевые зоны заготовки с более низкой пластичностью создают дополнительное противодавление выдавливанию, что способствует более рациональной схеме течения металла в контейнере и лучшему заполнению гравюры донной части 11. После окончания процесса формообразования изделия производят подчеканку гравюры донной части 11 с толщиной донышка 3 и верхнего края стенок 9, 10 стаканообразных полостей 3, 4 путем приложения усилия Рч подчеканки к верхнему краю стенок 9, 10 стаканообразных полостей 3, 4 (фиг. 6). Проводили сравнительные испытания горячего выдавливания осесимметричного полого изделия по известной и новой технологии. Результаты замеров размерной точности верхнего края стаканообразных полостей 3, 4 стенок 9, 10 показывают, что отклонение от плоскостности в изделиях, полученных известным способом, составляет 0,75 мм, отклонение от плоскостности в изделиях, полученных по новому способу составляет 0,57 мм. По известной технологии в каждой сотне штук полученных изделий в 8-12 штук наблюдается недозаполнение гравюры донной части 11 стаканообразных полостей 3, 4. По новой технологии процент выхода годного составляет 99-100 . Источники информации 1. Навроцкий Г.А. Ковка и объемная штамповка, справочник. Т. 3. - С. 124, рис. 10. 2. А.с. СССР 1750835, МПК В 21 13/02, 1992. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B21C 23/02, B21J 13/02
Метки: рельефной, перемычкой, изделия, осесимметричного, полого, изготовления, способ
Код ссылки
<a href="https://by.patents.su/4-6526-sposob-izgotovleniya-osesimmetrichnogo-pologo-izdeliya-s-relefnojj-peremychkojj.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления осесимметричного полого изделия с рельефной перемычкой</a>
Способ изготовления полого композиционного изделия
Номер патента: 3933
Опубликовано: 30.06.2001
Авторы: Бобарикин Юрий Леонидович, Стрикель Николай Иванович, Лискович Михаил Ильич
МПК: B22F 3/02, B21D 22/20
Метки: способ, изготовления, полого, композиционного, изделия
Текст:
...1. Осуществляли изготовление полого композиционного теплоохлаждающего экрана наружного диаметра 17,1 мм, внутреннего диаметра 15 мм, высотой 22 мм из меди М 1 и олова порошкового ПО-2. В листовой заготовке из меди М 1 толщиной 1 мм, диаметром 40 мм путем предварительнойвытяжки за два перехода, на первом из которых использовали матрицу с рабочим отверстием диаметром 26 мм и пуансон диаметром 23,8 мм, а на втором - матрицу с рабочим отверстием...
Способ изготовления коврового изделия на рапирном ковроткацком станке с жаккардовой машиной
Номер патента: 4313
Опубликовано: 30.03.2002
Автор: Федорук Сергей Харитонович
МПК: D03D 39/16
Метки: изготовления, машиной, способ, коврового, изделия, станке, рапирном, ковроткацком, жаккардовой
Текст:
...в зону формирования коврового изделия нитей коренной и настилочной основ, создающих грунт коврового изделия, нитей ворсовой основы, образующей ворсовые пучки, утка, служащего для переплетения и связывания основ, ткачество, при котором создают рисунок путем управления перемещением каждой нити ворсовой основы, обеспечивая из разделение на рабочие, образующие рисунок и нерабочие, зарабатываемые в грунт, рабочие ворсовые нити по линейному...
Штамп для изготовления фасонных пазов механизма фиксатора в ручке П-образного профиля изделия “Клещи-замок универсальные”
Номер патента: U 1085
Опубликовано: 30.12.2003
Авторы: Ананчук Алексей Никитич, Ковалевский Сергей Александрович, Ковальчук Олег Николаевич, Клушин Валерий Александрович
МПК: B21D 5/06
Метки: механизма, фиксатора, ручке, изделия, фасонных, клещи-замок, п-образного, штамп, универсальные, пазов, изготовления, профиля
Текст:
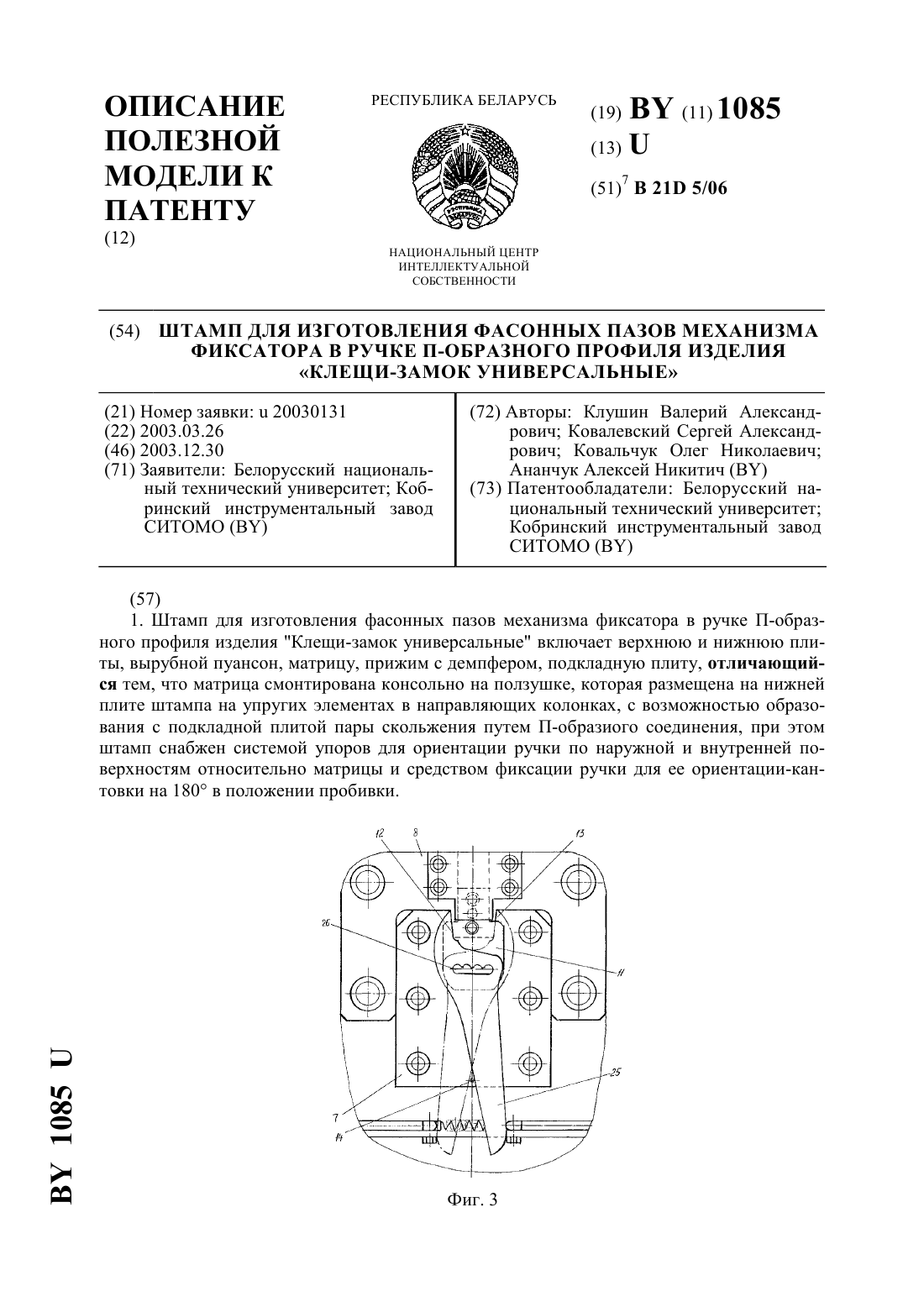
...средство фиксации ручки размещено на нижней плите штампа и выполнено в виде, связанных между собой упругим элементом, двух вертикальных стоек с горизонтальными упорами, шарнирно прикрепленных к нижней плите штампа и снабженных рукоятками управления их положения. Полезная модель поясняется чертежами, где на фиг. 1 - общий вид штампа в исходном положении,фиг. 2 - вид штампа в процессе пробивки фасонного паза в одной из стенок Побразного...
Способ изготовления изделий, преимущественно кулачковых валов
Номер патента: 122
Опубликовано: 30.09.1994
Авторы: Павлов Анатолий Львович, Павлов Лев Григорьевич
МПК: B21H 1/00
Метки: кулачковых, преимущественно, изделий, изготовления, валов, способ
Текст:
...поковкща именно штамповки. Поковки. полученные поперечно-клиновой прокаткой затем подаются транспортером на пресс. укладываются в штамп базиоующимиповерхностями 3, 4. 5, после чего осуществляется второйэтап формообразования заготовки - штам повка кулачков. аДля обеспечения точного расположения кулачков относительно поверхностей поковки. полученных поперечно-клиновой прокаткой. на втором этапе изготовления осуществляется весьма...
Способ получения порошкового антифрикционного слоя на внутренней поверхности стального полого цилиндра
Номер патента: 5992
Опубликовано: 30.03.2004
Авторы: Волчек Анатолий Яковлевич, Ядевич Александр Иванович, Сериков Юрий Викторович, Гребнев Николай Прокопьевич, Борисов Евгений Павлович, Воронецкая Леонора Яковлевна, Глуховский Игорь Анатольевич
МПК: B22F 3/26
Метки: поверхности, способ, внутренней, цилиндра, полого, стального, получения, порошкового, слоя, антифрикционного
Текст:
...диаметр , с зазором так, чтобы разность 1- была на 3090 больше разности -. Экспериментально установлено, что наибольшая величина прочности соединения порошкового антифрикционного материала со сталью обеспечивается тогда, когда между поверхностью стальной заготовки и втулки обеспечивается зазор такой, чтобы разность диаметров 1 ибыла на 3090 больше разности диаметрови , т.е. (-)/(1)0,30,9. Если (-)/(1-) меньше 0,3, то зазор между...
Предыдущий патент: Сетчатый окуляр
Следующий патент: Двигательно-движительный комплекс ВИГ-3
Случайный патент: Рассыпная пудра