B21C 23/02 — изготовление изделий без покрытий
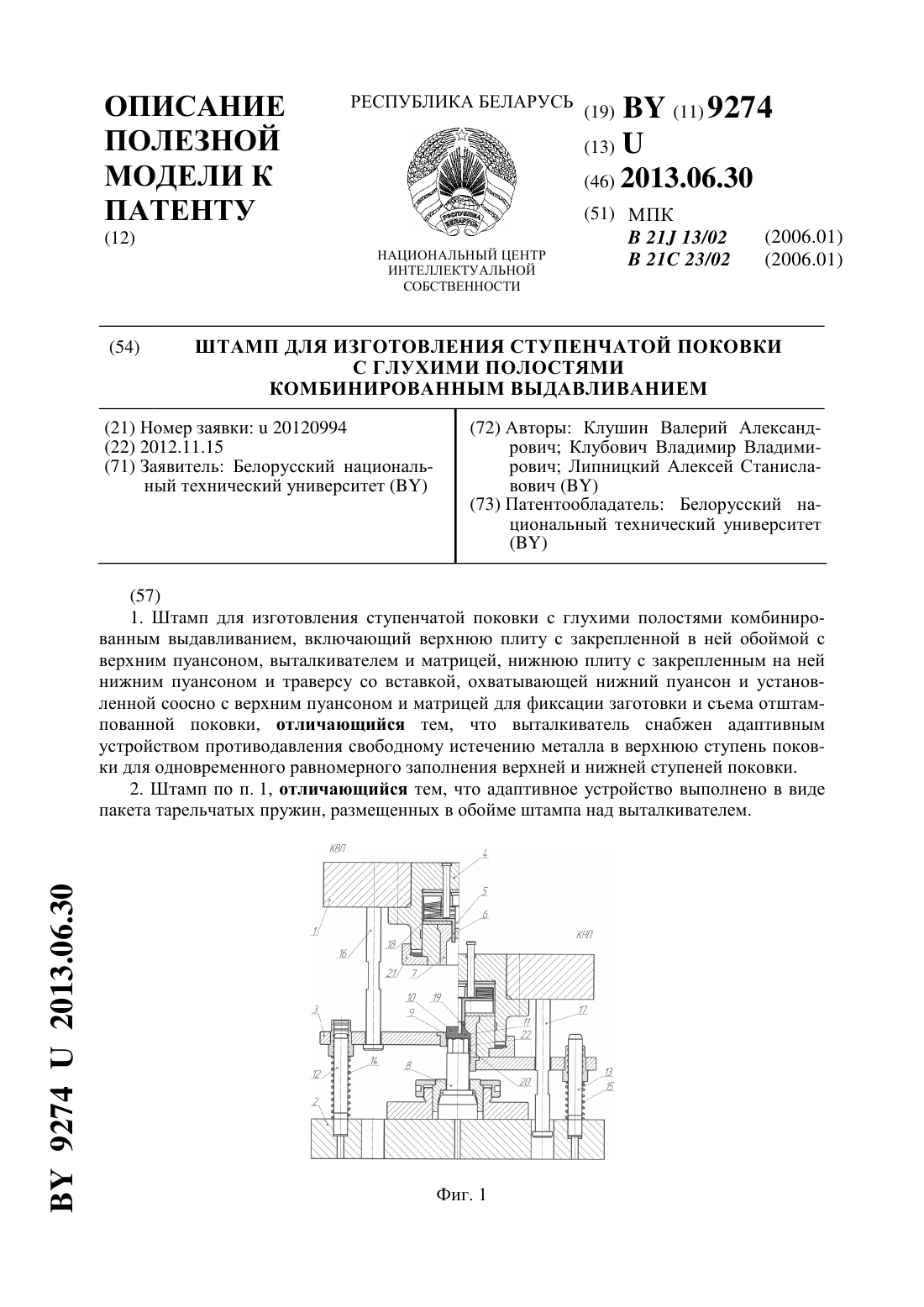
Штамп для изготовления ступенчатой поковки с глухими полостями комбинированным выдавливанием
Номер патента: U 9274
Опубликовано: 30.06.2013
Авторы: Липницкий Алексей Станиславович, Клушин Валерий Александрович, Клубович Владимир Владимирович
МПК: B21J 13/02, B21C 23/02
Метки: ступенчатой, штамп, выдавливанием, комбинированным, поковки, полостями, глухими, изготовления
Текст:
...выдавливанием поясняется чертежами, где фиг. 1 - общий вид штампа слева - верхняя часть штампа в конечном верхнем положении (КВП), справа - верхняя часть штампа в конечном нижнем положении (КНП) фиг. 2 - график изменения напряжений в выдавливаемых ступенях поковки при штамповке на известном штампе фиг. 3 - график изменения напряжений в выдавливаемых ступенях поковки при штамповке с противодавлением течению деформируемого металла в...
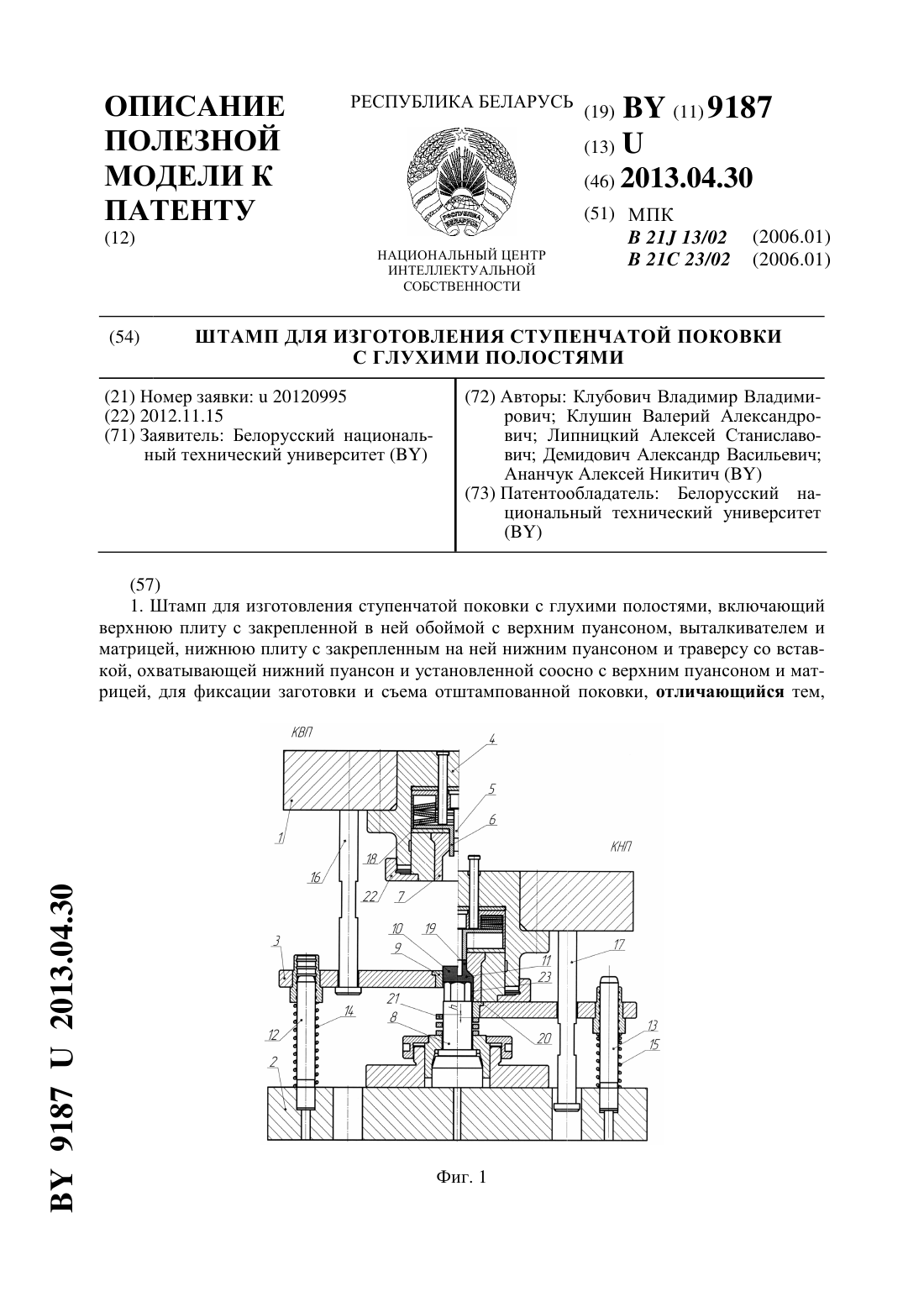
Штамп для изготовления ступенчатой поковки с глухими полостями
Номер патента: U 9187
Опубликовано: 30.04.2013
Авторы: Клубович Владимир Владимирович, Ананчук Алексей Никитич, Липницкий Алексей Станиславович, Клушин Валерий Александрович, Демидович Александр Васильевич
МПК: B21C 23/02, B21J 13/02
Метки: ступенчатой, полостями, штамп, глухими, изготовления, поковки
Текст:
...и нижняя части штампа связаны направляющими колонками (на чертеже не показаны). Траверса 3 выполнена со вставкой 9, охватывающей нижний пуансон 8 и установленной соосно с верхним пуансоном 5 и матрицей 7, для фиксации заготовки 10 и съема отштампованной поковки 11. Траверса 3 установлена на колонках 12, 13 и опирается на пружины 14, 15. Подъем траверсы 3 и съем отштампованной поковки 11 с нижнего пуансона 8 осуществляют тягами 16, 17 при...
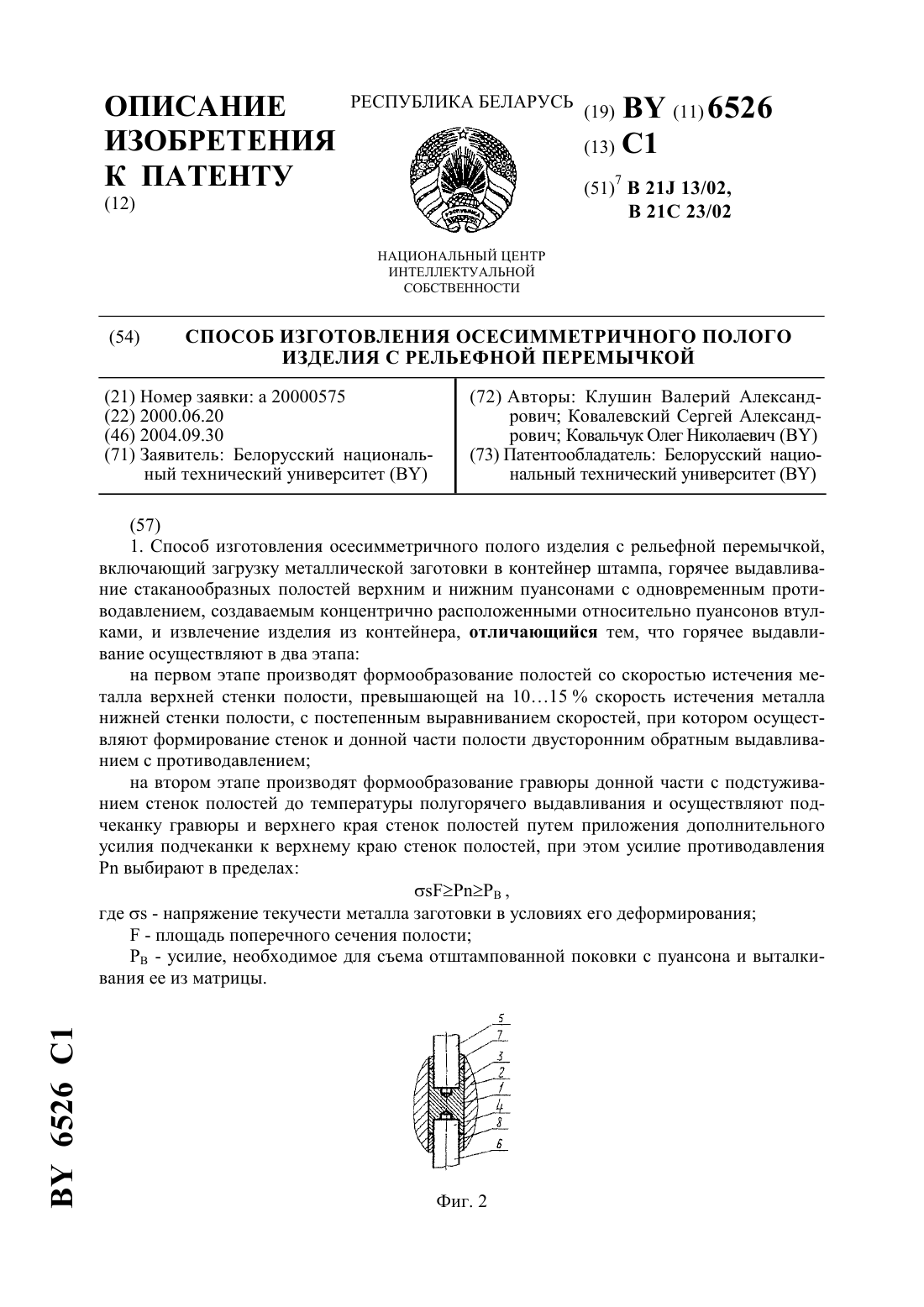
Способ изготовления осесимметричного полого изделия с рельефной перемычкой
Номер патента: 6526
Опубликовано: 30.09.2004
Авторы: Ковальчук Олег Николаевич, Клушин Валерий Александрович, Ковалевский Сергей Александрович
МПК: B21J 13/02, B21C 23/02
Метки: изделия, рельефной, изготовления, полого, способ, перемычкой, осесимметричного
Текст:
...производят формообразование гравюры донной части с подстуживанием стенок полостей до температуры полугорячего выдавливания и осуществляют подчеканку гравюры и верхнего края стенок полостей путем приложения дополнительного усилия подчеканки к верхнему краю стенок полостей, при этом усилие противодавления Р выбирают в пределахРР ,где- напряжение текучести металла заготовки в условиях его деформирования- площадь поперечного сечения полости Р...