Активирующий флюс для дуговой сварки углеродистых или легированных сталей
Номер патента: 13605
Опубликовано: 30.10.2010
Авторы: Олешкевич Дмитрий Анатольевич, Астрейко Людмила Александровна, Никитина Алла Сергеевна, Игнатович Зоя Владимировна
Текст
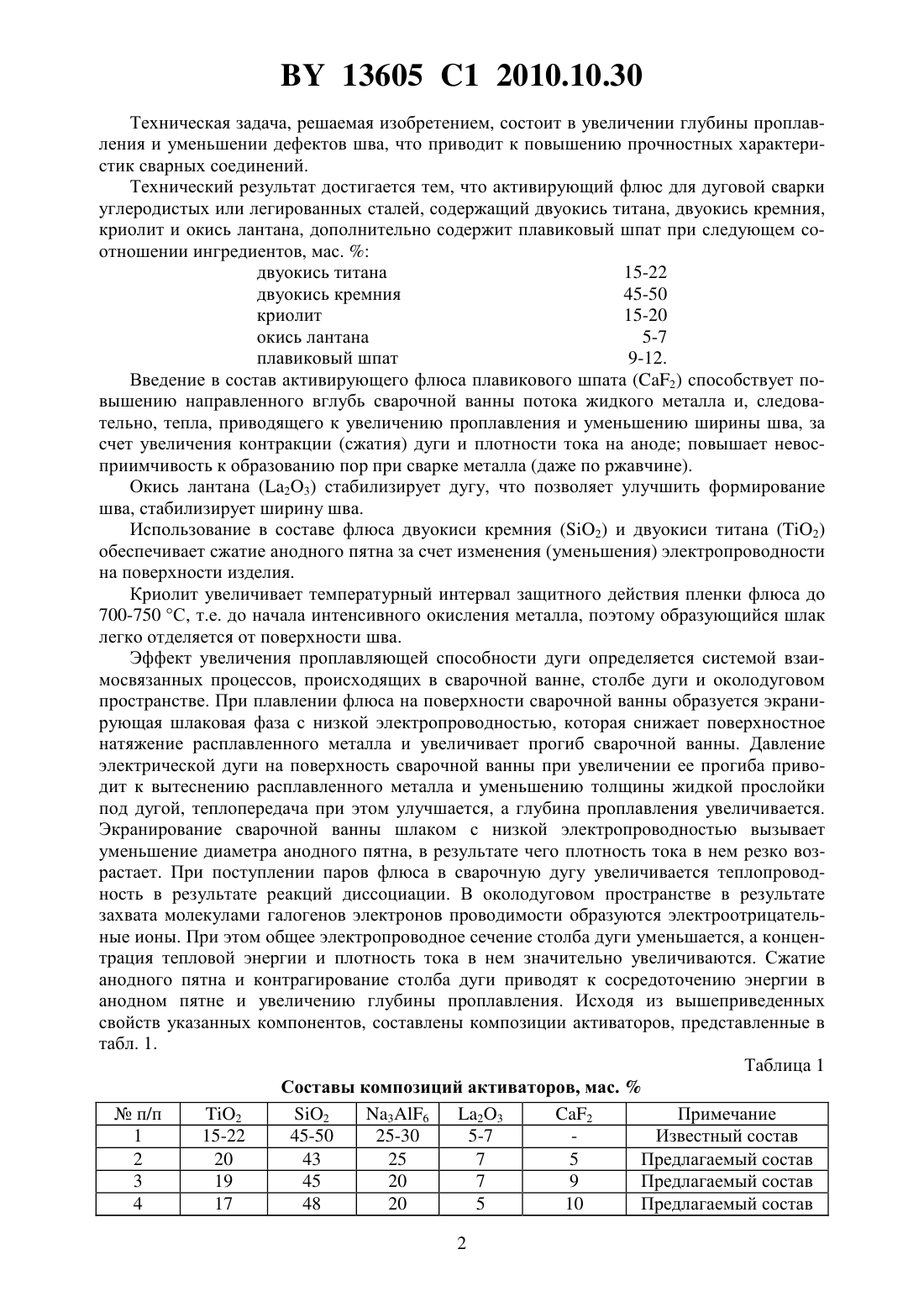
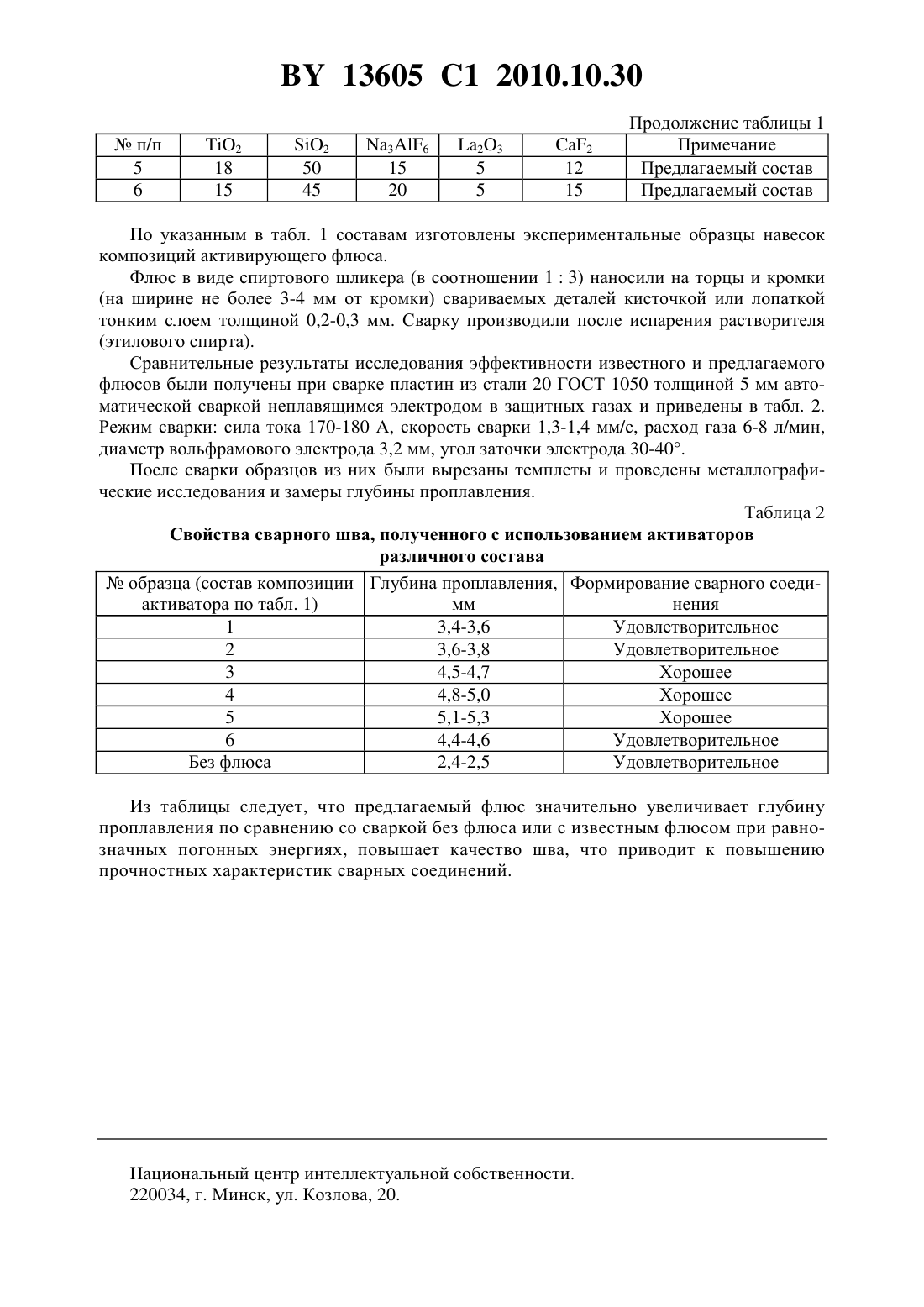
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ АКТИВИРУЮЩИЙ ФЛЮС ДЛЯ ДУГОВОЙ СВАРКИ УГЛЕРОДИСТЫХ ИЛИ ЛЕГИРОВАННЫХ СТАЛЕЙ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Никитина Алла Сергеевна Астрейко Людмила Александровна Игнатович Зоя Владимировна Олешкевич Дмитрий Анатольевич(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Активирующий флюс для дуговой сварки углеродистых или легированных сталей, содержащий двуокись титана, двуокись кремния, криолит и окись лантана, отличающийся тем, что дополнительно содержит плавиковый шпат при следующем соотношении ингредиентов, ма.двуокись титана 15-22 двуокись кремния 45-50 криолит 15-20 окись лантана 5-7 плавиковый шпат 9-12. Изобретение относится к области сварки и может быть использовано для дуговой сварки неплавящимся электродом в защитных газах ответственных конструкций и трубопроводов из низкоуглеродистых и легированных сталей с применением химических активаторов для повышения производительности сварки и улучшения качества сварных соединений. Известен активирующий флюс для сварки углеродистых и легированных сталей заявка РБ а 20061256, МПК 23 // Бюл.4. - 2008, включающий двуокись титана, двуокись кремния, криолит и окись лантана при следующем соотношении ингредиентов (мас. ) двуокись титана (2) 15-22 двуокись кремния (2) 45-50 криолит (36) 25-30 окись лантана (23) 5-7. Недостатком известного активирующего флюса для электродуговой сварки углеродистых и легированных сталей является то, что полученные с его использованием сварные соединения имеют невысокие прочностные характеристики из-за недостаточной глубины проплавления шва и наличия в нем дефектов. 13605 1 2010.10.30 Техническая задача, решаемая изобретением, состоит в увеличении глубины проплавления и уменьшении дефектов шва, что приводит к повышению прочностных характеристик сварных соединений. Технический результат достигается тем, что активирующий флюс для дуговой сварки углеродистых или легированных сталей, содержащий двуокись титана, двуокись кремния,криолит и окись лантана, дополнительно содержит плавиковый шпат при следующем соотношении ингредиентов, мас.двуокись титана 15-22 двуокись кремния 45-50 криолит 15-20 окись лантана 5-7 плавиковый шпат 9-12. Введение в состав активирующего флюса плавикового шпата (2) способствует повышению направленного вглубь сварочной ванны потока жидкого металла и, следовательно, тепла, приводящего к увеличению проплавления и уменьшению ширины шва, за счет увеличения контракции (сжатия) дуги и плотности тока на аноде повышает невосприимчивость к образованию пор при сварке металла (даже по ржавчине). Окись лантана (23) стабилизирует дугу, что позволяет улучшить формирование шва, стабилизирует ширину шва. Использование в составе флюса двуокиси кремния (2) и двуокиси титана (2) обеспечивает сжатие анодного пятна за счет изменения (уменьшения) электропроводности на поверхности изделия. Криолит увеличивает температурный интервал защитного действия пленки флюса до 700-750 С, т.е. до начала интенсивного окисления металла, поэтому образующийся шлак легко отделяется от поверхности шва. Эффект увеличения проплавляющей способности дуги определяется системой взаимосвязанных процессов, происходящих в сварочной ванне, столбе дуги и околодуговом пространстве. При плавлении флюса на поверхности сварочной ванны образуется экранирующая шлаковая фаза с низкой электропроводностью, которая снижает поверхностное натяжение расплавленного металла и увеличивает прогиб сварочной ванны. Давление электрической дуги на поверхность сварочной ванны при увеличении ее прогиба приводит к вытеснению расплавленного металла и уменьшению толщины жидкой прослойки под дугой, теплопередача при этом улучшается, а глубина проплавления увеличивается. Экранирование сварочной ванны шлаком с низкой электропроводностью вызывает уменьшение диаметра анодного пятна, в результате чего плотность тока в нем резко возрастает. При поступлении паров флюса в сварочную дугу увеличивается теплопроводность в результате реакций диссоциации. В околодуговом пространстве в результате захвата молекулами галогенов электронов проводимости образуются электроотрицательные ионы. При этом общее электропроводное сечение столба дуги уменьшается, а концентрация тепловой энергии и плотность тока в нем значительно увеличиваются. Сжатие анодного пятна и контрагирование столба дуги приводят к сосредоточению энергии в анодном пятне и увеличению глубины проплавления. Исходя из вышеприведенных свойств указанных компонентов, составлены композиции активаторов, представленные в табл. 1. Таблица 1 Составы композиций активаторов, мас.п/п 2 2 36 23 2 Примечание 1 15-22 45-50 25-30 5-7 Известный состав 2 20 43 25 7 5 Предлагаемый состав 3 19 45 20 7 9 Предлагаемый состав 4 17 48 20 5 10 Предлагаемый состав 2 Продолжение таблицы 1 Примечание Предлагаемый состав Предлагаемый состав По указанным в табл.1 составам изготовлены экспериментальные образцы навесок композиций активирующего флюса. Флюс в виде спиртового шликера (в соотношении 13) наносили на торцы и кромки(на ширине не более 3-4 мм от кромки) свариваемых деталей кисточкой или лопаткой тонким слоем толщиной 0,2-0,3 мм. Сварку производили после испарения растворителя(этилового спирта). Сравнительные результаты исследования эффективности известного и предлагаемого флюсов были получены при сварке пластин из стали 20 ГОСТ 1050 толщиной 5 мм автоматической сваркой неплавящимся электродом в защитных газах и приведены в табл. 2. Режим сварки сила тока 170-180 , скорость сварки 1,3-1,4 мм/с, расход газа 6-8 л/мин,диаметр вольфрамового электрода 3,2 мм, угол заточки электрода 30-40. После сварки образцов из них были вырезаны темплеты и проведены металлографические исследования и замеры глубины проплавления. Таблица 2 Свойства сварного шва, полученного с использованием активаторов различного составаобразца (состав композиции Глубина проплавления, Формирование сварного соедиактиватора по табл. 1) мм нения 1 3,4-3,6 Удовлетворительное 2 3,6-3,8 Удовлетворительное 3 4,5-4,7 Хорошее 4 4,8-5,0 Хорошее 5 5,1-5,3 Хорошее 6 4,4-4,6 Удовлетворительное Без флюса 2,4-2,5 Удовлетворительное Из таблицы следует, что предлагаемый флюс значительно увеличивает глубину проплавления по сравнению со сваркой без флюса или с известным флюсом при равнозначных погонных энергиях, повышает качество шва, что приводит к повышению прочностных характеристик сварных соединений. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B23K 35/362
Метки: легированных, сталей, или, флюс, дуговой, углеродистых, активирующий, сварки
Код ссылки
<a href="https://by.patents.su/3-13605-aktiviruyushhijj-flyus-dlya-dugovojj-svarki-uglerodistyh-ili-legirovannyh-stalejj.html" rel="bookmark" title="База патентов Беларуси">Активирующий флюс для дуговой сварки углеродистых или легированных сталей</a>
Активирующий флюс для дуговой сварки углеродистых или легированных сталей
Номер патента: 11743
Опубликовано: 30.04.2009
Авторы: Нестеров Владимир Григорьевич, Нестерова Светлана Владимировна, Писарев Владимир Александрович, Зюзенок Валерий Павлович, Окунь Григорий Исакович
МПК: B23K 35/362
Метки: дуговой, сварки, флюс, или, углеродистых, активирующий, легированных, сталей
Текст:
...анодного пятна дуги за счет изменения (уменьшения) электропроводности на поверхности изделия. Эффект увеличения проплавляющей способности дуги определяется системой взаимосвязанных процессов, происходящих в сварочной ванне, столбе дуги и околодуговом пространстве. При плавлении флюса на поверхности сварочной ванны образуется экранирующая шлаковая фаза с низкой электропроводностью, которая снижает поверхностное натяжение расплавленного...
Керамический флюс для сварки и наплавки стали
Номер патента: 7612
Опубликовано: 30.12.2005
Авторы: Антонишин Юрий Тихонович, Борд Наум Юрьевич
МПК: B23K 35/362
Метки: флюс, сварки, стали, керамический, наплавки
Текст:
...препятствуя растворению водорода в жидком металле. Установлено, что при концентрации кремния в сварочной ванне ниже 0,2 возможно образование пор в швах. Оптимальное содержание кварцевого песка во флюсе 6-10 . При содержании кварцевого песка менее 6 мас.не происходит энергичного успокаивания сварочной ванны, из-за чего возможно появление пор в швах. При содержании кварцевого песка свыше 10 мас.происходит легирование металла шва кремнием, что...
Горелка для дуговой сварки в защитных газах
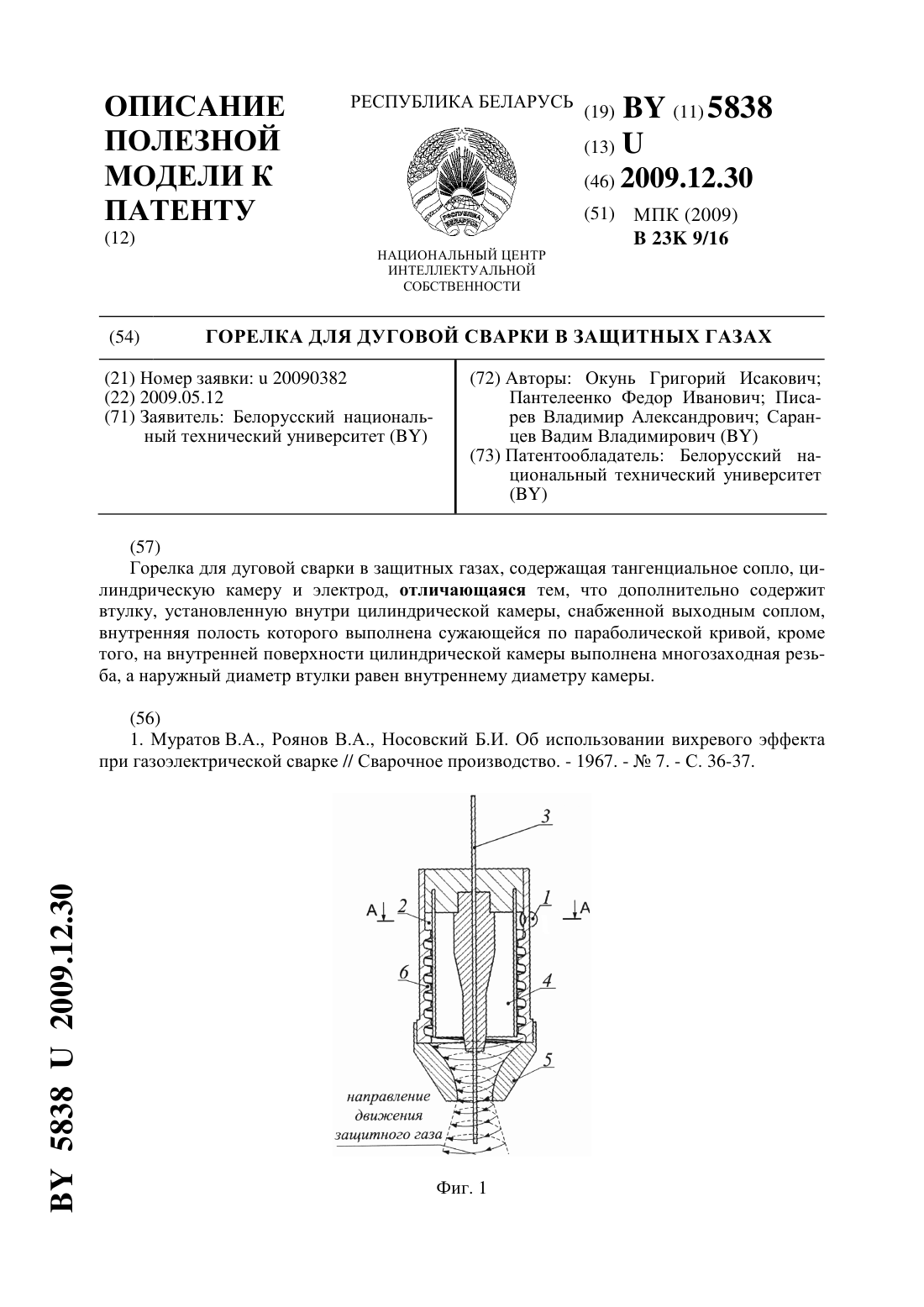
Номер патента: U 5838
Опубликовано: 30.12.2009
Авторы: Окунь Григорий Исакович, Саранцев Вадим Владимирович, Пантелеенко Федор Иванович, Писарев Владимир Александрович
МПК: B23K 9/16
Метки: горелка, защитных, сварки, дуговой, газах
Текст:
...сварки в защитных газах,содержащая тангенциальное сопло, цилиндрическую камеру и электрод, дополнительно содержит втулку, установленную внутри цилиндрической камеры, снабженной выходным соплом, внутренняя полость которого выполнена сужающейся по параболической кривой,кроме того, на внутренней поверхности цилиндрической камеры выполнена многозаходная резьба, а наружный диаметр втулки равен внутреннему диаметру камеры. Такая конструкция...
Электрод для сварки хромистых сталей
Номер патента: 7987
Опубликовано: 30.04.2006
Авторы: Валькович Игорь Владимирович, Антонишин Юрий Тихонович, Артюхов Вадим Александрович, Соколовский Евгений Иванович
МПК: B23K 35/365
Метки: сталей, электрод, сварки, хромистых
Текст:
...к образованию пор в металле сварного шва. Содержание рутила в покрытии более 24 мас.приводит к тому, что часть его остается в жидком металле, не переходя в шлак, и во время кристаллизации выделяется по границам зерен металла, что заметно охрупчивает сварной шов,ухудшает формирование наплавленного валика. Эксперименты показали, что при содержании рутила свыше 25 мас.происходит существенное уменьшение коэффициента температурного расширения...
Устройство для дуговой сварки с колебаниями электрода

Номер патента: 6962
Опубликовано: 30.03.2005
Авторы: Якубович Дмитрий Иванович, Павлюк Сергей Кириллович
Метки: сварки, устройство, дуговой, колебаниями, электрода
Текст:
...к зоне сварки и их забрызгиваниеЗадача изобретения - получение конструкции устройства. позволяющего выполнять перемещения электрода поперек оси шва при механизированной сварке и наплавкеПоставленная задача достигается тем. что в устройстве для дуговой сварки с колебаниями электрода. содержащем сварочную горелку с трубкой для подачи защитного газа и сварочной проволоки. механизм колебаний. согласно изобретению. сварочная горелка вь 1...
Предыдущий патент: Способ получения экструдированных продуктов высокой пищевой ценности
Следующий патент: Способ изготовления биполярных транзисторов с изолированным затвором
Случайный патент: Устойство для определения резервов относительной аккомодации и их тренировка