Керамический флюс для сварки и наплавки стали
Текст
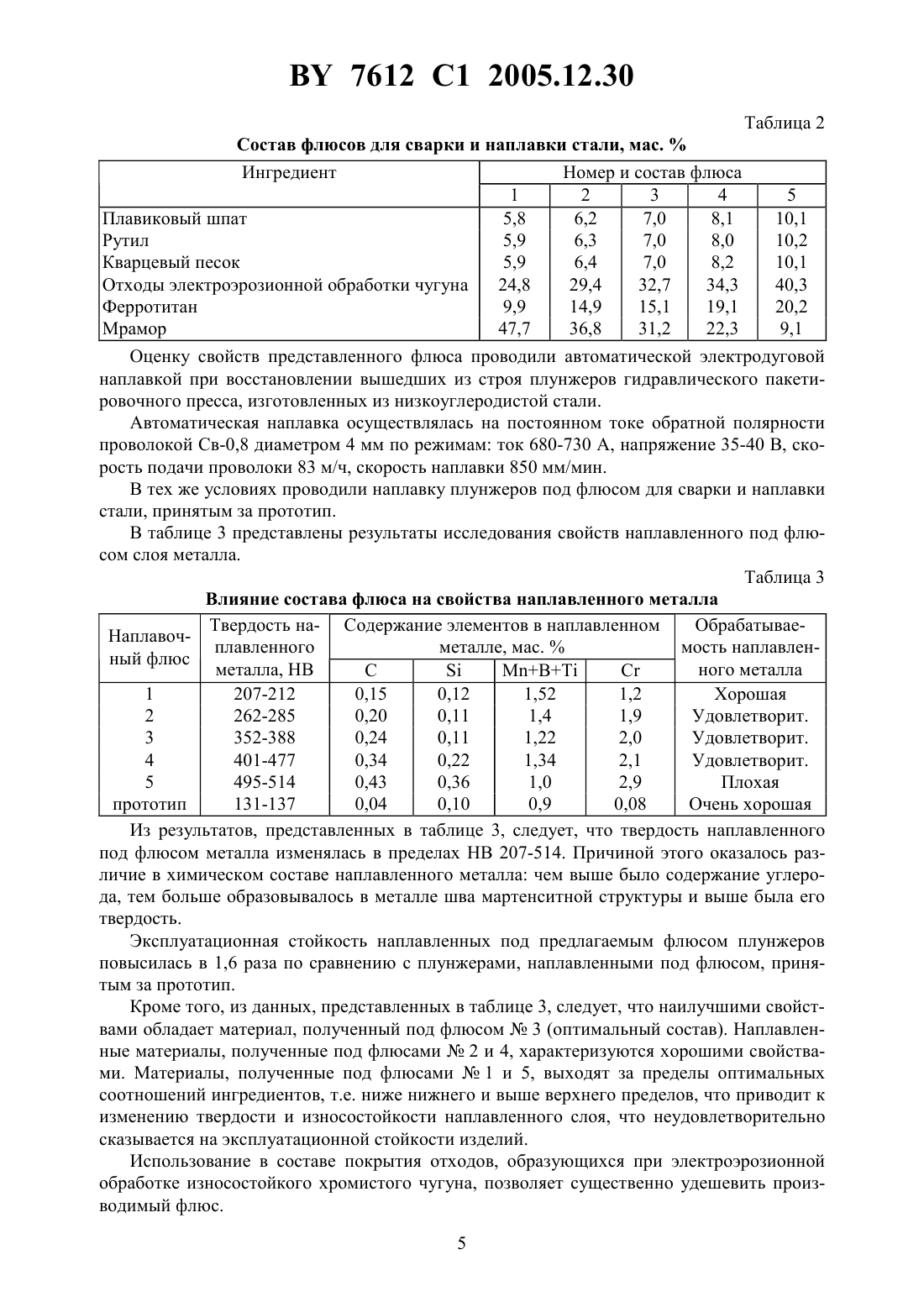
(51)23 35/362 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ КЕРАМИЧЕСКИЙ ФЛЮС ДЛЯ СВАРКИ И НАПЛАВКИ СТАЛИ(71) Заявитель Государственное учреждение Научно-исследовательский и конструкторско-технологический институт сварки и защитных покрытий с опытным производством(72) Авторы Антонишин Юрий Тихонович Борд Наум Юрьевич(73) Патентообладатель Государственное учреждение Научно-исследовательский и конструкторско-технологический институт сварки и защитных покрытий с опытным производством(56) Хренов А.А. и др. Керамические флюсы для автоматической сварки и наплавки. - Киев Государственное издательство технической литературы УССР,1961. - С. 155.1773650 1, 1992.1726183 1, 1992.1780968 2, 1992.(57) 1. Керамический флюс для сварки и наплавки сталей, содержащий плавиковый шпат,кварцевый песок, ферротитан и мрамор, отличающийся тем, что он дополнительно содержит рутил и отходы электроэрозионной обработки износостойкого хромистого чугуна при следующем соотношении ингредиентов, мас.плавиковый шпат 6-10 кварцевый песок 6-10 ферротитан 10-20 мрамор 20-37 рутил 6-10 отходы электроэрозионной обработки износостойкого хромистого чугуна 25-40. 2. Флюс по п. 1, отличающийся тем, что содержит отходы электроэрозионной обработки износостойкого хромистого чугуна, предварительно частично или полностью подвергнутые борохромированию, при этом количество введенного бора составляет 0,61,0 мас. . Предполагаемое изобретение относится к области сварки. В частности, к керамическим флюсам для сварки углеродистых и низколегированных сталей и может быть использовано при производстве сварных труб и балок для строительных конструкций, изготовлении емкостей, резервуаров в химическом и атомном машиностроении, элементов судовых конструкций, а также для наплавки изношенных конструкций при восстановительном ремонте. 7612 1 2005.12.30 Известны керамические флюсы, представляющие собой механическую смесь порошкообразных составляющих, позволяющих провести достаточно полно все необходимые металлургические процессы при сварке и получить наплавленный металл высокого качества 1-4. Вместе с тем, при восстановительном ремонте деталей из малоуглеродистой стали, твердость наплавленной под флюсом поверхности низкая, из-за чего эксплуатационный ресурс восстановленных деталей недостаточен из-за быстрого их износа. Из известных наиболее близким по технической сущности, принятым за прототип, является флюс для сварки и наплавки КС-Х 12 Т 1, в состав которого входят плавиковый шпат, кварцевый песок, ферросилиций и марганцевая руда. Недостатком данного флюса для сварки и наплавки является то, что наплавленный слой имеет низкую износостойкость и твердость, в результате чего длительность эксплуатации восстановленных наплавкой изделий недостаточна. Техническая задача, решаемая изобретением, состоит в повышении твердости и износостойкости поверхностей, полученных сваркой или наплавкой под флюсом. Технический результат достигается тем, что керамический флюс для сварки и наплавки, включающий плавиковый шпат, кварцевый песок, ферротитан и мрамор, дополнительно содержит рутил и отходы электроэрозионной обработки износостойкого хромистого чугуна, при следующем содержании ингредиентов (мас. ) плавиковый шпат 6-10 кварцевый песок 6-10 ферротитан 10-20 мрамор 20-37 рутил 6-10 отходы электроэрозионной обработки износостойкого чугуна 25-40,при этом отходы электроэрозионной обработки износостойкого высокохромистого чугуна могут быть полностью или частично подвергнуты борированию, кроме того, количество вводимого бора составляет 0,6-1,0 . Введение в состав флюса отходов электроэрозионной обработки износостойкого высокохромистого чугуна производится с целью снабжения зоны наплавки хромом и углеродом. Наличие порошка отходов износостойкого высокохромистого чугуна во флюсе,кроме того, положительно влияет на следующие сварочно-технологические характеристики электродов повышает стабильность горения дуги, обеспечивает быстрое зажигание дуги снижает разбрызгивание электродного металла, улучшает формирование сварного шва и отделимость шлака от металла шва. Введение отходов электроэрозионной обработки износостойкого хромистого чугуна во флюс наиболее целесообразно производить в количестве от 25 до 40 . Содержание отходов электроэрозионной обработки чугуна в количестве менее 25 не оказывает существенного влияния на твердость наплавленного слоя, а следовательно, и на эксплуатационный ресурс детали в условиях износа. При содержании отходов электроэрозионной обработки износостойкого высокохромистого чугуна, превышающем 40 , повышается прочность наплавленного слоя, но резко снижается пластичность металла, что отрицательно сказывается на эксплуатационной стойкости наплавленной детали. Плавиковый шпат - компонент, ответственный за наиболее важную газообразующую реакцию при сварке с использованием флюса 22224,которая обеспечивает газовую защиту зоны дуги от атмосферного влияния. Введение в состав флюса плавикового шпата в количестве 6-10 обеспечивает выделение при сварке фтора, связывающего присутствующий в атмосфере дуги водород в со 2 7612 1 2005.12.30 единениевыделение при сварке газообразных соединений, разбавляющих атмосферу дуги, в результате чего снижается парциальное давление водорода укорочение дуги при сварке, что способствует уменьшению времени пребывания расплавленного электродного металла в дуге и снижению возможности растворения водорода обезвоживание ржавчины в результате образованияпри соприкосновении ее с расплавленным или раскаленным флюсом. Введение плавикового шпата во флюс в количестве менее 6 не обеспечивает достаточно полного связывания водорода вв атмосфере дуги, в результате чего происходит растворение водорода в металле сварной ванны и возрастает возможность появления пор в металле шва. При содержании плавикового шпата во флюсе более 10 мас.существенно снижается устойчивость сварочной дуги. Введение во флюс мрамора, кислородсодержащего и шлакообразующего компонента,производится с целью снабжения зоны сварки углеродом и кислородом, создания окислительной атмосферы над сварочной ванной и создания шлакового покрова на сварном шве. Создание окислительной атмосферы над сварочной ванной, связывающей почти всегда имеющийся здесь водород в нерастворимые в металле водяной пар или гидроксил ОН,способствует повышению износостойкости поверхности, получаемой сваркой или наплавкой. Введение мрамора во флюс наиболее целесообразно производить в количестве от 20 до 37 мас. . Мрамор является шлакообразующим элементом и обеспечивает достаточно надежную газовую и шлаковую защиту металла в зоне наплавки от кислорода воздуха за счет термического разложения карбонатов. Содержание мрамора во флюсе менее 20 мас.является недостаточным для надежной газовой и шлаковой защиты. Содержание мрамора более 37 мас.не оказывает существенного влияния на повышение защиты наплавленного металла в зоне наплавки от окисления. Кроме того, при содержании мрамора более 37 мас.начинается интенсивное окисление находящихся во флюсе раскислителей. Введение во флюс кварцевого песка (2) определяет характер окислительно-восстановительных процессов при сварке под флюсом, обеспечивая легирование шва кремнием,который подавляет реакцию окисления углерода в кристаллизующейся части сварочной ванны, способствует повышению окислительных условий в сварочной ванне, препятствуя растворению водорода в жидком металле. Установлено, что при концентрации кремния в сварочной ванне ниже 0,2 возможно образование пор в швах. Оптимальное содержание кварцевого песка во флюсе 6-10 . При содержании кварцевого песка менее 6 мас.не происходит энергичного успокаивания сварочной ванны, из-за чего возможно появление пор в швах. При содержании кварцевого песка свыше 10 мас.происходит легирование металла шва кремнием, что приводит к охрупчиванию металла. Частичная замена кварцевого песка рутилом, во-первых, сделало образующийся шлак более коротким, т.е. он стал находиться в жидком состоянии при более низких температурах, из-за чего образующийся шлак будет обладать повышенной газопроницаемостью и обеспечит лучшую дегазацию сварных швов, а меньшая окислительная способность двуокиси титана по сравнению с кремнеземом обеспечивает лучшее отделение шлаковой корки. При содержании рутила во флюсе менее 6 защита металла шва от воздействия окружающей атмосферы недостаточна из-за нехватки образующегося шлака, что отрицательно сказывается на свойствах сварного соединения. Эксперименты показали, что при содержании рутила свыше 10 происходит существенное уменьшение коэффициента температурного расширения образующегося из флюса шлака (таблица 1), что отрицательно сказывается на его отделимости от металла шва. 3 7612 1 2005.12.30 Таблица 1 Зависимость величины коэффициента температурного расширения шлака от содержания рутила во флюсе для сварки и наплавки стали, мас.Содержание рутила во флюсе, мас.3 5 10 15-6 -1 43 41 33 25 Коэффициент температурного расширения, 10 Введение во флюс для сварки и наплавки ферротитана, растворяющегося компонента,производится для обеспечения раскисления сварочной ванны, минимизации содержания кислорода в наплавленном металле и для способствования растворению в жидком металле сварного шва всех компонентов флюса, ферротитан, кроме того, отчасти легирует металл шва. Модифицирование металла шва обеспечивает мелкозернистую равноосную первичную структуру вместо обычных крупных дендритов, что значительно улучшает качество металла и снижает его склонность к образованию трещин. При необходимости в предложенный флюс для сварки и наплавки вводится бор в количестве 0,6-1,0 мас.через отходы электроэрозионной обработки чугуна, что обеспечивает резкое повышение твердости и износостойкости наплавленного металла, особенно при абразивном изнашивании, за счет легирования бором карбидов и образования в структуре боридов (карбоборидов). Количество бора менее 0,6 мас.не позволяет обеспечить достаточную твердость и износостойкость наплавленного металла. Вводить бор в количествах более 1,0 мас.во флюс не следует, т.к. это может привести к выкрашиванию карбидных и боридных составляющих. Флюс изготавливают следующим образом. Приготовленную из необходимых компонентов шихту после размола и смешивания подвергали прессованию на лабораторном электродном прессе модели ПО 0030, оснащенном специальной приставкой. При необходимости введения во флюс бора отходы электроэрозионной обработки износостойкого высокохромистого чугуна подвергают химико-термической обработке по способу 3 в смеси состава, включающего оксид хрома, оксид бора, оксид алюминия,алюминий, оксид циркония, фтористый алюминий, порошок железа и древесный уголь,при следующем соотношении компонентов (мас. ) оксид хрома 16-24 оксид бора 16-20 алюминий 19-21 оксид циркония 1-3 фтористый алюминий 1-3 порошок железа 8-12 древесный уголь 0,4-0,6 оксид алюминия остальное. Химико-термическую обработку проводили при 950 в течение четырех часов. Использование в предлагаемом составе насыщающей смеси оксидов бора и хрома, порошка железа и оксида циркония в сочетании с фтористым алюминием приводит к образованию на поверхности частиц чугуна качественного борохромированного слоя с высокой окалиностойкостью, что позволяет наиболее полно осуществить переход легирующих элементов из флюса в наплавленный металл. Кроме того, наличие в смеси оксида алюминия и древесного угля предотвращает спекание смеси во время насыщения чугуна бором,восстанавливает активные атомы насыщающих элементов, обеспечивает безокислительную атмосферу. Примеры конкретного исполнения флюсов представлены в таблице 2. 7612 1 2005.12.30 Таблица 2 Состав флюсов для сварки и наплавки стали, мас.Ингредиент Номер и состав флюса 1 2 3 4 5 Плавиковый шпат 5,8 6,2 7,0 8,1 10,1 Рутил 5,9 6,3 7,0 8,0 10,2 Кварцевый песок 5,9 6,4 7,0 8,2 10,1 Отходы электроэрозионной обработки чугуна 24,8 29,4 32,7 34,3 40,3 Ферротитан 9,9 14,9 15,1 19,1 20,2 Мрамор 47,7 36,8 31,2 22,3 9,1 Оценку свойств представленного флюса проводили автоматической электродуговой наплавкой при восстановлении вышедших из строя плунжеров гидравлического пакетировочного пресса, изготовленных из низкоуглеродистой стали. Автоматическая наплавка осуществлялась на постоянном токе обратной полярности проволокой Св-0,8 диаметром 4 мм по режимам ток 680-730 А, напряжение 35-40 В, скорость подачи проволоки 83 м/ч, скорость наплавки 850 мм/мин. В тех же условиях проводили наплавку плунжеров под флюсом для сварки и наплавки стали, принятым за прототип. В таблице 3 представлены результаты исследования свойств наплавленного под флюсом слоя металла. Таблица 3 Влияние состава флюса на свойства наплавленного металла Твердость на- Содержание элементов в наплавленном ОбрабатываеНаплавочплавленного металле, мас.мость наплавленный флюс металла,ного металла С 1 207-212 0,15 0,12 1,52 1,2 Хорошая 2 262-285 0,20 0,11 1,4 1,9 Удовлетворит. 3 352-388 0,24 0,11 1,22 2,0 Удовлетворит. 4 401-477 0,34 0,22 1,34 2,1 Удовлетворит. 5 495-514 0,43 0,36 1,0 2,9 Плохая прототип 131-137 0,04 0,10 0,9 0,08 Очень хорошая Из результатов, представленных в таблице 3, следует, что твердость наплавленного под флюсом металла изменялась в пределах 207-514. Причиной этого оказалось различие в химическом составе наплавленного металла чем выше было содержание углерода, тем больше образовывалось в металле шва мартенситной структуры и выше была его твердость. Эксплуатационная стойкость наплавленных под предлагаемым флюсом плунжеров повысилась в 1,6 раза по сравнению с плунжерами, наплавленными под флюсом, принятым за прототип. Кроме того, из данных, представленных в таблице 3, следует, что наилучшими свойствами обладает материал, полученный под флюсом 3 (оптимальный состав). Наплавленные материалы, полученные под флюсами 2 и 4, характеризуются хорошими свойствами. Материалы, полученные под флюсами 1 и 5, выходят за пределы оптимальных соотношений ингредиентов, т.е. ниже нижнего и выше верхнего пределов, что приводит к изменению твердости и износостойкости наплавленного слоя, что неудовлетворительно сказывается на эксплуатационной стойкости изделий. Использование в составе покрытия отходов, образующихся при электроэрозионной обработке износостойкого хромистого чугуна, позволяет существенно удешевить производимый флюс. 5 7612 1 2005.12.30 Эксперименты по определению износостойкости образцов в условиях абразивного износа показали, что борирование отходов электроэрозионной обработки износостойкого хромистого чугуна повышает износостойкость наплавленного под заявляемым флюсом слоя металла в 1,4-1,6 раза. Таким образом, флюс для сварки и наплавки стали предлагаемого состава обеспечивает возможность получения наплавленного металла с повышенной по сравнению с прототипом (флюс КС-Х 12 Т) в 1,5-2,5 раза твердостью и в 1,6 раза износостойкостью. Источники информации 1. Хренов А.А. и др. Керамические флюсы для автоматической сварки и наплавки. Киев Государственное издательство технической литературы УССР, 1961. - С. 155. 2.1773650 А 1, 1992. 3.1726183 А 1, 1992. 4.1780968 А 2, 1992. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B23K 35/362
Метки: керамический, сварки, стали, наплавки, флюс
Код ссылки
<a href="https://by.patents.su/6-7612-keramicheskijj-flyus-dlya-svarki-i-naplavki-stali.html" rel="bookmark" title="База патентов Беларуси">Керамический флюс для сварки и наплавки стали</a>
Электрод для ручной дуговой сварки и наплавки чугуна
Номер патента: 6799
Опубликовано: 30.03.2005
Авторы: Соколовский Евгений Иванович, Артюхов Вадим Александрович, Борд Наум Юрьевич, Антонишин Юрий Тихонович
МПК: B23K 35/365
Метки: дуговой, ручной, электрод, чугуна, наплавки, сварки
Текст:
...никель 13-25. Введение мрамора в покрытие наиболее целесообразно в количестве от 17,0 до 22,0 мас. . Мрамор обеспечивает достаточно надежную газовую и шлаковую защиту металла в зоне сварки за счет термического разложения карбонатов и является шлакообразующим элементом. Содержание мрамора в покрытии менее 17,0 мас.является недостаточным для надежной газовой и шлаковой защиты. Содержание мрамора более 22,0 мас.не оказывает существенного...
Электродное покрытие для износостойкой наплавки
Номер патента: 6829
Опубликовано: 30.03.2005
Авторы: Борд Наум Юрьевич, Валькович Игорь Владимирович, Артюхов Вадим Александрович, Соколовский Евгений Иванович
МПК: B23K 35/365
Метки: покрытие, электродное, износостойкой, наплавки
Текст:
...в виде комплексной лигатуры феррохромбор в количестве от 14,0 до 16,0 мас. . Применение данной лигатуры позволяет не только отказаться от более дорогих материалов, таких как карбид бора, ферробор, но и дает возможность стабильно получать в наплавленном металле более твердые карбиды за счет легирования их бором с образованием в структуре боридов (карбоборидов), что определяет высокую износостойкость наплавленного металла. Введение в...
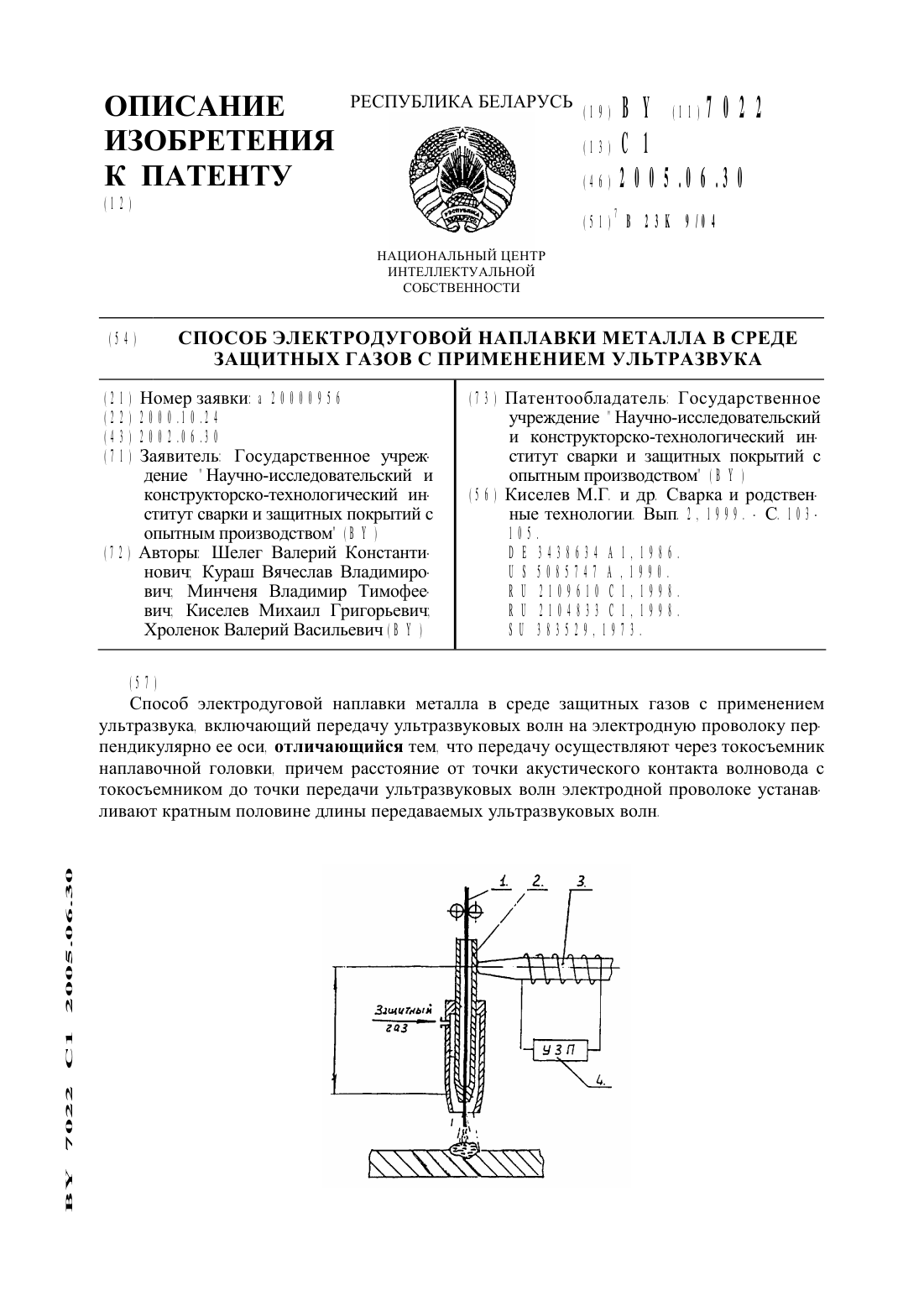
Способ электродуговой наплавки металла в среде защитных газов с применением ультразвука
Номер патента: 7022
Опубликовано: 30.06.2005
Авторы: Минченя Владимир Тимофеевич, Кураш Вячеслав Владимирович, Шелег Валерий Константинович, Киселев Михаил Григорьевич, Хроленок Валерий Васильевич
МПК: B23K 9/04
Метки: металла, защитных, электродуговой, применением, ультразвука, газов, наплавки, среде, способ
Текст:
...- улучшение процесса наплавки за счет упорядоченного каплепереноса расплавленного металла и увеличения центров кристаллизации наплавленного металла. Технический результат выражается в применении ультразвуковой энергии в технологическом процессе электродуговой наплавки от плавления электродного металла до кристаллообразования в наплавленном слое металла.Технический результат достигается тем. что в способе электродуговой наплавки...
Электрод для дуговой наплавки
Номер патента: 6721
Опубликовано: 30.12.2004
Авторы: Борд Наум Юрьевич, Шелег Валерий Константинович, Соколовский Евгений Иванович, Валькович Игорь Владимирович
МПК: B23K 35/365
Метки: электрод, дуговой, наплавки
Текст:
...прямым растворением металлического ферромарганца в металле наплавки. Марганец, растворенный в металле, способствует увеличению его прочности и снижает пластичность. Содержание ферромарганца в покрытии менее 2,0 мас.не приводит к легированию наплавленного металла. Ферромарганец в этом случае выступает только как раскислитель. Введение ферромарганца в покрытие более 4,0 мас.не обеспечивает нужный химический состав наплавленного металла....
Флюс для низкотемпературной пайки
Номер патента: 837
Опубликовано: 15.08.1995
Авторы: Стромский А. С., Берендеева А. В., Гольцов П. П., Салов А. П., Зубкова Н. В., Зубков В. И., Пещенко А. Д.
МПК: B23K 35/363
Метки: пайки, флюс, низкотемпературной
Текст:
...натяжение расплавляемого пргщоя и тем саштм обеспечивает повышение активности флюса.При этом мехаъшзм флюсования происходит следующим образом. Вначале за счет присутствующей в растворителе воды и при каталитическом воздействии кислот, входящих в состав канифоли, при высокой температуре (около 250 С) идет гидролиз карбамида с образованием циануровой кислоты, аммиака и других продуктов гидролиза. Циануровая кислота взаимодействует с...
Предыдущий патент: Способ измерения скорости движения объекта и устройство для его осуществления
Следующий патент: Способ изготовления антифрикционного материала с повышенной износостойкостью
Случайный патент: Топка