Электрод для сварки хромистых сталей
Номер патента: 7987
Опубликовано: 30.04.2006
Авторы: Валькович Игорь Владимирович, Антонишин Юрий Тихонович, Артюхов Вадим Александрович, Соколовский Евгений Иванович
Текст
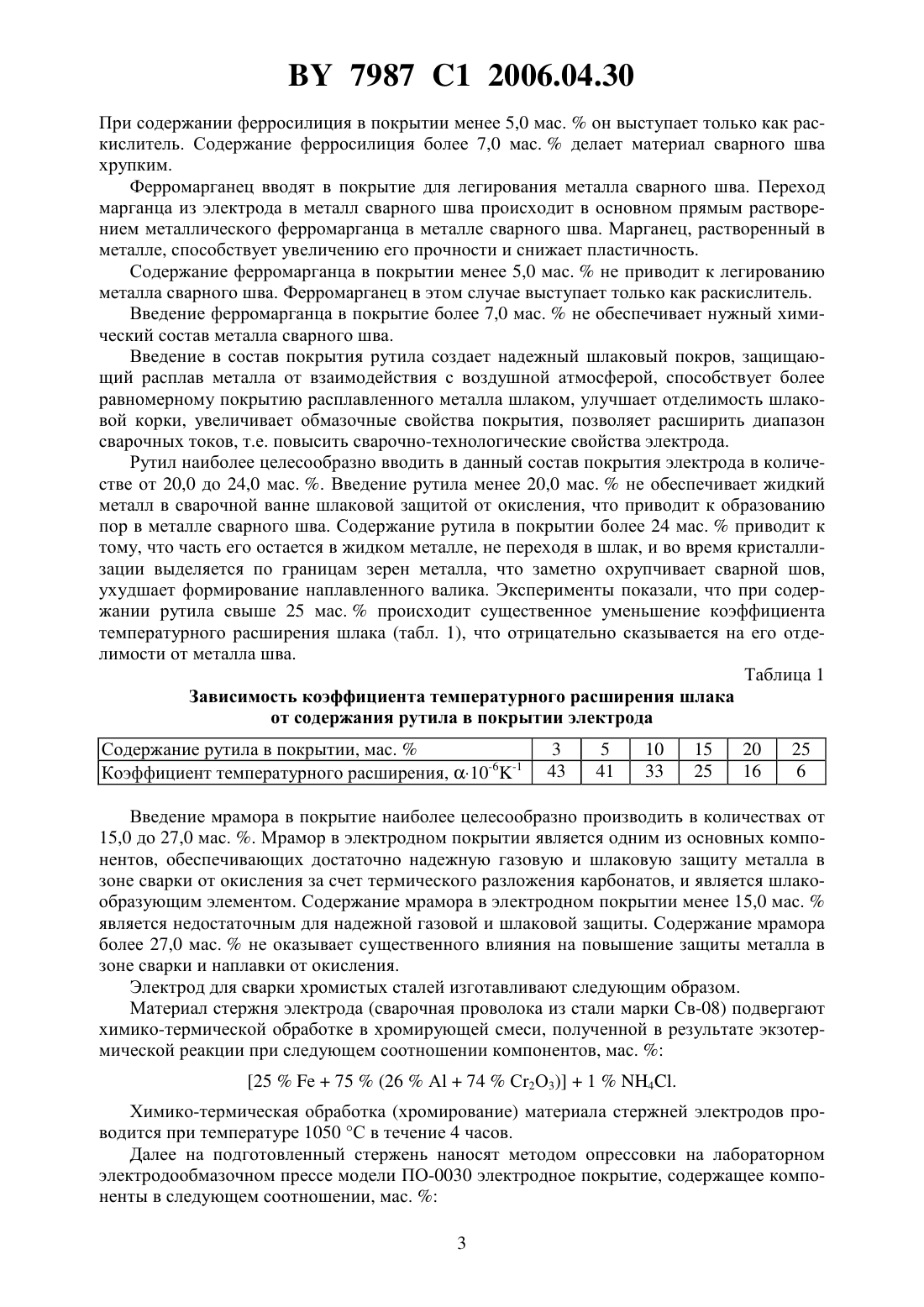
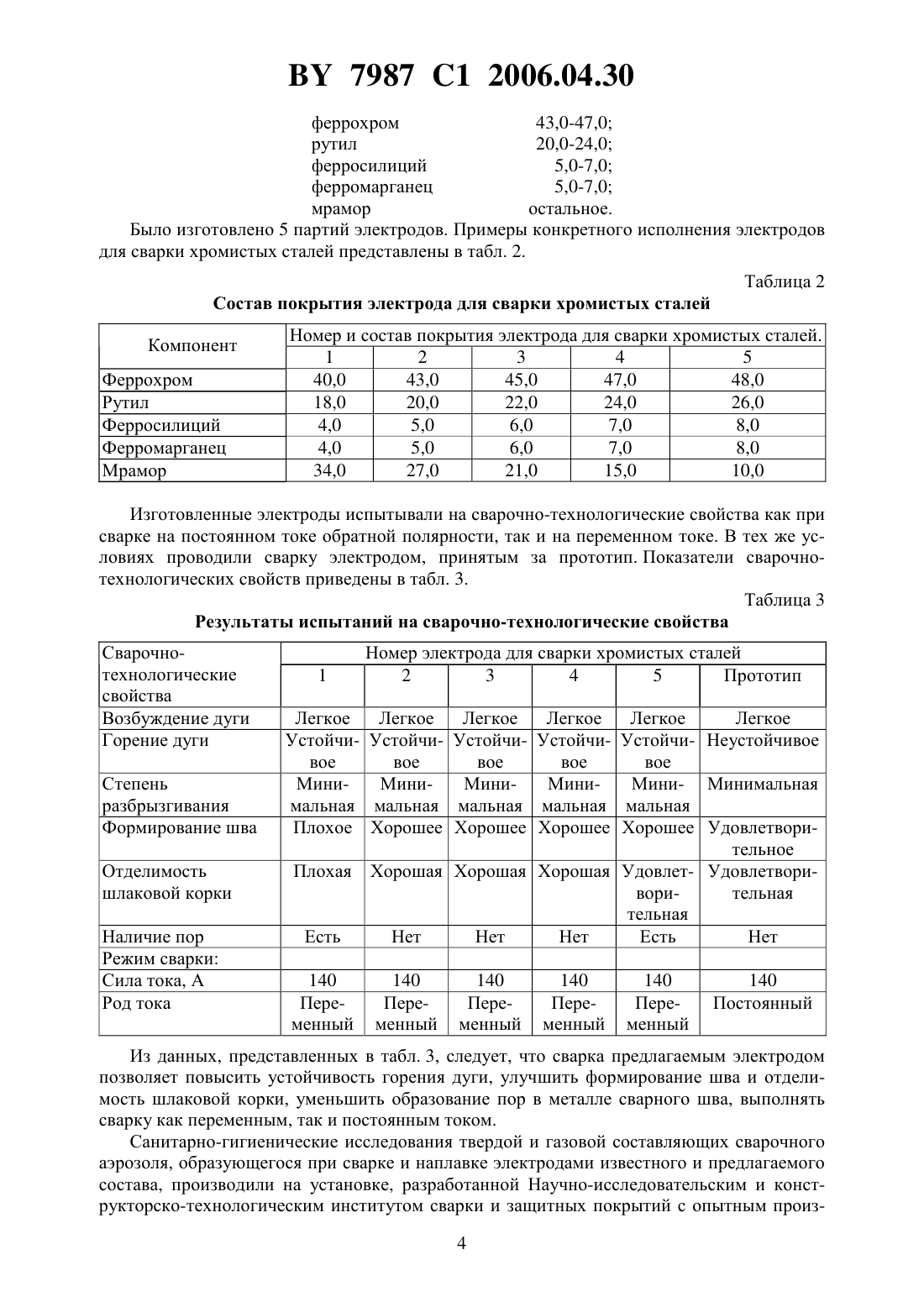
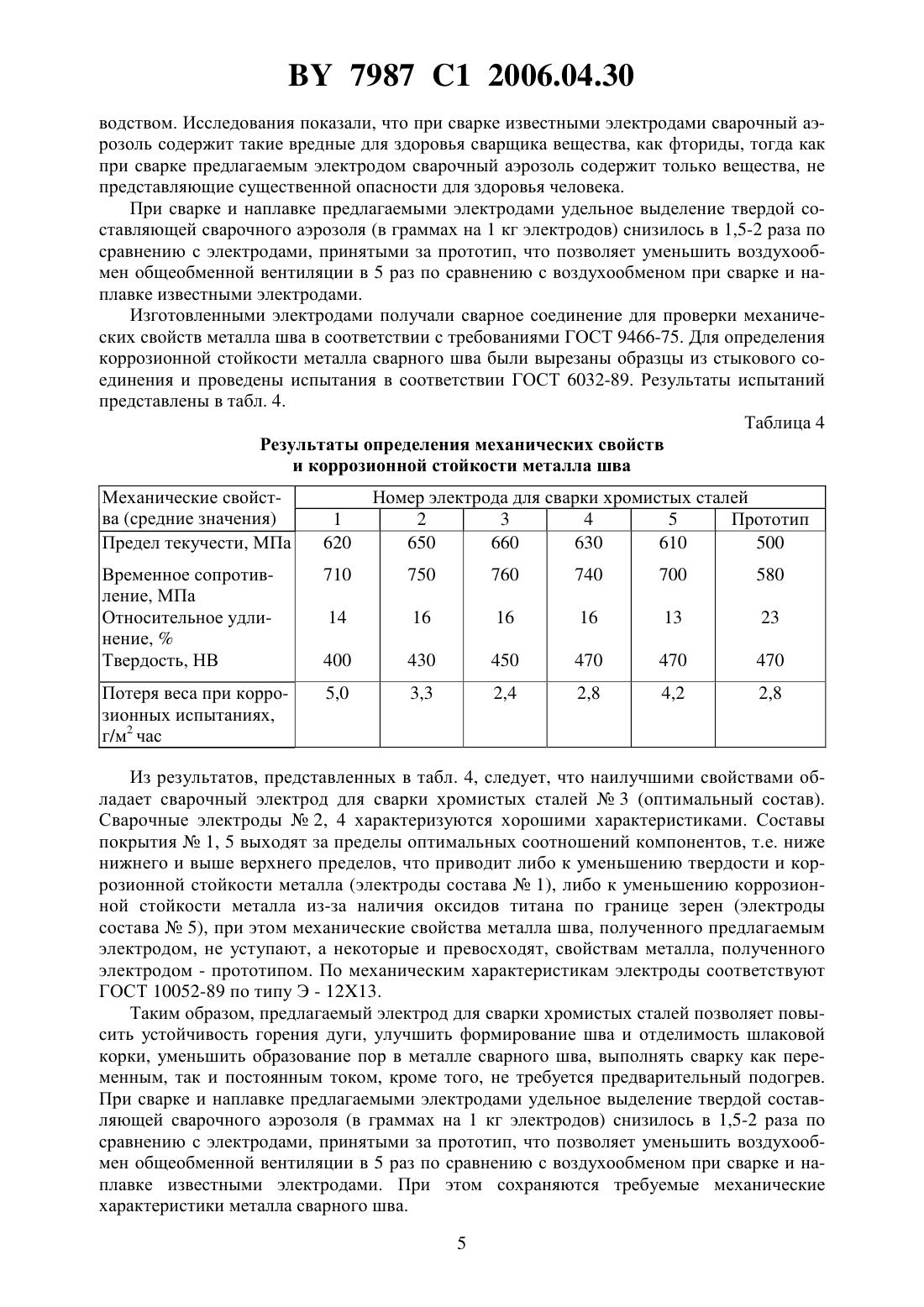
(51)23 35/365 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ЭЛЕКТРОД ДЛЯ СВАРКИ ХРОМИСТЫХ СТАЛЕЙ(71) Заявитель Государственное учреждение Научно-исследовательский и конструкторско-технологический институт сварки и защитных покрытий с опытным производством(72) Авторы Антонишин Юрий Тихонович Артюхов Вадим Александрович Валькович Игорь Владимирович Соколовский Евгений Иванович(73) Патентообладатель Государственное учреждение Научно-исследовательский и конструкторско-технологический институт сварки и защитных покрытий с опытным производством(57) 1. Электрод для сварки хромистых сталей, состоящий из стержня, выполненного из сварочной проволоки Св-08 или Св-08 А, и покрытия, включающего феррохром, рутил,ферросилиций, ферромарганец и мрамор, отличающийся тем, что проволока подвергнута насыщению хромом, покрытие содержит компоненты в следующем соотношении, мас.феррохром 43,0-47,0 рутил 20,0-24,0 ферросилиций 5,0 - 7,0 ферромарганец 5,0 - 7,0 мрамор остальное,а отношение количества хрома в проволоке к количеству хрома в покрытии электрода составляет 112. 2. Электрод по п. 1, отличающийся тем, что проволока насыщена хромом путем термодиффузионной обработки до содержания хрома в стержне 2,5-3,5 . Изобретение относится к области сварки, в частности к электродам для ручной дуговой сварки и наплавки, и может быть применено для сварки изделий, например рабочих колес гидротурбин, насосов, гребных винтов, изготавливаемых из коррозионно-стойких хромистых сталей, и для наплавки деталей, работающих в условиях повышенного износа и коррозионного воздействия. Для сварки хромистых сталей часто используются электроды для сварки и наплавки,состоящие из легированного стержня, в качестве которого берется электродная проволока,содержащая углерод 0,03-0,12 , марганец 3,0-6,3 , кремний 0,3-0,6 , хром 13,515,5 , железо - остальное, и покрытия, содержащего мрамор, плавиковый шпат и двуокись титана 1. Также широкое применение находят электроды, у которых стержень изготавливают из низкоуглеродистой или низколегированной проволоки, а легирующие 7987 1 2006.04.30 элементы вводят в покрытие в виде порошков металлов, их оксидов или ферросплавов 2. Недостатком данного электрода является то, что порошки хрома, марганца, никеля, легирующие компоненты из группы молибдена, ванадия, ниобия, вольфрама являются дорогими дефицитными материалами, что делает электрод неконкурентоспособным. Из известных наиболее близким по технической сущности, выбранным за прототип,является сварочный электрод, состоящий из стержня, выполненного из стальной сварочной проволоки, и покрытия, содержащего мрамор, плавиковый шпат, глинозем, слюду,ферротитан, ферросилиций, двуокись титана, хром-, молибден- и марганецсодержащие компоненты, железный порошок 3. Использование в составе покрытия электрода порошков хрома и молибдена, а также ферротитана предопределяет его высокую стоимость. Главным недостатком известного электрода является присутствие в составе газовой фазы фтора (продукта распада плавикового шпата), который является антистабилизатором дуги, это приводит к тому, что при сварке данным электродом наблюдается плохая устойчивость горения дуги. Другим недостатком известного электрода с фтористокальциевым покрытием (газо- и шлакообразующая основа 2 - СаСО 3) является то, что при сварке образуется сварочный аэрозоль, основными компонентами которого являются токсичные растворимые и нерастворимые фториды, а также газообразныеи 4 - вещества 2 класса опасности 4, изза чего рабочее место обязательно должно быть оборудовано устройством местной вытяжной вентиляции, а сварщик дополнительно должен применять респиратор 5. Техническая задача, решаемая изобретением, состоит в улучшении сварочнотехнологических свойств, в появлении возможности сварки на переменном токе, уменьшении токсичности образующегося при сварке аэрозоля, при сохранении требуемых механических характеристик металла сварного шва. Технический результат достигается тем, что в электроде для сварки хромистых сталей,состоящем из подвергнутого насыщению хромом стержня, выполненного из сварочной проволоки, выбранной из стали группы марок Св-08, Св-08 А, и покрытия, включающего мрамор, в которое дополнительно вводят феррохром, рутил, ферромарганец и ферросилиций, при следующем содержании компонентов, в мас.феррохром 43,0-47,0 рутил 20,0-24,0 ферросилиций 5,0-7,0 ферромарганец 5,0-7,0 мрамор остальное. Насыщение хромом может быть осуществлено методом термодиффузионной обработки до содержания хрома в стержне, равном 2,5-5,0 . Основной легирующий элемент в предложенный электрод (хром) вводится в металл сварного шва совместно - из насыщенного хромом стержня электрода и покрытия. Введение хрома в металл сварного шва через слой, полученный диффузионным хромированием стержня электрода, в сочетании с легированием хромом через покрытие, позволяет обеспечить стабильные механические свойства в соответствии с требованием ГОСТ 9466 на электроды типа Э - 1213, формирование структуры коррозионно-стойких хромистых сталей. Введение в покрытие электрода феррохрома в пределах от 43,0 до 47,0 мас.позволяет обеспечить достаточное содержание хрома в металле сварного шва. При содержании феррохрома в покрытии менее 43 мас.матрица сплава охрупчивается из-за повышения количества мартенситной составляющей. Увеличение содержания феррохрома в покрытии свыше 47 мас.приводит к повышению количества ферритной составляющей в структуре металла сварного шва и снижению его твердости. Ферросилиций вводится в покрытие электрода для раскисления и дополнительного легирования. Кремний повышает стойкость против окисления металла, способствует восстановлению марганца из шлака, т.е. повышению его содержания в металле сварного шва. 2 7987 1 2006.04.30 При содержании ферросилиция в покрытии менее 5,0 мас.он выступает только как раскислитель. Содержание ферросилиция более 7,0 мас.делает материал сварного шва хрупким. Ферромарганец вводят в покрытие для легирования металла сварного шва. Переход марганца из электрода в металл сварного шва происходит в основном прямым растворением металлического ферромарганца в металле сварного шва. Марганец, растворенный в металле, способствует увеличению его прочности и снижает пластичность. Содержание ферромарганца в покрытии менее 5,0 мас.не приводит к легированию металла сварного шва. Ферромарганец в этом случае выступает только как раскислитель. Введение ферромарганца в покрытие более 7,0 мас.не обеспечивает нужный химический состав металла сварного шва. Введение в состав покрытия рутила создает надежный шлаковый покров, защищающий расплав металла от взаимодействия с воздушной атмосферой, способствует более равномерному покрытию расплавленного металла шлаком, улучшает отделимость шлаковой корки, увеличивает обмазочные свойства покрытия, позволяет расширить диапазон сварочных токов, т.е. повысить сварочно-технологические свойства электрода. Рутил наиболее целесообразно вводить в данный состав покрытия электрода в количестве от 20,0 до 24,0 мас. . Введение рутила менее 20,0 мас.не обеспечивает жидкий металл в сварочной ванне шлаковой защитой от окисления, что приводит к образованию пор в металле сварного шва. Содержание рутила в покрытии более 24 мас.приводит к тому, что часть его остается в жидком металле, не переходя в шлак, и во время кристаллизации выделяется по границам зерен металла, что заметно охрупчивает сварной шов,ухудшает формирование наплавленного валика. Эксперименты показали, что при содержании рутила свыше 25 мас.происходит существенное уменьшение коэффициента температурного расширения шлака (табл. 1), что отрицательно сказывается на его отделимости от металла шва. Таблица 1 Зависимость коэффициента температурного расширения шлака от содержания рутила в покрытии электрода Содержание рутила в покрытии, мас.Коэффициент температурного расширения, 10-6-1 Введение мрамора в покрытие наиболее целесообразно производить в количествах от 15,0 до 27,0 мас. . Мрамор в электродном покрытии является одним из основных компонентов, обеспечивающих достаточно надежную газовую и шлаковую защиту металла в зоне сварки от окисления за счет термического разложения карбонатов, и является шлакообразующим элементом. Содержание мрамора в электродном покрытии менее 15,0 мас.является недостаточным для надежной газовой и шлаковой защиты. Содержание мрамора более 27,0 мас.не оказывает существенного влияния на повышение защиты металла в зоне сварки и наплавки от окисления. Электрод для сварки хромистых сталей изготавливают следующим образом. Материал стержня электрода (сварочная проволока из стали марки Св-08) подвергают химико-термической обработке в хромирующей смеси, полученной в результате экзотермической реакции при следующем соотношении компонентов, мас.2575(26 А 74 С 2 О 3)14. Химико-термическая обработка (хромирование) материала стержней электродов проводится при температуре 1050 С в течение 4 часов. Далее на подготовленный стержень наносят методом опрессовки на лабораторном электродообмазочном прессе модели ПО-0030 электродное покрытие, содержащее компоненты в следующем соотношении, мас.3 7987 1 2006.04.30 феррохром 43,0-47,0 рутил 20,0-24,0 ферросилиций 5,0-7,0 ферромарганец 5,0-7,0 мрамор остальное. Было изготовлено 5 партий электродов. Примеры конкретного исполнения электродов для сварки хромистых сталей представлены в табл. 2. Таблица 2 Состав покрытия электрода для сварки хромистых сталей Компонент Феррохром Рутил Ферросилиций Ферромарганец Мрамор Номер и состав покрытия электрода для сварки хромистых сталей. 1 2 3 4 5 40,0 43,0 45,0 47,0 48,0 18,0 20,0 22,0 24,0 26,0 4,0 5,0 6,0 7,0 8,0 4,0 5,0 6,0 7,0 8,0 34,0 27,0 21,0 15,0 10,0 Изготовленные электроды испытывали на сварочно-технологические свойства как при сварке на постоянном токе обратной полярности, так и на переменном токе. В тех же условиях проводили сварку электродом, принятым за прототип. Показатели сварочнотехнологических свойств приведены в табл. 3. Таблица 3 Результаты испытаний на сварочно-технологические свойства Сварочнотехнологические свойства Возбуждение дуги Горение дуги Степень разбрызгивания Формирование шва Отделимость шлаковой корки Наличие пор Режим сварки Сила тока, А Род тока Номер электрода для сварки хромистых сталей 2 3 4 5 Прототип Легкое Легкое Легкое Легкое Легкое Легкое Устойчи- Устойчи- Устойчи- Устойчи- Устойчи- Неустойчивое вое вое вое вое вое МиниМиниМиниМиниМини- Минимальная мальная мальная мальная мальная мальная Плохое Хорошее Хорошее Хорошее Хорошее Удовлетворительное Плохая Хорошая Хорошая Хорошая Удовлет- Удовлетвориворительная тельная Есть Нет Нет Нет Есть Нет 140 Переменный Из данных, представленных в табл. 3, следует, что сварка предлагаемым электродом позволяет повысить устойчивость горения дуги, улучшить формирование шва и отделимость шлаковой корки, уменьшить образование пор в металле сварного шва, выполнять сварку как переменным, так и постоянным током. Санитарно-гигиенические исследования твердой и газовой составляющих сварочного аэрозоля, образующегося при сварке и наплавке электродами известного и предлагаемого состава, производили на установке, разработанной Научно-исследовательским и конструкторско-технологическим институтом сварки и защитных покрытий с опытным произ 4 7987 1 2006.04.30 водством. Исследования показали, что при сварке известными электродами сварочный аэрозоль содержит такие вредные для здоровья сварщика вещества, как фториды, тогда как при сварке предлагаемым электродом сварочный аэрозоль содержит только вещества, не представляющие существенной опасности для здоровья человека. При сварке и наплавке предлагаемыми электродами удельное выделение твердой составляющей сварочного аэрозоля (в граммах на 1 кг электродов) снизилось в 1,5-2 раза по сравнению с электродами, принятыми за прототип, что позволяет уменьшить воздухообмен общеобменной вентиляции в 5 раз по сравнению с воздухообменом при сварке и наплавке известными электродами. Изготовленными электродами получали сварное соединение для проверки механических свойств металла шва в соответствии с требованиями ГОСТ 9466-75. Для определения коррозионной стойкости металла сварного шва были вырезаны образцы из стыкового соединения и проведены испытания в соответствии ГОСТ 6032-89. Результаты испытаний представлены в табл. 4. Таблица 4 Результаты определения механических свойств и коррозионной стойкости металла шва Механические свойства (средние значения) Предел текучести, МПа Номер электрода для сварки хромистых сталей 2 3 4 5 Прототип 650 660 630 610 500 Потеря веса при коррозионных испытаниях,г/м 2 час Из результатов, представленных в табл. 4, следует, что наилучшими свойствами обладает сварочный электрод для сварки хромистых сталей 3 (оптимальный состав). Сварочные электроды 2, 4 характеризуются хорошими характеристиками. Составы покрытия 1, 5 выходят за пределы оптимальных соотношений компонентов, т.е. ниже нижнего и выше верхнего пределов, что приводит либо к уменьшению твердости и коррозионной стойкости металла (электроды состава 1), либо к уменьшению коррозионной стойкости металла из-за наличия оксидов титана по границе зерен (электроды состава 5), при этом механические свойства металла шва, полученного предлагаемым электродом, не уступают, а некоторые и превосходят, свойствам металла, полученного электродом - прототипом. По механическим характеристикам электроды соответствуют ГОСТ 10052-89 по типу Э - 1213. Таким образом, предлагаемый электрод для сварки хромистых сталей позволяет повысить устойчивость горения дуги, улучшить формирование шва и отделимость шлаковой корки, уменьшить образование пор в металле сварного шва, выполнять сварку как переменным, так и постоянным током, кроме того, не требуется предварительный подогрев. При сварке и наплавке предлагаемыми электродами удельное выделение твердой составляющей сварочного аэрозоля (в граммах на 1 кг электродов) снизилось в 1,5-2 раза по сравнению с электродами, принятыми за прототип, что позволяет уменьшить воздухообмен общеобменной вентиляции в 5 раз по сравнению с воздухообменом при сварке и наплавке известными электродами. При этом сохраняются требуемые механические характеристики металла сварного шва. 5 7987 1 2006.04.30 Источники информации 1. Патент РФ 2118245, МПК В 23 К 35/365, 1998 // Бюл.24. 2. Патент РФ 2119418, МПК В 23 К 35/365, 1998 // Бюл.27. 3. Патент РФ 2102209, МПК В 23 К 35/365, В 23 К 35/36, 1998 // Бюл.1. 4. Перечень регламентированных в воздухе рабочей зоны вредных веществ, СанПиН 11-19-99. - Минск, 1999. 5. Санитарные правила и нормы по сварке, наплавке и резке металлов, СанПиН 11-14-99. - Минск, 1999. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B23K 35/365
Метки: сварки, сталей, хромистых, электрод
Код ссылки
<a href="https://by.patents.su/6-7987-elektrod-dlya-svarki-hromistyh-stalejj.html" rel="bookmark" title="База патентов Беларуси">Электрод для сварки хромистых сталей</a>
Электрод для ручной дуговой сварки и наплавки чугуна
Номер патента: 6799
Опубликовано: 30.03.2005
Авторы: Артюхов Вадим Александрович, Борд Наум Юрьевич, Соколовский Евгений Иванович, Антонишин Юрий Тихонович
МПК: B23K 35/365
Метки: сварки, электрод, ручной, дуговой, наплавки, чугуна
Текст:
...никель 13-25. Введение мрамора в покрытие наиболее целесообразно в количестве от 17,0 до 22,0 мас. . Мрамор обеспечивает достаточно надежную газовую и шлаковую защиту металла в зоне сварки за счет термического разложения карбонатов и является шлакообразующим элементом. Содержание мрамора в покрытии менее 17,0 мас.является недостаточным для надежной газовой и шлаковой защиты. Содержание мрамора более 22,0 мас.не оказывает существенного...
Электрод для рельефной сварки
Номер патента: 71
Опубликовано: 30.09.1994
Авторы: Павловский А. Н., Мазаник О. Н.
МПК: B23K 11/14, B23K 11/30
Метки: электрод, сварки, рельефной
Текст:
...-На фиг. 1 изображен предлагаемый электроде упором в виде втулки. общий вид на фиг. 2 то же. в рабочем положении на фиг. 3 электрод с упором-втулкой. опирающейся в процессе сварки на нижний элек трод на фиг. 4 электрод с упором. ТМОНТИПОЕЭННЫМ на ДЕРЖЭТЕЛЭ ТОКОПОДВОт дящего стержня. - Электрод содержит токоподводящий стержень 1 с охлаждающим каналом 2. установленный держателе 3. На резьбу стерж Пггбэсттеглтзтгайка 5. Упор 4...
Электрод для контактной точечной сварки
Номер патента: U 401
Опубликовано: 30.12.2001
Авторы: Дорожкин Нил Николаевич, Кузнечик Олег Ольгердович, Гафо Юрий Натанович, Дьяченко Ольга Владимировна
МПК: B23K 11/30
Метки: контактной, сварки, электрод, точечной
Текст:
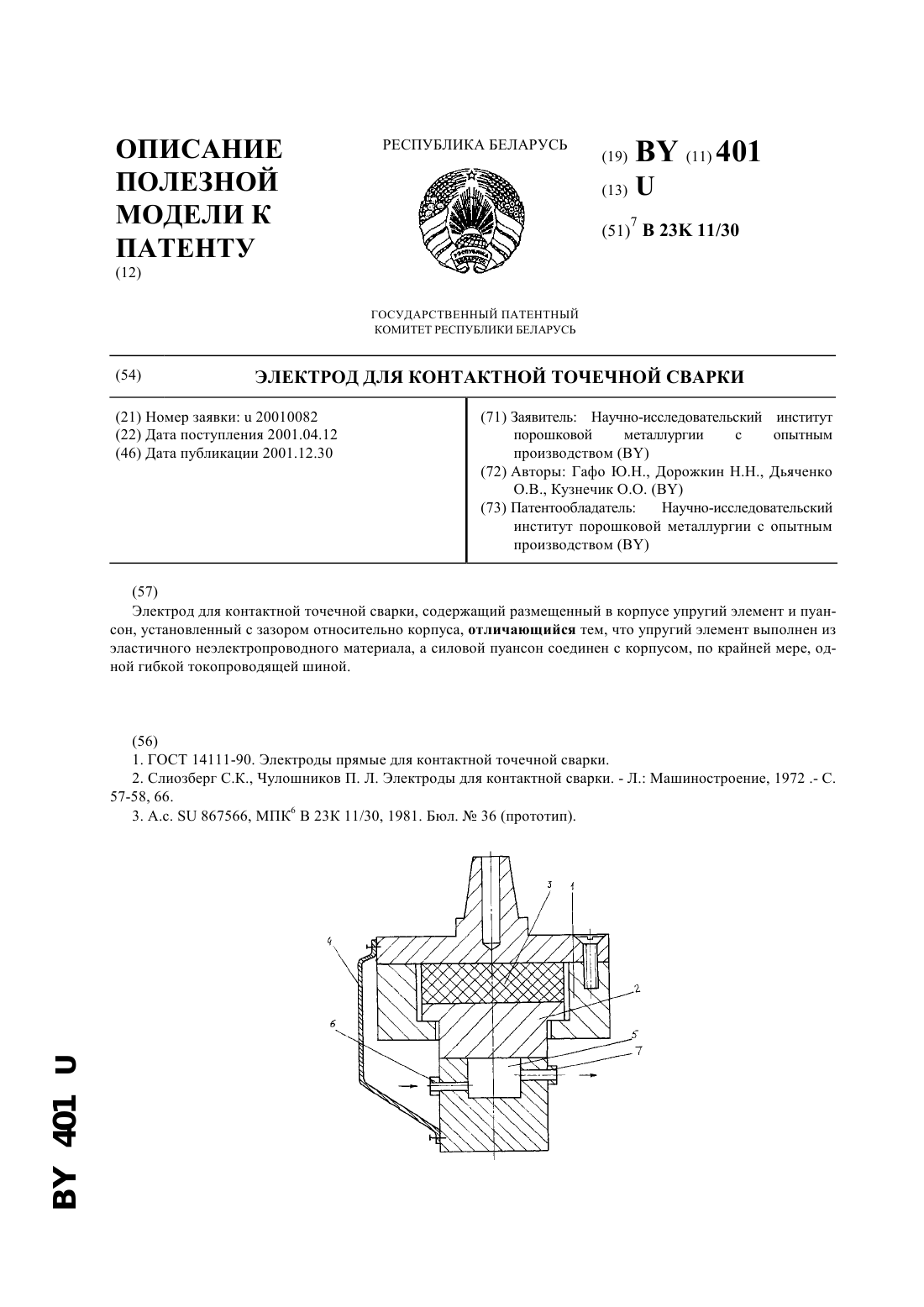
...материала. Пуансон установлен с зазором относительно корпуса. Данное устройство обеспечивает самоустановку электрода. Однако наличие одновременно поджимного пуансона и токоведущего стержня увеличивает энергетические потери, а также снижает надежность и долговечность электрода. Задачей предлагаемой полезной модели является снижение энергозатрат и повышение срока службы электрода при сварке деталей неравномерной толщины. Решение...
Электрод для контактной точечной сварки
Номер патента: 6500
Опубликовано: 30.09.2004
Авторы: Балышева Виктория Анатольевна, Попковский Виктор Александрович, Латыпова Елена Юрьевна, Цумарев Юрий Алексеевич
МПК: B23K 11/10, B23K 11/30
Метки: электрод, контактной, точечной, сварки
Текст:
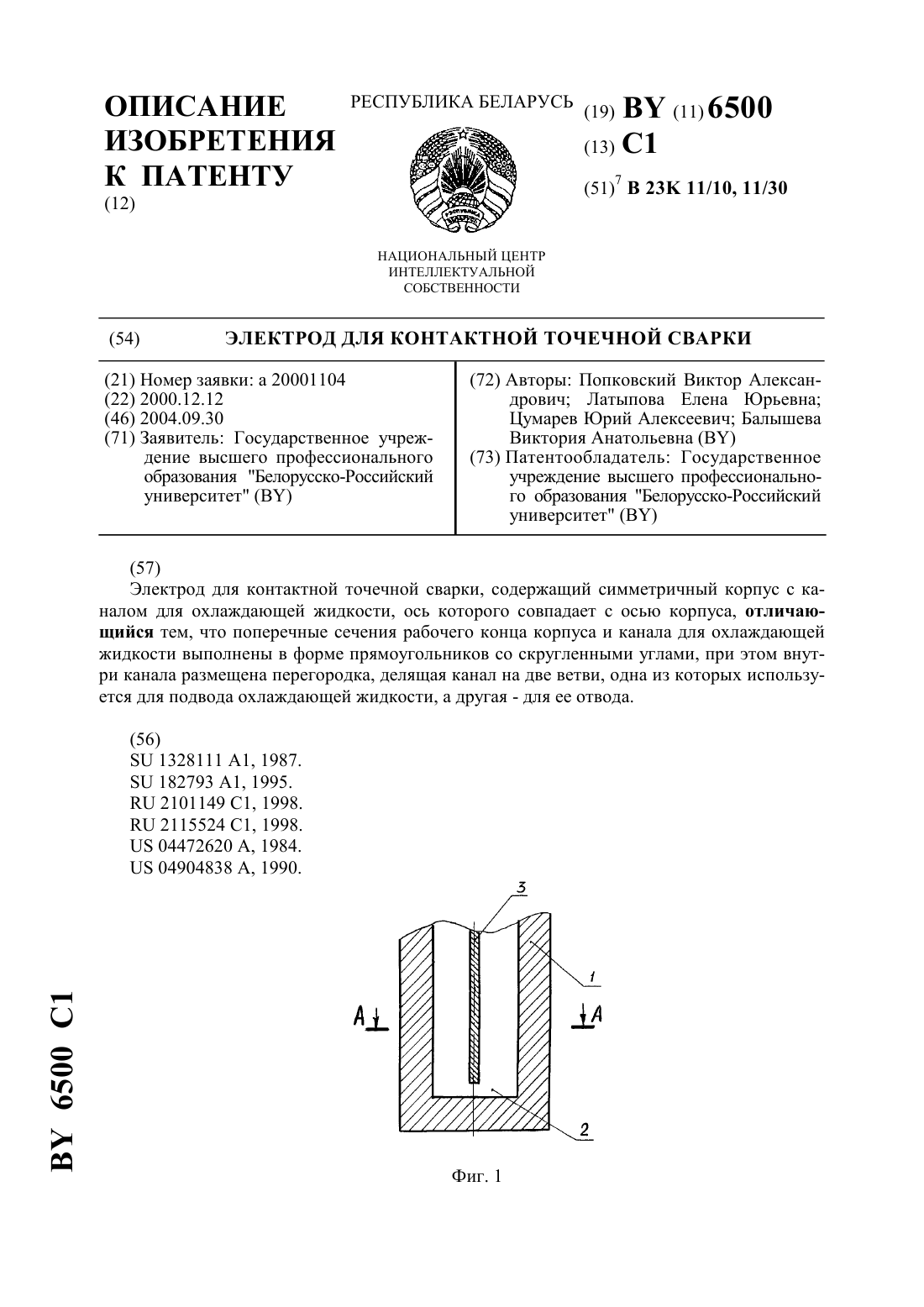
...поперечные сечения рабочего конца корпуса и канала для охлаждающей жидкости выполнены в форме прямоугольников со скругленными углами, при этом внутри канала размещена перегородка, делящая канал на две ветви, одна из которых используется для подвода охлаждающей жидкости, а другая для ее отвода. Благодаря тому, что поперечное сечение рабочего конца выполнено в форме прямоугольника со скругленными углами, сварная точка приобретает вместо...
Электрод для точечной контактной сварки
Номер патента: 6379
Опубликовано: 30.09.2004
Авторы: Цумарев Юрий Алексеевич, Балышева Виктория Анатольевна, Кузменко Игорь Михайлович, Латыпова Елена Юрьевна
МПК: B23K 11/30, B23K 11/10
Метки: точечной, сварки, контактной, электрод
Текст:
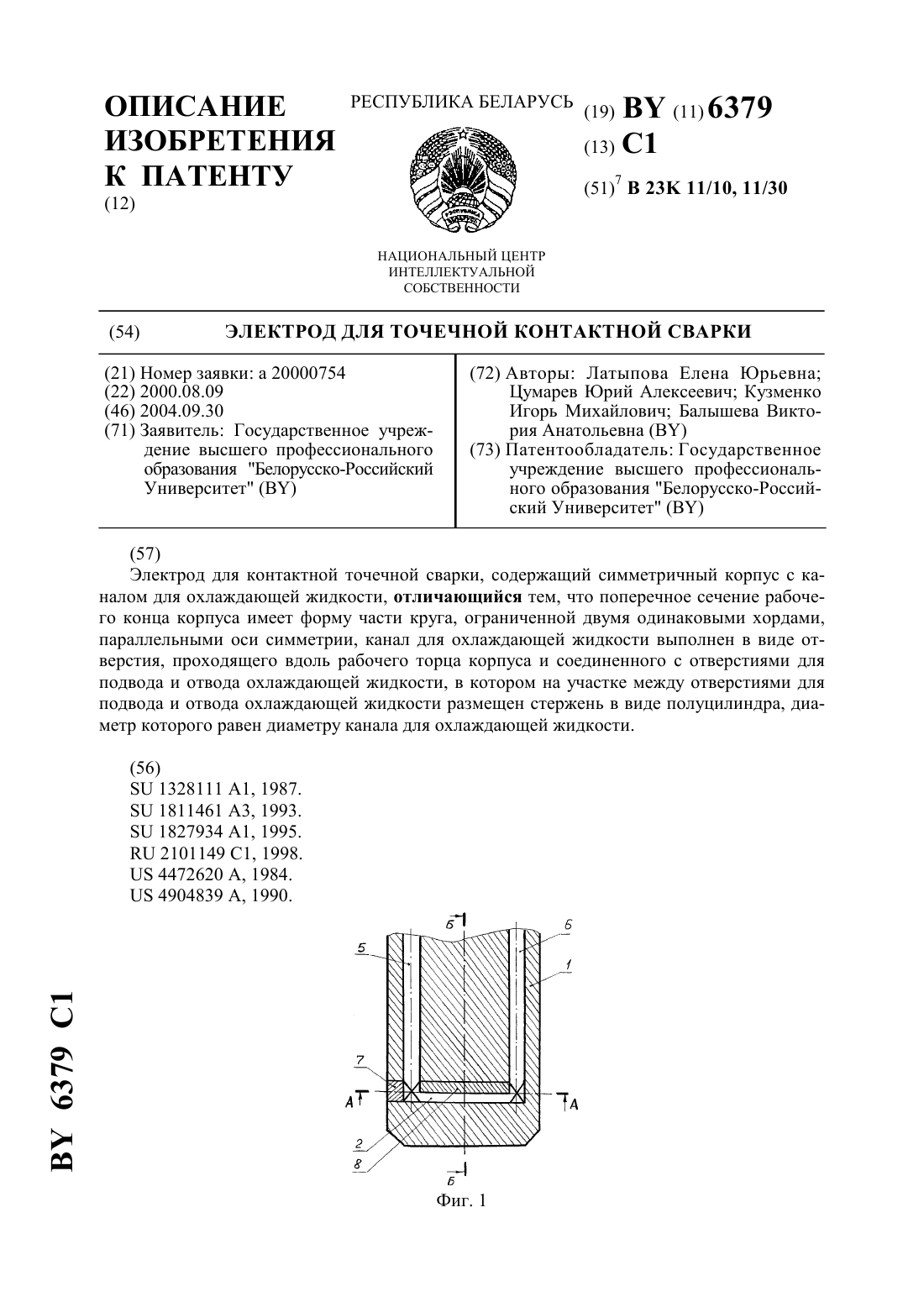
...которого равен диаметру канала для охлаждающей жидкости. Благодаря тому, что поперечное сечение рабочего конца имеет форму части круга, ограниченной двумя одинаковыми хордами, параллельными оси симметрии, сварная точка приобретает вместо круглой овальную форму, в ней уменьшается размер слабо нагруженной центральной зоны и прочность сварного соединения возрастает. Такая вытянутая по форме сварная точка хорошо вписывается в конструкцию...
Предыдущий патент: Алмазный отрезной круг (варианты)
Следующий патент: Вулканизатор для ремонта камер
Случайный патент: Тормозная камера с пружинным энергоаккумулятором